A tolómérős beállítást én úgy oldottam meg a hosszánon hogy,felfogattam a tolómérőt az ágyazatra, a csúszót meg a késtartóba, elővettem az olvasószemüvegemet és 0-ra álltam a tolómérőn,kimentem vele 350-ig mert, ott még van rajta osztás, a kijelzőn 349.2 A configban a szorzót 1.000 fölé kell vinni és újból kipróbálni. Van ennek matematikai számítása is, de az most nem jut eszembe. A keresztszánon viszont esztergálással lehet a legjobb megközelést elérni, elkezdjük mérőórával az alap ráállást. Aztán befogunk egy legnagyobb tárcsát, amit be tudunk fogni a tokmányunk külső pofáiba, de előtte ráhegesztünk a közepére valami köracél darabot, ezt esztergálással fölszabályozzuk, mondjuk, lesz 10mm az átmérő, ide beírjuk hogy x 10, enter. Aztán kimegyünk 250-re és ott is esztergálunk egy simítót,megmérjük a valós átmérőt, nézzük az útmérőt, mit mutat! és szorzunk a configban. Addig kell szorozni' amíg a tolómérővel mért átmérő és a kijelző mérete meg nem egyezik.
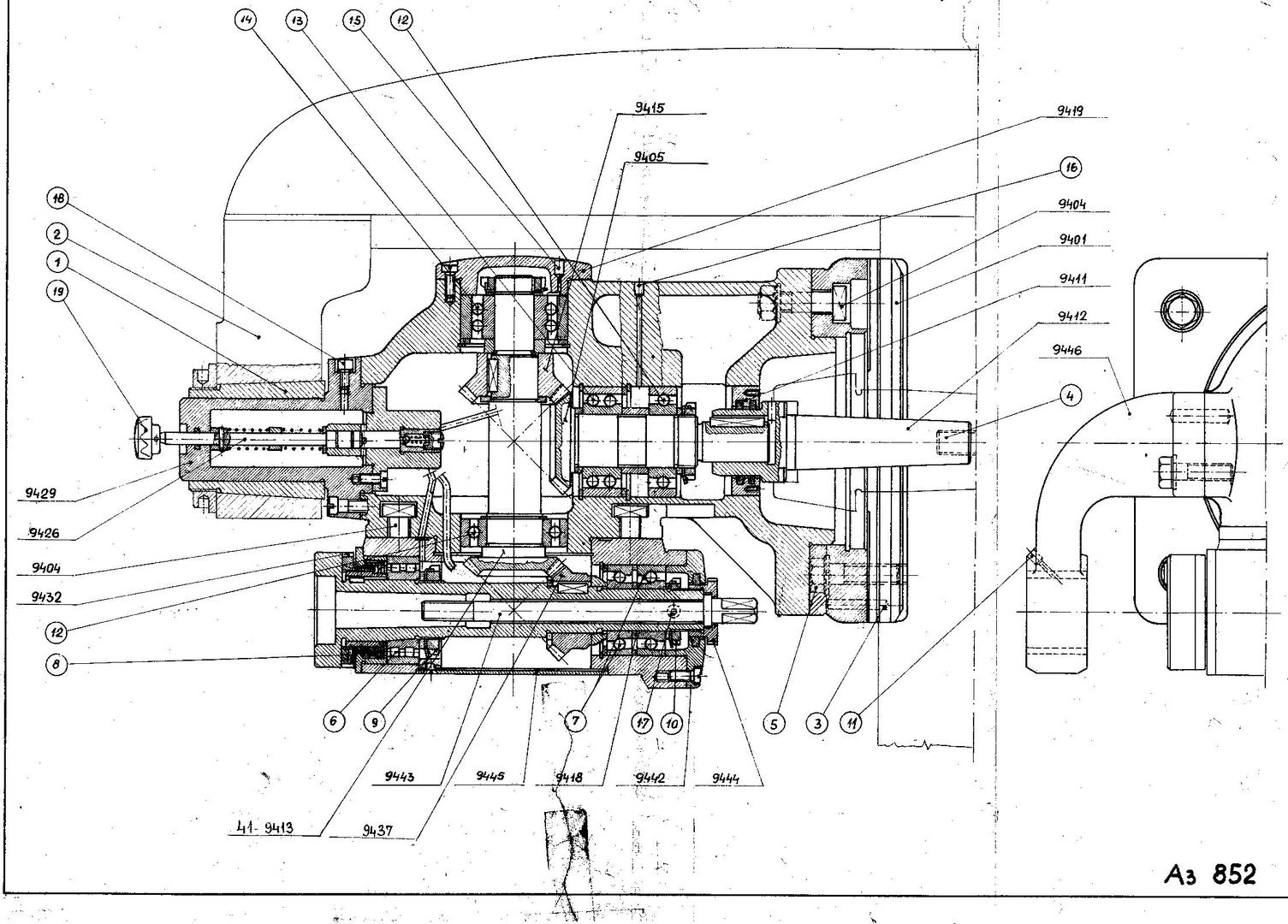
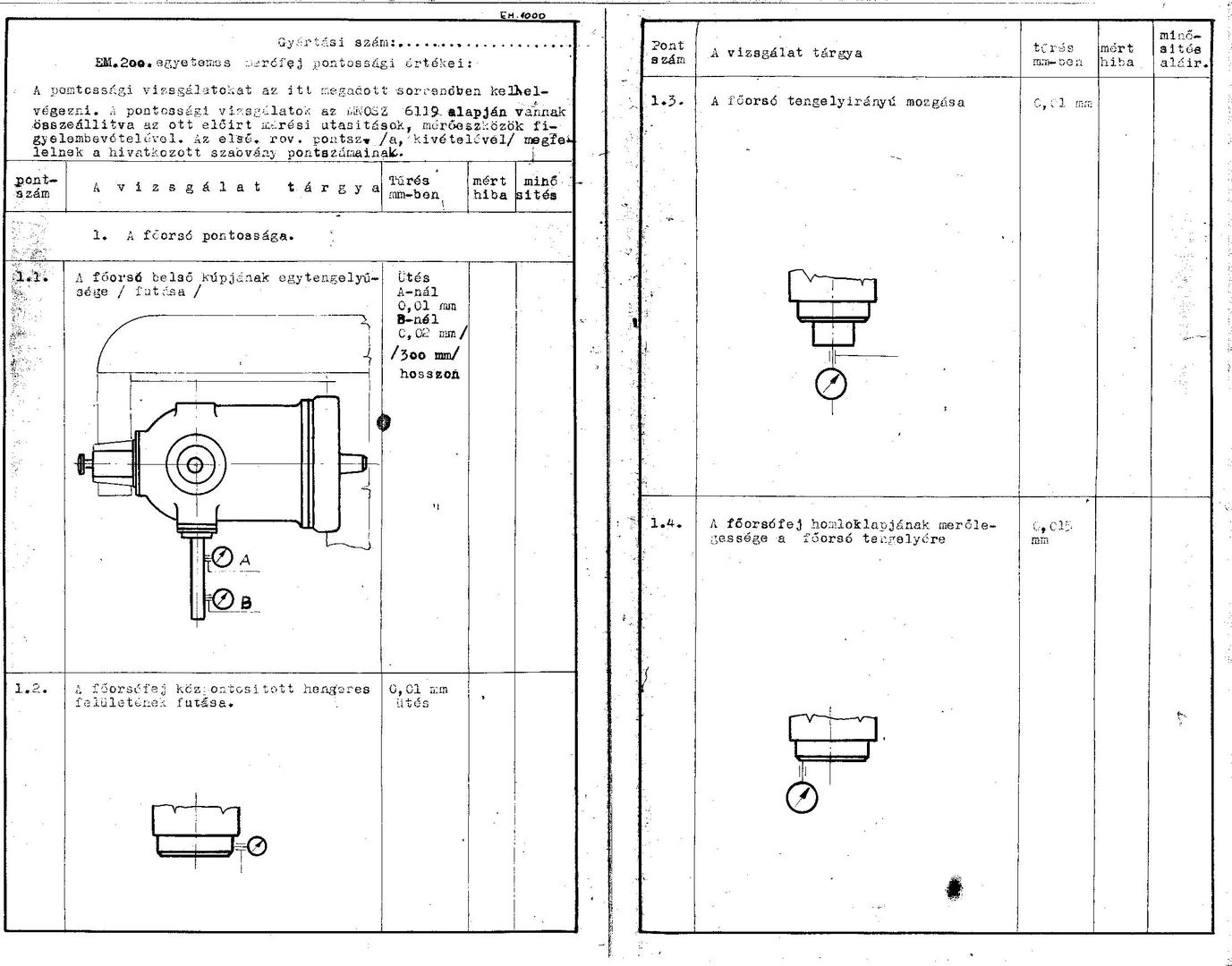
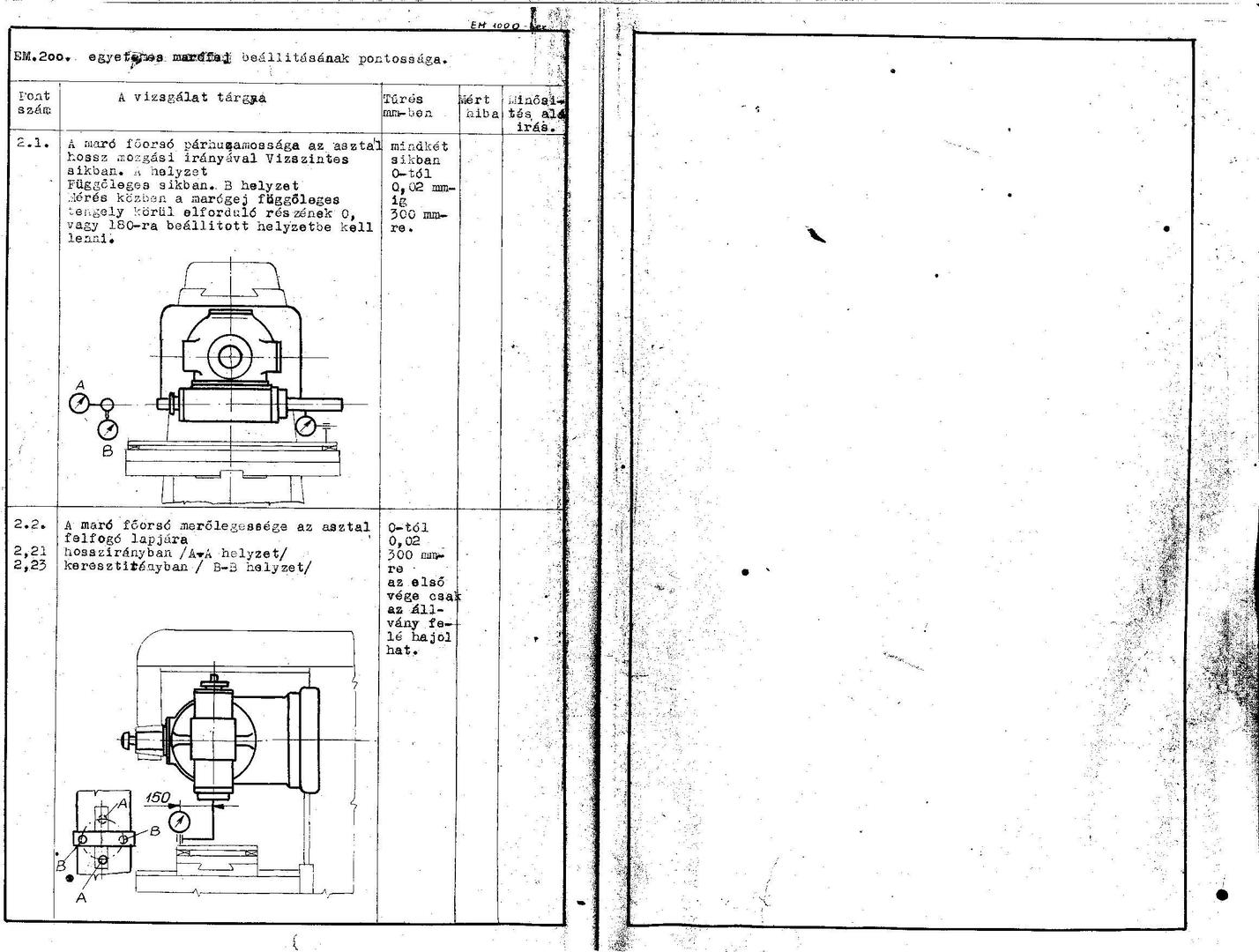
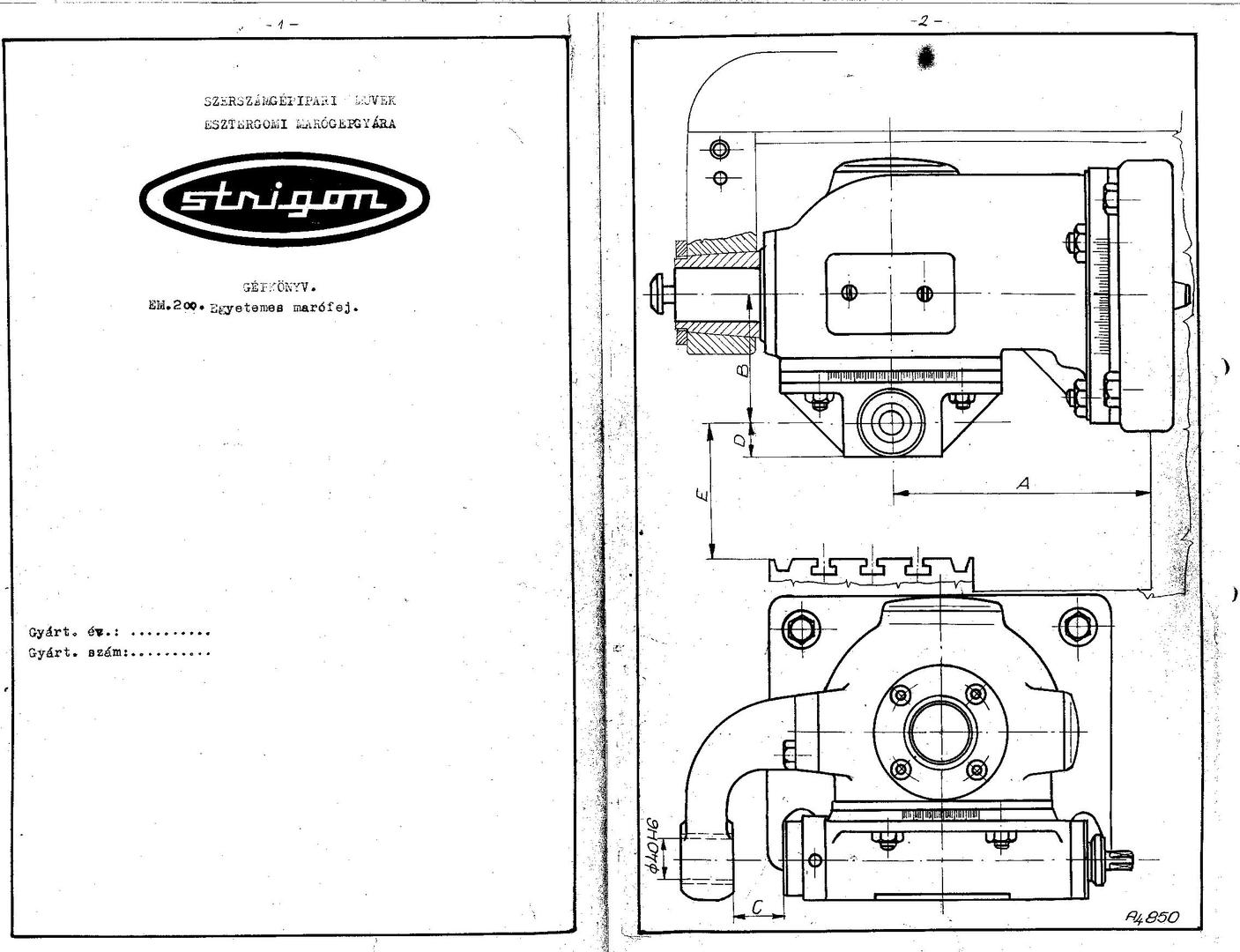
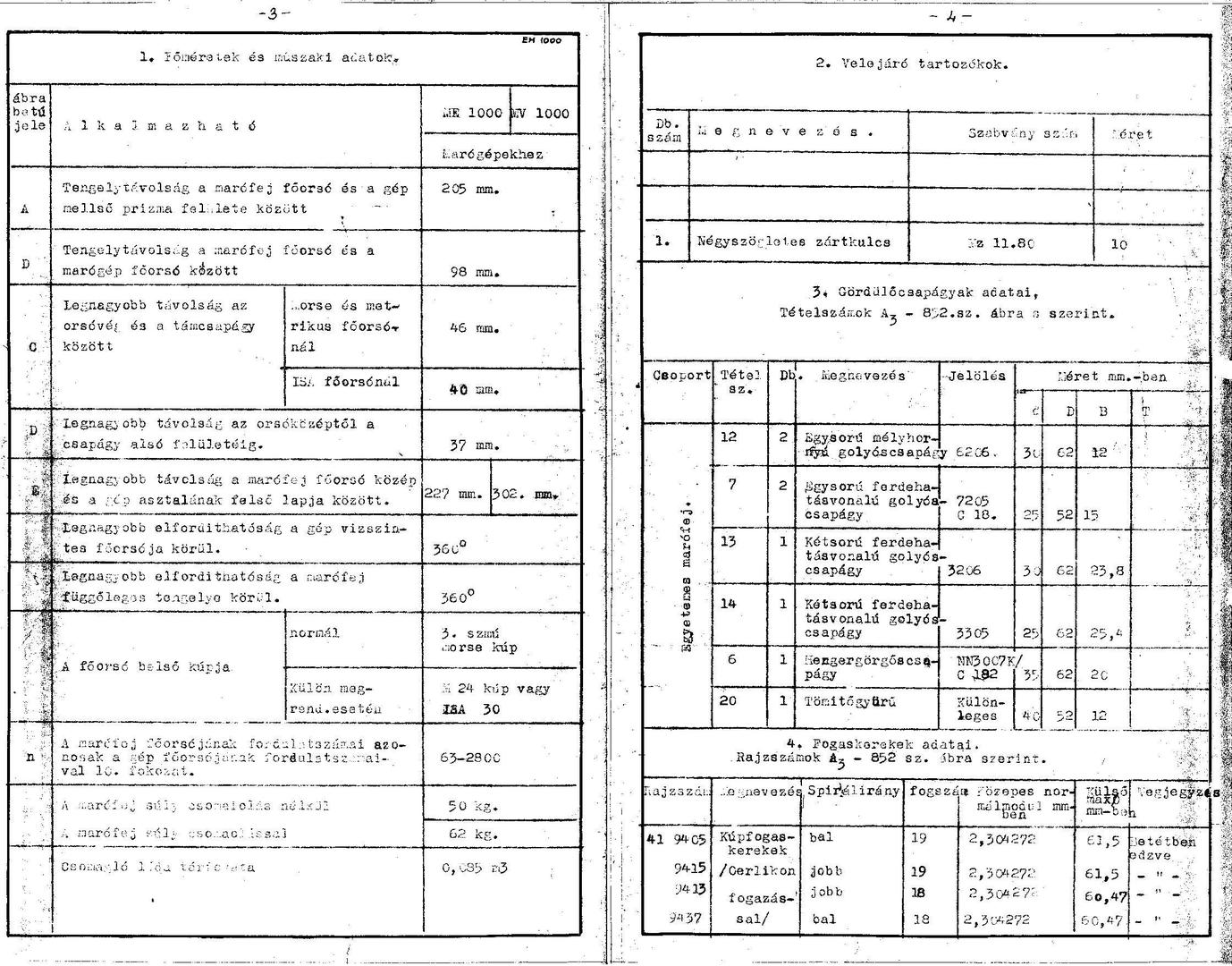
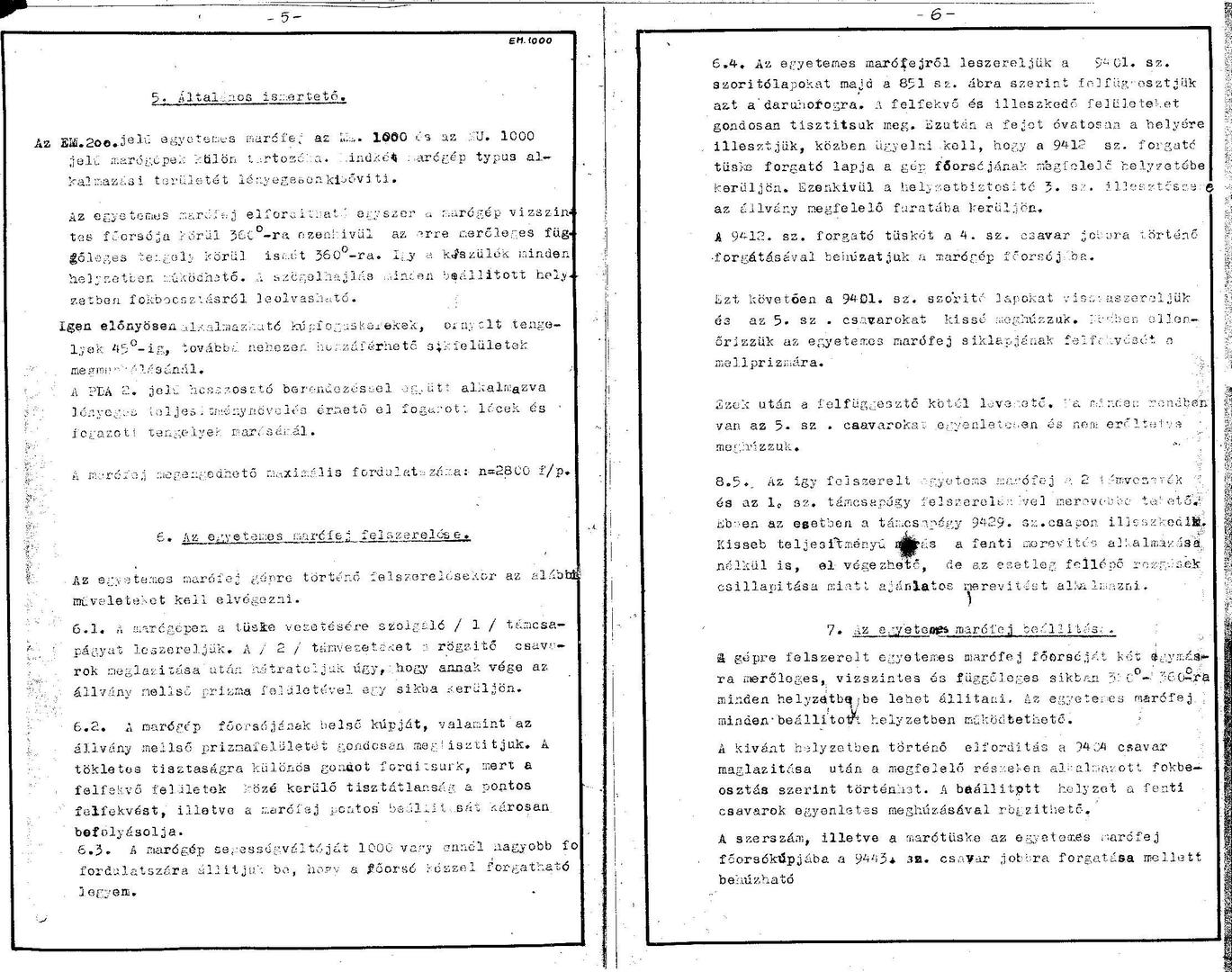
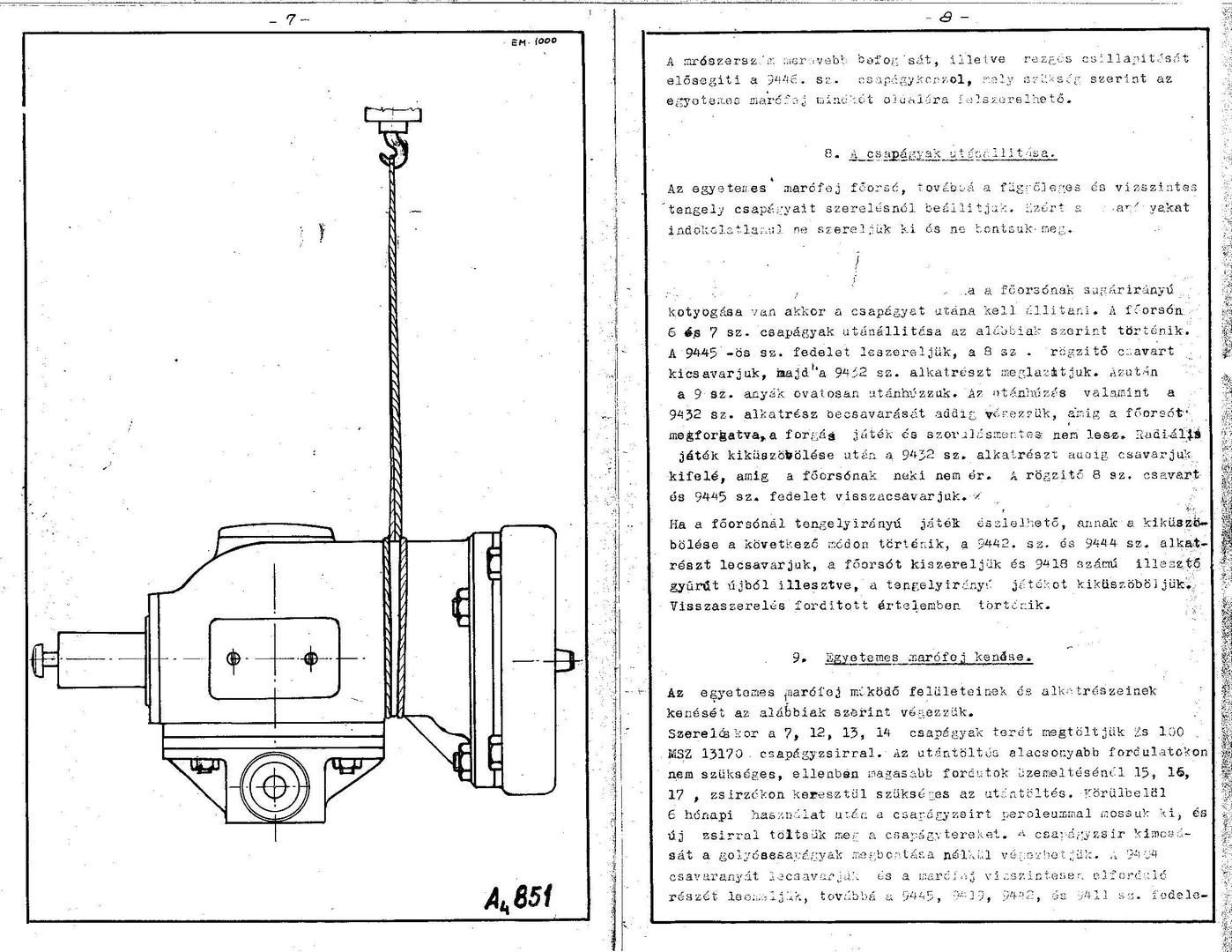
Soha nem lesz ilyenem, de utólagos engedelmeddel letöltöttem. Sok szép, szellemes gépészeti megoldás van benne. Egy kis nosztalgia. Klasszikus kivitelű robbantott ábrák, igen nagy valószínűséggel még kézi szerkesztéssel. (nyomdai dátum 8/77)
Kicsit más téma, de lehet, hogy valakit érdekel. Pár évig egy neves műszergyártó cég magyarországi képviseletén szervizmérnökként dolgoztam. A "hagyományos" enkóderes szögmérőrendszerek kiváltására kitaláltak egy pofon egyszerű és atombiztos megoldást, amit