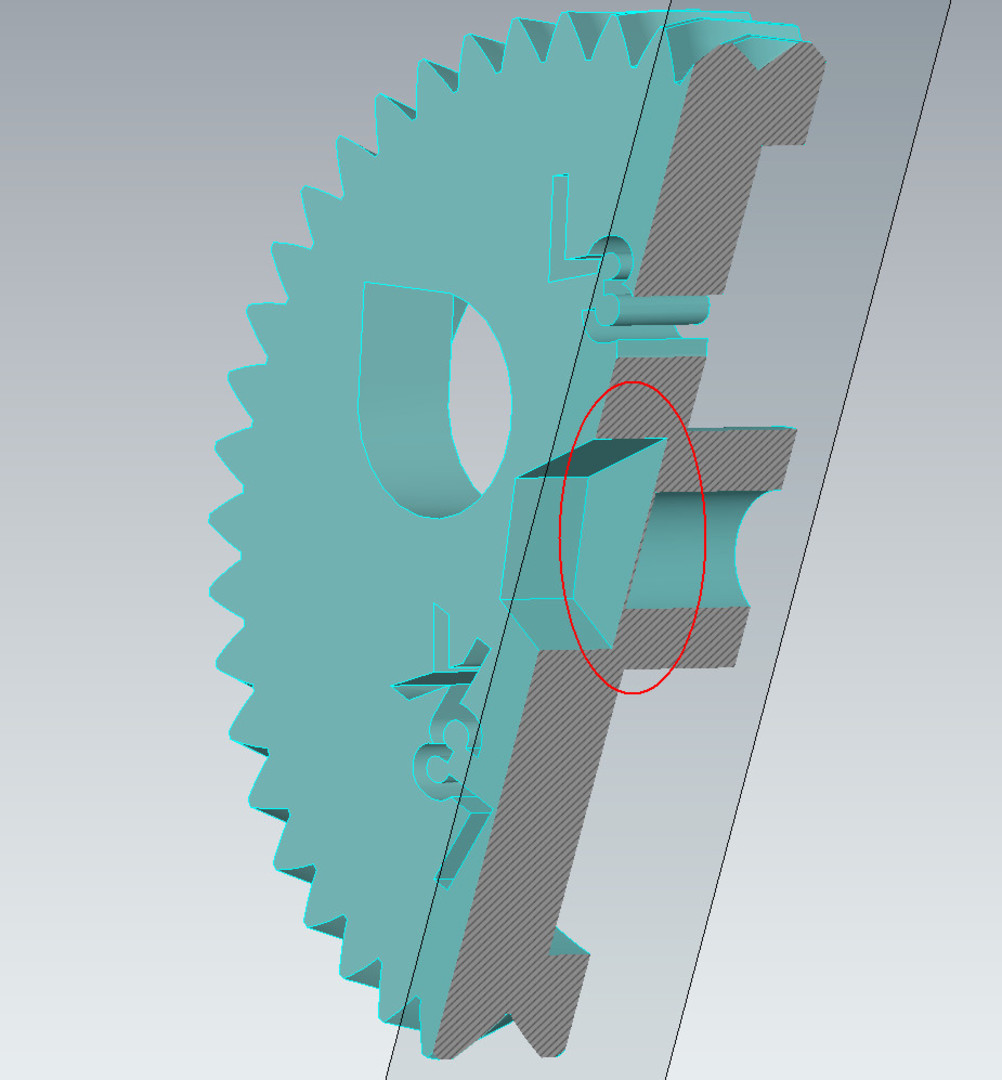
Mutatok két példát, bekarikáztam a lényeget. Nem látható részek ezek.
keri | 14007
2023-01-10 11:47:18
[30678]
Hatlap fej mögötti falazás meg azért kell, mert akkor az "bridge" módban kinyomtatható, míg egy levegőben lógó lyuk ronda lesz. Én erre azt szoktam, hogy a furat falát viszem le az asztalig, így meg van oldva az alátámasztás, és könnyű kitörni. Bár igazából a sima automata alátámasztás is egész jól meg szokta oldani ezt.
