Lehet jobban jársz, ha habból kivágatsz egy pozitív formát. Arra egy negatív hély-forma mesterdarabnak. Azon kialakítod a szondák és egyébb "mütyűrok" helyét. Majd ebbe a neked kellő kompozit.
Lassú, hosszadalmas, de működőbb megoldásnak gondolom. Még úgy is hogy az én nyomtatóm 350x350x400mm darabokat tud nyomtatni
Persze volt ember aki az eredeti Prusa i3 (200x200x140mm) nyomtatóval épített komplett kenut, és sok csavarral tekerte össze a részeket, de... Neki is problémája volt a külső vízzáró szigetelés.
Sziasztok. Szeretném segítségeteket kérni. Érdekelne, hogy 3D nyomtatóval mekkora a legnagyobb munkadarab amit tudnak készíteni és kb. milyen áron? Pl. egy d=2000 mm gömb héját hány darabból lehetne kinyomtatni? Köszönöm.
keri | 14007
2022-11-10 08:43:10
[30625]
Nekem soha nem volt semmi ilyen bajom. Igaz, nem is ügyelek arra hogy páramentes legyen
Viszont nekem Herz filamentjeim vannak főleg. Bár van pár kínai noname is, vannak az újrahasznosított PLA-k, amikről azt hallottam tényleg törékenyebb. Valamennyit mindig tesznek bele, de gondolom ha túl nagy az aránya, akkor probléma. Illetve nekem hidegben volt törékeny a szál...gondot persze nem okozott még, nem tört a nyomtatás közben, csak ha kézzel nagyon meghajlítottam.
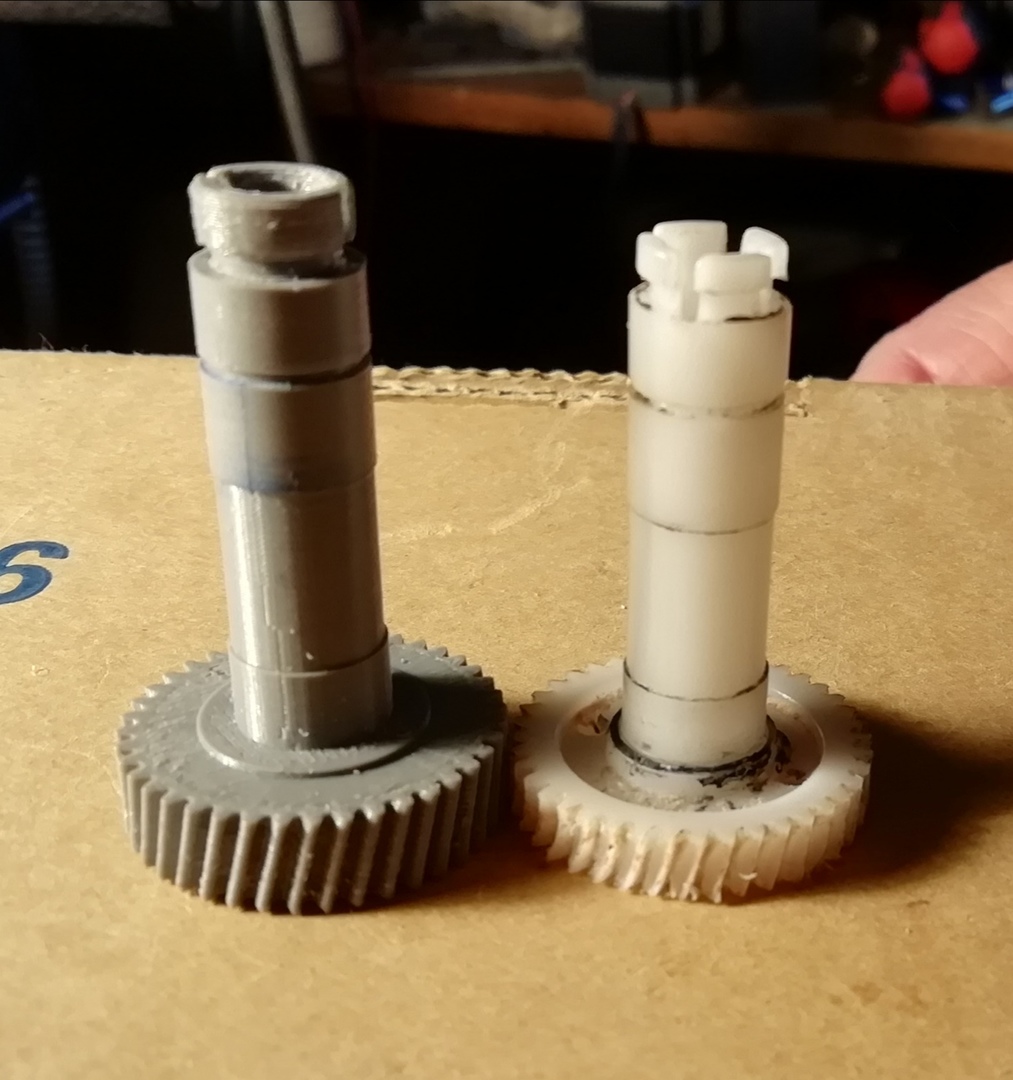
Kifejezetten jól bírja a fogaskerék üzemmódot a PETG. A PLA is mellékesen, csak az a nagy fordulatot nem szereti, mert megolvad. De amíg nem melegszik túl, van kenése, addig mindkét anyag nagyon jól bírja a koptatást.
Bár turmixban nem próbáltam még, de én úgy tippelem bírni fogja a garancia időt.
Nejlonból persze jobb lenne, de azt meg durván nehezebb nyomtatni a zsugorodása miatt.
Nekem régi mániám hogy két fejes, vagy fejcserélős megoldással, a fogaskerék magját nejlon-karbonból nyomtassam, a külső 0.4mm réteget, meg POM-ból. Így nagyon erős, és tartós nyomtatott fogaskerék készülhetne, ami jobb mint a gyári. Ugye a karbon miatt nagyon abrazív amit ebből nyomtatunk, ezért kell a külső réteg, viszont a POM önmagában túlságosan zsugorodik.
