Ilyen kisebb alkatrészeknél simán sűrűbb belső rácsot állítok, vastagabb falat. Másik hogy a szokott PLA nem jó ilyen célokra, mert az törékeny. ABS szívósabb, de nem árt hozzá zárt munkatér, meg az asztal tapadással lehetnek gondok. Esetleg rugalmas, TPU anyagot is érdemes lehet használni. Ezt könnyű nyomtatni, ha a nyomtató alkalmas rá. A magas kitöltéssel nyomtatod akkor egészen cipőtalp szerű viselkedése van. Cselló alátámasztására jobb is lehet, mert nem adja át a padlónak a rezonanciát.
Alu öntésnél működik az is hogy PLA anyagból nyomtatott formát teszed egyből a homokba. Hasonlóan viselkedik mint a viasz. De ezzel nincs közvetlen tapasztalatom, de van egy öntős topik is ott foglalkoztak ezzel.
Szia! " Későbbi célom a viaszvesztéses öntéshez elkészíteni a formákat, amit utána homokba tudnak formázni és kiönteni. Még egyszer köszönöm a segítséget! "
A Curában van mód arra is hogy ötő formátkészíts egyből !
ambrusg | 4
2025-01-05 10:42:48
[31118]
Köszönöm szépen a válaszokat. Megnézem az ajánlott programokat. A cselló lábtüskéje alá készítettem lábtámasztót, amit egy madzaggal a szék lábához kötök és sima padlón sem csúszik el a hangszer. A tüske átlyukasztotta, mert automatikusan ritka ráccsal töltötte ki a forma belsejét. Aztán készítettem egy kanapé láb lezáró dugót (pótlásnak egy iiiiiea kanapéhoz), amit a vékony falú cső láb szintén eléggé megrongál így ritka támasztóráccsal. Jelenleg csak ilyen jellegű pótlásokra használom a 3D nyomtatót, hogy ne kelljen valamit kidobni azért mert valami alkatrésze elveszett, vagy elromlott, vagy megvenni a drága eredetit. Későbbi célom a viaszvesztéses öntéshez elkészíteni a formákat, amit utána homokba tudnak formázni és kiönteni. Még egyszer köszönöm a segítséget!
Azért van pár jó nyomtatható dolog, amire nem is gondolna az ember. Csak össze kell pattintani és jobban működik mint a klasszikus kocka. https://makerworld.com/models/680441
keri | 14086
2025-01-04 11:14:13
[31116]
Üdv itt Gábor! Üdvözlöm HyGy-t
Többiek elmondták a megoldást, illetve van lehetőség olyan kitöltésre is, amikor a falhoz közelítve sűríti a rácsszerkezetet.
De mihez kell így variálni? Nekem teljesen jól bevált a szimpla rács is. Az alkatrész tervezésénél úgy alakítom ki, hogy a nyomtatott alkatrészek sajátosságait figyelembe veszem, de durván erősek ezek a szerkezetek. A rétegek tapadása gyengébb, erre kell figyelni főleg. Néhány tesztnyomtatás alatt rájössz a gyenge pontokra, és megerősíted. Nekem az a tapasztalatom hogy egészen könnyű a gyárinál többnyire tartósabb alkatrészeket tervezni.
Én a PrusaSlicert használom, abban lehet módosító testeket beilleszteni, és azon a részen teljesen külön lehet paraméterezni a nyomtatandó tárgytól. Keress rá a Youtube-on erre a két szóra, több videó is kijön, szépen bemutatják. "PrusaSlicer modifiers" (ha nem értesz angolul, kapcsold be a feliratokat, és a magyar fordítást)
A PrusaSlicer programnak van magyar nyelvű felülete is.
Valószínűleg több program is tudja ezt a funkciót, de én azokat nem ismerem.