Nem tudom pontosan mire gondolsz, de úgy sejtem a homogénebb felület miatt csinálják, mert a kitöltés így egységes, nem kerülgeti a lyukakat, tehát esztétikai szerepe van. Főleg látszó részeknél, műszer előlapnál bevált trükk ez. Ha nem látszó rész, akkor nem tudom miért így csinálják. Én igyekszem úgy tervezni, hogy a lehető legkevesebb utómunka kelljen.
Némelyik publikált "nyomtatásra-kész" szerkezeti modellnél (STL) azt látom hogy a furatok nem átmenôk, hanem be vannak falazva, egy vékony rétegben. Ha csak egy helyen/szerzôtôl látnám, véletlennek is gondolnám, de már sokadiknál látom. Ráadásul nyomtatási síkra fektetve függôleges furatok, tehát alapvetôen könnyen nyomtatható helyeken. Vagy, pl. ha egy hatlapfejû csavar helyénél, ami az asztalra fekve inudul, nem egy csavar helyét adja ki, hanem van a hatszög, majd a befalazott rész (ez jellemzôen tized-mm vékony) majd a furat. Szerintem ha lyukas az idom, könnyebben nyomtatható, mintha a nyomtatónak ki kellene töltenie a teljes felületet. Mi motiválta erre a tervezôket? (Nem gyôzöm kilyuggatni, mikor belenyúlok úgy is a dizájnba.)
MCMLXXXII | 370
2023-01-10 06:16:42
[30674]
100% kitöltés van állítva mert lehet az alsó felső réteg tévész meg mert azzal is lehet játszani
De a két fél között teljes kitöltésű réteg van, 1,5 mm. (rosszul írtam a poostban). Ezért nem értem. Nem akarok a ragasztgatással vacakolni. Persze majd kiderül, ha lesz nyomtatóm, hogy milyen lesz.
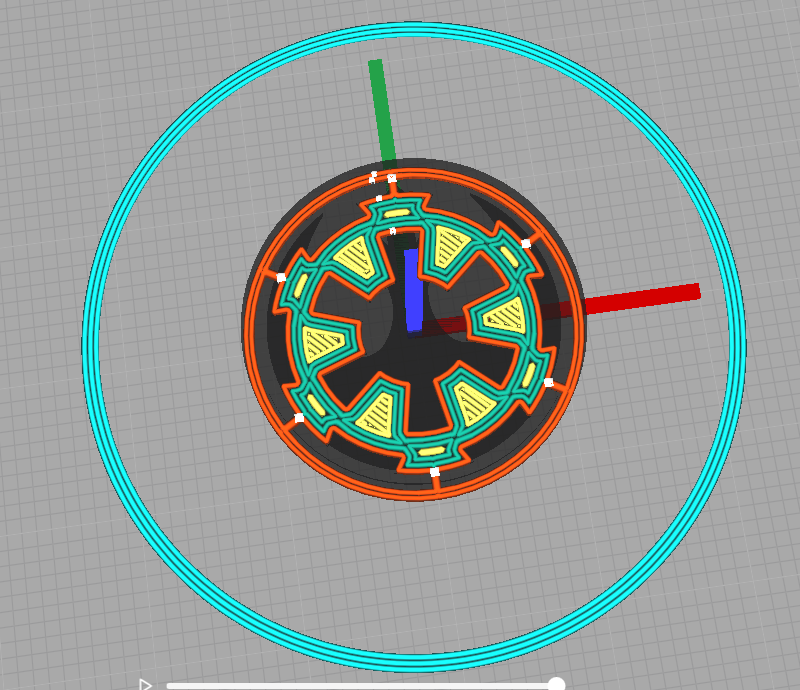
