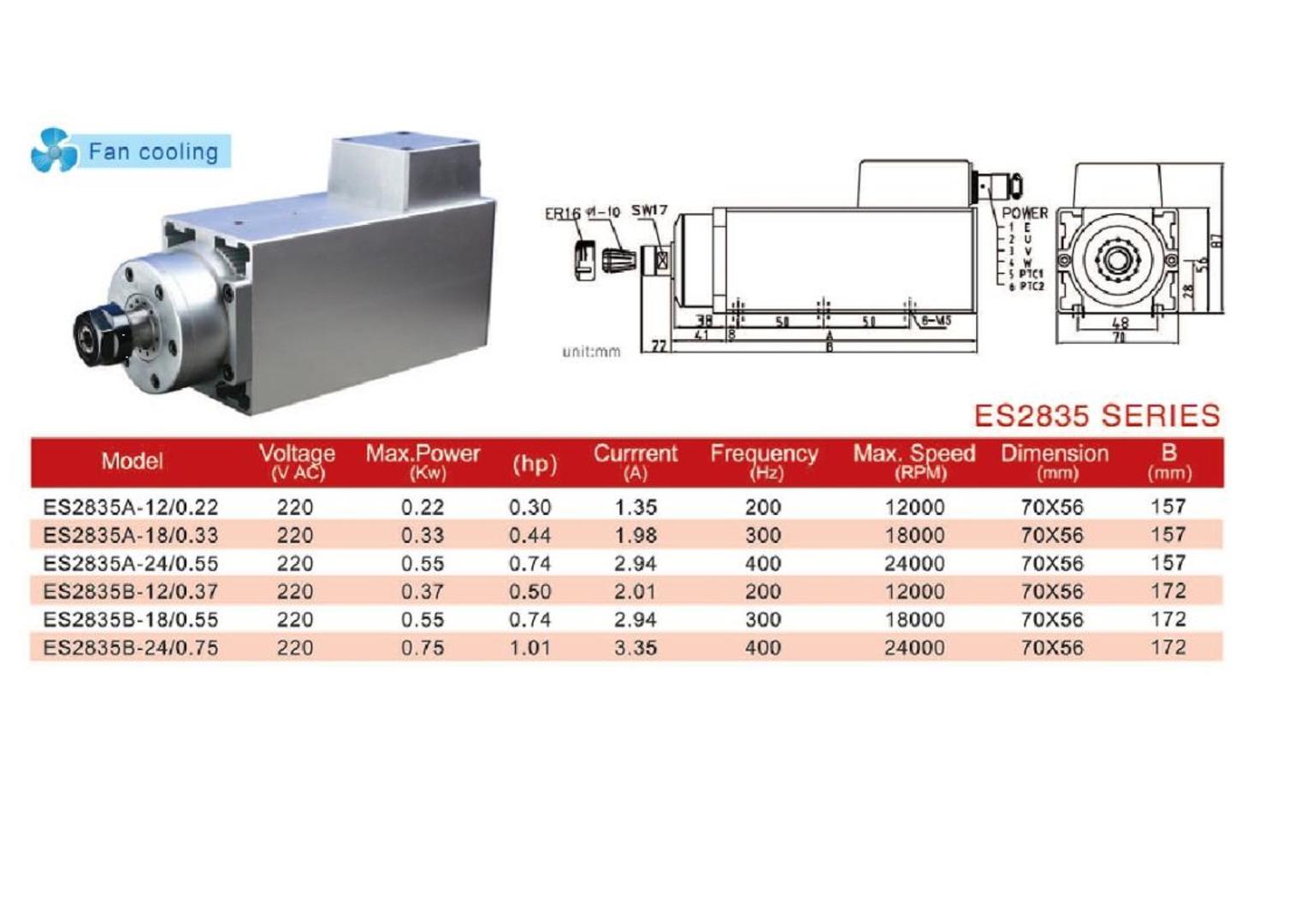
Kedves Szalai Úr! Kedves Robsy! Köszönöm a válaszokat. Feltennék egy képet, hogy érthetőbb legyen a gondolatmenetem. A váz egy CNC gép váza lesz. Ebbe szeretnék egy kb. 2,2kw-2,5kw léghűtéses max. 25-30e fordulattal rendelkező spindle motort rakni frekvenciaváltóval. A maró műveleteket kézi "megmunkálással" vezérléssel(nútolás, egyenletlen fa felületek gyalulása, alakkivágás sablonokkal)szeretném megoldani. Működik-e az elképzelésem. Tudom-e használni a CNC-s rögzítéssel 220v-esetleg 380v-ról a spindle motort számítógépes bekötés nélkül?