ráadásul nagyon olcsón lehetett gyártani. Addig az volt a módszer, hogy optikai úton a lehető legpontosabban kellett ráfényképezni vagy lézerrel égetni egy beosztást az üveglemezre, majd azt minél pontosabban centrírozva beszerelni a szögmérő rendszerbe. Az új módszer szerint némi túlzással bármilyen mintát kellett csak ráfotózni az üvegkörre és mindenféle igazgatás nélkül berakni a műszerbe. Az sem volt baj, ha nem volt teljesen koncentrikus. Összerakás után 30 fokonként körbe kellett forgatni a műszert, és egy benne levő CCD kamera lefotózta ami épp "látott". Természetesen átfedésekkel készültek a képek. Miután körbe lett forgatva a műszer, a teljes 360° fotója rendelkezésre állt. Ezután bárhol állt a leolvasó kamera, egy képfelismerő szoftver megkereste a statisztikailag legjobban illeszkedő pozíciót az eltárolt fotó és a kamera képe között. Ezzel a módszerrel tized másodperc pontosan lehetett szöget mérni. És az sem zavarta, ha szennyeződött az üvegkőr, nem volt linearitási, centrírozási hiba sem. Az egyetlen kritérium az volt, hogy semmi ne "lötyögjön".
Kopirnyák | 2580
2020-10-12 09:22:55
[5673]
Tolómérőt kinyitod legnagyobb értékére pontosan, fixen lerögzíted az asztalra, tapintóval mérsz pofától pofáig, aztán a készülékben korrigálod a "valós" és a dro által mért értéket a leírtak szerint. Szerintem. Én így csináltam, csak mérőhasábbal.
Ez is úgy lehet mint annó, a magnószalag gyártása. Nem gyártanak Kínában minden sarkon üveglécet, valószínűleg ezt használják a további felfasználók is, az enyém is pont így néz ki csak más a neve...
Ha oda jutsz!Meg kell bízni valamelyik nagyobb méretű, tolómérőben, 300-as már jó. Aztán a paraméterezésnél addig kell játszani' a szorzókkal, hogy a méréssel jó legyen. A többit majd a szerszámbemérésnél pontosítod, a tévesztés annyi lesz mint, 300mm-en a 100%-hoz képest,elenyésző...
