|
Előzmény: peppe51, 2025-04-24 13:36:38 [6615]
|
|
Előzmény: peppe51, 2025-04-24 13:36:38 [6615]
|
|
Előzmény: Robsy1, 2025-04-24 11:51:36 [6613]
|
|
Előzmény: peppe51, 2025-04-24 11:35:27 [6612]
|
|
Előzmény: peppe51, 2025-04-24 11:35:27 [6612]
|
|
Előzmény: Bonyhádi, 2025-04-21 18:07:21 [6610]
|
|
Előzmény: Csuhás, 2025-04-21 06:54:23 [6609]
|
|
Előzmény: Bonyhádi, 2025-04-21 01:43:49 [6608]
|
|
Előzmény: PSoft, 2025-03-31 20:43:29 [6606]
|
|
Előzmény: jani300, 2025-03-31 20:37:11 [6605]
|
|
Előzmény: PSoft, 2025-03-31 20:27:35 [6604]
|
|
Előzmény: jani300, 2025-03-31 20:14:28 [6602]
|
|
Előzmény: Vetesi75, 2025-03-31 16:57:13 [6599]
|
|
Előzmény: Vetesi75, 2025-03-31 16:57:13 [6599]
|
|
Előzmény: PSoft, 2025-03-31 14:33:15 [6597]
|
|
Előzmény: peppe51, 2025-03-31 13:45:09 [6596]
|
|
Előzmény: peppe51, 2025-03-31 13:45:09 [6596]
|
|
Előzmény: Attis92, 2025-03-18 19:08:26 [6594]
|
|
Előzmény: paradipiro, 2024-12-09 16:45:48 [6576]
|
|
Előzmény: Vetesi75, 2025-03-13 19:35:10 [6590]
|
|
Előzmény: jani300, 2025-03-13 16:33:47 [6589]
|
|
Előzmény: kmil, 2025-03-12 16:57:59 [6587]
|
|
Előzmény: majer, 2024-12-24 17:24:49 [6584]
|
|
Előzmény: lari, 2024-12-20 13:27:04 [6583]
|
|
Előzmény: paradipiro, 2024-12-09 16:45:48 [6576]
|
|
Előzmény: ANTAL GÁBOR, 2024-12-09 16:51:41 [6577]
|
|
Előzmény: ANTAL GÁBOR, 2024-12-09 16:51:41 [6577]
|
|
Előzmény: paradipiro, 2024-12-09 16:45:48 [6576]
|
|
Előzmény: Tari Gábor, 2024-11-13 09:01:28 [6573]
|
|
Előzmény: ANTAL GÁBOR, 2024-11-13 08:10:13 [6572]
|
|
Előzmény: Tari Gábor, 2024-11-12 21:49:56 [6571]
|
|
Előzmény: ANTAL GÁBOR, 2024-11-12 08:00:01 [6570]
|
|
Előzmény: ANTAL GÁBOR, 2024-11-12 07:44:04 [6569]
|
|
Előzmény: Tari Gábor, 2024-11-11 21:23:57 [6567]
|
|
Előzmény: Tari Gábor, 2024-11-11 21:18:20 [6566]
|
|
▲
◊
|
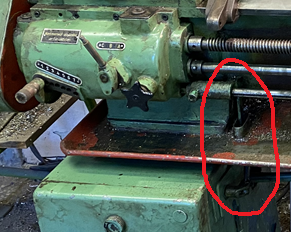




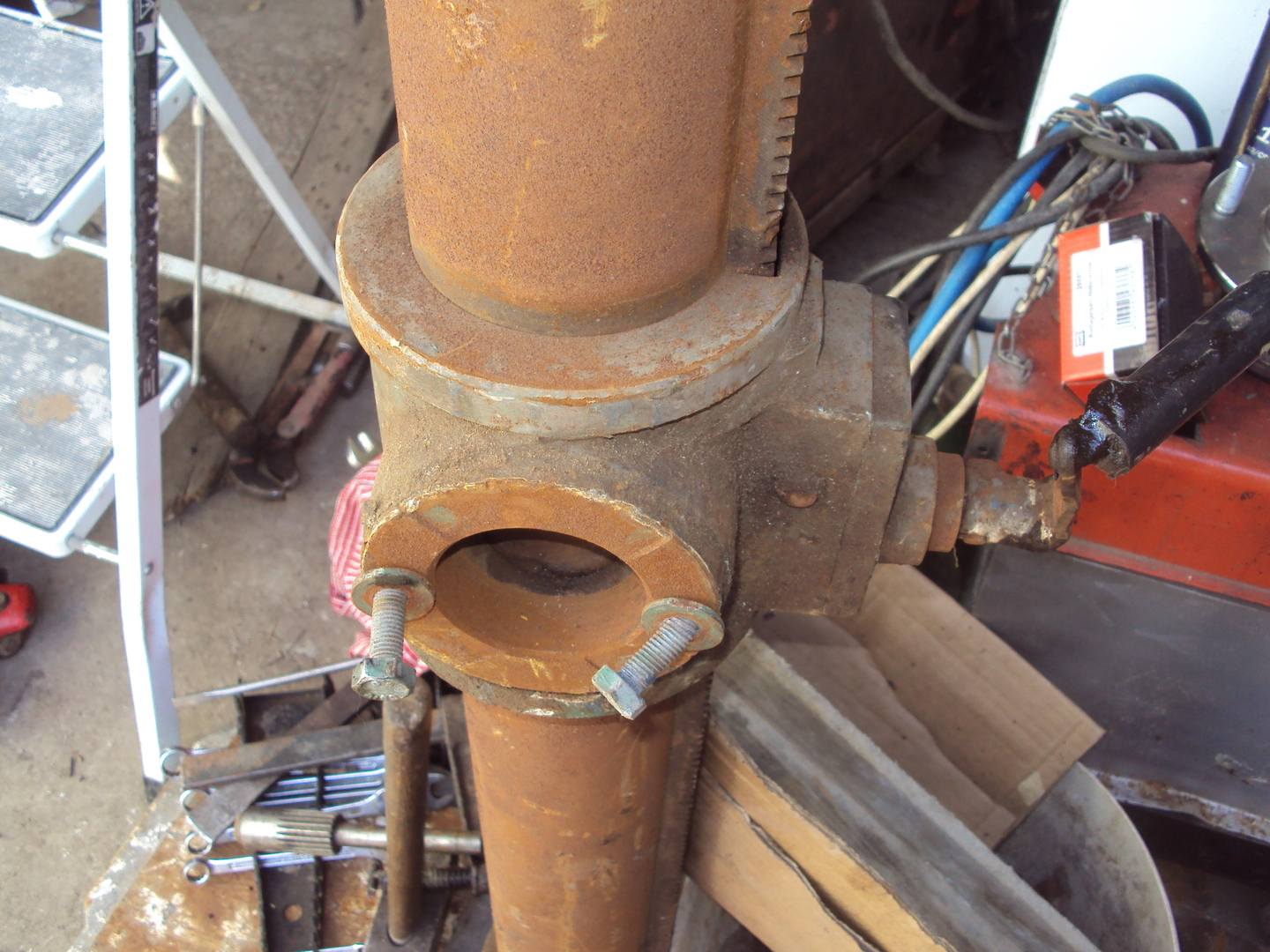
 . Nem láttam még másik ilyen gépet, de feltételezem hogy ennek nem ilyennek kellene lennie.
. Nem láttam még másik ilyen gépet, de feltételezem hogy ennek nem ilyennek kellene lennie.