Tudnátok segíteni, hogy tudom én megadni egy alakzatban, hogy ne valamilyen rácsszerkezettel nyomtassa a belsejét, hanem bizonyos része tömör legyen, máshol ritkább ráccsal, megint máshol sűrűbb ráccsal nyomtasson a teherviselés miatt? Kell valami spéci progi? Köszönöm.
Szia! Thingiverse-én vannak emberek vasútmodelezőknek. Van egy file kb 120 figura van benne, most nem emlékszem a nevére de people, HO, keresésőszavakra előbb utóbb kihozza. Ha program kell, probáld a daz stúdiót. Remélem tudtam segíteni.
keresek programot amivel lehet embereket alkotni vasút modellezéshez és majd kinyomni resin nyomtatóval Anycubic M5s
KBalázs | 1507
2024-12-20 18:41:52
[31107]
Ami nagyot tud a motorzajokon (nem a ventilátorén) csendesíteni nulla költségvetésből, az egy-egy kemény gumi és/vagy szivacsdarab a nyomtató lábai alá. Próbából, ha leteszed egy járólapos (vagy beton) felületre, és nyomtatáskor sokkal halkabbnak hallod, akkor az asztal erősíti fel a gép rezgéseit. Én már több nyomtatómmal is jártam így, hogy gumilabdákat alápakolva hangtalanná vált. Egy próbát mindenképp megér.
Előzmény: szabad paraszt, 2024-12-20 13:21:50 [31106]
szabad paraszt | 212
2024-12-20 13:21:50
[31106]
Köszönöm a válaszokat. Azt hittem, hogy a nyomtatófejet is cserélni kell majd, hogy bírja a gyűrődést . Ráadásul azt tapasztalom, hogy a nyomtatófej hűtése a nagyon hangos. Van olyan nyomtató fej, amire érdemes váltani, vagy ez kevésbbé számít? Ezt a Crealty sonic pad-ot megnézem közelebbről.
harima | 151
2024-12-20 12:39:38
[31105]
A creality sonic pad a sebességen sokat javít. Clipper alapú vezérlő. Csatlakoztatni kell egy usb kábellel a géphez, és követni a kijelzőn megjelenő utasításokat. Az Ender 5 Pro nyomtató profilját alapból tartalmazza.
Előzmény: szabad paraszt, 2024-12-19 10:25:01 [31103]
benedek | 2
2024-12-20 11:02:22
[31104]
Üdvözletem Az én gépem Ender 3 jó hangos volt,kícseréltem az alaplapot nem volt egyszerü,bekapcsoltam és mondtam magamba hogy már megint nem sikerült valami amikor mégis elindult úgy maradtam mint a fogorvosmál nagyon csendes szépen nyomattat megéri a csere, a kezelőpanel még nem síkerült de még probálkozok.
Előzmény: szabad paraszt, 2024-12-19 10:25:01 [31103]
szabad paraszt | 212
2024-12-19 10:25:01
[31103]
Sziasztok,
van egy Creality 3D Ender 5 Pro nyomtatóm, kb: 4-5 évvel ezelött vettem. Kicsit lemaradtam a 3D nyomtatás fejlődésében és ennek a nyomtatónak két nagy hibája van az én szempontomból: lassú és hangos. Abban kérném a segítségeteket, hogy meg lehet-e oldani ezt a két problémát, standard, boltban kapható eszközökkel, vagy felejtős?
