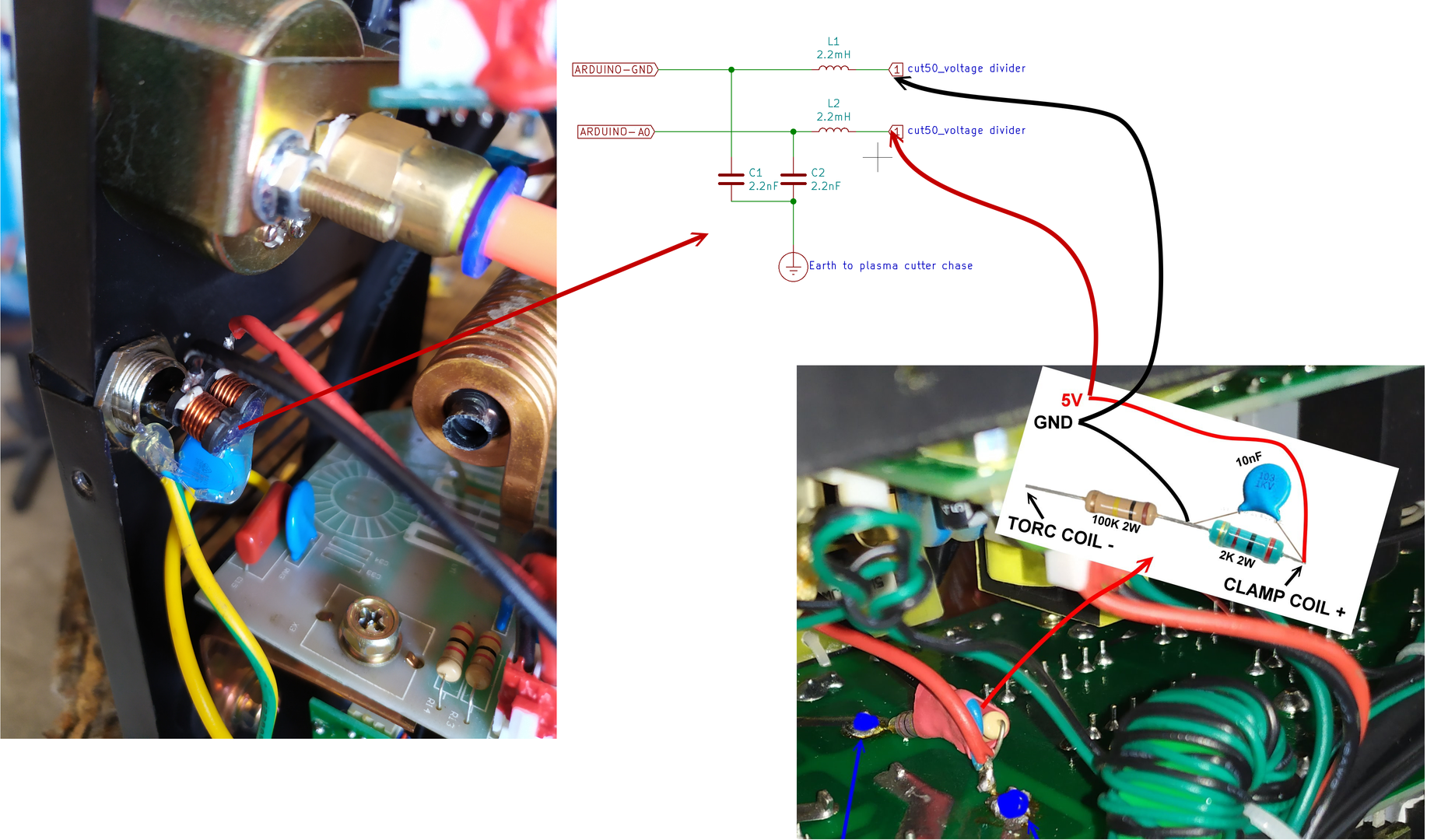
Köszönöm a tanácsokat, beépítettem a feszosztót a Parkside-ba, működik, de az ardu nem tolerálja a zavarokat két EMI- szűrővel se. Ujra indul. még holnap próbálkozok kicsit.
