A plazmavágókon a pisztoly lecserélhető szinte brámely típusra csak arra kell figyelni ha HF gyújtásost HF-esre. THC03T-02 is használtunk jól paraméterezhető korrektül működik. (UCCNC-vel párosítottuk ) A vágási minőség nagyon sok összetevőből áll össze ( két egyforma plazmavágó is külömbözik és még a kopó alkatrészek cseréjénél is lehet tapasztalni vágási külömbséget), ami az adott gépen kell sok teszttel kikisérletezni az adott sebességeket, áramerősségeket, magasságot, stb... A fej kialakítása és a vágó és védő gáz milyensége a legkritikusabb. A másik kérdés mindig mi a cél?? Mert annak megfelelően kell zsebbe nyúlni.
A vágási és az átjukasztási képességet figyelembe kell venni, mert azt mindig elfelejtik és utánna jön a
Sajnos nincs semilyen tapasztalatom, ezért minden jó tanácsot megszívlelek. Olvastam, hogy a vágási felület, ill. a salakképződés a munkadarab alatt ill. felett függ még a vágási sebességtől (bizonyos határokon belül fordított arányban), a THC minőségétől, a vágási pont esetleges vizes permetezésétől-hűtésétől, és természetesen az elektromos valamint mechanikus paraméterek optimális megválasztásától. A vágófely/pisztoly szerkezetének milyenségéről még csak keveset tudok. Amenyniben végül is a S-PLASMA 125CNC mellet döntök, úgy adott a pisztoly minősége, de lehet hogy az lecserélhető jobb minőségűre is, amennyiben a technológiai (nem mechanikai) kompatibilitás azt lehetővé teszi. A poligon hatástól nem tartok, CNC gépem XY meghajtószerkezete jó minőségű.
Megszólítottam az expendo.hu-t a S-PLASMA 125CNC-vel kapcsolatosan. Türhetö áron kínálják. Várom válaszukat. Tudsz esetleg konkrétabbat ennek a gépnek a mivoltjáról?
Van a STAMOSszal személyes tapasztalatod? Tudsz esetleg többet, konkrétabbat is róla. Olvastam néhány német nyelvű recenziót a S-PLASMA 85CNC gépre. Volt aki elmarasztalta, mivel az előírt 85 A helyett csak 65 A-t tudott. Mások dicsérték.
Köszi, megszívlelem a tanácsodat. Rendelkezem egy Lidlis Parkside PPS40 A1 tipusú géppel, de valami komolyabbat szeretnék beépíteni a CNC vágógépembe, tekintettel a lehető legjobb vágási minőség eléréséhez. Hyperthermre sajnos nincs pénzem. Ezért gondoltam a korábban elküldött kérdésemben szereplő tipusokra. A nagyobb teljesítmény a gyorsabb előtolási sebességhez kéne. A Stamos S-PLASMA 125CNC ára (ÁFA nélkül + szállítási költségek: CZ 782,41€; DE 787,50€; HU 799,5€; PL 833.85€; SK 869,17€) elérhető. Az ANDELI CUT125 Aliexpress-től már 915€ vám nélkül Fedex-el hozatva... Viszont ha veri minőségben a Stamost, akkor még megkockáztatnám tekintettel arra, hogy az Aliexpressen történő kínai cuccok vásárlásával több éves tapasztalatom van, főként hang és fénytechnikai berendezéseket illetöleg, melyek vegyesek – vannak nagyon magas minőségű berendezések, de sajnos a fordítottja is igaz. A döntéshez sajnos nincs elég információm, tudásom, tapasztalatom, sem elérhető recenzió. Ezért kérem tapasztaltabb kollégák tanácsát.
Én vettem a Parkside plazmavágóból anno. Akkor kitargyaltuk elég jól, olvasd vissza. Most vettem egy Paketa markajut, vicc hogy CUT40 feliratú panelek vannak benne (ezen a néven fut a parkside is).
Ettől függetlenül jól összerakott cuccnak néz ki. Nem űrhajó ha kell könnyű javitani.
Vettem kínai awi-t is azzal is makszimalisan meg vagyok elégedve.
Rövid sztori a "magyar forgalmazóval" rendelkező gépekről: Volt egy levelezesunk a kinaiakkal egy hiper olcsó AWI gépről. Annyira olcsó volt hogy irtunk a kínainak hogy egy darabot vennenk ha mukodik kell sok. Küldött magyar forgalmazót akitől megvehetem a tesztpeldanyt persze kb negyszeres áron.
Végül egy kinai gepet rendeltem a Britek-től még gari is volt ra csak fele annyiba került mint itthon.
Szóval szerintem vagy kínai gepet vegyél vagy valami nagyon markasat.
Kedves kollégák! Tanácsot szeretnék kérni jó minőségű Plazmavágó illetve megfelelő HTC berendezés kiválasztásához saját készítésű golyósors´és meghajtású MACH3 vezérlésű CNC gépemhez. Jelenleg Stamos S-PLASMA 125CNC és THC3T-04 gondoltam. Szóba jöhetne, esetleg árban elérhető kínai gép is, pl. ANDELI Master Cut-120. Van valakinek személyes tapasztalata e felsorolt berendezések valamelyikével, vagy egyéb információja?
Lehetséges. Illetve ha működés szempontjából jó lesz akkor tulajdonképpen mindegy. Majd beszámolok arról is. De azért érdekes tanulsag hogy lassan csak kinai elektronikat erdemes venni... Ők már megtanultak gyartani.
Te még olcsóbban vetted, most egy áron mozog a Promával. Egyébként valamiért nekem is szimpatikusabb a külön panelen lévő feszülségosztó, ezek után meg pláne.
