Egy barátom kérdezi: Aspire 8-ban van olyan postprocesszor ami lézer konturvágásnál M10-M11-et generál Z mozgás helyett? Ha nincs mi a legfrappánsabb mrgoldás?
Igen van benne egy pár darab, de nem tudom melyik tudja indítani majd a marómotort a szerszámhoz megadott fordulaton. Ráadásul ezek nem .tap-ot mentenek hanem .txt amit mondjuk a mach3 is meg tud nyitni, csak jobb lenne ha .tap lenne. TXT bármi más is lehet és ez hibalehetőség. Az inc-est ha lehet nem használnám, maradnék a mm-eseknél
Nem igazán találtam eddig leírást, hogy mi a különbség az ATC Arcs, sima Arcs és a WRAP 2A ATC között.
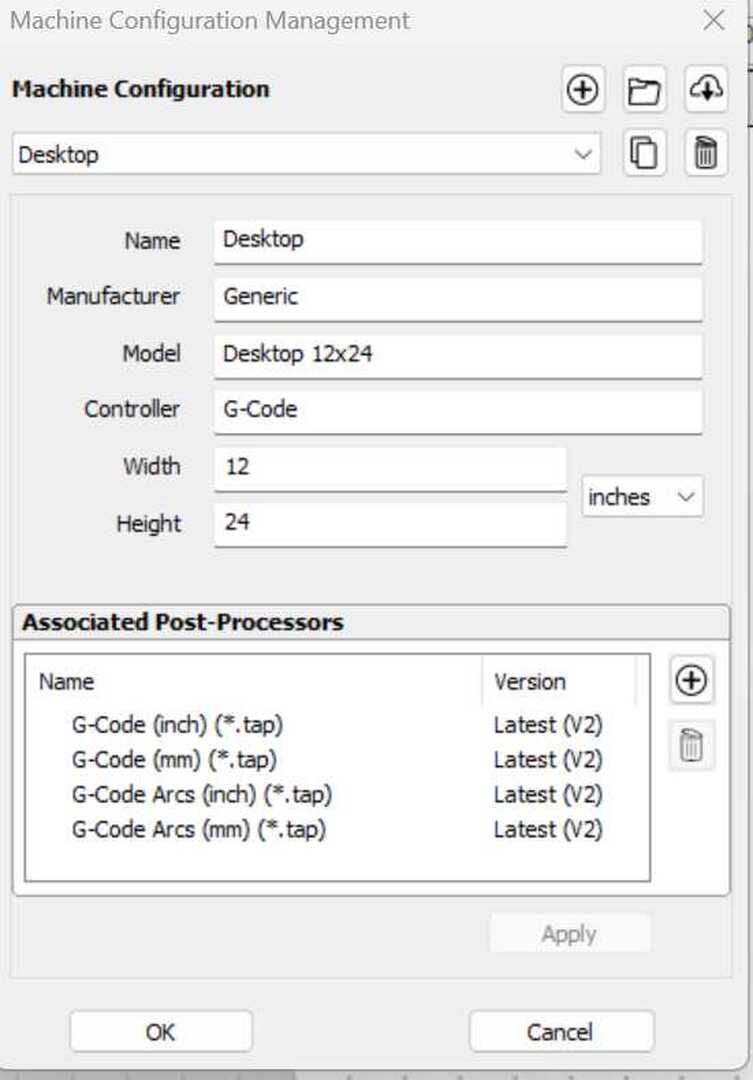
Ismét (még mindig) béna vagyok. Eljutottam odáig a Vertic tanulásban, hogy be kell állítani egy postprocess-t. A vertic help nem sokat segít, a neten kerestem postprocess témában videókat. Mindenhol azt mondják, hogy ha nem szerepel a gépem a postprocess listában akkor írjak a gyártónak. De ezt a gépet én terveztem és építettem, így hiába írnék magamnak levelet nem tudnék segíteni magamnak A házilag épített gépekről sehol sem találtam infót. Ha jól értelmeztem a videókból a post process mondja meg a CNC marógépnek, hogy mit mikor, hogyan csinálja és ezt menti .TAP fileba. Például mikor indítsa el a marómotort a szükséges fordulatszámon, mikor kapcsolja be a vízhűtést stb... Alapértelmezésnek a 4 darab inc és mm-es postprocess van a Desktop és a Large alatt. Erről képernyő mentést mellékelek. Más gép nincs még konfigurálva a Machine Configuration-ban.