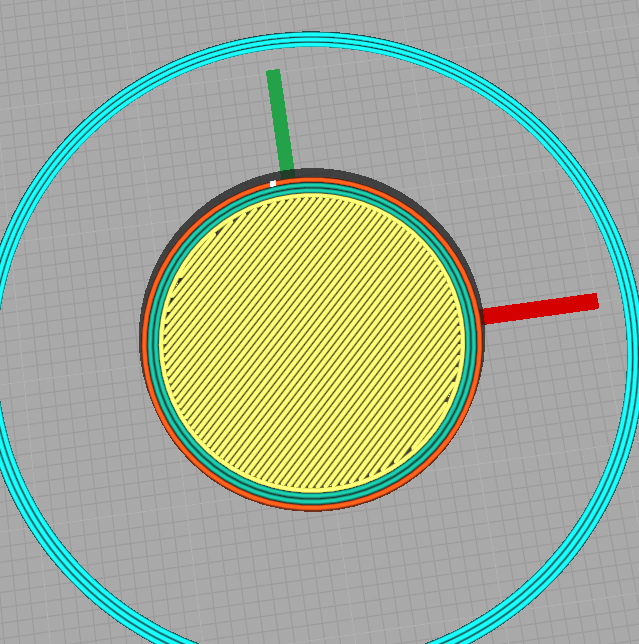
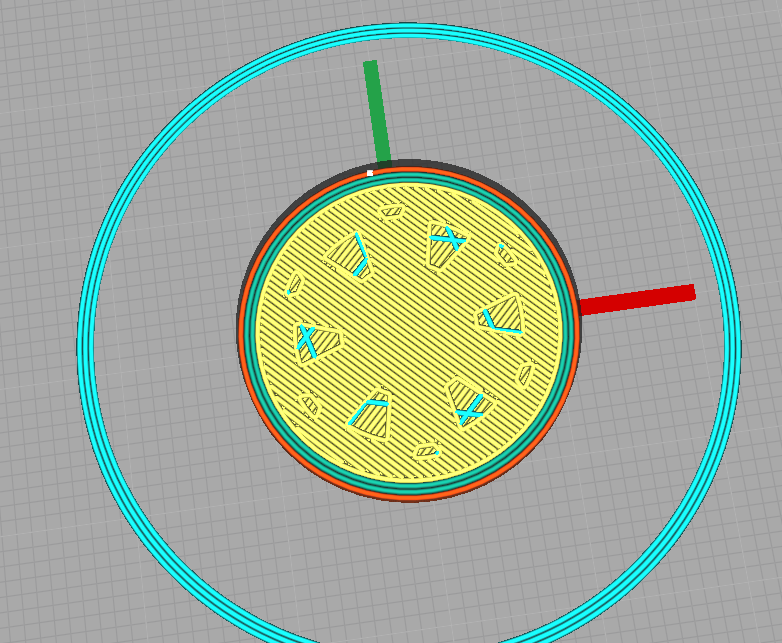
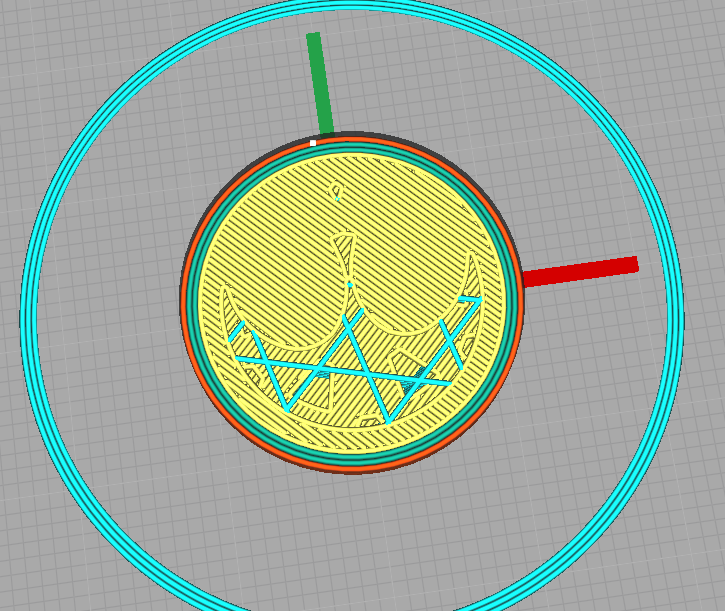
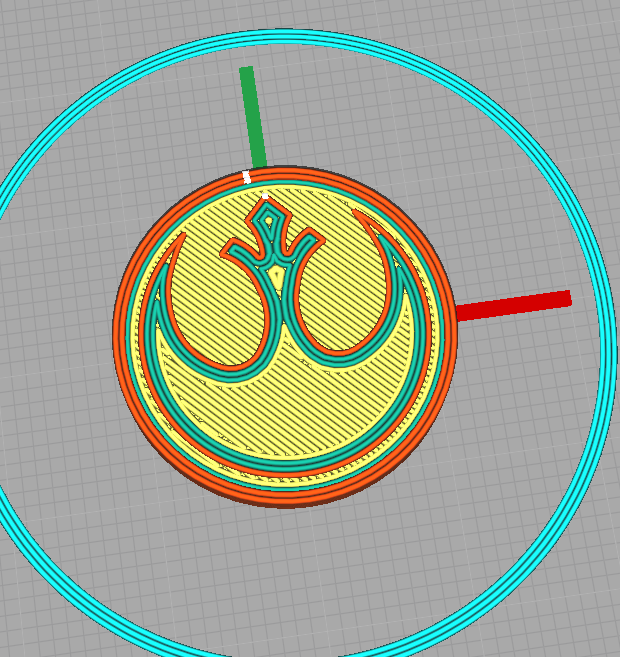
Amíg meg nem jön a gépem, elkezdtem tanulgatni a programok használatát. A Thinkercad-ben csináltam egy Star-Wars-os bevásárlókocsi érmét. Az egyik fele birodalmi logós, a másik lázadó. Mindkettőt a Thingiverse-ről töltöttel le, és importáltam. A két fél között egy 0,5 mm sima korong van. Egész jól sikerült (szerintem). Aztán betöltöttem az Ultimaker Cura-ba, és indulhat a szeletelés. Aztán meg is lepődtem, amikor megnéztem az előnézetben. Alul a birodalmi logóval kezdi, amit a 4. réteggel befejez, és jön az elválasztó korong.Az 5-7 rétegek szépen elkészülnek, aztán a 8-14 rétegeken a két oldal egyvelege következik, majd újra 2 réteg sima, és kezdi a rebel oldalt. A képeken látszik, miről beszélek. A kérdés, hogy miért csinálja, ez jó, vagy rossz nekem, és hogyan lehet megszüntetni?
keri | 14007
2023-01-08 11:58:32
[30669]
Vékonyabb rétegek az alsó szegmensben, és erősebb hűtést alkalmaznék, alacsonyabb sebességen.
De az ilyen lapos szögű kilógással mindig lesz ilyen probléma.
Nekem a legdurvább amit csináltam ilyesmit és jó is lett az egy modell helikopter farok rotor, ami nagyon kis szöget zár be az asztallal, hasonlóan a tojás aljához. Alátámasztást nem akartam, hogy sima maradjon a felület.