Nekem amúgy az a furcsa hogy ennek a cuccnak a hibáit nem raketatudomany kijavítani. Amit meg megsporoltak a fejlesztesen azt minden egyes peldanyba beleteszik, mert ezt rémálom lehet osszeszerelni...
Nekem soha nem tetszett ez a Proma, inkább megvettem olcsóbban a THC3T-02-t és azóta is meg vagyok vele elégedve. Egyáltalán nem zavarja a HF-es gyújtás pedig nekem extra teljesítményű (120W-os)van beépítve.
Sajnos ezt amit látsz 8 Milláért adták el és utánna les.a.ták az ügyfelet. 1 hónapba kerűlt átépíteni mindent kib.s.ni ami nem ütötte meg a mércét. Hivatalos gyártónak modja magát és a mai napig gyártja forgalmaza gépeit sajnos.
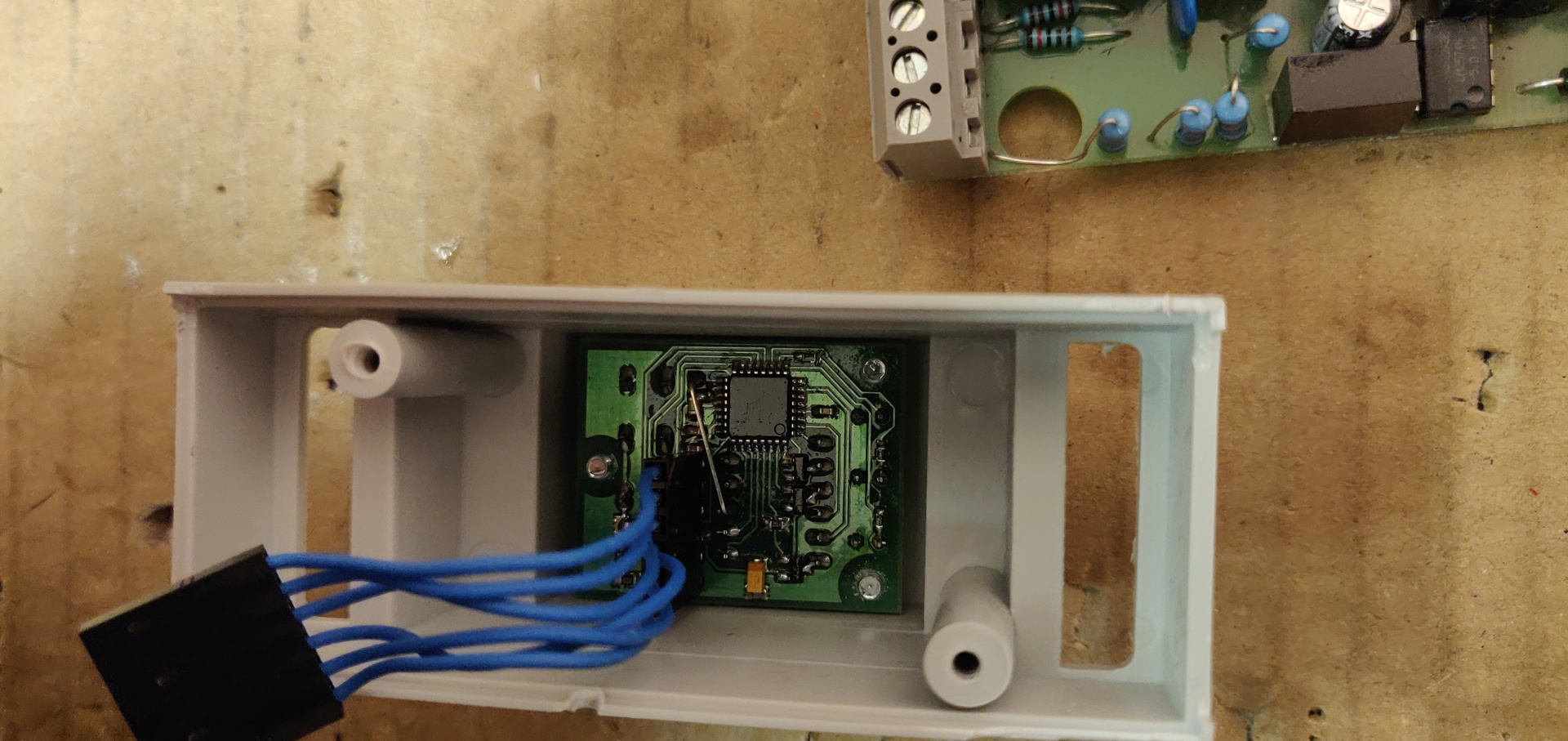
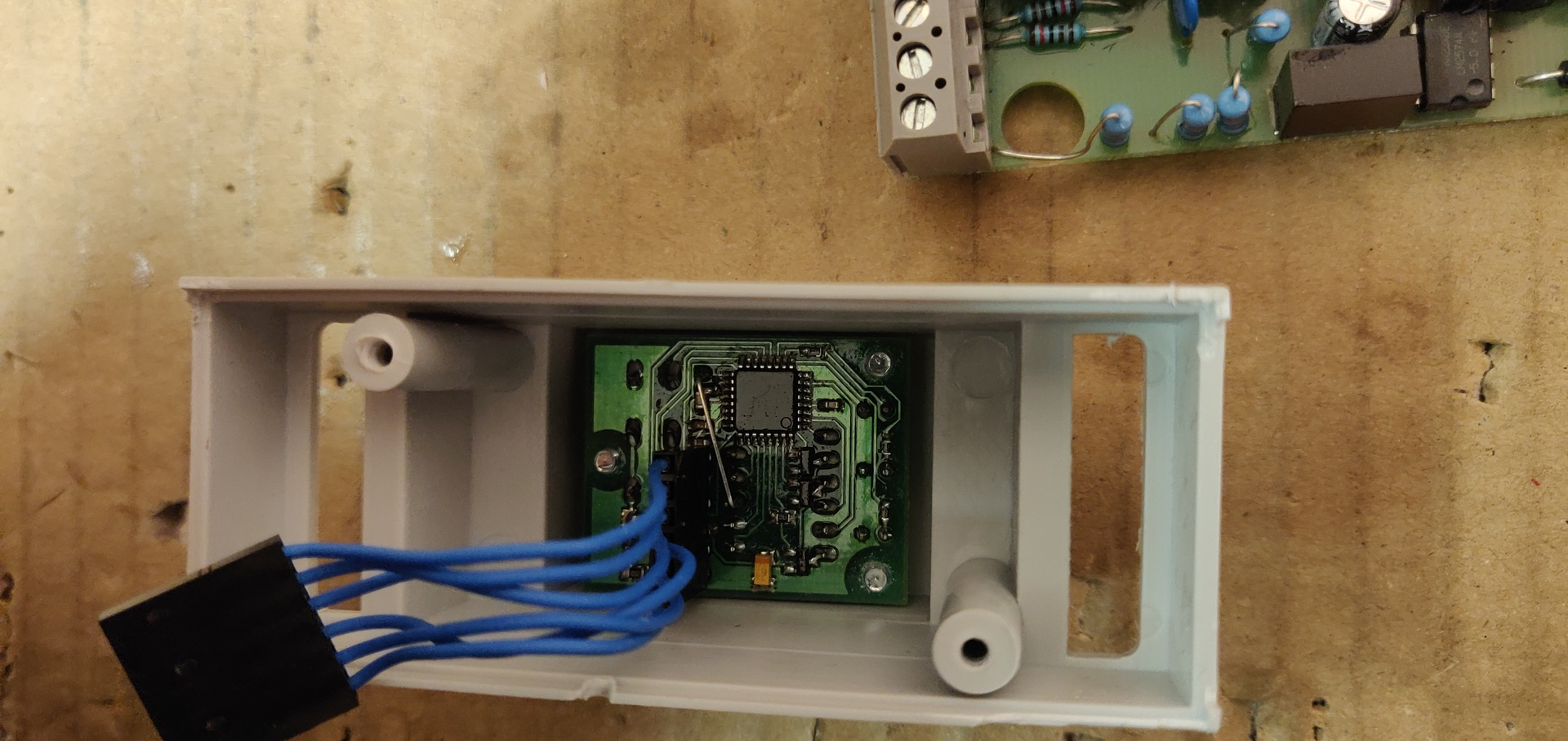
Megjött a Proma THC, mivel itt a fórumon vettem így gari nincs tehát szét tudtam pattintani a dobozát.
Ha láttatok már hitvány összegányolt szart...nah ez pont olyan. Képeket csatolok. Egy sínre pattintható dobozba van belegányolva, szó szerint. Az egyik összefogató csavar helye ki van