Segítsetek kiválasztani egy olyan post processt ami megfelelne nekem a következő géphez:
-Mach3 vezérlőkártya -marómotor indítás/leállítás/fordulatszám beállítás -mm -es mértékegység -a gépem asztala 1200 mm * 1000 mm -a Z tengely úthossza 400 mm
Remélem minden lényeges dolgot leírtam. Előre is köszönöm a segítséget.
Találtam egy nagyon jó honlapot a Vertic kezeléséről, rengeteg videóval. Én most kezdem tanulni és próbálgatni. A videók meglepően jók és részletesek. https://marklindsaycnc.com/
angyanis75 | 14
2025-01-17 16:21:27
[5926]
Van aki mostanában telepített az Ncore-s verziót, nekem sajna nem sikerült, nekem is kódot kér de nem működik!
tsigu | 57
2025-01-15 22:51:59
[5925]
Szép estét Mindenekinek! Egy kis segítségre szorulok Vectrik Aspire programban.
Szeretnék gombot, gomb felületet készíteni. Még nem tudom mi lesz az alapanyag, vagy alu, vagy réz.
Miként kell domború felületet előállítani a programmal?
Nézetem pár videót, de nekem nem sikerül megfelelően.
Ha van esetleg egy vállalkozó, aki megtervezi nekem, akkor a megfelelő topikban is össze találkozhatunk.
A segítség és a megértés az első cél részemről.
Köszönöm építő segítségeteket!
kgl | 421
2024-12-11 19:22:57
[5924]
Lépj be a Vertic-be és a help menüben ott van az oktató videók és a teljes doksi. Nekem magyarul jelenik meg a doksi mert a google translate lefordítja egyből.
Sziasztok! VCarve 10 - 12 magyar nyelvű használati utasítás, oktató anyagot be lehet szerezni valahol? Köszönöm előre is.
Timár László | 250
2023-12-13 09:56:38
[5922]
m
Előzmény: Timár László, 2023-12-12 20:25:41 [5921]
Timár László | 250
2023-12-12 20:25:41
[5921]
Egy fotó volt, hogy ilyet szeretne csinálni valaki. Én Pro-zok, meg NC-Assebly. De a postprocesszálás már kínai nekem. Értem, hogy gépspecifikus, lehet is valami olyat csinálni, de nekem mint tervezőnek arra már nem volt időm, hogy megtanuljam. Meg lehet, hogy kicsi az SSD. Vagy a kis floppy. Most dobtam egy másikat, amit röntgengépbe hajtásnak terveztem, Thomas megcsinálta. Vagy 7 éve.
Előzmény: Karácsony Sándor, 2023-12-12 13:56:18 [5918]
tekes | 187
2023-12-12 15:45:57
[5920]
Köszönöm szépen!
Ez komoly segítség volt, majd még kérdezek. Letöltöttem, kipróbáltam, az ebédszünet erre volt elég:
Gratulálok. Eszméletlen jól néz ki, főleg élőben a "bicskamaxi"
Előzmény: Timár László, 2023-11-30 12:18:10 [5912]
tekes | 187
2023-12-12 10:32:21
[5917]
Esetleg tudnál írni egy konkrét példát: CAD szoftver neve -> adatformátum (fájltípus, és adattartalom) -> CAM szoftver neve -> a postprocess eszköz -> géptípus.
Az ACAD-ot 3D-ben en nem eroltetnem, nem arra valo. Iagzabol a folyamat egyszeru, CAD -> CAM -> postprocessz -> megmunkalas. A CAM-ben tudod megadni az anyaghoz tartozo specifikus ertekeket, szerszamokat. A postprocesszor tartalmazza a gepspecifikus parametereket. A kepen levo tengelyhez eleg egy skicc a sarki esztergalyosnak.
TLDR Kezdő vagyok, irodalmat, linket keresek az alapok tisztázásához.
Az Autocad Civil3D rutinos felhasználója vagyok, de nem gépész. Csatolok egy mintaképet. Ez a tengely -szerintem- egy négytengelyes marógépen egy felfogásból, egy szerszámmal elkészíthető (a menetek nélkül). A csatolt képet a netről szedtem, de nem okoz nehézséget alakra hasonlót rajzolni. Azt viszont nem tudom, hogy milyen objektumokat használhatok, pl lemez, szilárdtest, etc. És még sok mindent nem tudok, ami ahhoz kell, hogy a dxf a CNC forgácsoláshoz szükséges adatokat tartalmazza.