Nekem 2-3 éves Gembird PLA+ (ritkábban használt színek) van elég sok spulnival. Ezek is öregednek. A befűzésnél még nincs gond, de ha nyomtatás után nem húzom ki a gépből, egy-két nap elteltével az extruder motor és a spulni között eltörnek. Kinyomtatva viszont nem látok különbséget a friss és a régi szál között, ugyanúgy olvad és tapad. Nekem úgy tűnik a sötétebb színek (amiben több pigment van pl. fekete, sötétbarna) jobban törnek mint a világosak. Nem csinálok tudományt a tárolásból, szobai páratartalom mellett a saját zacsijukban és papír dobozukban tartom őket. A legtöbből a szilikagél páramentesítő már rég elkallódott, de kibontás után különben sem sokáig érnek bármit is.
Sziasztok! Szinte napra pontosan 1 éve vásárolt Sunlu 1.75 pla alapanyag törik mint a ropi. Párazáró dobozban, 20-25%-os páratartalomban tárolva. Havonta van kb., elővéve pár óra nyomtatásra. Még kb., a negyede megvan, sajnálnám eldobni. Meddig áll el egyáltalán az alapanyag?
Ez PET-G-ből készült, kicsit erősebbre tervezett, pár órát ment, kopás nem látszik rajta, de vajon két év múlva hogy néz ki (rendeltetésszerű használat mellett)?
Laci11 | 89
2022-10-31 10:10:46
[30620]
Szia !
A folyásindex nem azt adja meg, hogy mikor kezd "folyni". Ez tulajdonképpen az anyag viszkozitása feldolgozási hőmérsékleten A nagy ipari extrudereknél azért van egy-egy zónán fűtőpalást és hűtőventi is, mert a teljes anyaghengert fel kell fűteni a feldolgozási hőmérsékletre, addig nem foroghat a csiga, mert törhet. Ha már felfűtött, és megy az extrudálás(forog a csiga), az anyaghengerben a súrlódásból és a csiga komprssziójából adódóan plusz hő keletkezik. Ez lehet annyi, hogy kikapcsolt fűtésnél is emelkedik a hőmérséklet, emiatt kell a ventillátoros hűtés.