Hát tatabánya nincs a közelben, de Bp.-n biztos lesz valaki aki elugrik... ahogy írták valószínű printerportos a cucc... tehát érdemes esetleg uccnc -t beszerezni hozzá, pl uc400 kártyával
pc-t valamelyik használt pc-s boltból pl pcarena-tol nekem egy i3 első generációson fut win10 alatt hibátlanul...
ha tényleg csak a pc hiányzik akkor egy ilyen pakk beszerzésével gyorsan hadra fogható lesz a masina..., és még sokat nem is kell madzagolni ha megvan minden érzékelő , végálláskapcsoló, pláne odavezetve ahhoz a karihoz amiből jól láthatóan a szalagkábel jön ki..
vagy ez, estlcam múltkoriban ajánlotta TBS kolega, igen tetszetős és a vezérlő is beszerezhető... jóformán bármilyen grbl, marlin panellal megy...
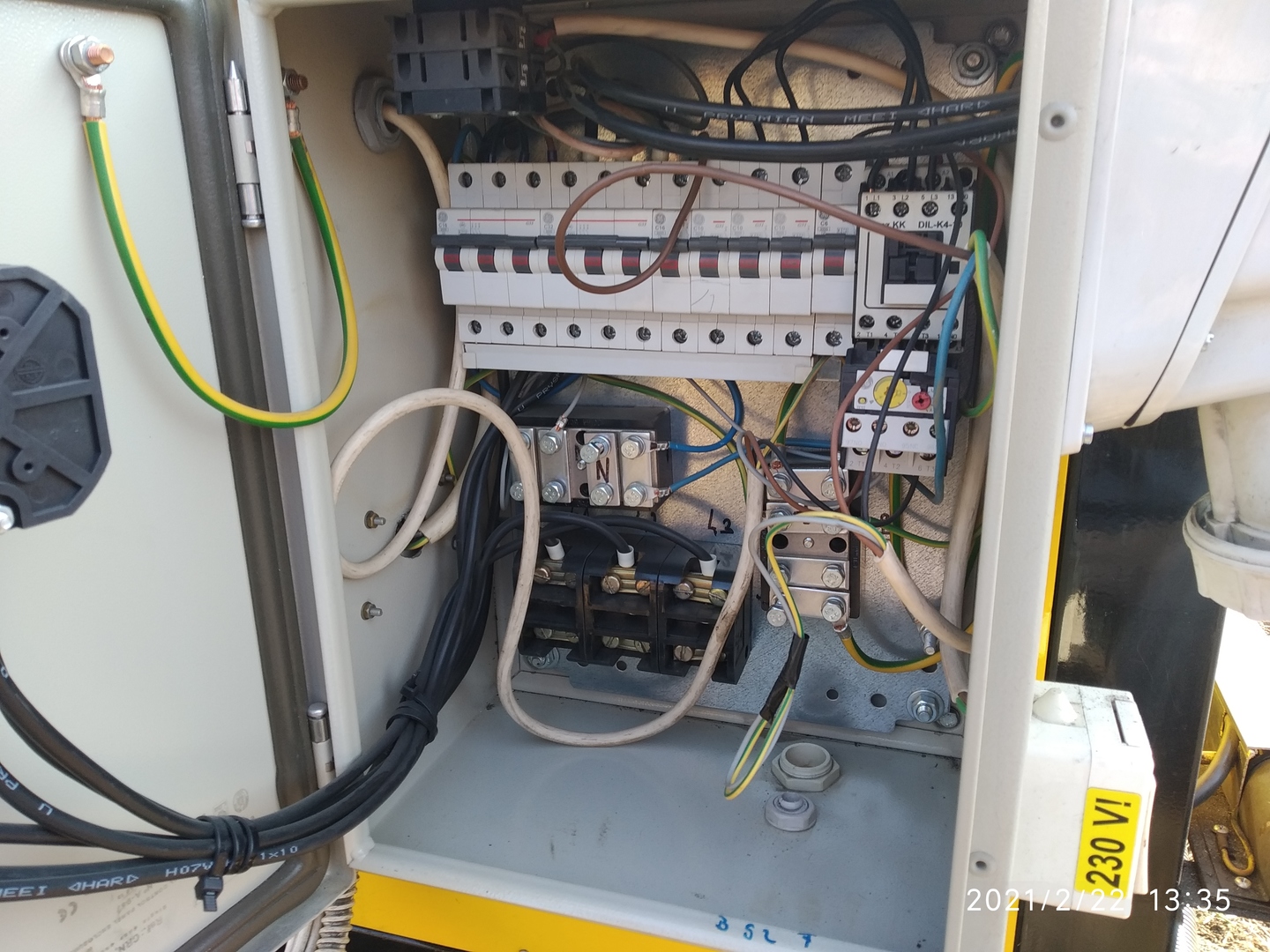
Segítséget kérném egy nem rég vásárolt CNC plazma gép beüzemelésével kapcsolatban. Gépkereskedőtől sikerült alkalmi áron megvásárolni, viszont mire elhozták a számítógépet kilopták belőle. A gép golyós orsós mechanikával, 1500*3000 mozgás tartománnyal, Omron motorokkal és vezérlésekkel rendelkezik. Keresünk valakit aki működő képessé tudná tenni. Előre is köszönöm a segítséget. mellékelek néhány fotót.