Továbbá, ha készen van a munkadarab terve megfelelő dxf-ben, abból hogyan lesz forgácsolási terv? Pl. a nagyobb anyagleválasztásokat több fogásban kellene csinálni. A fogásokat "kézzel" be kell tervezni?
Szóval a teljes folyamat a gondolattól a kész termékig milyen szoftveres lépéseken keresztül zajlik? (Ja, csak egyedi barkácsolás érdekel, sorozatgyártás nem
Pl.: -Tervezés: --méret és koordinátahelyes 3D dxf a megfelelő tartalommal. ---Autocad
Hát ezek csak feltevések, mert egyelőre választ nem kapunk a fórumtárstól, hogy ő ezt hogyan is gondolta. Reméljük 1 hónap után ismét erre téved és olvassa a neki szánt ötleteket.
Előzmény: Timár László, 2023-11-26 12:40:37 [5909]
Timár László | 250
2023-11-26 12:40:37
[5909]
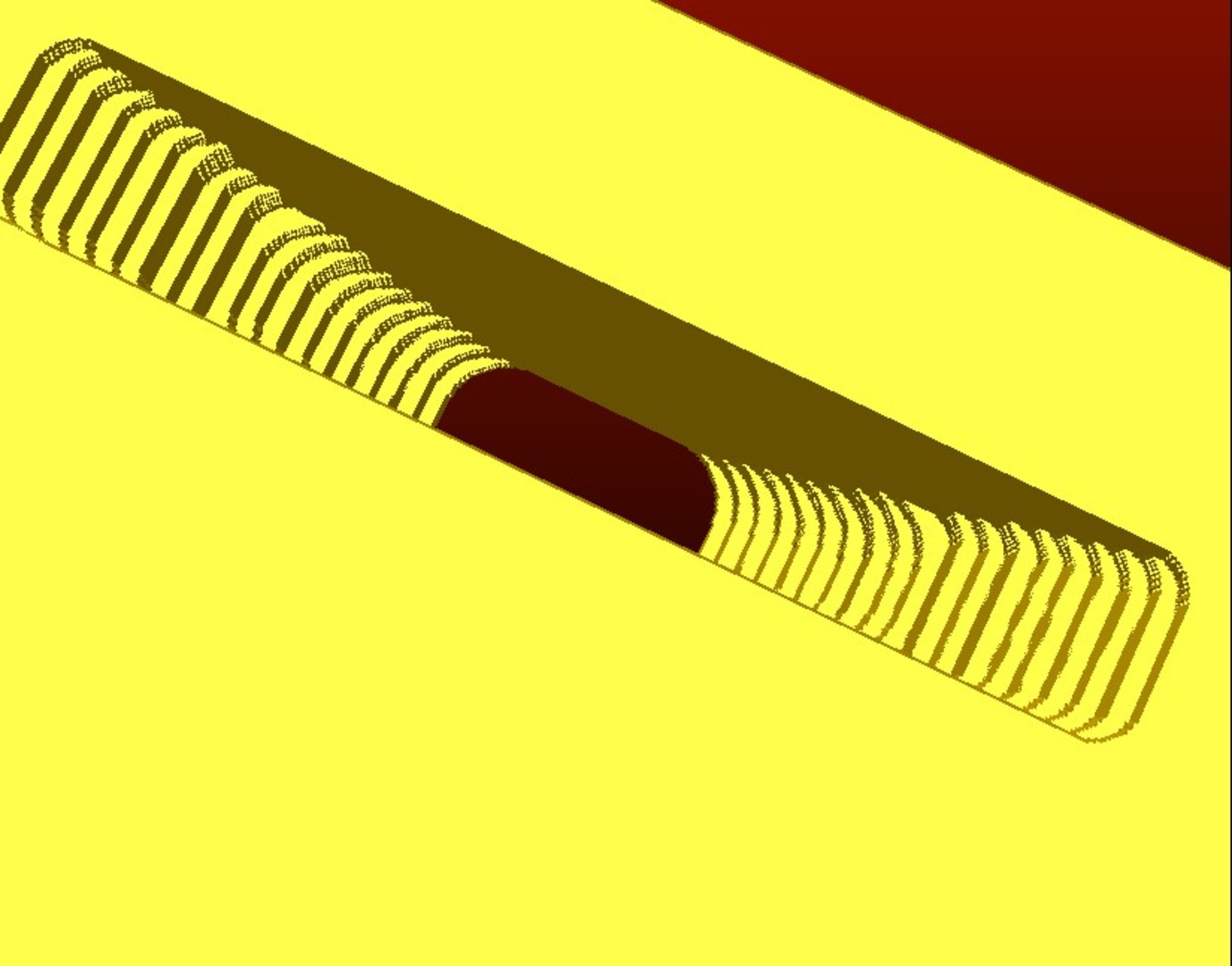
Látom, ugyanazt a dalt többen is akarják énekelni. Ez jó. Én egy picurka szerszámot vettem, de nyilván egy 25mm széles résbe akár 16-os maró is mehet, vagy ki tudja. Olyat már láttam. Soha nem CNC-t tem. És G-kódot sem ismerem, csak a G-pontot. Csak volt egy tanfolyamom a CNC-marásról a PTC-nél. És nem akarom elfelejteni teljesen. Ézért ökörködök nyugdíj alatt. A múltkor a hegedűnyakkal, most meg ez. És én azt gondoltam, nem kell a lépcső, ezért 4D-ben is megvakartam.