A müanyagok alapvető tulajdonsága az úgynevezett folyás index. Ez a tulajdonság azt jelenti mikor kezd a polimer szilárdból képlékeny majd folyós állapotba kerülni.
Ez a jó nyomtatás alapja, ugyanis először folyni, majd megszilárdulni kell, viszonylag rövid idő alatt.
A határérték eltalálása fontos tényező.
Az ipri extrudereknél ezt ugy oldják meg, hogy fütik, és hütik ventilátorral, egy határértéken belül.
A kérdés persze hogyan. Zónánként hőfokszabályzót épitenek be, ami vezérli a fütést és hütést egyaránt, persze nem egyszerre, szükség szerint.
Javaslat: az iparban használatos szabályzó PT100 érzékelővel, az extruder kiömlésénél. A fütést az eredeti használatával, a hütést ventilátorral a megfelelő helyre.
A szabályzó beállítása: Alsó küszöb, füt. közép állás nincs fütés, és hütés. felső állás hütés (ventilátor megy) fütés áll. Ez az ugynevezett hiszterézis. Egészen pontos vezérlés állítható be, munka hőmérsékletnek. A kapott munka igy biztonsággal nyomtatható.
Van még egy fontos tényező: A polimerek kevert anyagok, változó folyásindexel. (Pl a mesterkeverék a szinező anyag) ez is befolyásolja a folyást, mivel az egyik anyag még képlékeny a másik talán már folyik. Érdemes homogén bevált anyagot használni, vagy a jó középutat megkeresni. Jó kisérletezést!
csatlos.laszlo | 145
2022-10-27 09:33:15
[30617]
Sziasztok!
Valaki esetleg Mark Forge tipusu Kevlar nyomtatásra alkalmas fejet, (extrudert) forrást nem tud?
Csabax68 | 136
2022-10-26 21:08:47
[30616]
amennyire lehetett kiszinteztem, a csavarokkal, kb 4-5 óra
Igen, így lesz, ha nem írod át a BLTouch offszetet. Viszont az asztalt ettől még érdemes kiszintezni hogy a 16 mérőpont egy szintben legyen. Illetve ellenőrizheted, hogy a BLTouch offszet megfelelően van beállítva.
A 16 mérési ponttal az asztal ferdeségét kiegyenlíti mozgással, és ez jó, de azért az nem az igazi ahhoz képest mintha jól lenne beállítva az asztal.
igazad van, de ha feljebb engedem az asztalt a következő indításnál lekorrigálja nem? minden indítást úgy kezd, h 16 helyen méricskél kb 8 perc ha felfűtött,) az asztalt szintbe tettem, a firmware esetleg tudna segíteni, de azt nem engedi, vagy én vok hülye, a telepítéshez, vagy a mérőkét feljebb viszem, vagy megtalálom azt a pontot, hogy 0,1 körül induljon,
Jaaa, hát ha tapintószondád van akkor nem biztos hogy baj a több mm-es Z Home magasság. Nekem nincs semmi ilyesmi, kézzel kell beállítani.
Tapintó esetén küld el manuálisan HOME-ra, majd szintén manuálisan küld az asztal közepére a fejet, és Z-t 0.1-re. Akkor éppen be kell férnie a fénymásolópapírnak alá... Ha nem fér be vagy túl nagy a hézag, akkor a beállításokban tuti lehet ezt a távolságot módosítani a kezelőjében. ...bár én nem így mérem. Én nullára küldöm és azt nézem hogy éppen megérintse az üveg felületét, vagy ha épp nem látok mert rossz a szemem, akkor 0.3mm-es hézagmérővel szoktam precízen beállítani az asztal állító kézi csavarokkal. (mind a négy sarkán és középen ellenőrzöm.)