Dr.GodMan | 1463
2021-03-15 07:42:33
[3568]
A parkside invertert nem ismerem felépítésileg. De a mérőfeszt a diodáktól érdemes levenni, itt a gyújtófeszültség már le van szűrve. Korábban próbálkoztam több THC építésével de egyik sem volt kellőképpen stabil. Asztali környezetben tesztelve nagyon szépen dolgozott a legtöbb házi vezérlő, de mindegyiknél ugyan az volt a gond, nem szerették a gyújtófeszültség és a fő ív begyujtásakor keletkező zavarokat. Rebootoltak, elszállt a kijelző, karakterhibák, lefagyás és hasonlókat produkáltak. És ezt 5-10m távolságról is képesek voltak produkálni, akár önállóan akkuról üzemeltetve úgy hogy nem voltak összekötve semmivel sem. Az árnyékolás és izolált táp sem segített rajta. Több szűrőmegoldással is próbálkoztam de nem voltak megbízhatóak, persze bobby kategóriában még alkalmazhatóak lennének de az nekem kevés. Elképzelhető, hogy inverterfüggő is lehet de 50-100A közt 4 különbözővel próbálkoztam, többé-kevésbé kb azonosak voltak a végeredmények.
Természetesen a fesz osztó után még kell egy graetz híd egyen irányítani, de semmi más, még simitó kondi sem, mert már a 1um farádos is késést okoz a feszültség változásban.
Szia! Elárulok neked, és mindenkinek egy nagy titkot! Kínai plazmákon én úgy oldottam meg a vágó feszültség kivezetést, hogy a plazma forrás kimenő ágán a diódákról vettem le a feszültséget, és egy kicsi 230/9-12 voltos trafót tettem rá, utánna egy fix ellenállásból és potméterrel egy feszültségosztót csináltam, mellyel be lehetett állítani a pontos kimenő feszültséget. Működött és a leválasztás is meg volt, sőt volt olyan Hypertherm plazma amin tönkrement a gyári fesz levételi pont. Konkrétan átégett a nyák, ezt is igy csináltam meg kb 5 éve, mai napig működik.
egy zener az analog bemenetre jól jön, mondjuk egy 5V os és utána még egy soros ellenállás, így eléggé védett lesz persze a nagyfrekis zavarok még átszaladnak , ezért kell a negatív és pozitív ágra is az általad is említett nagyrekis fojtók
Még a teszt messze van, mindenre árnyékolás, ferrit mágnes passz, nem tudom. Ettől az emberkétől vannak a feszosztó képek, betett még két EMI-szűrőt az 50:1 osztó után és ott, akkor nem utötte ki az Ardut.
Amugy ezt a projektet egy srác megvalósította, neki működik, igaz neki hypertherm plazmája van.