törve hogy beférjen a nyák. Így egy csavar fogja meg egy pillanatragasztó. Egyoldalas nyákra van szerelve ezzel nincs nagy baj de olyan tróger átkötések vannak rajta... A kijelzős kis panelnél a nyákba van menet fúrva de kispórolták a távtartót de hogy a kijelző ne lógjon ki a doboz síkjából a csavarral beállították a távolságot majd pillanatragasztóval beragasztották a csavarfejet.
Ettől még akár működhet is de ilyen tákolást a kínaiaktól nem láttam 10 éve...
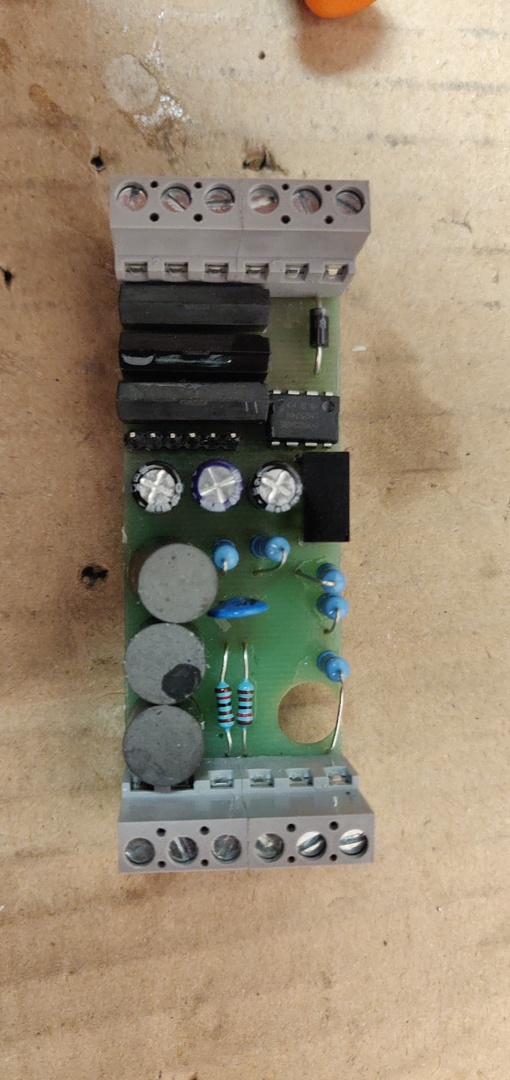
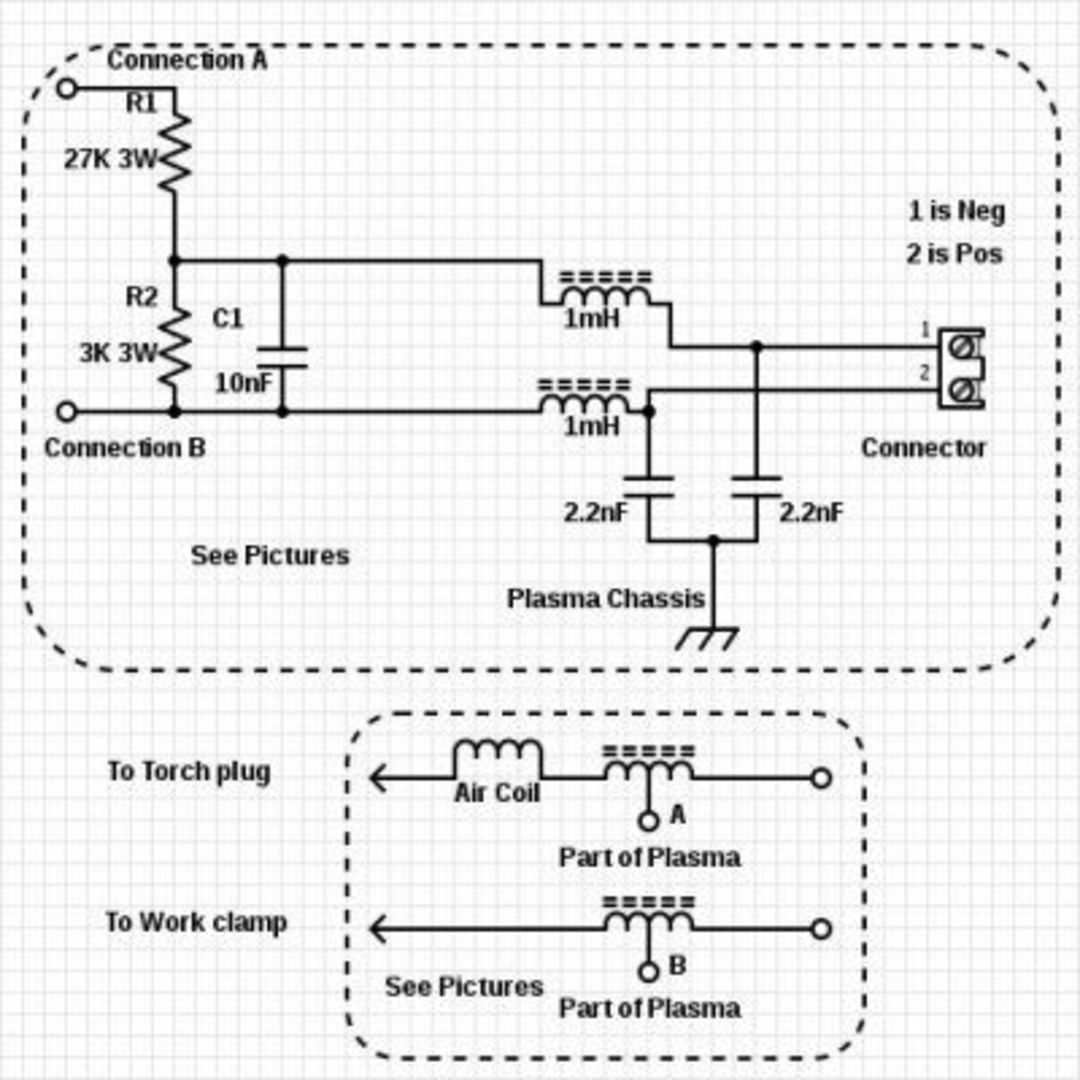
A bemenő szűrőjének a kapcsolását visszarajzoltam becsatolom azt is néhány kép mellé.
borvendeg | 375
2021-01-04 21:29:33
[3468]
Szia! Ha megnézed a kézi pisztolyon egy eleg otvar gagyi kapcsoló van ennek a helyere (vagy vele párhuzamosan) tetszőleges relet bekothetsz. Néhány mA aram folyik rajta. Üdv.
segitséget szeretnék kérni,tippek,ötletek relés plazmavágás inditáshoz. milyen relé kell,bekötés,egyebek. ami van: BITSENSOR 4 Axis CNC MACH 3 USB Controller mach3 program plazmavágóhoz kézi pisztoly van thc nincs
Csikarc | 5045
2021-01-03 17:44:02
[3466]
Jól láthatóak a bemeneti szűrők, feszültség osztó ellenállások.
Mindegyik THC tartalmaz feszültség osztót és egyben leválasztó szűrőt ( HF) is így nem lehet probléma. Nekem a plazmavágó üresjárati-gyújtó feszültsége 380 V dc, a HF gyújtás meg kb. 8 kV. A plazmavágón is van analóg feszültség és árammérő és a THC panelműszerével közel megegyező feszültség értéket mutat.
Úton van egy proma THC controller. Elkezdtem nézegetni netes beállító videókat. Az egyik azzal kezdi hogy a plazmavágó kimenetén feszültséget mér. Nekem van egy Paketta (orosz plazmavágó néven reklámozott gépem a paneljain látok cut40 feliratot is) Ez HF gyújtású gép. Az egyik multiméterrel mérve 300V-nál kiakadt a másik multi 1000V-ig mér az viszont elfüstölt. Ezek után felmerül a kérdés hogy a THC controller ezt hogyan fogja viselni? Van esetleg valamilyen osztó hozzá amivel ez használható? Esetleg más mérőponton mérni a feszültsget?