Kb 150mm-ig raporterrel. Úgy nézett ki hogy a gép saját skálája ezen a távon pontos, így a továbbiakban a lécet már ehhez mértem. Persze ez nem az igazi, majd a hétvégén felrakok egy ezredes órát és több lépésben a teljes mozgástartományban raporterhez fogok mérni. Sok szöszmötöléssel jár a dolog, de magam is kíváncsi vagyok, mert az is kiderülhet hogy a gép orsója középtájon kopottabb és ezért láttam nagyobb hibát a szélek felé. ( az orsót csak középen ellenőriztem )
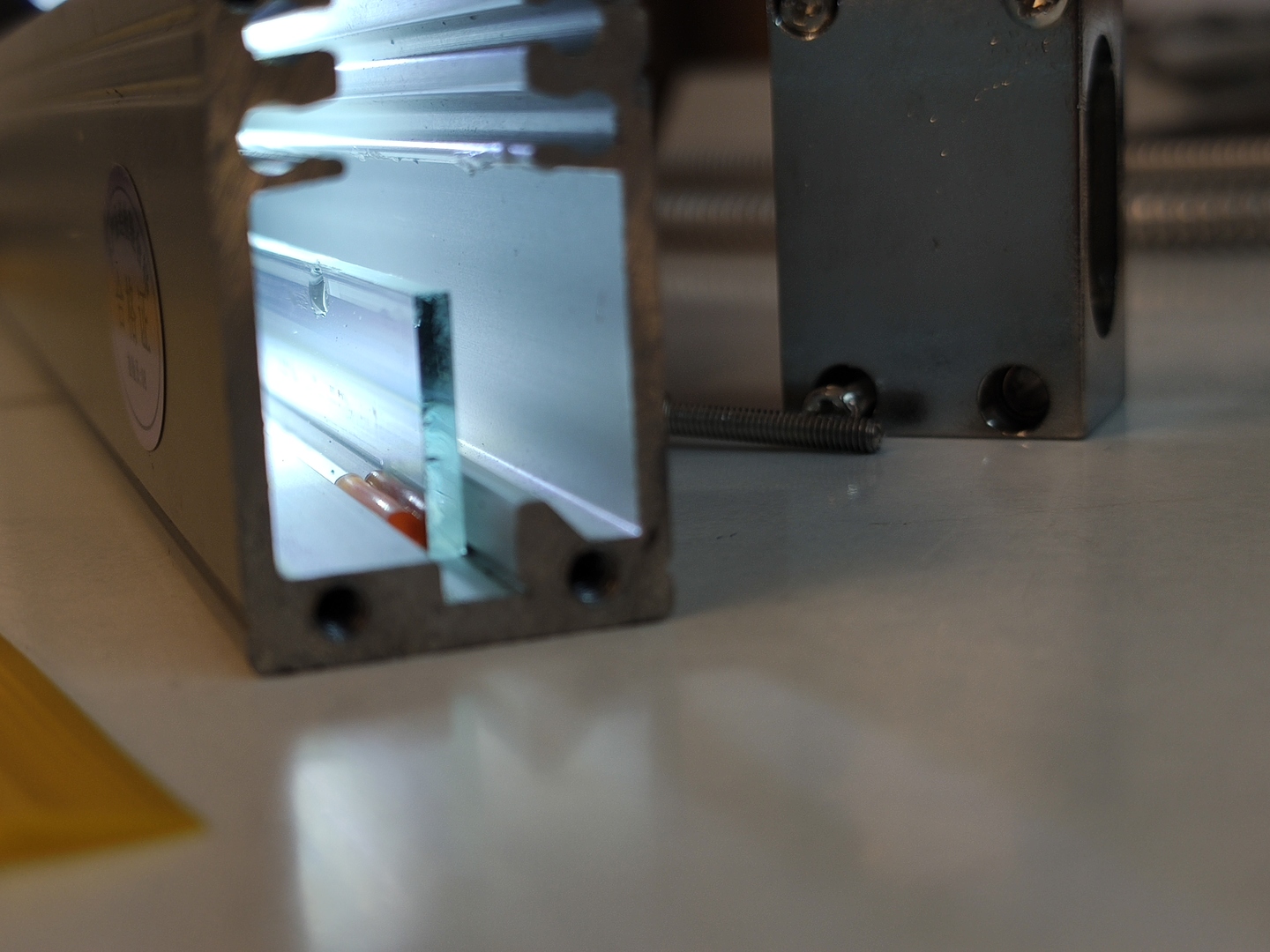
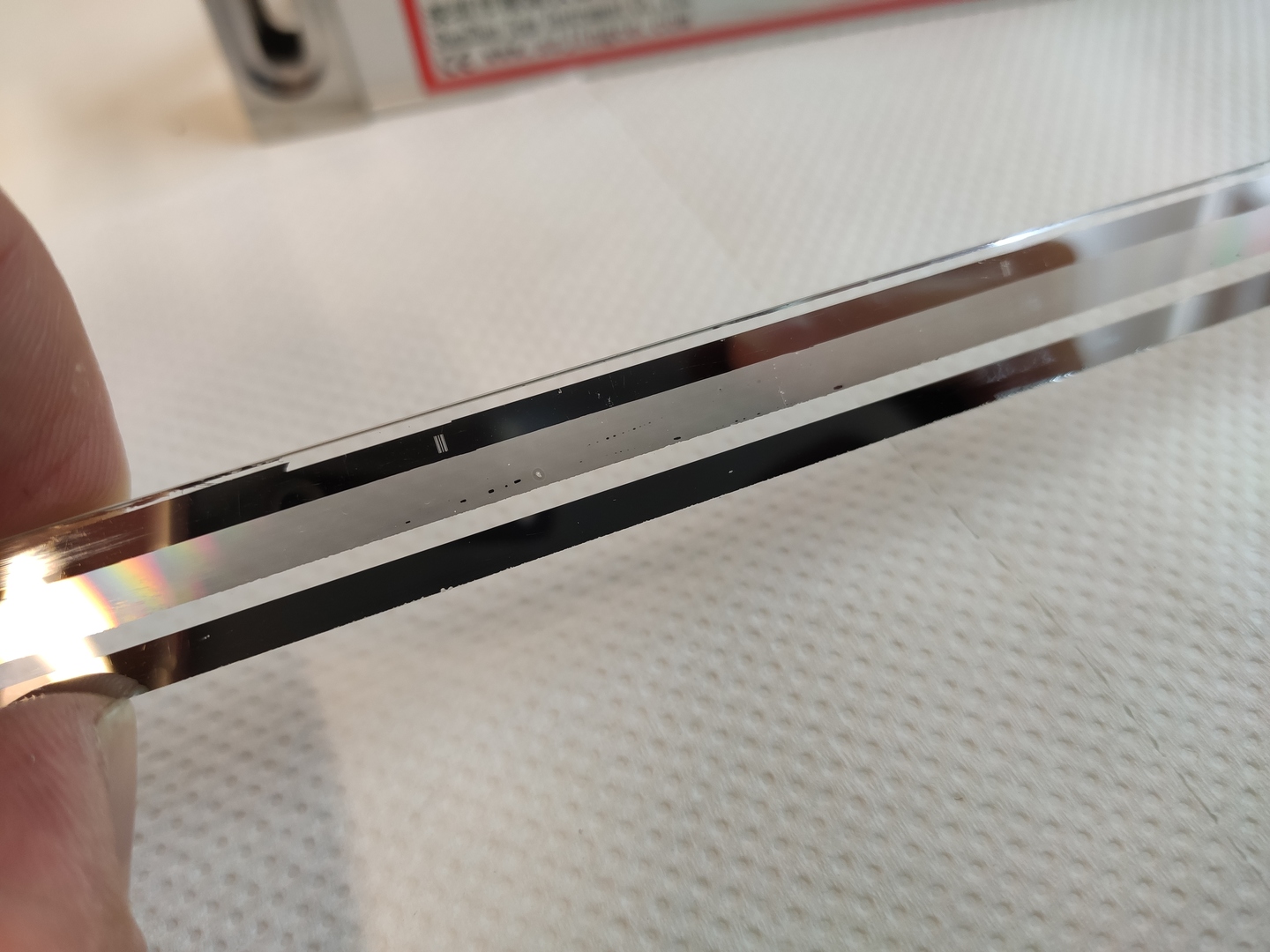
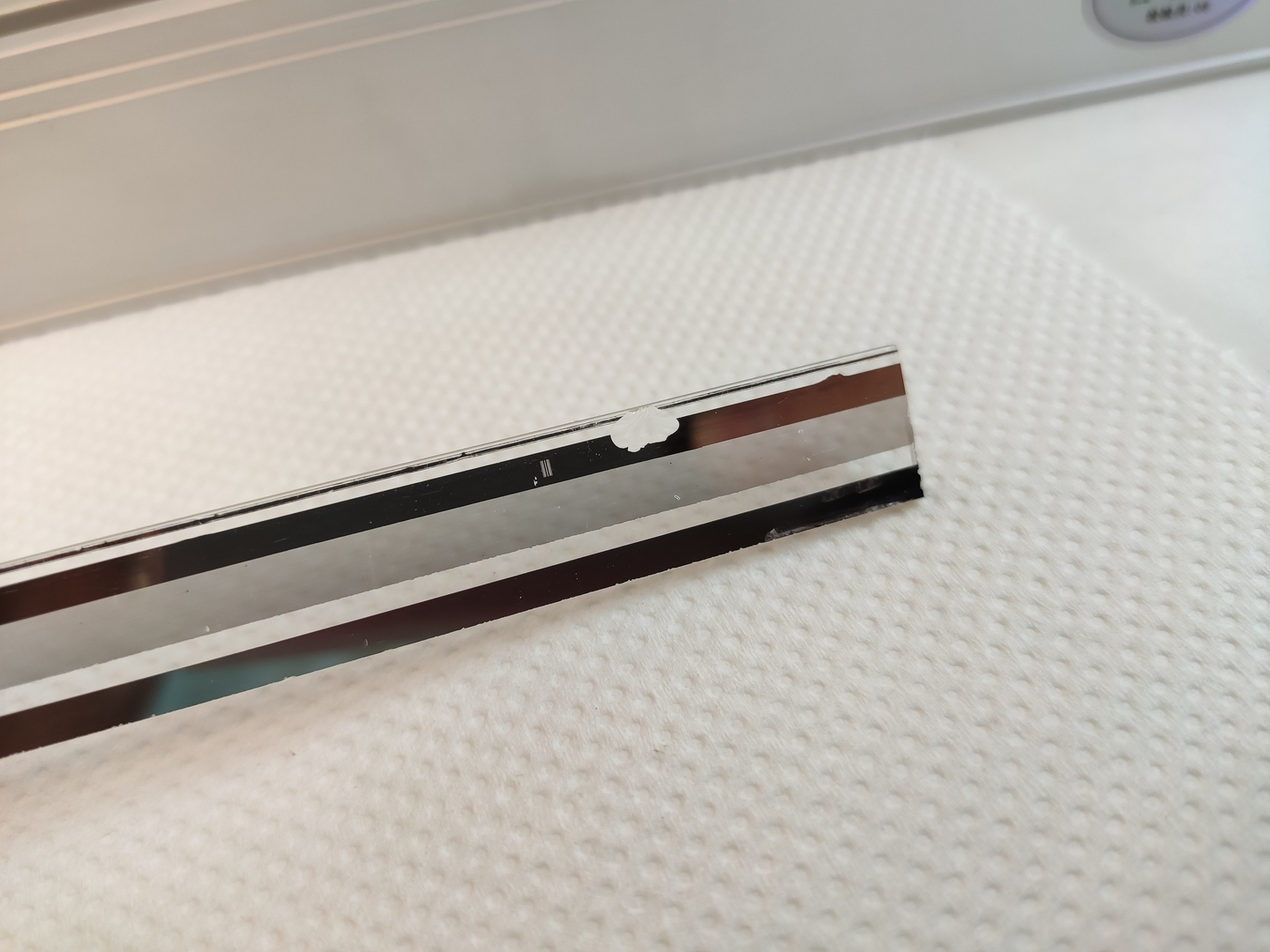
Nekem ez a fajta lécem van, nagyon nem estem hasra tőle... Jól megkenték szilikonzsírral, azt végigkente belül a fej. Üvegléc megpattanva, a másik vége felé pedig szemmel látható hiba a réseknél.