Ezért 0.2mm-es fúvókával, 0.02mm rétegvastagsággal nyomtattam. Úgy választottam meg a vastagságot hogy legyen átfedés az egymást követő rétegek külső falai között. Nekem csak egy oldali hűtésem van (lustaságból) ahol érte a légáram ott tökéletes és sima lett a felület alul is, de ahol szélárnyék volt ott ronda lett.
Aztán végül SLA nyomtatóval nyomtattam ki, azóta is az van a helikopteren, mert a sokkal rondább SLA nyomtatás is hatékonyabbnak bizonyult mint a gyári propeller.
Zavarj, de itt is nyugodtan meg lehet beszélni az ilyesmit. Jobban jársz ha más is tud segíteni, mert én is régen foglalkoztam konfigurálással, nem tudok fejből mindent.
POM-ot hogy sikerült bármi értelmesre használni? (nekem is hobbi kinges van) Iszonyat zsugorodása van. 20*20mm-es teszt kocka gömb alakú lett mire befejezte a nyomtatást
Én egyetlen használati módban látom racionalitását, két fejes nyomtatóval a fogaskerék külső falát lehetne ebből nyomtatni, akkor a jobban kezelhető mag anyag megakadályozná a deformálódást, és akkor nagyon jó kopás álló lenne, de még nem próbáltam, mert nincs dupla fejes nyomtatóm.
Fogaskerékre ezért általában PETG-t használok, az bírja a magas fordulatszámot is. De másik csoda anyag számomra a PA-karbon. A nejlon önmagában szintén nagyon zsugorodik, de a karbonszálakkal hihetetlen jól kezelhető anyag lesz, a nagy szilárdsággal és a rugalmassággal. Pl. repülő modellhez egyedi propellert nyomtattam belőle és nagyon jól bírja, és a nyomtatásnak hála a kiegyensúlyozottsága is tökéletes, ami a fröccsöntött és fa propellereknél is gyakran probléma.