Jó tanácsokat kaptam. A kezdő réteg magasságát 0,1-re állítottam. A fejet is lejjebb állítottam 0,1 mm-rel, ez valószínű hiba volt a BLT felszerelése óta. Most már tükörsima a felület és a kinézete is szebb mint a záró rétegé. Ezt szerettem volna elérni. Köszönöm.
HÚÚÚHA ez durva, nekem az adjustban -2,45mm-re van állítva ahhoz, hogy összefüggő formát tudjon gyártani, ennyire odébb lenne a mérőkéje? , az enderen hogy tudok firmwaret cserélni, hogy ne rontsam el? 1,7,1 van rajta de már 1.7.3 is van hozzá, le-le töltöttem de leírást nem leltem, laptopról v memkariról?
keri | 14007
2022-10-25 09:45:59
[30608]
0.1mm-el szoktam használni, de ez elég beállítás igényes. Ha lusta vagy és nem számít a réteg, akkor 0.3-al és 150% FLOW-al indíts, bár ilyenkor a tapadás is gyengébb csodaszerek nélkül.
Kezdő réteget én 0.1mm-re veszem, és 120%-os FLOW az első rétegre. Persze ehhez nagyon precízen be is kell állítani az asztal szintezést a fúvókához. Én nem használok hajlakkot. Sima tiszta üveg. De tényleg nagyon tiszta. Pl. mosogatógépben elmosott üvegre nagyon jól tapad a PLA, és a PETG-vel sem szokott gond lenni. PLA 50-60fokon, PETG 60-70fokon nyomtatom.
Akkor szép tükrös az alső felület. Ha Slic3rt használsz, akkor az első rétegre a "hilbert curve" mintázat mégjobb felületet ad.
Persze ha elég tiszta az üveg akkor vigyázz vele mert képes feltépni a felületet. desztvíz-alkohol 1:1-es keverékét ráfújok ablakmosó flakonból, attól lepattan, az üveg sérülése nélkül, és ugyan ezzel és steril papírtörlővel áttörlöm, akkor sokáig nem kell mosogatni az üveget.
Szia, a "Minőség_Kezdő réteg vonal szélesség_%" most csalogattam elő a "rejtőzködő" paraméterek közül. Kipróbálom. A "Kezdő réteg vonal szélesség" duplája a magasságnak. 0.4 : 0.2 Kicsit közelebb is viszem a fejet az asztalhoz, bár a tapadással nincs gondom. Köszönöm.
Szia! Cura 4.8.0 "Minőség_Alsó/felső vonal szélessége" Ha ezt szélesebre állítod vastagabb vonalat tesz ugyan azzal a magasággal amit a "Minőség_Kezdő réteg magassága" menüpont alatt beállítottál. Ezt szokták megtámogatni "Minőség_Kezdő réteg vonal szélesség_%" menüpont alatt 100%-nál nagyobb érték megadásával. Ilyenkor kicsit több anayagot nyom ki mint amire alapból szükség van, így szélesebbre tud "terülni" az anyag.
Erre azt mondhatnám, hogy pont annyi amennyi a szeletelőben az első réteghez meg van adva. Azt nem tudom annál a nyomtatónál, hogy megy a kalibráció, de Ultimaker nyomtató esetében be lehet állítani, hogy kalibrációnál milyen távoságra történjen a kalibráció. Ott 0,2mm pl az én nyomtatómnál, de be lehet állítani a firmware-ben más méretre is. Ott a kalibrációnál a második lépésben egy 0,2mm vastag hézagolóval állítom be ha valamiért szükséges újrakalibrálni. Nem tudom azon a nyomtatón mi a módszer.
hát mostanában az lenne a legfontosabb infó, hogy a fej és az asztal között induláskor mekkora hézagnak kellene lennie?
