|
Előzmény: Kicsa, 2012-04-13 09:45:00 [647]
|
|
Előzmény: Szalai György, 2012-04-13 06:50:00 [646]
|
|
Előzmény: Kicsa, 2012-04-12 18:23:00 [636]
|
|
Előzmény: Szedlay Pál, 2012-04-12 20:59:00 [643]
|
|
Előzmény: Csipi, 2012-04-12 20:55:00 [641]
|
|
Előzmény: csewe, 2012-04-12 19:42:00 [639]
|
|
Előzmény: csewe, 2012-04-12 19:42:00 [639]
|
|
Előzmény: Kicsa, 2012-04-12 18:42:00 [638]
|
|
Előzmény: Kicsa, 2012-04-12 18:42:00 [638]
|
|
Előzmény: NyariG, 2012-04-12 18:31:00 [637]
|
|
Előzmény: Kicsa, 2012-04-12 18:23:00 [636]
|
|
Előzmény: n/a (inaktív), 2012-03-28 04:41:00 [634]
|
|
Előzmény: Kicsa, 2012-03-27 20:38:00 [627]
|
|
Előzmény: Áts László, 2012-03-27 21:23:00 [632]
|
|
Előzmény: Kicsa, 2012-03-27 21:19:00 [631]
|
|
Előzmény: Áts László, 2012-03-27 21:15:00 [630]
|
|
Előzmény: Kicsa, 2012-03-27 21:11:00 [629]
|
|
Előzmény: Áts László, 2012-03-27 21:06:00 [628]
|
|
Előzmény: Kicsa, 2012-03-27 20:38:00 [627]
|
|
Előzmény: n/a (inaktív), 2012-03-18 19:06:00 [624]
|
|
Előzmény: Kicsa, 2012-03-18 18:53:00 [623]
|
|
Előzmény: Csaba, 2012-03-12 19:50:00 [615]
|
|
Előzmény: Csaba, 2012-03-12 19:50:00 [615]
|
|
Előzmény: Csaba, 2012-03-12 21:10:00 [619]
|
|
Előzmény: Kulcsar Zoltan, 2012-03-12 20:12:00 [618]
|
|
Előzmény: Csaba, 2012-03-12 19:50:00 [615]
|
|
Előzmény: Csaba, 2012-03-12 19:50:00 [615]
|
|
Előzmény: Csaba, 2012-03-12 19:50:00 [615]
|
|
Előzmény: Kulcsar Zoltan, 2012-03-12 18:04:00 [600]
|
|
Előzmény: Kicsa, 2012-03-12 19:38:00 [611]
|
|
Előzmény: keri, 2012-03-12 19:24:00 [608]
|
|
Előzmény: Kulcsar Zoltan, 2012-03-12 19:37:00 [610]
|
|
Előzmény: keri, 2012-03-12 19:24:00 [608]
|
|
Előzmény: Kicsa, 2012-03-12 18:52:00 [606]
|
|
Előzmény: Kicsa, 2012-03-12 18:19:00 [601]
|
|
Előzmény: Kulcsar Zoltan, 2012-03-12 18:00:00 [599]
|
|
Előzmény: Csaba, 2012-03-12 17:53:00 [597]
|
|
Előzmény: Szalai György, 2012-03-12 18:40:00 [605]
|
|
Előzmény: Kicsa, 2012-03-12 16:17:00 [593]
|
|
Előzmény: Csaba, 2012-03-12 18:35:00 [603]
|
|
Előzmény: Kicsa, 2012-03-12 18:19:00 [601]
|
|
Előzmény: Kulcsar Zoltan, 2012-03-12 18:04:00 [600]
|
|
Előzmény: Csaba, 2012-03-12 17:53:00 [597]
|
|
Előzmény: Csaba, 2012-03-12 17:53:00 [597]
|
|
Előzmény: Kicsa, 2012-03-12 16:17:00 [593]
|
|
▲
◊
|
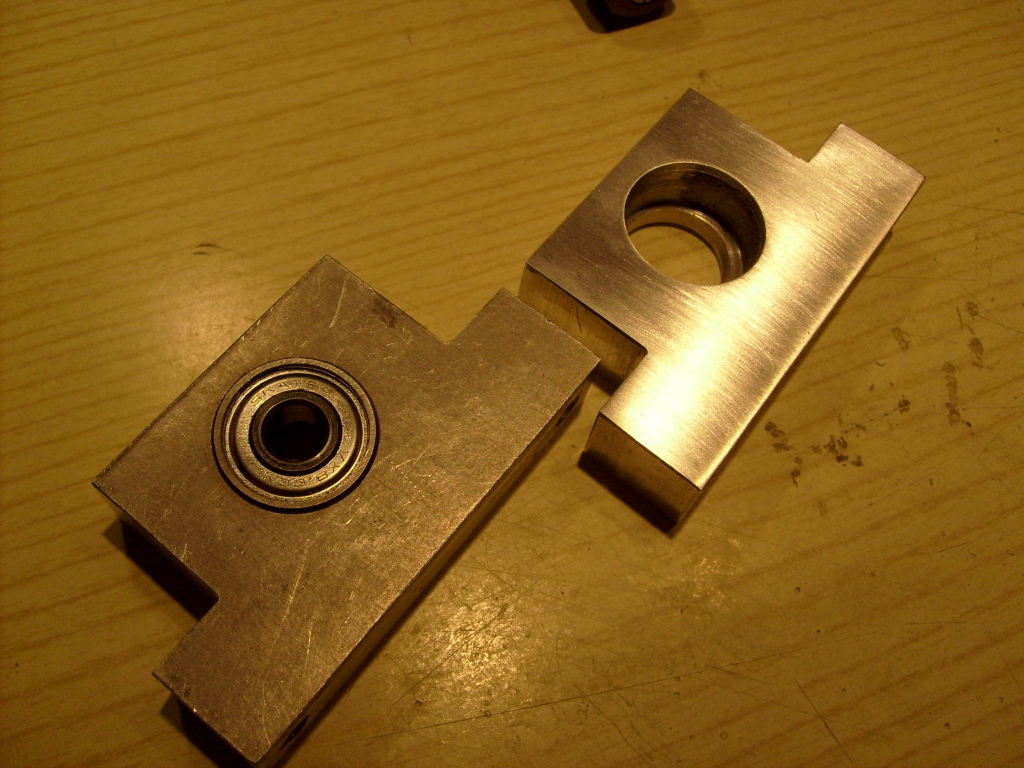
 . Kérek majd képeket!
. Kérek majd képeket!