Próbáltam már sok filamentet ( Hobbyking - POM, Gembird - PLA, Prusa - PETG, stb.) mindegyik érdemes kipróbálni! A saját és géped képesegeinek felmérése érdekében! Saját gyártású CoreXY, ismerőstől kapot Prusa i3 Clone, Ender5Plus. A gyári nyomtató Prusa PETG-nél maradtam. Annak ellenére hogy az i3-ast végül átépítetttem a Prusa fejesre. Akkor is, csak a méret miatt Ender5Plus bejött, Prusa PETG filamentel. A saját gyártásúnál mindig ott lebeget a Tudat, hogy ezt/azt másként ( Az új feladatnak megfelelően) építhettem volna jobbra. Vagy ballra. A gyárival nincs ilyen eszme. A szálaknál pedig érezhető a " minőségi " gyártó sok tapasztalattal, vagy Aliesxpress közötti különbség. Bugyborékos, azaz bogyós felület, 3-5mm hosszan kihagyott szál a rétegben, "szörösebb" (asszem hajszálazásnak nevezik), amit ugyan egy vihargyújtóval 3mp alatt el lehet tünteni (akár egy 40cm szobron is), de akkor is ennyivel több az utómunka. Úgy hogy szánd rá a szentháromságot: Pénzt/Időt/Paripát hogy meg tudd a te képességeidhez/rendszerdhez melyik a legmegfelelőbb az adott feladatra! Azért a feladat mindig jelentős befolyással bír! Egy fogaskerékhez POM, egy villanykapcsolóhoz - adott színre fújt PLA, ablakra felraggasztható karácsonyi dísz - bármi ami a kezed ügyébe kerül!
Milyen gyártmányú filamentet érdemes használni? Vannak tapasztalatok a Filanora anyagaival kapcsolatban?
RJancsi | 5804
2023-01-07 08:08:02
[30664]
Annyira nem kritikus a helyzet. A PLA hajlamos az öregedésre, amikor már szobahőmérsékleten is rideggé válik, és a nedvességet is szereti felszívni. De nyomtatáskor "regenerálódik", azaz a tárgyon már nem látszik ez. Nyomtattam vele már 10°C körüli garázsban gond nélkül. De vannak anyagok pl. az ABS, aminek a szobahőmérséklet is kevés, zárt (hőszigetelt) munkatér kell neki. Külön fűtés nem kell, a fűtött tárgyasztal bemelegíti a teret.
Most tervezem 3D nyomtató vásárlását. Sok helyen kerestem, de nem találtam olyan infót, hogy milyen környezeti feltételek kellenek a nyomtatáshoz. Gondolok itt hőmérsékletre, páratartalomra. Azt mindenhol olvasom, hogy a filamentek nedvszívóak. Ez nyilván fontos a tárolásnál, de mennyire érvényes használat közben, a befűzött anyagra? Használhatom a gépet egy nem fűtött helyiségben, ahol kb 50% a páratartalom? Azt írod, hogy 18 fokon törik a szál. Akkor 10-15 fokos helyiségben meg se próbáljak nyomtatni?
olyan problémával szembesültem, hogy nem tudok megoldást találni erre a bajra, már 5letem sincs, hogy mivel variáljak, se támaszték se lassú menet se szünet se nagyobb szélesség se belülről kezdés, valamiért nem tudja szépen megcsinálni a tojás alját és tetejét, ilyenek lesznek:
Marlin, és az ezen alapuló FW-ek konfugurációja úgy működik, hogy Arduino fejlesztőkörnyezetben elindítod a forráskódot. Ott a Config.h file-ban, ami egy ember számára érthető szöveges file, átírod a paramétereket. Ez után rádugod a vezérlő panelt, és feltöltöd a vezérlőre.
A Delta nyomtató érzékeny a méretekre, szóval kell vele játszani, de aki itt benne volt a deltanyomtatók lelkivilágában, már jó ideje nem írt. Mi meg többnyire derékszögű koordináta rendszeres nyomtatókat használunk, így ilyen irányú támogatást nem tudunk adni, hogy mi a jó, és mit kéne változtatnod.