Az egyik lécet ellenőriztem eddig (400mm hosszú 5um-es léc) Nos elég durván pontatlan, közepe felé majdnem 3 tized az eltérés. A visszaállási pontossága teljesen jó, gyakorlatilag 0.01mm alatti. Az irányváltási eltérés kb 0.02 de ez a gép és a léc együttes hibája. Még nem kalibráltam de elvileg lehet lineárisan illetve több ponton pl 25 milliméterenként korrekciós értékeket megadni így itt pontos lesz, a pontok között pedig interpolál. Ezzel várhatóan a teljes hosszon tudni fogja a +-0.02mm pontosságot. Ez nekem egy öreg maróra teljesen jó. Persze egy köszörű gépre azért márkásabb mérőlécet vennék.
Én is tervezek venni ilyet. Tényleg jó árban vannak, de kiváncsi vagyok milyen minőséget várhatok tőlük. Meg tennél esetleg annyit, hogy magának a mérőlécnek megnézed a pontoságát, mondjuk egy mérőórával összevetve?
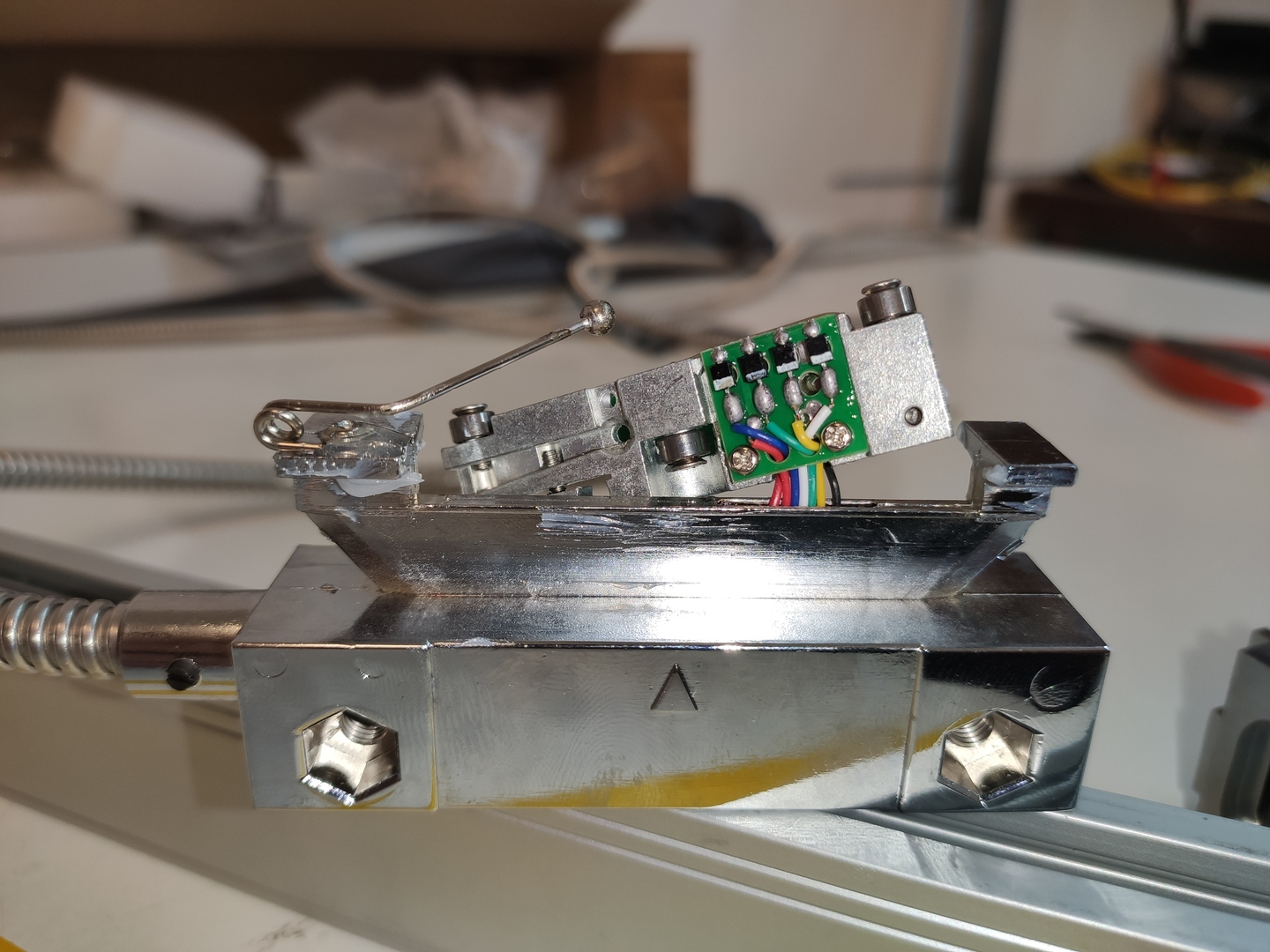
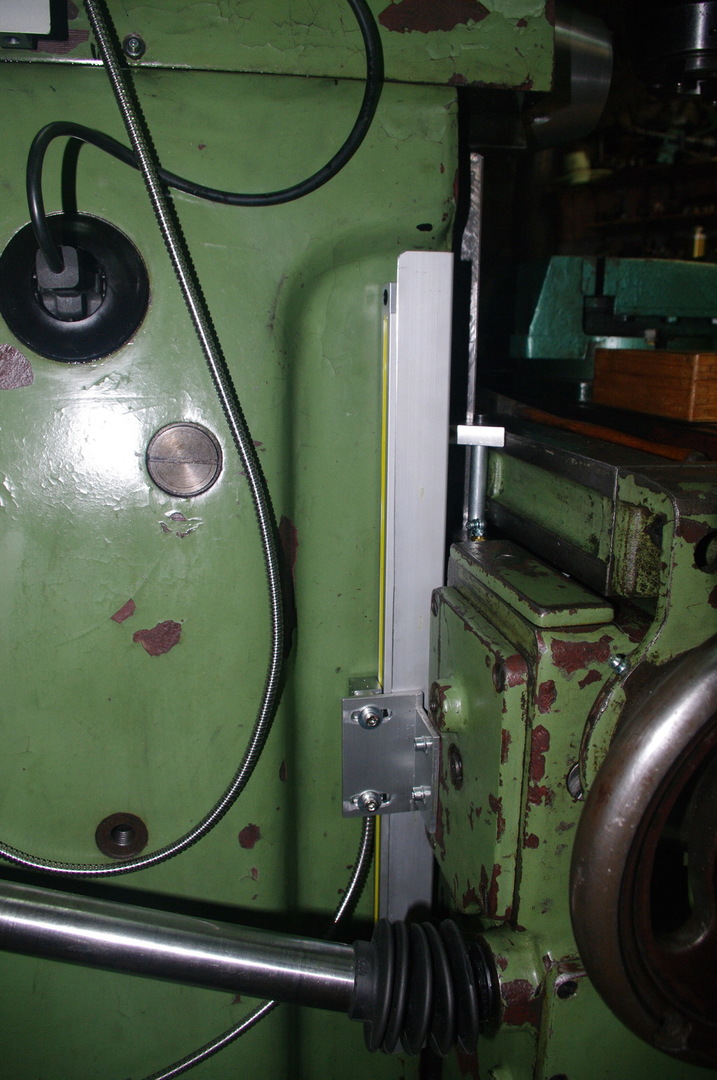
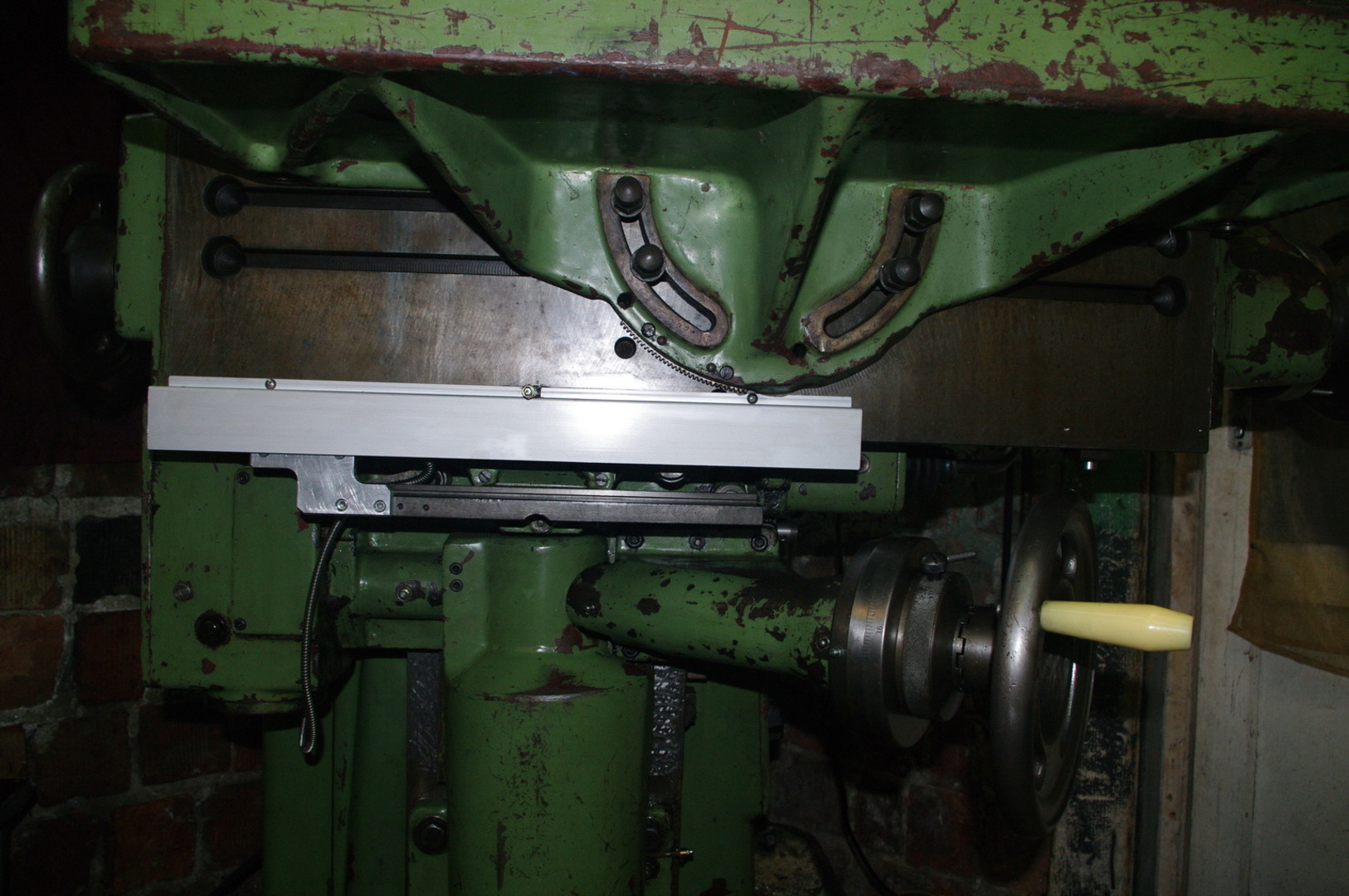
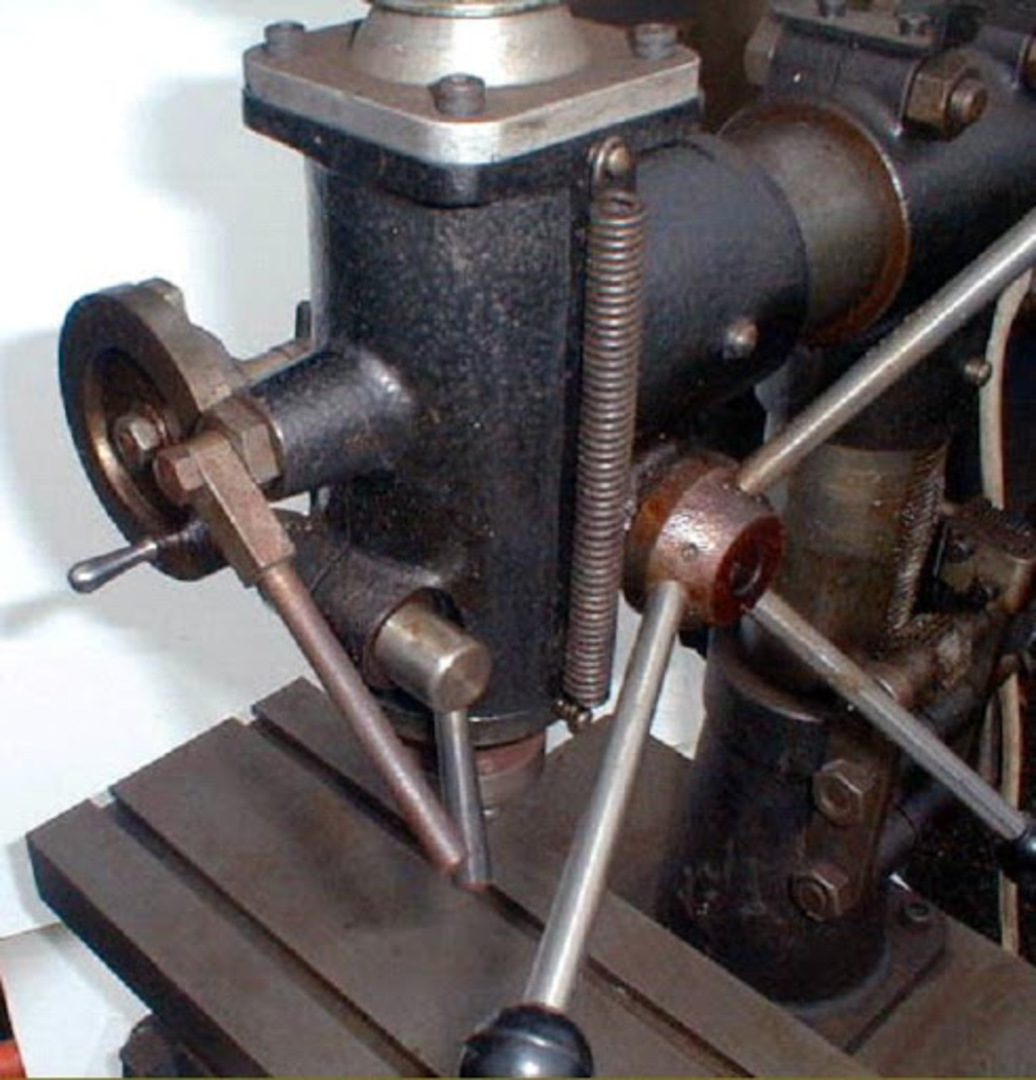
Felkerült a marógépemre egy kínai DRO. Már működik, de még hátra van a kábelek elrendezése és a kalibrálás. Mutatok azért pár fotót hátha más is kedvet kap.