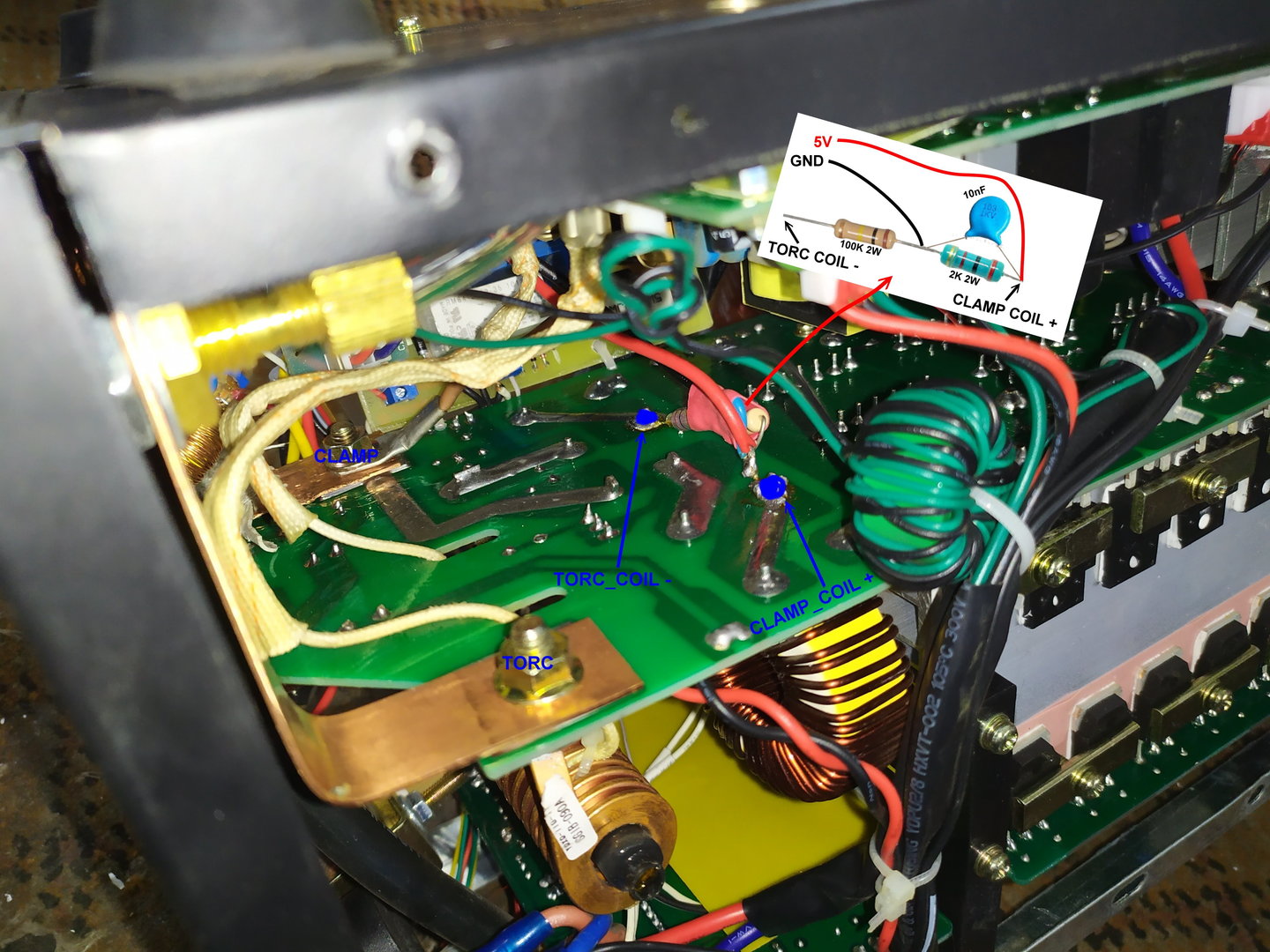
Üdv! Még nem adtam fel ezt a projektet... Az Alany Parkside PPS40B2 Szeretnék rá egy feszültség osztót, ezt a hasonló műszert (CUT50) találtam, a képen lévő megoldással. Abban tudna valaki segíteni, hogy a torc-, clamp+ tekercsek konkrétan hol vannak a Parkside-ban mert nem igazán egyértelmű? Ami a THC vezérlőt illeti ugy tűnik működik mostmár:
frob | 2248
2021-02-27 10:55:33
[3556]
hát nem esküdnék meg, időt kell rá szánnom hogy átnézzem... de kell, mert szarakodás van...
Természetesen a fej a lényeg! Ahhoz készül a fúvóka. Acetilénhez, PB-hez, stb. Valahol lenni kell egy "jelölésnek". Betű, vagy szám, vagy valami. Ha szerencséd van, akkor könnyű beazonosítani, ha nincs szerencséd, akkor javasolnám, hogy a rendelkezésedre álló összes infóval keresd meg az Auto-Med nevű céget. Gép típus, fejen található valamilyen jelölés. Amikor indult a masina, nekünk is így sikerült fúvókát találni hozzá, sőt az ősöreg nyomáscsökkentő kiszakadt membránját is cserélték. Igaz, hogy az első próbálkozás nem sikerült túl tartósra, de első szóra javították viszonylag rövid határidővel.
Nem kell ember! Csak figyeljenek a tisztításra és a fúvókához megadott nyomások értékére. Ha ezek teljesülnek, a sebesség már adja magát! A fej típusa megvan? Szakirodalom?! Szégyen-nem szégyen, iskola óta nem sokszor vettem a kezembe ilyen tárgyú könyvet!