Előzmény: Szalai György, 2020-11-06 17:13:50 [6350]
Barna Tamás | 135
2020-11-06 20:55:40
[6351]
Sziasztok ! Segítsetek kérlek , leégett a főorsóm , meg lett tekercselve , minden jó lett , a csapágyakat is ki tudtam mosni a tekercsekből kiégett gyantából . De szívok a zsírral , másodszorra rakom össze de még mindig melegszik , nagyobb fordulaton . A csapágy hézak jó lehet mert melegen sem szorul, nagyon könnyen forog . Milyen zsírt kellene használnom , tudtok valamit javasolni . A csapágyboltban kapott zsír túl kemény , pedig mondtam hova kellene . Egyébként precizios ferde hatásvonalú csapágy kerámia golyóval. 2db összefordítva . Előre is köszi ! Üdv BT
Szalai György | 9544
2020-11-06 17:13:50
[6350]
Ezt sosem próálnám, biztosan rossz fogás esne rajta. A kézi gépen nem nélkülözhető a felfekvő és megvezető felület, a stabil megmarkolhatóság, és a kézreálló biztonságos kapcsoló. CNC maróorsón ezek nincsenek gyárilag kicsinálva. Ha billeg, ha rossz tartani, ha nyúlkálni kell a kapcsolóhoz, az egy párszáz Watt feletti teljesítményű kézi gépen életveszélyes. Ekkora fordulatszámokon a szerszámba betárolt mozgási energia is nagy. Ha valami elszáll az komoly bajt tud okozni. Belekap az anyagba, kiugrik a kezemből, elkapja a ruhámat. Sok minden történhet, mire valahogy megállítom. „Kopaszon” picike motort, picike szerszámmal lehet csak biztonságosan kézben tartani.
De látható a világhálón, hogy a hobbyista leleményes és szeret kockáztatni. Magas fordulatszám, nagyfeszültség, veszélyes vegyszerek, harcigáz égéstermékek, roncsoló sugárzások nem sokat hátráltatják. Megnéz pár videót a neten és már ért is hozzá.
Tisztelt Szalai Úr! Olvastam a kézi marómotorokkal kapcsolatos hozzászólását. Kérdésem az Ön által leírt elmélet inverzével kapcsolatos. CNC marómotor frekvenciaváltóval használható-e számítógép vezérlés nélkül-kézi előtollással-fa megmunkálásnál?
Szalai György | 9544
2020-11-04 19:17:35
[6348]
Én abból indulnék ki, hogy szerintem a gyártó haszontalan információval reklámozza ezeket az alacsony árfekvésű főorsó motorokat. A 2,2kW az a csúcsteljesitmény, amit pár másodpercig képes szolgáltatni az a motor. Azután vagy valamilyen jellemző határérték túllépés alapján leállítja a VFD, vagy vége lesz neki. De ne legyen igazam. Szerintem egy ilyen motor úgy egy lóerőnyi teljesítmény leadás környékén képes folyamatosan harcolni több óra hosszányi ideig és az hobbyra bőven sok is. Az éppen felvett teljesítménye a forgácsolási adataidtól fog függeni. A teljesítmény vesztessége, vagyis a melegedése is attól függ, hogy milyen szerszám, milyen anyagban, mekkora közepes forgácskeresztmetszetet hasít éppen. Csak ha sikerül kiterhelned a forgácsolással a 7-800W tengely teljesítmény környékére, akkor lesz rajta 2-300W elfűtött teljesítmény vesztesség. Ekkora fűtő teljesítmény 10 liter vizet kb. 20 C fokkal melegít fel egy óra alatt, ha nem veszem figyelembe, hogy a víznek is lesz hőleadása. Bádogvödörben tető nélkül sok is. Még nagyobb hőleadó felülettel még többet fog hűlni. Nekem ebből az látszik, hogy ha egy pár milliméter élkör átmérőjű szerszámmal fát marsz, akkor a tíz liter vized alig melegszik pár fokot. Majdmegmondod, ha megmérted. Mivel ez nem egy mikron pontosra csapágyazott motor, gondolom pár tíz fok melegedést elvisel. Főleg, hogy a csapágyazása nincs is hűtve.
Ha hobbi munkára fogja használni, akkor a radiátor sem fontos. Nálam 1,5kw-os motorhoz egy vödörben 3 liter desztillált víz van. 8 óra folyamatos alu marás után se melegebb 30 foknál.