Nos a tapasztalatom az lett, hogy hidegben tényleg törik a pla filament. A hideg már 18 fokot is jelent friss szálnál. Idősödő szálnál kb., 1 év, ez többszörösen is jelentkezik, akár már 20 foknál is. Ha a helyiség hője felmegy 23 fok fölé, az 1 m hosszú szál a spulnitól az extruderig kellőkép átmelegszik, hogy ne törjön. A nyomtatóban hagyott filament is eltörik magától a hidegben. A kész nyomtatás nem törékeny (egyenlőre amit teszteltem), mintha a nyomtatás melegítése felfrissítené az anyagot. Más anyagokkal nem dolgoztam, így azokról nem tudok nyilatkozni. Megint tanultam valamit.
sziasztok! új vagyok a nyomtatásban, és méret problémáim vannak a nyomtatott alkatrészen. elolvastam az alábbi oldalt, https://www.klipper3d.org/hu/Releases.html, de miután nem vagyok programozó, megakadtam, fogalmam sincs, hogy miként lehet a konfigurációs fájlt megnyitni/módosítani. delta nyomtatóm van, és a delta kalibrációt kellene elvégeznem, kinyomtattam a teszt alkatrészt, de nem tudom, hol kell a paramétereket módosítani. ez azért is fontos, mert a gép bowdenek, és upgadelni szeretném egy direkt extruderesre. ehhez, az extruder paramétereit is módosítanom kell, ami szintén korrektül le van írva a klipper leírásában, de mint mondottam nem tudom, hogy miként kell a konfig fájlt megnyitni, szerkeszteni. tud valaki tanácsot adni? robi
Ugye ennek az "edzésnek" az a lényege, hogy meglágyuljon az anyag és erősítse a kötéseket. Így az anyagban lévő feszültségek deformálni fogják. Szerencsére a PLA annyira nem hajlamos az ilyesmire, ezért valamennyire képes működni. Ha csak simán meglágyul, és nincs külső erőhatás, azért meg szokta tartani a formáját, főleg olyan alakok esetén ahol nem tud sok feszültség kialakulni. Pl. egy hasáb, vagy kockánál működhet. Egy nagyobb méretű, vékony falvastagságú dobozt viszont nem erőltetnék. Ugye ha vízbe merítve melegítjük az még kb. a tömegvonzás okozta feszültségeket is lecsökkenti.
Sajnos nincs időm ilyesmi próbálgatásokra. De szerencsére a YT-on már kipróbáltak mindent IS. A már linkelt CNC Kitchen YT csatorna tudományos alapossággal teszteli ezeket a dolgokat. Ha jó ötleteket akartok keresni, ott érdemes kutakodni.
Jó Urak! Szerintem érdemes kipróbálni, mert elképzelni bármit lehet; mondjuk egy elrontott darabon, ahol nincs veszteni való. Azért a 60-100 fok annyira nem veszélyes a PLA-ra. Valaki 60 fokos asztallal nyomtat és 190 fok alatt nem láttam még javaslatot sem fej hőmérsékletre. És még egyszer, gyengén töltött formákhoz nem alkalmas, csak a tömör tárgyak kezelhetőek ilyen módon.
Itt lehet az ideje, a nejlepetésnek! Kap a nő kriszkindlinek egy jó kis szumidáló készüléket, amiben azután nem csak finom húsokat, de jó kis műanyagokat is készíthet az urának.
Alu öntést láttam már úgy, hogy PLA-val kinyomtattak valamit, bele a homokba, és ráöntik az alut. A PLA kiolvad és átveszi a helyét a folyékony alumínium.
Sóval olvastam ugyanezt a módszert, talán németektől, de nem emlékszem már. Azért jó, mert a rátapadt szemcséket utána vízben le lehet oldani, nem marad a felületen. PLA-t az egyik kollégám főzni szokta, belógatja forrásban lévő vízbe és 20-30 percet kis lángon forralja. Mindegyik módszer csak a 100% kitölésre érvényes azonban!
Nem tudom hol olvastam/láttam, talán épp itt a fórumon, hogy a kész 3D nyomatokat homokba temetve hőkezelik. A homok megőrzi a formát, a hőtől viszont némiképp meglágyul és a rétegek sokkal jobban összetapadnak.