Bőven elég egy nút, inkább csak prizmát, ütközőt szoktunk a fúró asztalára fogni, satut elég ritkán, mert a fúróval "célozni" kell. Nekem kereszt nút van a gépemen de inkább zavaró, ugyanis segéd asztalt kell felrakni hogy a kisebb darabok ne billenjenek el.
Szép jóestét mindenkinek! Egy kis segítségre, tanácsadásra lenne szükségem! Vettem egy régi asztali fúrógépet és teljes felújításba kezdtem.(rozsdátlanítás, festés, csapágyak cseréje, stb.) Nagyon masszív jó konstrukció, de nem értem, hogy miért van csak egy T-nút az asztal oszlop felőli részén? Gondolom nem véletlen. De hogyan lehet így rögzíteni egy satut? Köszönöm, ha tud valaki segíteni...
Ötletem van bőven: Szeretnék a csapágyház alsó végére egy alu elemet rögzíteni aminek egyik nyúlványára egy függőleges húzórugó csatlakozna ami emelné az orsót. Ugyanide illeszkedne egy hosszú utas mérőóra ami a pozíciót mutatja. A fogastengely négyszögébe egy toldót illesztenék fixen, ezen volna 1..3 kar hasonlóan egy oszlopos fúróhoz. A tengelyre menne még egy csigakerék amihez egy bebillenthető csigatengely csatlakozna egy kis kézi kerékkel, így marni is lehetne a vertikál előtolását használva.