és lényeges hogy legyen hűtőradiátor... pl renault clio2 fűtő radiátor 6e forint körül van, arra egy szép nagy ventilátor és jó pár kW -ot le tud fújni
„A kézi felsőmaró nem CNC célra készül és a két felhasználás között jelentős a különbség.”
Ez bizony igaz! De, ennek ellenére... Nagyon sokan kezdték(kezdtük) egy felsőmaróval/lyukköszörűvel és még mittudom én miből kinevezett "marómotornak" átkeresztelt alkalmatossággal.
Még azt is merem mondani hogy eladható minőségű lett a késztermék, ami alóluk kikerült.
Persze később, a jobbat, alkalmasabbat keresve, a közben nyíló lehetőségekkel élve, sokan túl is léptek ezeken a hobby, meg a vékonyka pénztárca szülte alkalmatosságokon.
Előzmény: Szalai György, 2020-10-18 13:32:35 [6338]
Szalai György | 9544
2020-10-18 13:32:35
[6338]
Fa. . .fa. De mekkora méretű? Érme méret, vagy ajtónyi? Szerintem: A kézi felsőmaró nem CNC célra készül és a két felhasználás között jelentős a különbség. A kézi gépet nagyjából állandó erővel tolod, és csak pár percig folyamatosan. Rendes fában lassabb előtolással, kézzel érezve, hogy mekkora erő kell neki. Ha csak fenyőben, akkor gyorsabb az előtolás, az erő ott is nagyjából ugyanakkora. A gépeknek többnyire egyetlen szerszámfelőli mélyhornyú csapágyuk van, és szénkefés motorjuk. Az egy csapágyas megoldásnak biztos, hogy van kotyogása, a szénkefe meg zajos és kopik.
A CNC előtoló sebességet tart, erőt nem érzékel, és órákig dolgozik egyhuzamban. Ehhez kefenélküli motort használ, elől dupla csapágyazással, jó esetben fordulatszámtól független hűtéssel. Az ideális CNC marómotor dupla csapágyazású, kefementes, ötezertől harmincezerig (vagy még tovább) terheléstől minél függetlenebbül szabályozható a fordulatszáma, független hűtésű, be tud fogni legalább 12 mm átmérőig és napokon át képes folyamatosan dolgozni. Fához legalább 2-3 kW teljesítményű.
Teljesítmény limitet jó esetben nem a motor, hanem a gépváz merevsége jelent.
Gyenge vázhoz, alkalomszerű kicsi méretű diszitő munkához elég a KaVo 4010 (150W 60kn/min 3,2mm befogás.) motor is. Ajtó méretű, de aprólékos diszitő munkához nagyobb vízhűtésű motor kell, mondjuk a Precise SC61 (1,2kW 60kn/min 3mm befogás.) Asztalos jellegű munkához nagyobb szerszámátmérő tartozik, kell a 2-3kW-os motor 12mm befogással, de elég a 10-20kn/min fordulatszám.
A kézi felsőmarómat nem tenném CNC-re, az nálam előre megfontoltan, anyagi érdekből elkövetett gépgyilkoságnak minősül. De a szükség nagy úr.
Tanácsot szeretnék kérni tőletek, mert teljesen kezdő vagyok. Egy kedves ismerősöm épít nekem egy gépet, és ő azt javasolta, hogy kezdésnek rakjunk bele egy 710 w-os Makita élmarót. Fából szeretnék különböző dísztárgyakat készíteni. Elég lehet a Makita hozzá, bírná e a hosszabb munkákat, vagy felejtsem el, és gyűjtsek egy 1,5-2,2 kw-os motorra? Köszönöm a segítséget!
gery03 | 60
2020-10-16 20:01:30
[6335]
Igen. Kézi csere van, de előre bemérem a szerszámokat.
Én pont ilyet használok. Behúzószárral lehet a szerszámot befogni. Gondolkoztam már, hogy behúzószemesre átalakítom, de nem igazán, vagy nagyon karcosan férne el csak benne a rózsa. Ezen kívül a behúzó rugós előfeszítése se annyira egyszerűen megoldható ebben a konstrukcióban. Power bar (elektromos, vagy pneumatikus) nevű eszközt szokták használni ezekhez (amennyiben nem kézi a csere teljesen), ami esetleg automatizálható is egy kreatív mechanikával.
egy valami biztos kiderül a hozzászólásomból, nem vagyok Ankarai Gábor.