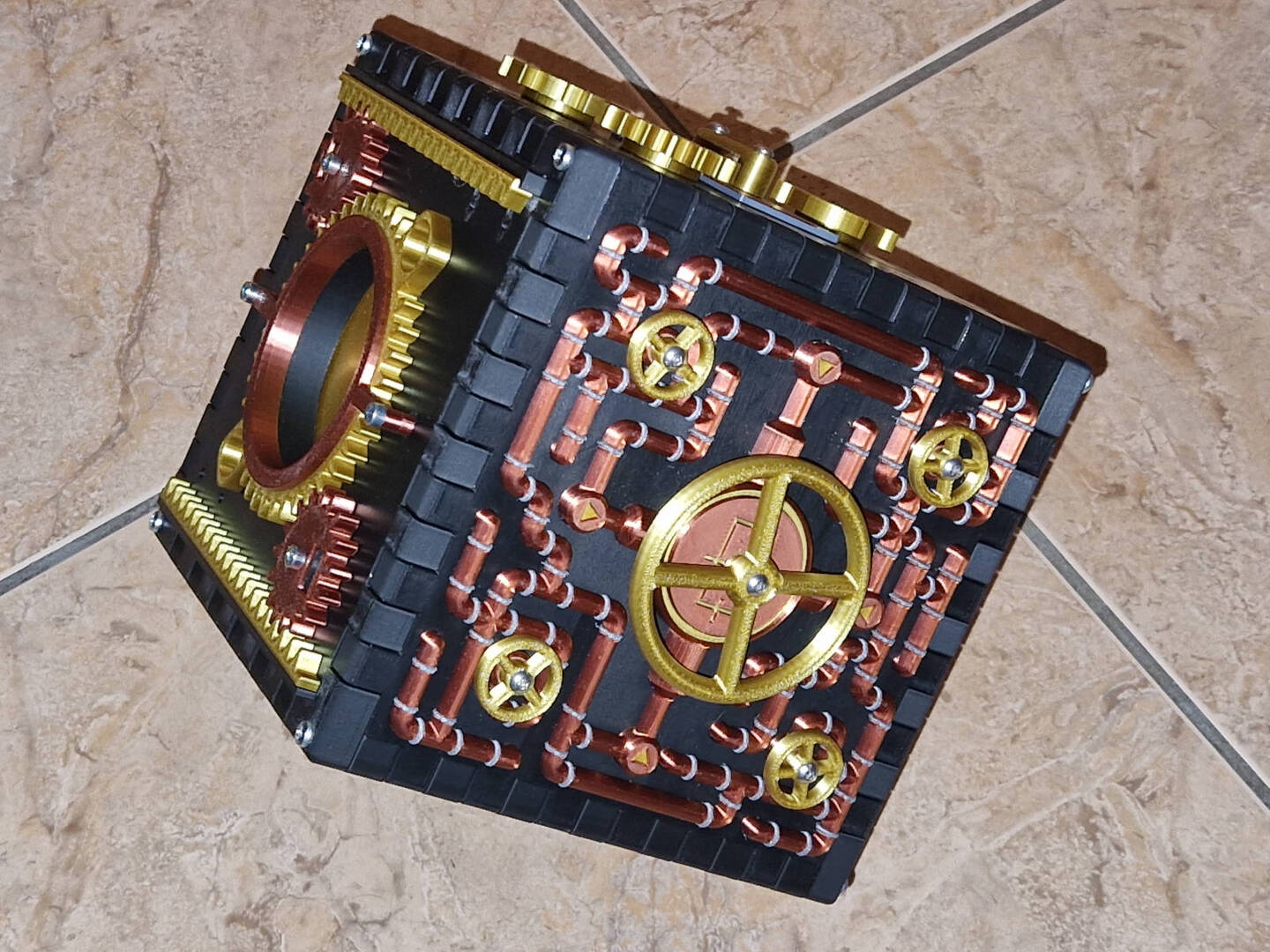
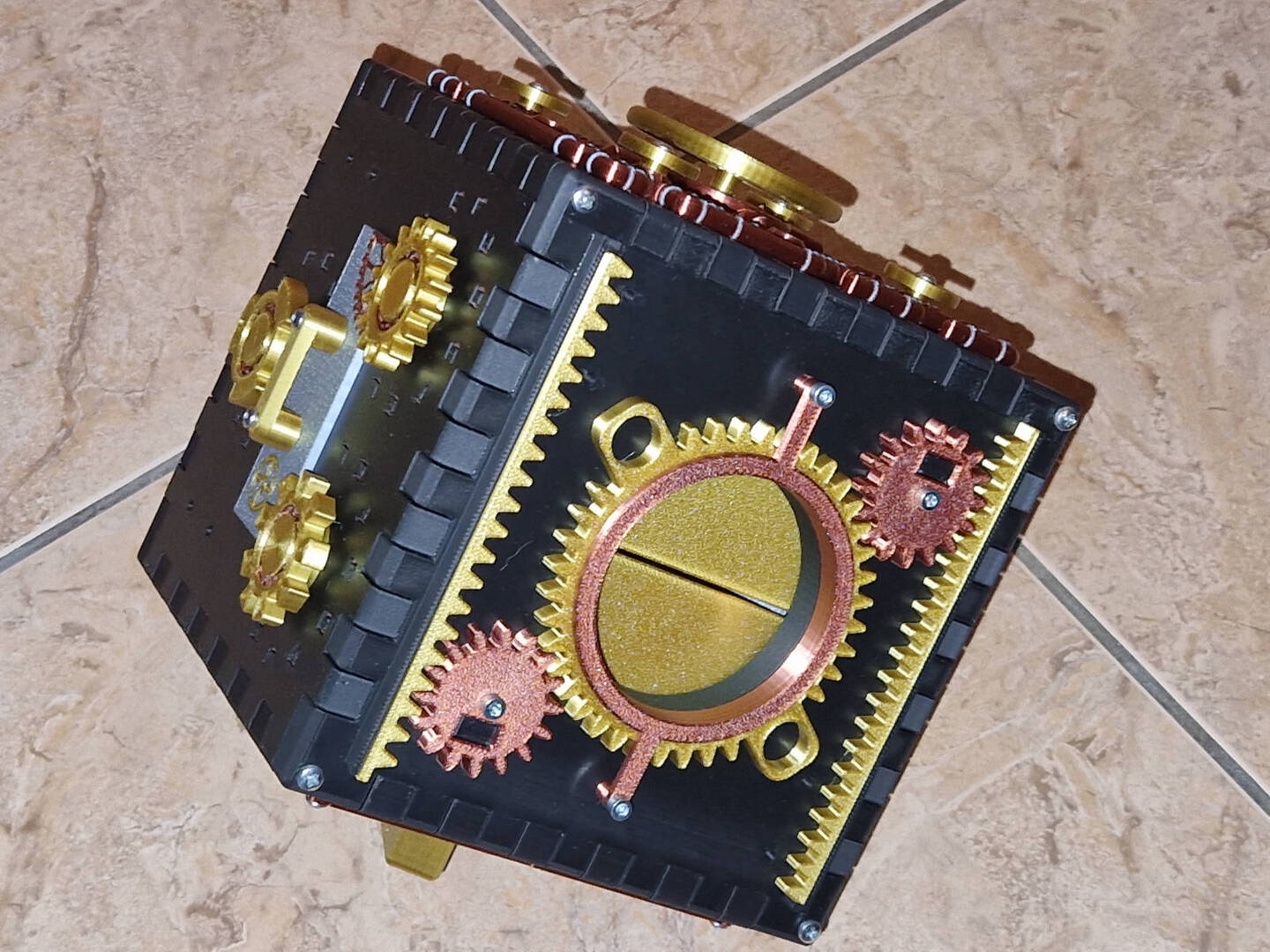
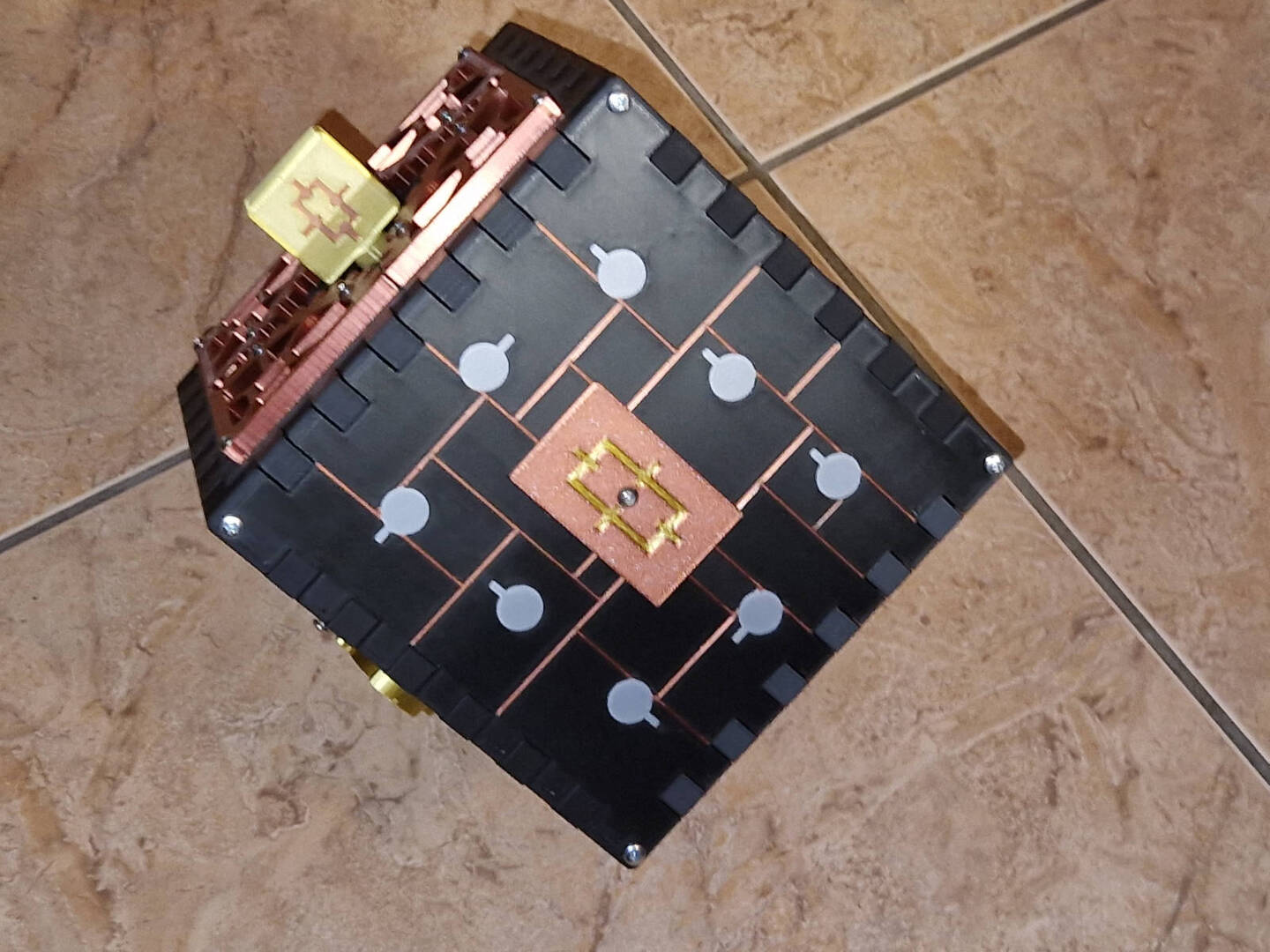
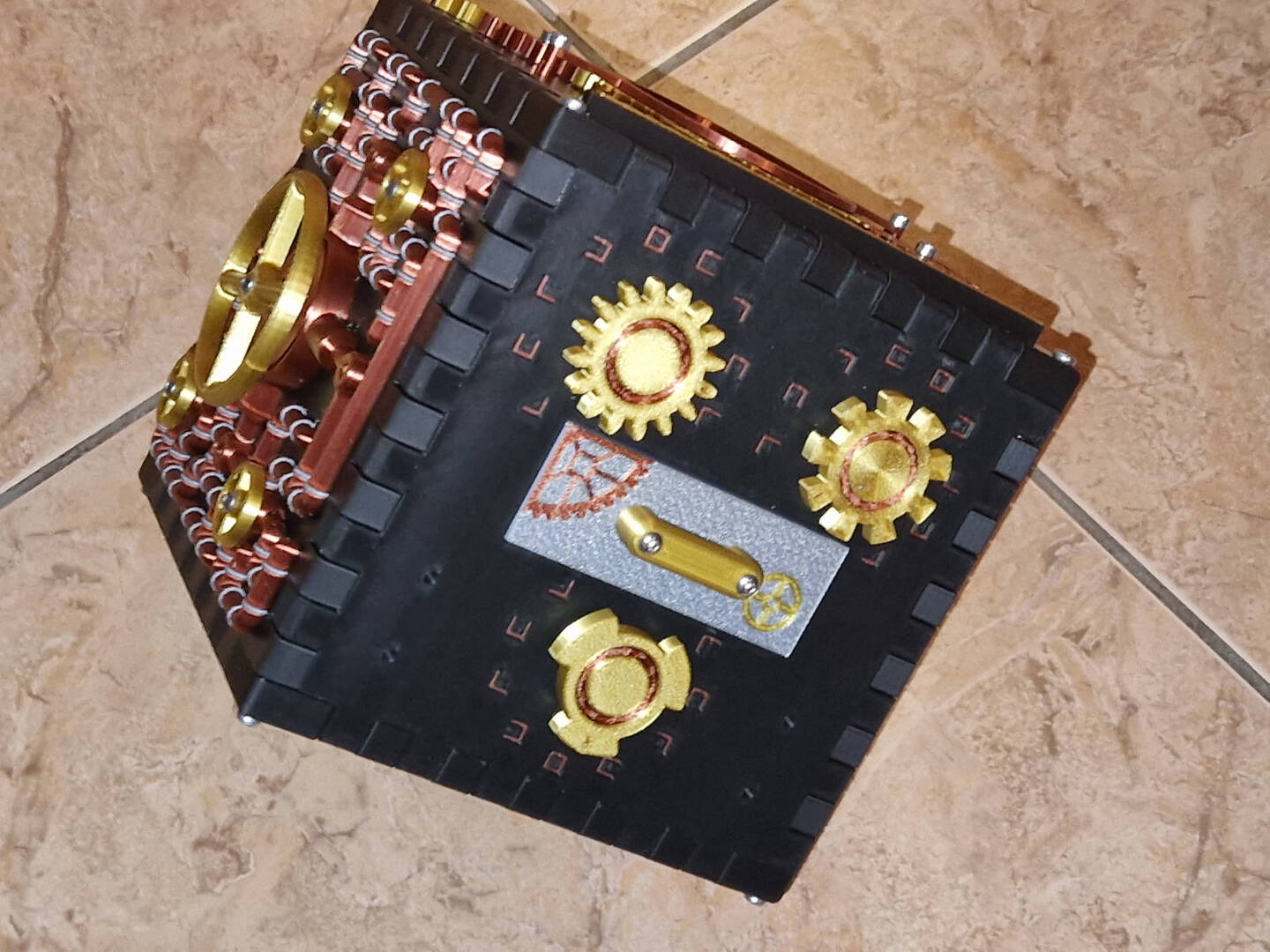
Amúgy nem, de iszonyat jó ez a Bambulab, meg a szálcserélője. Minimális kínlódás volt csak vele, azon kívül, simán tette a dolgát, és összerakni is elég szórakoztató ezt a kockát és egy karácsonyi ajándék már megvan...miután kijátszottam magam vele
Ezzel most lettem kész. 15centis rejtvénykocka, minden oldala más megoldandó rejtvény, és kapcsolódnak egymáshoz, a végén meg kinyílik egy kis tároló ha mindent sikerült megoldani. Legalább egy hétig nyomtattam az akatrészeket annak ellenére hogy sokkal gyorsabb a Bambulab. De az is igaz, hogy a szálcserélés és a nagyon alacsony rétegvastagság pedig rontotta a nyomtatási időt, de a régi nyomtatómmal ezt meg sem próbáltam volna
keri | 14086
2024-12-03 09:17:57
[31089]
nekem volt egy elég jó "Tough" gyanta, csak közben megszűnt a gyártó. Az elég masszív és rugalmas volt, de azzal nem lehetett túl részletgazdagon nyomtatni. Pont jó volt az én vacak nyomtatómhoz. és még olcsó is volt.