üdv.
svejk | 33157
2021-01-02 22:05:15
[3463]
Nohát! Te még figyeled a fórumot?! Ez felettébb megtisztelő a társaságnak.
xabi | 261
2021-01-02 21:54:47
[3462]
Szia, Sokat ne gondolkodjál : - Proma THC vegyél. Megbízható és bírja a HF gyújtású plazmákat is. - UCCNC használj, teljesen kidolgozott a plazma része. - UCCNC-n keresztül használd a THC-t így mindig tudod a Z magasságot (így nem szükséges minden gyújtásnál Z 0.00 felvenni) - TBS-TEAM jól leírta a plazmavágás folyamatot, de a THC működtetését nem.
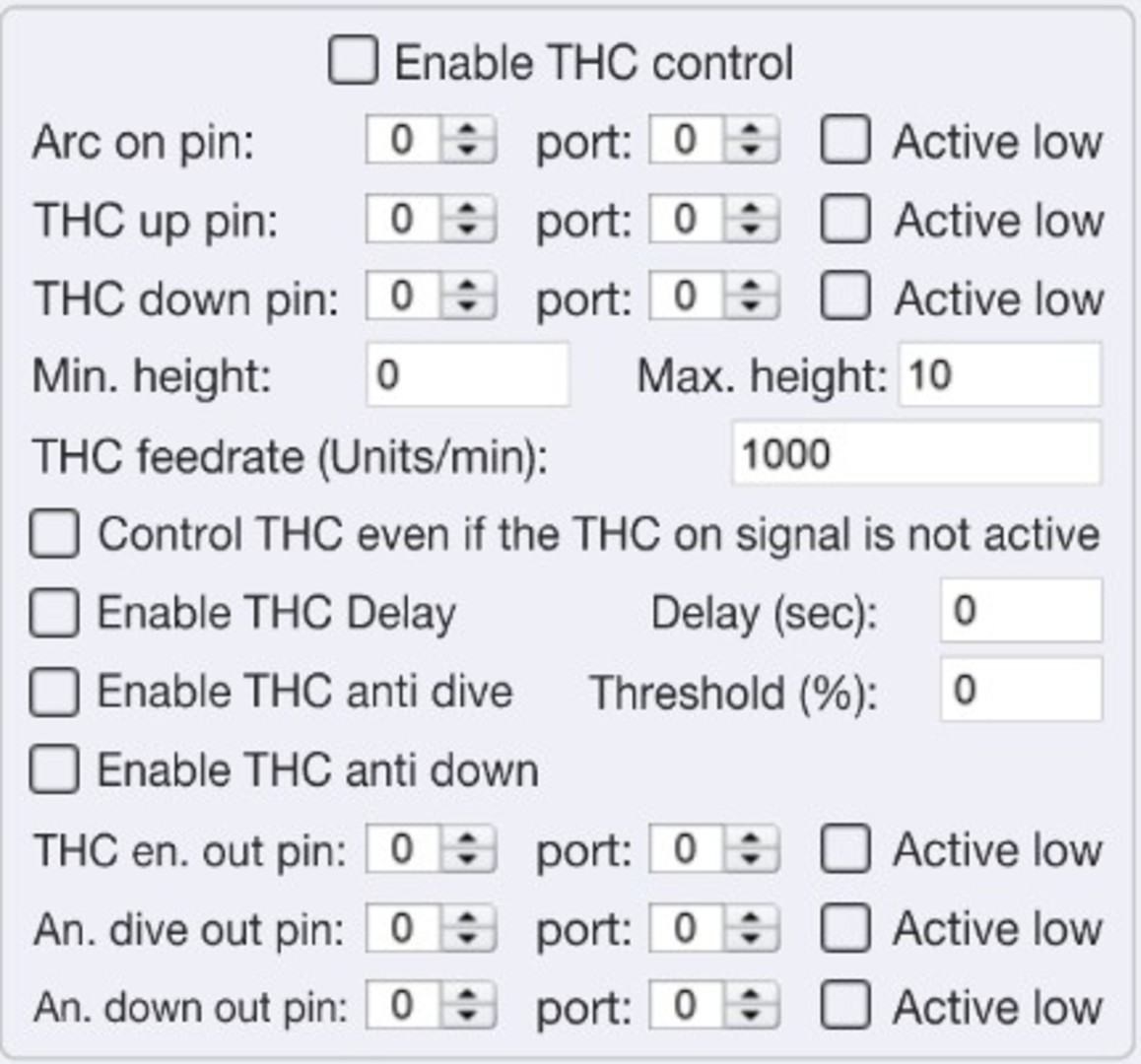
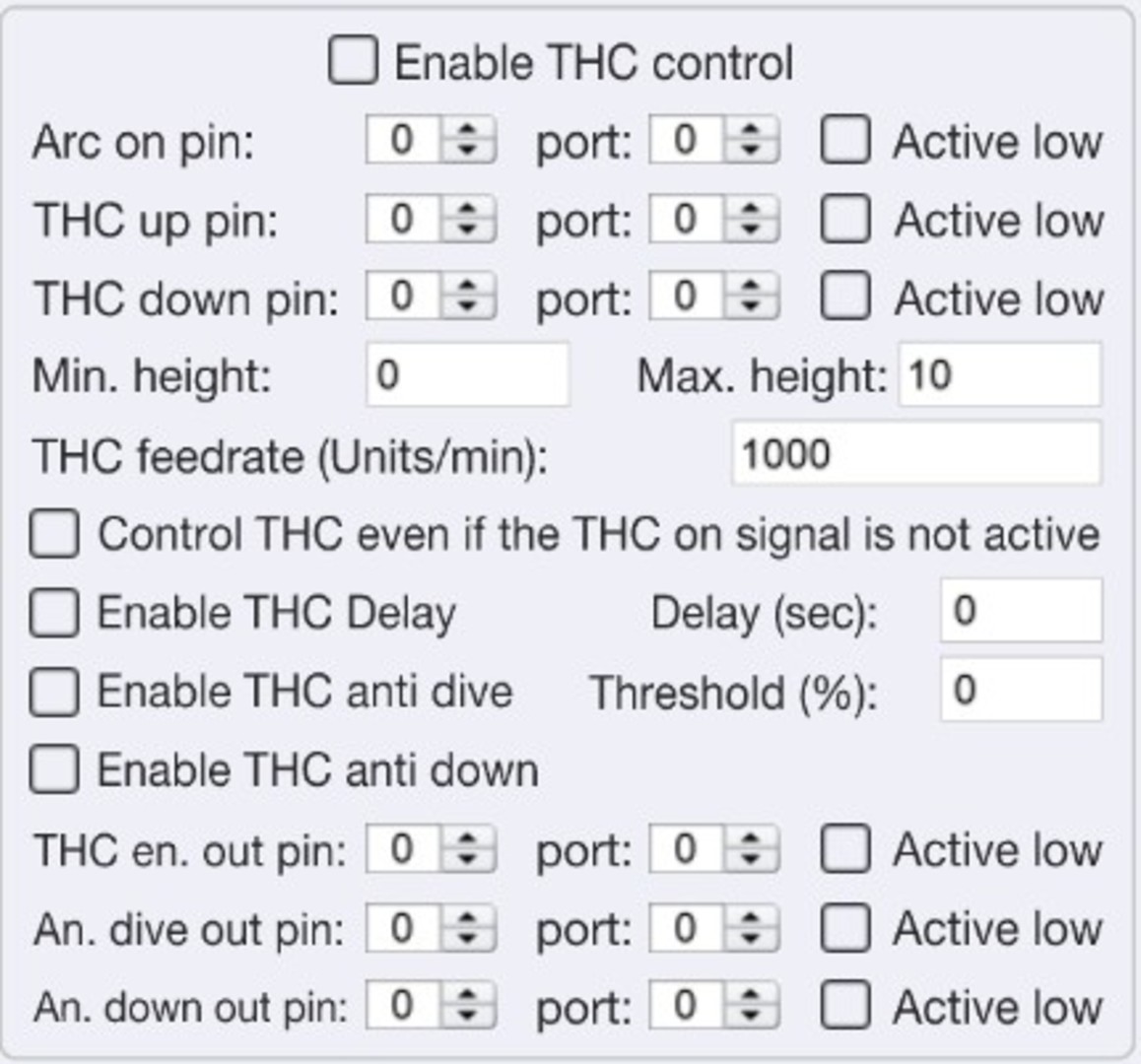
A THC működése egyszerű ha a plazma fej messzebb vagy közelebb van az anyaghoz változik az ív feszültség. Anyagtól, vágási sebességtől stb. van egy ideális magasság mondjuk 3 mm fejtávolság amihez 120Volt tartozik. (Ezt ki kell tapasztalni) A THC jelet ad az UCCNC-nek ha eltér az ideális feszültségtől a vágási feszültség, hogy emelje vagy csökkentse a Z fejmagasságot. Tehát a dolog tök egyszerű lenne a THC-t be kell kapcsolni és kész, de nem mert : 1.)Amikor a plazma gyújt, lyukaszt, és el nem éri az ideális vágási paramétereket addig teljesen fals feszültségek vannak tehát várni