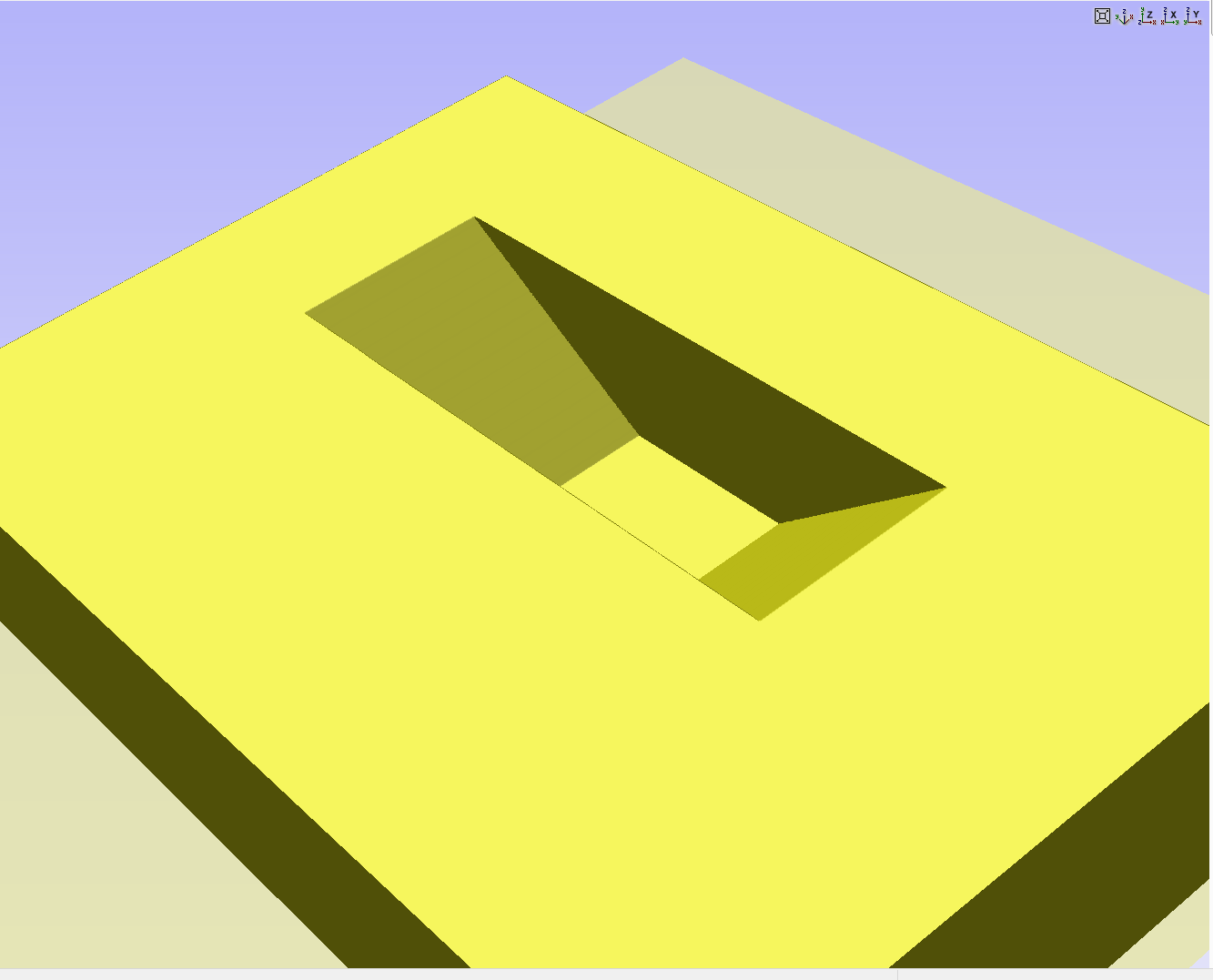
Aspire-t nem ismerem, de gyanítom, hogy abban is ugyanezt meg lehet csinálni. Gyakorlatilag egy pályagörbéről van szó, amit egy lépésben végrehajt a gép. Anyagot illetve vastagságot nem írtál, nyilván ez aluban, acélban azért nem így működik, de fában simán jó lehet 1 élű maróval és nem túl nagy előtolással.