Láncfűrész indító racsniját PLA-ból nyomtattam és működik, bár nincs sokat használva. PETG rétegei gyengébben tapadnak, ezt figyelembe kell venni tervezéskor, de az is alkalmas. ASA-t nem ismerem. HIPS egy kalap sz...volt nekem. ABS+ szintén gyenge. Sima ABS is azonnal tört. A létező legerősebb anyag amivel volt dolgom az a nejlon+karbonszál.
Sokan írják a PETG-t, talán az ASA-ban is érdemes gondolkodni, magasabb hőt bír, és talán rugalmasabb. Én egy két hengeres Briggs motor önindítójának gyári ledarált műanyag bendix fogaskerekét nyomtattam PETG-ből és ASA-ból. A PETG első indításkor széttört, az ASA azóta is bírja. De hozzáteszem, a PETG nem kapott új lehetőséget esetleg más beállításokkal, így nem állítom, hogy abból se lehetett volna használható darabot nyomtatni.
Üdv mindenkinek! Érdeklődni szeretnék, hogy le lehetne-e gyártani, illetve mennyibe kerülne egy műanyag olajszivattyú fogaskerékpár legyártása. A boltokban, neten sajnos nem találtam. Volt, de már nem gyártott termék. Egy elektromos láncfűrész olajszivattyújáról lenne szó. Képet csatolok. Előre is köszönöm a válaszokat.
Huuu, az klassz volna! Természetesen tudom mellőzni a hibás fogaskerekeket , akár örökre is. Már csak az ár kérdése, mivel nem 200-300HUF kategória, de ha pár 1000-es felett van akkor, nem szeretném a erőforrásaidat foglalni.. Kérem jelezz ha küldhetem őket. THX, Béla
A régi ETA robotgépben rendes anyagból volt még minden. Nem is romlott el. A motor leégés ellen, meg volt egy törő betét, amiből adtak hozzá egy marékkal. Kb. 3 fogyott el 20 év alatt, szerintem az is anyagfáradás miatt.
Nem ebből élek, inkább csak hobbiból magamnak és családomnak szoktam ilyeneket
PETG-ből nyomtatnám első próbálkozásra. Általában tartós szokott lenni, amíg van kenése. Maga a nyomtatás filléres dolog.
Tervekre rá lehet keresni, de ilyen jellegű dolgot még soha nem találtam meg. GrabCAD, Thingiverse, Yeggi oldalakon érdemes keresgélni.
A visszafejtő tervezés elég macerás. Bár a fogaskerekek úgy tűnnek hogy szabványos dolgok minimális variációval. A nyers terv gyorsan meg is szokott lenni, azzal nincs gond, de szinte mindig van valami trükközés a profil eltolással. Ezt meg az én eszközeimmel csak a helyére próbálgatással tudom kideríteni. Illetve ezen felül is érdemes tesztelni, hogy illeszkedik, hogy dolgozik a helyén az alkatrész és módosítani az eredetihez képest, egyrészt azért, hogy alkalmazkodjunk a nyomtatott alkatrész gyengeségeihez, másrészt, hogy az eredeti tervezési hibákat is kiküszöböljük.
Viszont amilyen szerencséd van, úgy látom több embernek van ezzel gondja, és én imádok keresztbe tenni a tervezett avulásnak Szóval, ha van egy nélkülözhető akár hibás alkatrészed, és idén már nincs is szükséged rá, akkor megpróbálhatjuk, ha elég a PETG ide, akkor biztosan megoldom.
Ha kevés hozzá, akkor kell egy két fejes nyomtatót építenem előttem és akkor PA-Carbon maggal, POM külső héjjal a gyárinál sokkal jobb fogaskereket is tudnék csinálni.
Helyi autószerelő szakszervizben dolgozik egy ismerősöm. Nekik havonta el kell küldeni a német gyárba, hogy egyes tipusoknál milyen alkatrészeket kellett cserélni. Állítólag azért, mert ami soha nem megy tönkre az túl van méretezve, karcsúsítani kell rajta.
Amikor ezeket a gépeket csinálták, még nem kellett az elévülést beletervezni.
Most nem viccelek, egyik ismerősöm lánya, aki Németországban járt tervező suliba, mondta, hogy nem szabad úgy tervezni nekik, hogy "örök élet", csak garancia + max 1-2 hónap. Nem kérdeztem, hogy milyen berendezésekre vonatkozott, de gondolom az ilyen használati cuccokra.