A "kúpos" vágás legtöbbször helytelen nyomás beállítás, vagy kopott fúvóka miatt jön össze. Ha már be lehet dugni egyel nagyobb méretű tisztító tűt, onnantól nagyon figyelni kell, mert bármikor jelentkezhet az "ok nélküli" vágási hiba.
Minden bizonnyal te sokkal tapasztaltabb vagy benne, mint azok akik kezelik, én csak javítani szoktam... és igyekszem tanulni e közben, mert látom hogy baromira csak a megszokott dolgokat követik, és nem biztos hogy jól szokták meg....
pl állandóan szenvednek azzal, hogy nem párhuzamos a vágások oldala, múltkoriban saját eszemből beállítottam nekik.. és jó is volt, de állítólag egy nappal később már megint csak rosszul vágott, érdekes egyébként hogy minden oldalról fentről lefele szűkül...
Át kellene nézni minden bizonnyal az egészet, legalább olyan társaságában aki rendszeresen vág oxigén pb párossal, mert lehet hogy a gáznyomások sem jók...
Na szóval és itt kell nekem megküzdeni azzal hogy lehető legjobb eredmény legyen...
Majd csinálok legközelebb képeket a késztermékről meg a helyéről, hátha tudsz tanácsot adni merre érdemes elindulni a jobb minőség érdekében
Harmincast napi szinten vágok. 34-es "furatokkal". Csak akkor emelem a fejet, ha "kunkorodik" a lemez. Naponta átlagosan egyszer takarítok fúvókát. Na jó! Ez kicsit túlzás!!! Sokszor egész nap nincs rá szükség! Nekem elég a kézi tekergetés. De a nyolcasnál is kényelmesen lekövethető a deformálódás.
Azért én megpróbálnám a potikat megjelölni aztán egyesével állítani (ha rájöttem mit állít akkor a jelre vissza) 6-7 próbával szerintem megtalálható melyiket érdemes állítani és merre ...
áh semmi , legalább is a felhasználónál semmi sincs... de olyan régi a gép, hogy a gyártótól is kérdeztem mással kapacsolatban és a válasz az volt hogy vegyél újat... Ami teljesen jogos, hiszen bőven kitermelte már a gép az árát....
sajna ez nem igazán jó megoldás, plazmánál még csak csak, de lángvágásnál belövéskor akkora kifröccsenés van, hogy jó lenne elemelni a fejet, ezt elvileg a kilökődő anyag meg is oldja... de egy kontakt módszer nem hozna ilyen eredményt, mondjuk most meg manual módban van, ami szintén szar eredményt hoz...
Nagyon régen találkoztam egy Német géppel (most jutott eszembe) amin úgy volt megoldva az egész magasságállítás, hogy kb olyan mint a te képeden lévő tányér egy kúpos peremmel. A tányér mindig felfeküdt az anyagra és azon csúszott. Két mikrokapcsoló volt a rudazatán egymástól pár centire Állítható volt egy csúszkán. Köztes állapot volt a nyugalmi állapot a felső kapcsoló vitte fel az alsó kapcsoló le a fejet. (egy sima DC motort kapcsolgatott). Semmi trükk. Egy poti volt még a táphoz amivel a mozgási sebességet állítani lehetett.
A fej cserélhető volt Plazma és Láng. Pár pillanat alatt beállította a kezelő az optimális magasságot.
Nem rossz ötlet.Én még anno lángvágós koromban a "hangra" figyeltem mert nem volt érzékelő a gépen. Látod még ezzel is kiegészíthetnéd az ötletedet azaz a kapacitív érzékelőt kombinálni egy "fütty" analizátorral.
20 éve nem kelett foglalkozni azzal, hogy a szélétől 10mm-re már vágni kell. Vagy megkeresed hol lehet rögzíteni (kikapcsolni a szint tartást) és egy kapcsolóval amikor olyan a helyzet tiltod, vagy tudod hol lesz a lemez szélén vágás és odateszel egy lemezdarabot, hogy meglegyen a folyamatos kapacitás, hogy ne sűlyedjen a szélén az anyagba kapacitáshiány miatt.


















 Én még anno lángvágós koromban a "hangra" figyeltem mert nem volt érzékelő a gépen. Látod még ezzel is kiegészíthetnéd az ötletedet azaz a kapacitív érzékelőt kombinálni egy "fütty" analizátorral.
Én még anno lángvágós koromban a "hangra" figyeltem mert nem volt érzékelő a gépen. Látod még ezzel is kiegészíthetnéd az ötletedet azaz a kapacitív érzékelőt kombinálni egy "fütty" analizátorral.