Előzmény: Takács István, 2020-09-24 08:31:41 [5652]
Takács István | 95
2020-09-24 08:31:41
[5652]
Szia! Nemrégiben vásároltam egy FUW 250x710 marógépet ha jól látom a tied is hasonló.Szomorúan tapasztaltam a vertikálfej fúróorsó visszahúzó rugónak a hiányát, és én is gondoltam utólag tenni kellene rá. Neked esetleg van már konkrét ötleted. Üdv. Takács István
Valaki szerelt már fel Strigon ME1000-re lineáris útmérőt? Jól jönne pár bevált ötlet. Az aztal viszonylag egszerű, de a z és az y már elég macerásnak tűnik.
Üdv
Csuhás | 6653
2020-09-23 10:35:44
[5650]
Az is jó lehet. Azért választottam ezt a megoldást mert meglevő anyagokból összedobtam, egyedül fékbetét szalagot vásároltam. Két mozdulattal levehető a szalag, és a tárcsa akkor is fent maradhat mint lendkerék. A tárcsa is simán feljebb rakható ha éppen fúrni akarok. ( Ez utóbbi nagyon ügyetlen ezen a gépen mert nincs visszahúzó rugó. Majd az is sorra kerül persze. )
Készítettem a marógép vertikál fejére egy gyorsan felrakható szalagféket, mert zavart hogy nagyon csörömpöltek a fogaskerekek tagolt felület marásakor.
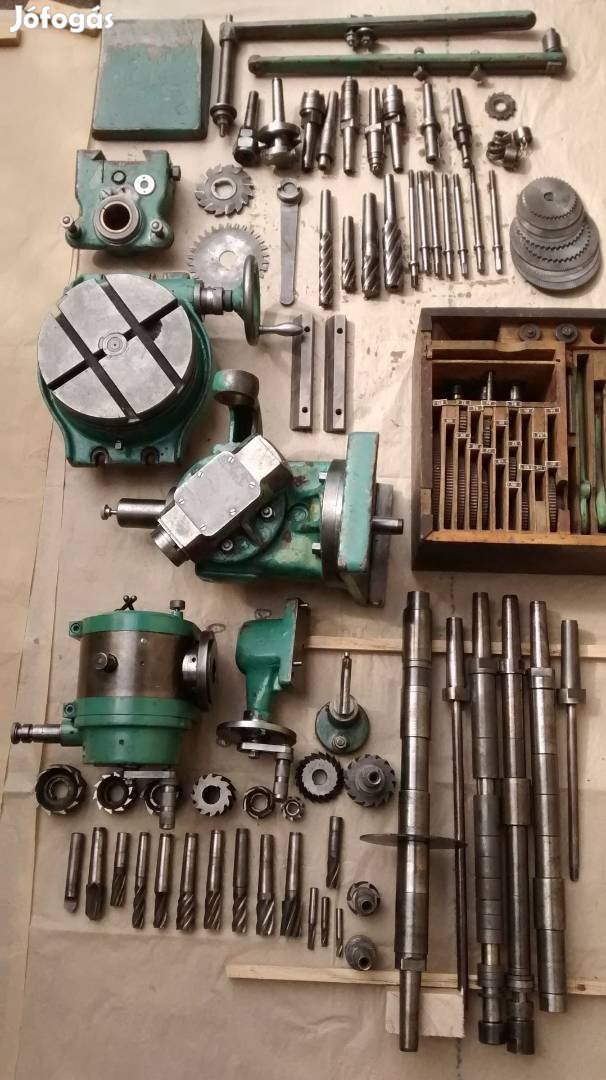
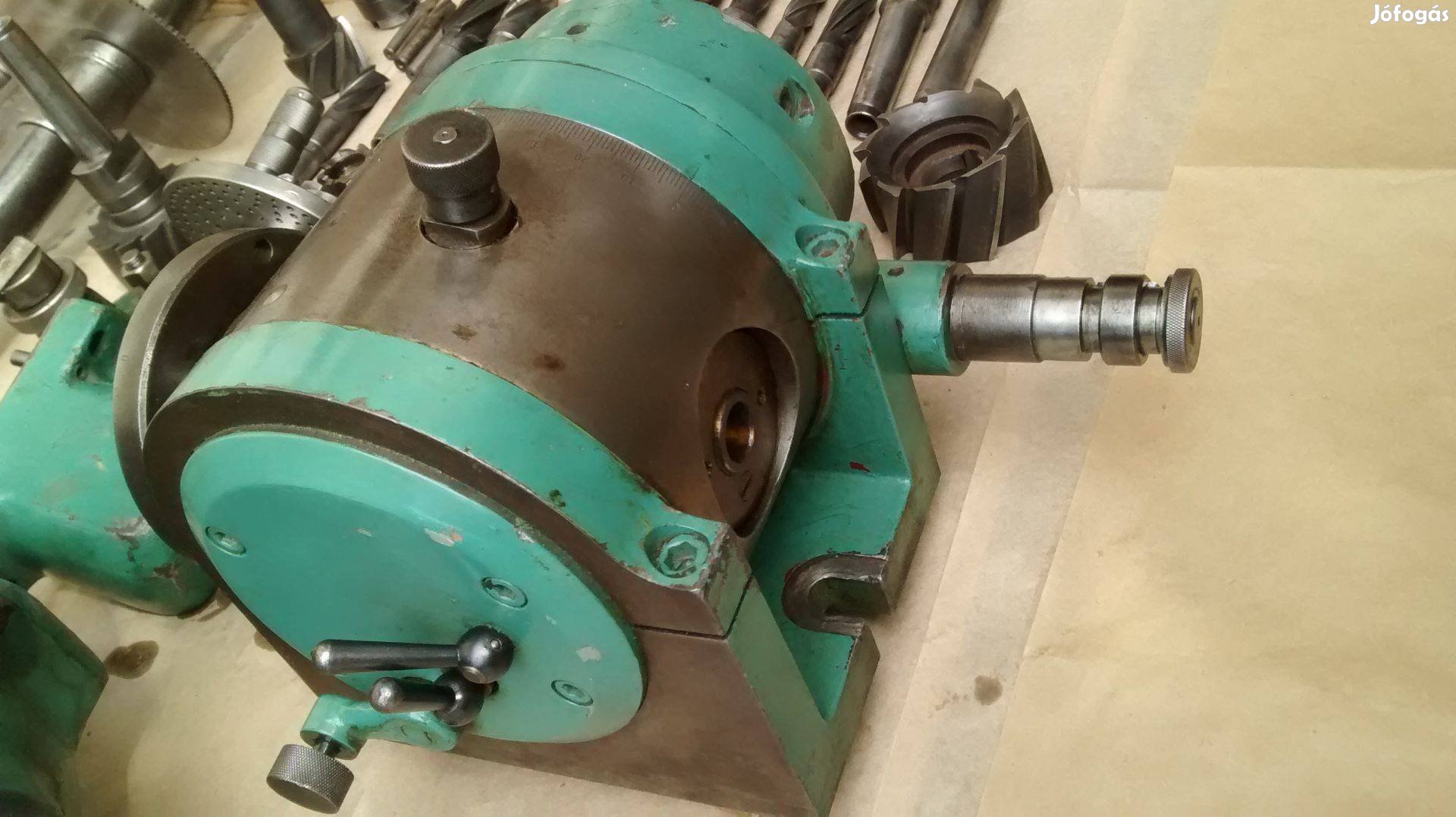
Osztófejhez való, differenciál-osztáshoz, spirálmaráshoz. Van mellette legalább 2db. tartóvilla is. Osztófejtől jobbra az hosszosztó készülék az asztal végére...
Köszönöm, akkor legjobb ha leméregetem az illesztő peremet majd. Kaptam egy láda csere kereket is amiből hiányzik pár darab. Na az mire való mikor hol és miért kell fogaskereket cserélni ? (kép jobb oldala középen)
Köszönöm, ilyesmire gondoltam de marásban nagyon kezdő vagyok. Ha a türelmetek engedi lesz még idővel pár kérdésem. -Nem szeretném eladni most vettem a gépet meg sok mindent vele együtt amik közt van pár dolog ami fejtörést okoz. Majd a téli hónapokban szeretnék barátkozni a géppel munkaközben egyenlőre csak beraktam a műhelybe. Az tudja valaki hogy az osztófejre milyen tokmányt lehet felrakni macera nélkül?