Nem a reklám helye, de az én Bosch MUM konyhai robotgépem idén ünnepelte 20. születésnapját. Múlt évben a kapcsolója ment tönkre. Bevittem a szervizbe, ahol megállapították, hogy szó szerint elkoptak a csúszó érintkezők a hosszú évek alatt. Szerencsére a mai napig gyártják kisebb ráncfelvarrásokkal, így volt hozzá alkatrész. Kértem, hogy ne csak a kapcsolót cseréljék, de ha már ott van egy teljes szétszedést és tisztítást, kenést is adjanak neki. Azóta sokkal csendesebb és remélem még vagy 10 évig bírni fogja. Pedig tényleg nem kíméljük, szinte minden nap használjuk. Dagaszt, zöldséget szeletel, húst - időnként mákot- darál, turmixol stb. Pedig ebben is műanyag fogaskerekek vannk, csak lehet, hogy valami jobbféle anyagból.
Most nemrég, amit nyomtattam PETG-ből fogaskereket, azokat kínoztam a gyúró rúdjaival szinte a motor lefulladásáig. Bírja, és ami jó, hogy a nyomtatás rétegeiben megmarad egy ideid a zsír, ami jól keni.
Bajt ott látom elsősorban, hogy nők használják, minimális műszaki érzék nélkül. Jobb lenne a helyzet, ahogy Béla is írja, hogy a fogaskerék helyett csigakerék lenne, de akkor lehet, hogy több motor égne le.
Ezt azért gondolom, mert sikerült az első fogaskerék garnitúrát egy hétvégén haza váni az ismerősömnek, persze semmi kopás, csak egy helyzetbe szétdarált fogaskerék. Annyit sikerült megtudni, hogy "talán a habverőnek túl sűrű volt a tészta", majd máskor kicseréli a gyúróra.
Habverésre használva, sokáig bírnák ezek a nyomtatott kerekek is, csak ott is van egy ellenség, amikor belenyúlnak a kanállal forgásközben, és összeakasztják a habverőlapátot.
Emberi hülyeség ellen nincs orvosság. A nejemnek még nem sikerült tökre vágni egy robot gépet sem, még az NDK-ás is megvan valahol, csak van már korszerűbb helyette.
PSoft | 18469
2022-11-23 19:36:30
[30632]
Alapvető, tervezési "hiba" szinte az összes ilyen "habverőnél", hogy csiga hajt csigakerék helyett fogaskereket. Így, borítékolva van a fogazás ledarálása, a hulladékhegyek szaporodása.
Még, a 3D nyomtatók előtti időkben, szigorúan csak a családban előforduló gépeknél... Az agyrészt meghagytam, csak a sérült fogazást esztergáltam le. Sárgaréz, vagy bronz "koszorút" esztergáltam, fogaztam csigakeréknek, majd 3-4 szegeccsel rögzítettem az eredeti agyrészen. Kicsit ugyan hangosabb lett mint a fos műanyag kerék, de...örök élet és még egy nap. Persze, a családban ugye...nem volt se gépidő, se anyagköltség, meg munkadíj se.
PETG-ből érdemes megpróbálni, az elég jól bírja. Bár itt nagy a fordulatszám (melegszik) és a nyomaték is. De relatív olcsó az alapanyag. A laaci által felajánlott stl file 0.1 mm-es rétegvastagsággal 11 gramm/db, azaz 22 gramm/pár anyagfelhasználást ír, ami egy jobb (Verbatim kb. 10000 Ft/kg) esetén is csak 220 Ft. A kérdés a munkadíj, kinél mibe fáj kb. 3 óra gépidő amíg 2 db elkészül.
Pont fogaskerék ügyben szeretnék érdeklődni... Vállal(sz)-e vagy valaki a fórumon ilyen nyomtatott fogaskerék gyártást, "eladásra" is pl: 3-4 párost a melléklet kép formát? Minta alapján? Létezik -e hozzá valami CAD adatbázis? Valamint milyen kalkulált költsége egy ilyen párosnak?









 Jó ötletnek tűnik. Ki kéne próbálni.
Jó ötletnek tűnik. Ki kéne próbálni.
 , akár örökre is.
, akár örökre is. .
.