Bitapa | 15
2022-10-24 18:46:19
[30600]
Szevasztok! Még új vagyok a fórumon és segítséget kérnék 3d-s nyomtatási beállításhoz. Ender 3 nyomtatóm van PLA-t és PET-G-t szoktam nyomtatni, üveglapra, hajlakkal. Az a gondom, hogy az üveglapra lerakott felületet nem tartom elég jónak. Mellékelek képet is. (A felületen kívül ne foglalkozzatok a nyomtatás többi problémájával, ez egy elrontott példány, de hirtelen ez akadt a kezembe.) Ultimaker Cura szeletelőt használok és nem találom, hol kellene beállítani, hogy az első réteg ennél jobb minőségű legyen. Köszönöm, ha tud valaki tanácsot adni a beállításokhoz.
keri | 14007
2022-10-24 09:15:05
[30599]
Akkor kizárt dolog mert nem tudom
Lehet elektronikai hiba, vagy tiltás, bár olyankor a nyomtatást is felfüggeszti. Nekem pl. ha a hőmérő mást érzékel mint ami a beállítás, akkor biztonsági okokból letilt.
Gyengébb agyúaknak, mint én is vagyok öreg fejjel, nekem nagyon bejött a DesignSpark Mechanical, nagyon szeretem, hogy minden vizuális benne, egérrel húzom, rögtön látom, hogy megy, letöröm az élét, látom, mennyit tör le, stb.
Megnéztem több programot is, de ez tűnt a legkönnyebben tanulható programnak az én céljaimra.
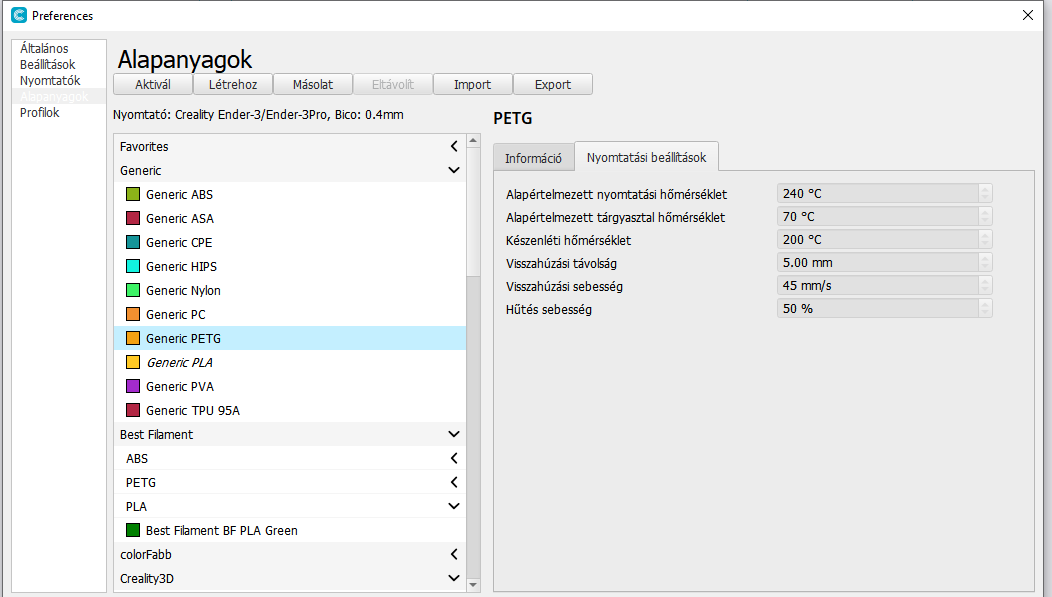
Az valami Cura módosítás. Mi az hogy nem ismeri a PETG-t? Annyi a különbség hogy az asztal hőmérséklet 50-60fok helyett 60-70fok, a fej meg 195-220 helyett 220-240fok. Meg ha nagyon akarsz létre tudsz hozni saját profilt, ami amúgy is ahány nyomtatás annyi féle. Kapcsold át a basic módot advencedre, és kitárul a világ
Én is egy 3.6-os Cura-t használok, ami kb. 5 generációval régebbi, mivel ez már mindent tud ami az igényem, nincs benne számottevő bug, és teli volt a hócipőm a felhő alapú változatokkal. Ez működik offline szépen.