Egyébként a PTC-ről is van infó, bár a kapocsléc kiosztása ott is hiányos. Talán a legfontosabb infó, hogy a sorozatos problémák miatt kivezették a forgalmazását. Emiatt én biztos, hogy az alábbi kettő típus közül választanék marómocit. Persze ha már megvan, akkor ebből kell kihozni a legjobbat, de vásárlás előtt célszerű infót szerezni a garanciáról, szervizháttérről, alkatrész utánpótlásról. Nem olcsó cuccok ezek ha összességében nézzük, komoly tételeket tolunk bele a hobby-ba, ezért hosszú távon itt is megtérül a jobb minőség.
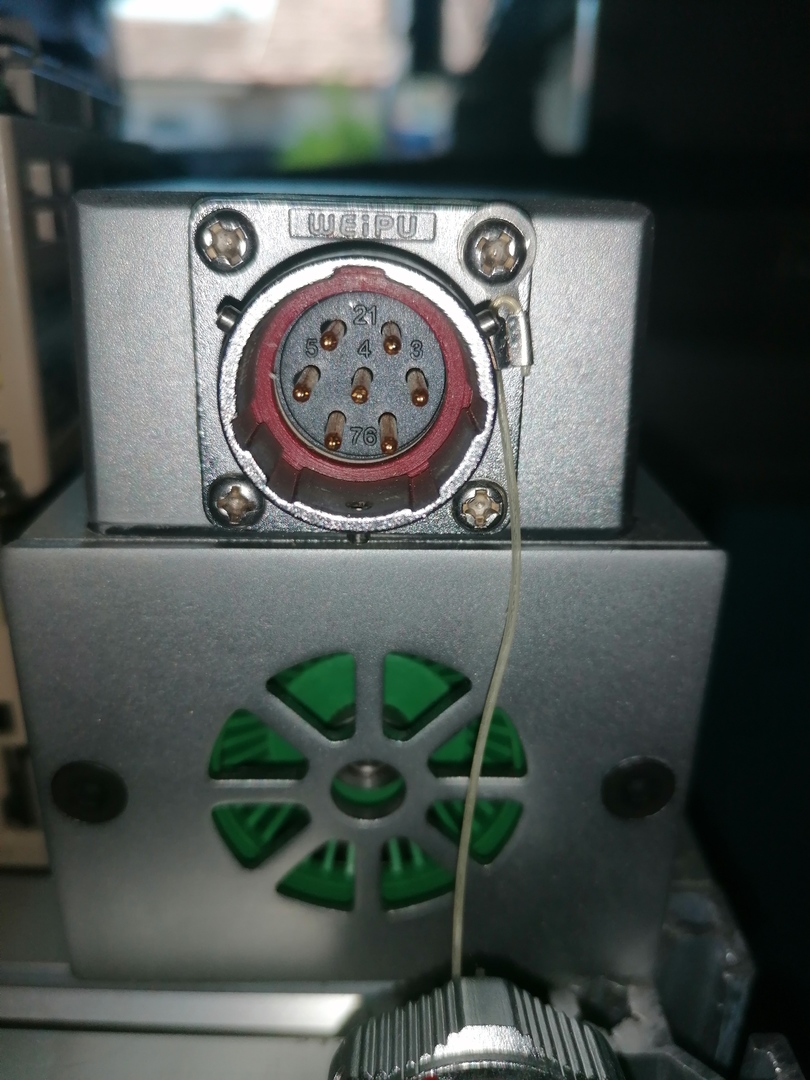
Nem! Kell a negyedik is, a védővezető.(földelés) Bekötheted a hővédelmet -két vékonyabb vezeték- is a frekiváltóba, aki ismeri a Yaskawa-t majd megmondja hogyan. A forgásirány cserét jol gondolod, bármelyik kettő fázisvezető megcserélésével megfordul a forgásirány. De a frekiváltóról, szoftveresen is fordítható az irány.
Már le vettem a stekkert . Van a védő föld 3 egyforma kék vezeték és van 2 vékony ami gondolom a hővédelem lenne .Nekem gondolom a 3 kék kell csak nem tudom van e jelentősége hogy melyik az U-V-W vagy itt is az van ha rossz irányba forog megfordítom az U-V vagy V-W .
PSoft | 18696
2020-07-11 11:37:50
[6323]
Én kivenném a stekker négy felfogatócsavarját, a stekkert kifordítva kb. három perc alatt kideríthető ki-kivel van.