Írtam neked egy regényt, a nyomtatás menetéről...amit a fórum motor benyelt. Én lebeszélnélek róla. Ha nem miniatűröket, ékszer tervezéshez, fogászathoz kell ipari, profi célokra, akkor egy FDM nyomtatóval jobban jársz.
Az eljárásról röviden újra. Gyanta a tálcába, asztal kalibrálás, modell a szeletelő programban, alátámasztások, orientáció beállítás, szeletelés, nyomtatás, gumikesztyűben gyantában tocsogó modell leszedés, alátámasztás letörés, mosás alkoholban, több lépcsőben, szárítás, UV kezelés a teljes keményedéshez.
Mosásra és kezelésre érdemes "Curing stationt" is megvenni. Én ha belevágnék csak ezzel tenném, de úgy is ragadni fog minden a környezetben. Sötét, de jól szellőző helység kell, olyan megvilágítással, amire a gyanta nem érzékeny. Ilyen a hagyományos izzó, meg a jobb LED és fénycsöves fényforrások, de tesztelni kell.
A gyantát ne töltsd vissza a tiszta gyantás palackba. tálca alján a FEP fóliára vigyázz, mert ennek az optikai átlátszósága befolyásolja a minőséget, és sérülékeny. Vegyél tartalékot.
Nekem Wanhao D7 nyomtatóm van, de ennek túl nagy a fény szóródása, nem fókuszálták még a fényforrást, nem tud elég részletgazdagon nyomtatni, és még macerás is. Az FDM nyomtatóm durván jobb és egyszerűbb, és mechanikus dolgokra főleg sokkal jobb. Az új nyomtatókkal már nincs ilyen gond, majdnem vettem is, mert elég olcsók már. Elegoo Saturn-t néztem ki ez most az egyik legjobb, és döbbenetesen olcsó, de rájöttem hogy utálom a gyantát és elég korlátozott az alkalmazhatósága számomra. Amire használható lenne, arra pont nem használom.
Mindegyik kína, így a vágyad teljesül De ha olcsót akarsz én szívesen eladom neked a Wanhao-mat, mert csak a helyet foglalja. Most nyomtattam vele, van friss gyantám is hozzá víztiszta és ABS jellegű mechnikai gyanta is, azt is kapod, és legalább nem romlik bele mint az előző
Mindenféle vicket-vackot nyomtatok, Sakkot, babát lányomnak, különböző kis figurákat, amiket utána ő kifest. Volt hogy műszaki cikkre gombot pótoltam vele.Amúgy meg fut közben egy projektem, H0-as vasúti kocsikat csinálok vele. Tapasztalatom szerint a gyantás nyomtatóval inkább a kiseb finomabb dolgokat érdemes nyomtatni. A gyanta vetemedni szokott, nagyon sok kísérletezés, tapasztalatszerzés az egész. Az első ilyen nyomtatóm egy Creality halot one, ez egy kb 2k bontású tök alap nyomtató, majdnem a legkisebb nyomtatója a Creality nek, és van egy Anycubic mono X6K ez a nevéből is egy 6K bontású nyomtató. Ez sem egy extra drága nyomtató, most újonan, 130k körül lehet kapni ilyesmit vagy még jobbat. Szerintem otthoni használatra tökéletesen megfelel ilyesmi kategória. Én a kisebbet vásároltam először, kipróbálni, belekóstolni ebba a tecnikába. Az alap gyanták elég törékenyek szerintem csak dísztárgyak készítésére alkalmasak, illetve kisérletezni.