kell mondjuk 2-3 sec-t (vagy sheetcam-ben megadni hogy a gyújtási ponttól 5 mm-erel később) engedélyezze a THC működését. Ez az egyszerűbb eset az UCCNC is kezeli ENABLE THC Delay nál mondjuk megadsz 3 sec-et. 2.)A nagyobb gond az hogy a plazmavágás általában zárt kontúr vágás és a plazma vissza fog térni a kiinduló pontba ahol a kezdeti lyukasztás miatt már nincsen anyag ezért hirtelen feszültség változás lesz ami belenyomhatja a fejet az anyagba. Tehát a THC-t illene ki kapcsolni a vágás befejezése előtt. 3.)További gond lehet hogy kisebb lyukak vágása esetén nem is illik bekapcsolni a THC-t mert eleve nem alakul ki ideális ív. 4.)Beszéljünk az UCCNC THC ANTI dive-ról is ez azt csinálja hogy mondjuk neked van egy állandó 2000mm/min vágási előtolásod, de egy négyzet sarkán nem tud befordulni 2000-el a gép szép lassan lelassul az X tengely felgyorsul az Y vissza esik a sebességed, ebből következően megváltozik a feszültség és a THC elmozdítja a fejet (pedig nem kéne) ezért az UCCNC ha mondjuk 10%-ra állítod a tresholdot azt tapasztalja hogy a 2000-es sebesség 1800 alá csökken a kanyarban ideiglenesen kikapcsolja a THC ha visszatér a sebesség akkor visszakapcsolja.