Szia Láttam már olyant amiben van hővédelem annak is van 2 pontja.Ha jól látom a táblát csillag kapcsolás van, így azért már lehet méregetni elindulásnak.
Megfogtál. Hét kivezetés: talán mindhárom tekercs külön-külön, és a test. Ez utóbbit könnyen kiméred, de a többi?? Ohm-mérővel a tekercseket is, de a bekötés lehet csillad-delta. Ki tudja.
Szép estét mindenkinek! Kellene egy kis segítség vettem egy protec 800w os marómotórt de seholsem találok bekötési rajzot róla. Egy Yaskawa VS mini J7 fogja vezérelni. Ha valakinek van a motorról infója megköszönném.
istvan3 | 713
2020-06-03 08:21:12
[6317]
Hú gyerekek.
Nagy ívben kerüljétek el a RATTM nevű csoda kínai főorsó gyártót.
Hozzám került egy régebbi szériás, keveset futott, ISO20-as szerszámcserélős főorsó.
A belső kúp 5 századot üt, ezzel együtt ugye a szerszám is. (ez lehet használatból adódó)
Szétszedtem, hogy megnézzem már mi van belül kíváncsiságból.
A szerszámbehúzó rugó, tengely és maga a behúzó fej a golyókkal, nem szerelhető. A forgórész tengelye 2 részből állt eredetileg, belerakták a belsejébe a behúzó egységet, majd összehegesztették a két félt, és leesztergálták méretre.
A két ferde hatásvonalú csapágy szintén nem cserélhető. Le kell préselni a magát a forgórészt a rotor tengelyről, és úgy lehetne cserélni, de ha le is jön a dolog, a kiegyensúlyozás biztosan kuka utána. Ha ki van egyáltalán egyensúlyozva.
A kis 800w-os motorjaikat pedig csillagfejű csavarral szerelik :D
Többe között arra lennék kíváncsi a hozzáértőktől, mennyire valós adatokat közöl, ezért is jó lenne hasonlítani olyannal amit használtok...
Előre is köszi!
Németh Szabolcs | 673
2020-03-01 16:27:45
[6315]
Köszönöm a választ ,reményeim szerint csak bír valamit ,igazábòl pròbadarab lesz ,meglátjuk. Szeretnék a gantry -re felrakni még 3 hasonlò spindlet ,mint a több fejes gyalugépeken ,hogy idöt spòroljunk,de ehhez még ki kell hogy derüljön az egész felépítmény stabil e ehhez .
Vettem egy ilyen spindle-t ,van esetleg valakinek tapasztalata vele ? Leginkább bronz ,sárgaréz ,nagyritkán alu marása lenne a feladata ,faipari profilmaròkésekhez hasonlatos maròfejekkel . Köszönöm Szabolcs
svejk | 33157
2020-01-30 10:27:29
[6312]
Nincs véletlen valakinek a látókörében egy Chiron FZ-18L marógép?
Nagyon kíváncsi lennék rá, hogy pontosan milyen típusú szerszámbefogó is való ezekhez gyárilag Az oké hogy 40-es, de maga a megfogás kialakítása érdekelne. (ez nem a csapágyas fajta)
D.Laci | 5546
2020-01-29 09:32:20
[6311]
"de nem az enyém" Ha nem tudod összerakni kor biztos a tiéd lesz!
A forgásjeladó kintről mérhető, ~560 Ohm a tekercs ellenállása. Gondolom olyan mint a Precise főorsókban. Egy tekercs van a forgórésztengely vége körül és a forgórészből feljutó mágneses mező párszor tíz mV-os szinusz jelet produkál.
Előzmény: Szalai György, 2020-01-28 18:54:42 [6309]
Szalai György | 9544
2020-01-28 18:54:42
[6309]
Operating hours counter-ra keresve más .pdf-ben is állítják, hogy van benne belső üzemóra számláló. A kérdés mostmár az, hogy lehet kiolvasni a tartalmát. Lehet, hogy az valami szervizinfó. Az a differenciál mágneses ellenállás forgásérzékelő is érdekes cucc lehet.b
Sokat látott tapasztalt fórumtársaimtól kérdezném, hogy ennél a Jager nagyfrekis motornál mi szösz lehet a 16. oldalon látható kapcsolási rajzon a két fázis közé kötött számláló?
No meg főleg mi és hogy?
A kapocsdobozban a csatlakozónál valóban le van ágazva két fázis és két szál drót megy valahova a motorba.
No de nincs ezen a motoron semmiféle számláló, visszajelző!