Szia .Köszi ,hogy válaszoltál . A páromnak gondoltam . Ő ajándéktárgyakat és egyebeket készít . Gondoltam fel lehetne tuningolni a lehetőségeit .Telefontokok ,bögrék,fakanalak ,vágódeszkák és minden amire nyomtatni lehetne . De elég kevés infó van ezekről a gépekről . Nem a fullos kategóriában gondolkodom . Van egy kínai lézervágónk ,teljesen jól működik. Valami hasonlót keresek .Te milyen szinten használod ?
Sziasztok. Uv nyomtatás témakörben valaki tudna esetleg segítséget nyújtani ? Kezdőként érdekelne néhány hasznos tanács ,útbaigazítás . Köszönöm ha valaki esetleg szánna rám egy kis időt .
Ja még az is eszembe jutott, hogy nekem viszonylag merev az energia láncom, azaz egyetlen nagy hurokban van odavezetve a fejhez és egyben hajlik egyszerre, így nincs akkora igénybevétel rajta. Talán Svejknek volt olyan tapasztalata régen hogy a szép szabályos energia láncokba berakott vezetékek hamarabb törnek, mert egy szűkebb gördülő kanyar hajlítgatja őket. Az ilyen alkalmazásokhoz speciális kábeleket szoktak az iparban használni ami direkt erre van, nem szimpla flexibilis vezérlés technikai kábel. Persze azzal is lehet csak idővel minden eltörik a hajlítgatástól.
A fűtőbetét vezetéke azért olyan mert hőálló. De elegendő csak a fűtött résztől 5 centire ahol még nem mozog vezeték, elvágni és össze krimpelni egy rendes flexibilis vezetékkel.
Érdekes amúgy, mert az egyik saját építésű nyomtatómban lusta voltam ezt megcsinálni. A kínai fűtőpatront a saját vezetékével fűztem be a vezérlőig és 10 éve nem volt vele gond, és én nagyon sokat használtam.
A másik nyomtatómban már több eres flexi kábellel vittem mindent a fejhez és wagoval kötöttem össze....hát mondjuk viccesen néz ki, nem túl rendezett, de gond azzal sem volt.
Eredetileg dugaszolható sorkapcsos megoldást képzeltem el, de nem találtam megfelelőt és így maradt. Mai ésszel sima DIP sorral megoldanám. 2Ampert az is bír és ha több kell akkor több érintkezőt összefognék.
Megjegyzem a Bambulab nyomtatómban is ilyen megoldás van. Sok tüskés miniDIP az egységeknek.
Meg tudjátok mondani, hogy a fej fűtőbetétnek miért olyan kemény a gyári vezetéke. (Olyan piros hálós burkolatú)
Az energialáncban egy korábban eltörött. Először csak hibával leállt mert nem érezte a melegedést. És most megint ugyanezt kezdi csinálni.
Most széttszedtem és egyenlőere csak a teflon csőhöz kötöztem, de lehet helyettesíteni valami olyannal ami jobban bírja a mozgást, rezgést? (mert azért a lánccal mégis csak pofássabban nézett ki. )
Ráadásul nem is sokat nyomtatok, olyan hónapokat, fél éveket áll általában. Aztán amikor felböffen valami, akkor jó volna ha működne.
Ja, és bizonyítéknak. Pár finomabb nyomtatás, 0.2mm-es fúvókával. Nyomtattam pár csontvázat is mm átmérőjű csontokkal, de azt a sógorom már elkunyizta.


 .
.