1.) probléma megoldás : UCCNC késleltetés vagy Sheetcam paraméter 2.) probléma megoldás : Sheetcam paraméter 3.) probléma megoldás : Sheetcam paraméter 4.) probléma megoldás : UCCNC Anti Dive vagy Sheetcam paraméter
Van egy másik megoldás is: írtam egy plugint ahol a kezdő gyújtási ponttól egy R sugarú körben folymatosan figyeli a program hogy az aktuális vágási X-Y koordináta belül vagy kívül esik ha belül esik kikapcsolja a THC-t ezzel megoldható a START és az END pontokon kikapcsolja a THC-t illetve kisebb köröknél be sem kapcsol a THC. AZ R sugarat olyan 25 mm-re szoktam állítani.
Itt egy videó (ha még nem láttad hogyan szoktam saját építésű masinával vágni):
Vettem egy lidlis plazmavágót egy másfajta kínai pisztollyal adták. Rájöttem, hogy a pisztolyban a hosszúkás elektróda és az arra rakott elszigetelt fémkupak között akkor jön létre plazmaív, ha ez utóbbit a munkadarabhoz érintem. Ilyenkor a két kopóalkatrész használódik, mert az ív a felületüket koptatja. A sűrített levegő egyébként indítás után elemeli a pisztoly végét munkadarabtól ezután már csak az elektróda és a munkadarab közt van ív. A youtubeon láttam mint helyettesítő pilot gyújtás, hogy a test és a plazma hegye közt egy kapcsolóval galvanikus kapcsolatot hoznak létre, ilyenkor látható az ami a reklámokban, amikor a "fejből áramlik ki a plazma". Persze ez hosszútávon nem jó az elektróda kopás miatt. Viszont aki csak az elindulás idejére zárja rövidre, az talán még nem csökkenti drasztikusan az élettartamot. Elvileg ezzel akkor nem kell letakarítni a felületet ahhoz hogy megkezdődhessen a vágás, mert a plazma leolvasztja a festéket és létrejöhet az ív a munkadarabbal.
Nem jól közelíted meg a dolgot. Egy CNC maró gravirozó gépnél a szerszám és az anyag kiválasztásával egy hozzá való fordulat pl:12000f/p és x előtolással szinte mindegy melyik gépre teszed fel ua a munkát ua generált G-coddal az esetek nagy többségében ugyanazt a jó végeredményt kapod. Pl: F360-an megrajzolod leszimulálod és minden faca.
A Plazmavágásnál a plazmavágó gépek között még au. gyártómány között is óriási eltérések vannak minden beállításban, ezért nem lehet, csak az adott összeállítás tesztelésével és egyedi beállításával megvalósítani jó erdeményt. Ezért nem találsz semmilyen programot melyben vágási beállítások vannak. Hyperterm-nek vannak irányadó beállításai progija is (de azt is helyileg az adott gépre kell finomítani) , de nem hiszem, hogy a programért 1.5Mill.+ 2-től 20Mill.-ig a gépért fogsz adni, mert az kommunikál a Hypertherm plazmavágóval de csak azzal és űbercsicsa és faca. Meg is kérik az árát.
Ők is ugyanazt az elvet használják amit leírtam (3454) ben.
A másik amit tudomásúl kell venni, hogy a fém thermikus vágása 1mm belüli pontosság jónak mondható és elfogadott. Az ithon kapható THC vezérlők teljesen megfelelnek az adott feladatra. A THC3-02 kétféle vezérlést is dudja így választhatsz és kipróbálhatod mind a két módszert. 1. Közvetlen léptetőmotor szabályzás THC vezérlővel. 2. UP/Down
Barátkozz a SheetCam-mal.
UI: Most cseréltünk egy lézervágó gépben magasságérzékelő szigetelő porcelánt mert eltört. (eredeti alkatrész) Újrakalibráltuk mert (rögtön hisztizet ). A fókusz beállításánál minden anyagnál +2fokot hozzá kell adni úgy vág tökéletesen.
Itt nem fogsz találni 2 egyforma gépet. Más áramforrás, más pisztoly, más kopóalkatrészek, más mozgásvezérlő, más CAD program, más CAM/Nesting program. Ebből kifolyólag szerintem erre nincs jó válasz. Én olyat vennék, ami könnyen elérhető és pótolható.
Nagyon köszönöm a kimerítő válaszod. Igazából már több gépet is összeraktam, van egy saját marógépem is szóval, az eleje amit írtál azért az megy. F360 nak még nem néztem rá a post-processzorára de a sheetcam et is leszedtem /személy szerint idegesít, hogy nem lehet benne rajzolni, mindig exportáljak egy másik progiból/.
De a thc még mindig sok. Mit vegyek? mert azért olvasgattam és elég sokféle van.
Ha van egy ami nem 60 ezer hanem 100 akkor már most azt veszem meg, nem később nyűglődi, mikor már kész és ajj ez nem jó meg ezt-azt nem tudja .. stbstb
Az anyag darabolását Plazmavágóval akarod végezni CNC vezérelve THC segítségével.
1:Meg kell rajzolnod a kivágandó formát amely DXF formátumba mented.
2:Kell egy program mely a DXF rajzot a CNC nyelvére fordítja minden kiegészítéssel, hogy kész kivágott alkatrész legyen a végeredmény.
SheetCam plasma sotware. Felhasználó barát jól kezelhető. Ezzel a programmal meghatározod a vágási sebességet, magasságot, kezdést, stb...(automatán is elvégzi). Van egy Postprocesszor a programba emely a megfelelő CNC vezérlőhöz generálja le a végleges vágási utasításokat, ami mindent tartalmaz kezdési pont, vágási magasság, sebesség, THC engedélyezés ott ahol kell, stb.... Nem neked kell manipulálni a programot (persze megteheted ha akarod)
3.Kell egy CNC vezérlő rendszer pl:UCCNC ami mozgatja a programnak megfelelően a plazmafejet X-Y-Z irányba.