Amúgy meg van még a Slic3r, mostanra már az is elképesztő jó dolgokat tud, csak szokni kell a puritán kinézetét és kezelését cserébe gyorsabb.
Vagy ha sok pénzed van a még van a Simplify3D ez egy elég profi program és a legjobb az optimalizálása, de 150$ akciósan. Persze használni ezt is tudni kell. A 3D nyomtatás egy megmunkálás, nem úgy működik mint a lapnyomtatók, hogy csak a gombot nyomod.
Nekem még meleg asztalnál is volt, hogy ellökte.Kicsi volt a felfekvési felület. Ezt orvosoltam tapadás segítő spray-vel. Csak azt bánom, hogy nem vettem mindjárt az elejénél. Még kihűlés után is bitangul fogja. Melegen nagy felületet nagyon nehéz leszedni. Csak ajánlani tudom.
Uraim, köszönöm az építő segítséget, sikerült 1 jót nyomtatni, kb 2mm vastag volt csak, a szoftver jó volt, az extruder tuningolt ( turtle full alu, áttételes) a tréfa a "Z" tengelynél volt -2mm van beállítva, pedig a kalibrálás jó volt 4x-is, a sebesség 50%-on van, most is elfelejti a beállításokat, nincs save gomb , kezdjük tanulni egymást, most már csak azt kell megtudnom, hogy melyik progival tudok stl fájlt generálni, melyikkel tudok "könnyen rajzolni 3D-t" ami nem autocad, hanem gyengébb agyuak is tudják használni, ( bocsánat ezzel nem akarok senkit megbántani, hanem magamat értékelem, Üdv, Csaba
keri | 14007
2022-10-20 09:50:45
[30583]
3mm-es szálnál természetesen M3-as menetfúróval célszerű recézni.
Haver nyomtatóján külön el kell menteni ha módosítottál egy alap értéket, különben visszaáll az előző értékre.
Új nyomtatónál érdemes megcsinálni az extruder kalibrációt. Azaz kikötöd az extrudert a fejből, és kiadsz egy 100mm extrudálási parancsot, majd megnézed mennyit tolt ki valójában. 100mm/valós érték arányszámmal megszorzod a step/mm értéket az extruder beállításoknál és újra ellenőrzöd.
Illetve a haver Ender 3-asánál el volt törve gyárilag az amúgy nagyon gagyi tervezésű nyomókar az extrudernél, és ezért nem tudott elég erőt kifejteni a nyomócsapágyon, amitől csúszott az egész és nem extrudált eleget.
Nyomtattam neki másikat, illetve adtam neki egy jobb recés kereket M2-es menetfúróval recézve, ami erősebben kapaszkodik és körbe fogja a szálat, így most már tökéletes lett.
Persze kezdőként azért lehet még kísérletezni sokat, de a nyomtató teszi a dolgát.
Ender 5 Plus-om van. Prusa PETG-vel nyomtatok. OctoPrint-ten keresztül használom, de eleinte kipróbáltam SD kártyáról. Összeraktam, bekapcsoltam, működik. Kérdés. Mozgatja a szálat a szál figyelő előtt?
Ha szoftver hibára gyanakszol, a Creality honlapjáról letölthető a firmware. Sokat nem ronthatsz rajta ha frissíted. Ha alaplap hibás akkor sem, legfeljebb nem lesz jobb...
A marógépnrk és a lézernek nem volt ennyi nyűgje, de nincs alapanyag a lézerhez, ehhez vettem kb 10kg-ot és nem nem akar normálisan menni a marógéphez képest :((((




 ha felfűtött,) az asztalt szintbe tettem, a firmware esetleg tudna segíteni, de azt nem engedi, vagy én vok hülye, a telepítéshez, vagy a mérőkét feljebb viszem, vagy megtalálom azt a pontot, hogy 0,1 körül induljon,
ha felfűtött,) az asztalt szintbe tettem, a firmware esetleg tudna segíteni, de azt nem engedi, vagy én vok hülye, a telepítéshez, vagy a mérőkét feljebb viszem, vagy megtalálom azt a pontot, hogy 0,1 körül induljon,