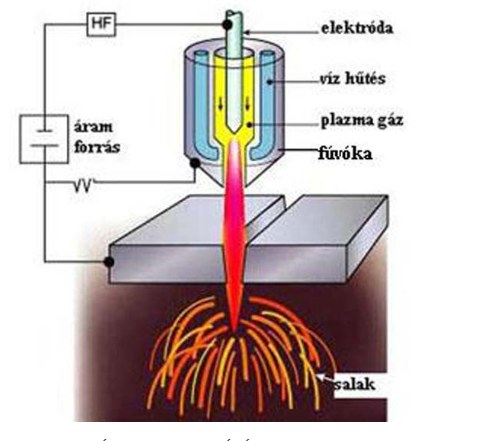
A plazma ív egy fejjel lefele fordított gyertya lángra hasonlít (hagyományos plazmavágás esetén) lásd kép. A magasság változásával az anyag vágott oldala vagy lefele vagy felfele lesz kúpos. (el kell találni a legoptimálisabb vágási magasságot). Ezért Kell hazsnálni a magasság szabályzást, ami többféle is lehet, de most tárgyaljuk ki a legnépszerübbet és aleggyakrabban használtat.
1 lépés: Meg kell mérni a plazmafej távolságát az anyagtól a vágás kezdeti ponton. Z tengelyen lévő plazmafejet közelítjük az anyaghoz. Ha hozzáért (rugós felfogatású a plazmafej, ami aktívál egy kapcsolót,) a kapcsoló információt küld az UCCNC-nek, hogy nullázza le a Z tengelyt. 2 lépés: Az UCCNC beállítja a Z tengelyt a lyukasztási magasságra. Gyújtja a plazmafejet, és ha kialakúl a stabíl ív kap az UCCNC egy engedélyt (ARC OK), hogy megkezdheti a vágási útvonal bejárását. Mivel a plazma ív 20000C körűl van ezért a vágott anyagot elég jól felmelegítí és anyagfajtától függően hajlik vetemedik az anyag, és megváltozik az optimális plazmafej és az anyag közötti távolság. A megváltozott távolság hatására megváltozik a vágófeszűltség. Ezt a feszültséget figyeljük( pl:130V mondjuk ez az optimális de bármennyi is lehet) és ha csökken akkor utasítást küldünk az UCCNC-nek, hogy közelítse (Down) a fejet az anyaghoz, ha nő a feszültség akkor távolítsa (UP)az anyagtól, amit az UCCNC meg is tesz. Igy megvalósúl az ív optimális helyen való tartása és jó minőségű végeredményt kapunk, mindenki boldog.
Alapjában ennyi.
A SheetCam programba persze be kell állítani a különböző anyagok és vastagságokhoz tartozó paramétereket, melyek az adott géphez kell optimalizálni. Ezek teszt vágásokkal lehet csak megvalósítani sok türelemmel.
Tudtommal ezen a szinten 2 féle THC van: 1, amelyik STEP/DIR jeleket ad a motorvezérlőnek. 2, amelyik a mozgásvezérlőnek szól, hogy milyen irányba mozduljon. Igazaból itt szerintem 2 féle népszerűbb típus van a fórumon. A drágábbik a CNCdriveos Proma, az olcsóbbik a Variometrumos THC3T.
Szia!! köszönöm a választ! Ahogy egyre jobban belemászok, úgy nő a káosz kis fejemben..
THC még mindig.
Igazából olyan létezik, hogy valahogy le kommunikáljuk a mozgásvezérlővel /uccnc/, és ő tudja? Vannak mindenféle plug inek? Vagy mindenki tekergeti az áramokat?
CAM.- miféle kódokat írtok elé? Olvasom ezt a THC on- meg M205 meg késleltetés? anti dive meg anti down itt értem ami le van írva, de ezt csak bepötyögöd elé és kész?
Külföldi forumokon meg annyi féle fajta THC-t találam, hogy azt sem tudom melyik miért, hogyan.. Ki, mit használ? Vagy lecserélte valami jobbra mert amit vett az nem volt megfelelő?!
1. Minőségi vágáshoz kellhet. Ártani semmiképp sem árt. 2. Az attól függ milyen. Valamelyik a mozgásvezérlővel beszélget, valamelyik a motorvezérlővel. 3. Barátkozz a SheetCAM-mel. A postprocessor intézi a gyújtást is. 4. Rugós Z tengely azért van, hogy a referenciapontot fel tudja venni. Ez sem kötelező, de jó, ha van.
Kérdésem sokkal tobbet latottakhoz, az alabbi manual tartom a kezemben.
1.A THC s kis vezérlő kell nekem?? 2.Illetve ha kell, akkor azt hogy is kotom majd be? Lattam arrol is millio leirast.. 3.a CAM be majd mindig kell nekem valami M kod ahol ivet gyujtok meg oltok? Ez hogyan működik?!, sheetcamet letoltottem de inkabb fusion 360 az en baratom, gondolom postprocesszort piszkallni kell, vagy van kész is ami kitolti ezeket? 4. Z tengely valahol fix valahol rugós, valahol billegni is tud a fáklya?
Valaki ebben feltudna vilagosîtani? Akar szemelyesen akár peldakkak akár ROSSZ tapasztalatu pèldakkal, akár penzèrt.
 )
)






 lesz.
lesz. sajnos.
sajnos.