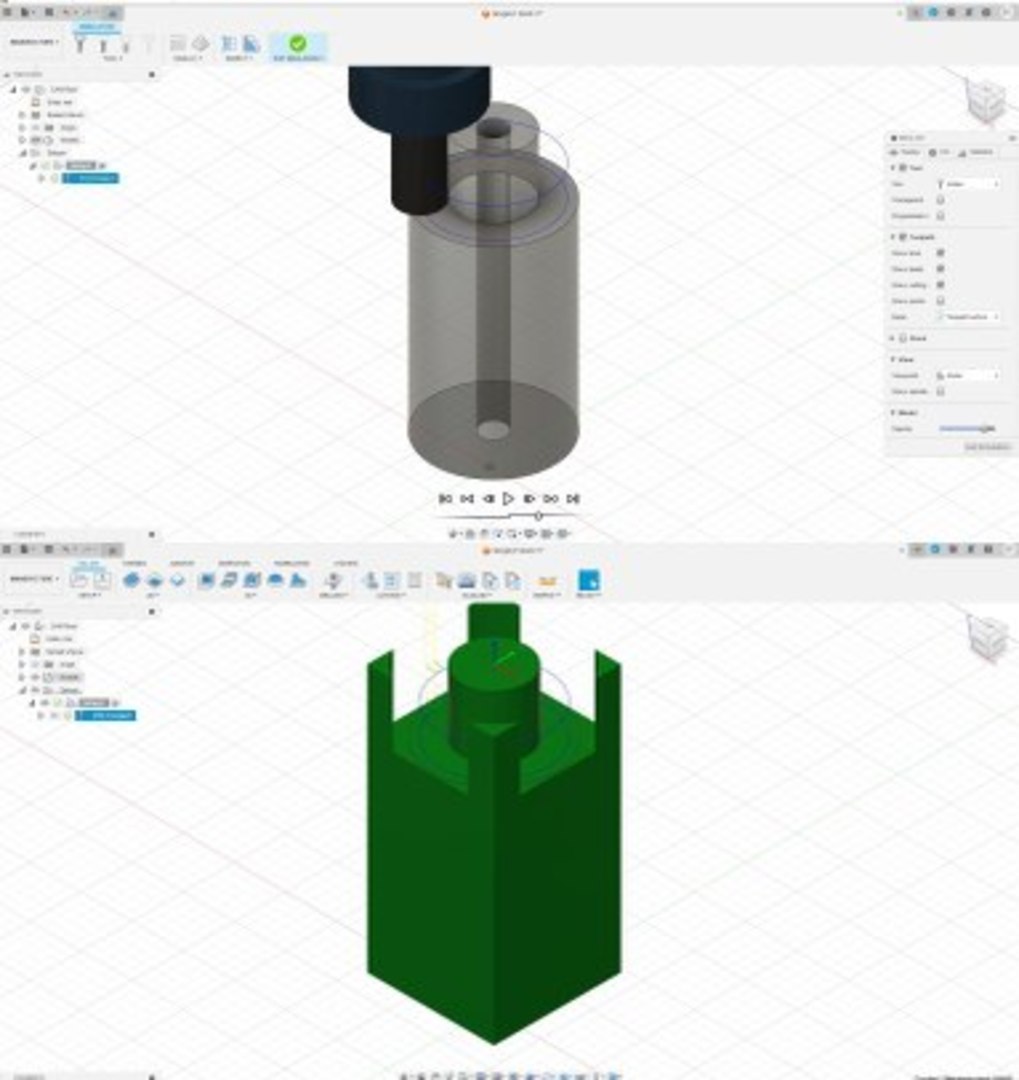
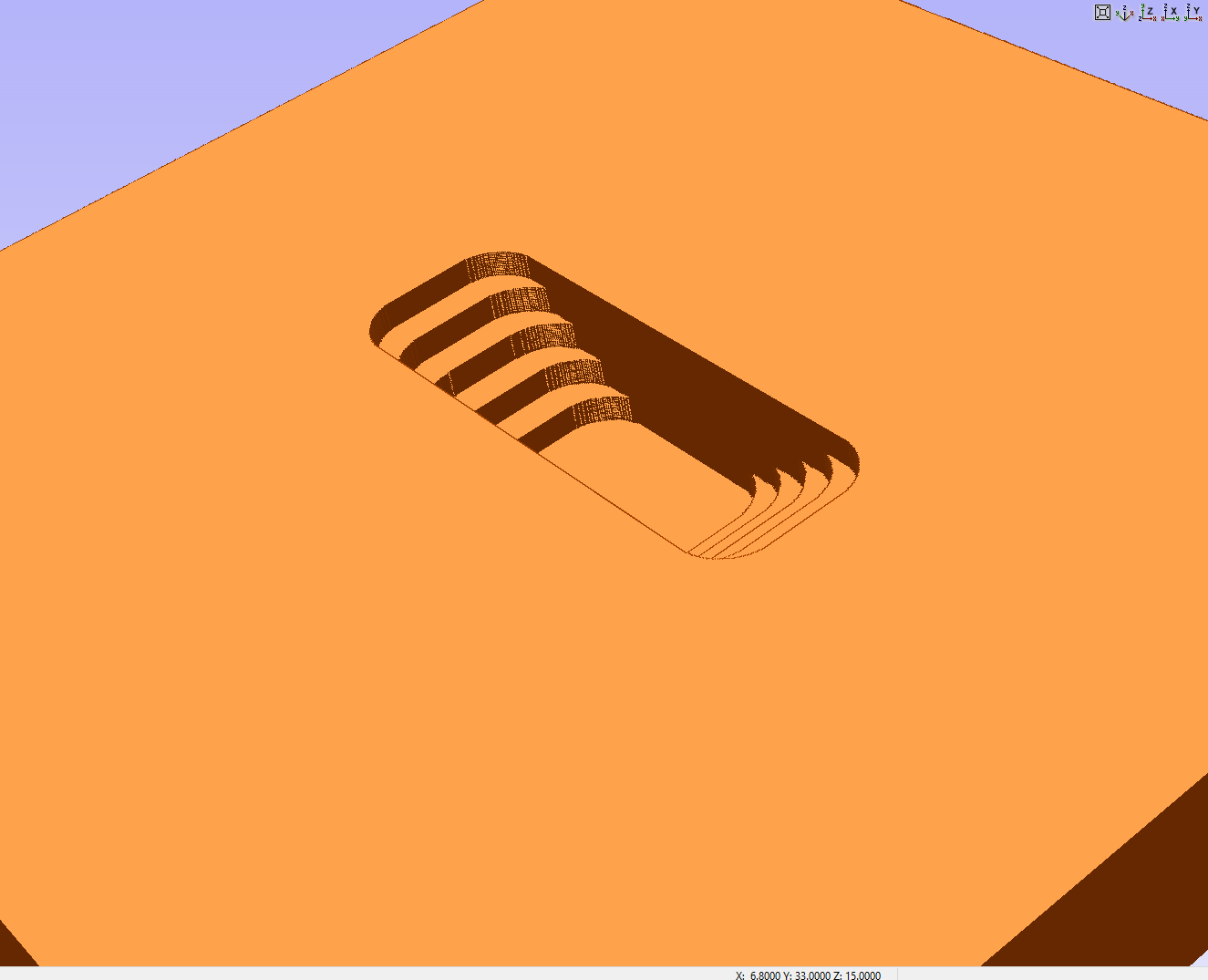
Fusion-ben 5 perc volt a modell és a szerszámpálya is, linkelek egy videót is róla, illetve kettőt, mert lehet szükség van a több lépéses megoldásra.
Rajzolsz egy ívet a tölcsérnek megfelelően és azon ív mentén tud haladni a szerszám. Ez akár egy lépésben is elvégezhető, természetesen anyagminőség és szerszámátmérőtől függően.
Sajnos ennyire nem értek az Aspire-hez, eddig ilyet nem volt alkalmam készíteni, csak sima előlapok kivágását csináltam eddig. Leírnád, hogy mit hogyan kell csinálni? Megköszönném.
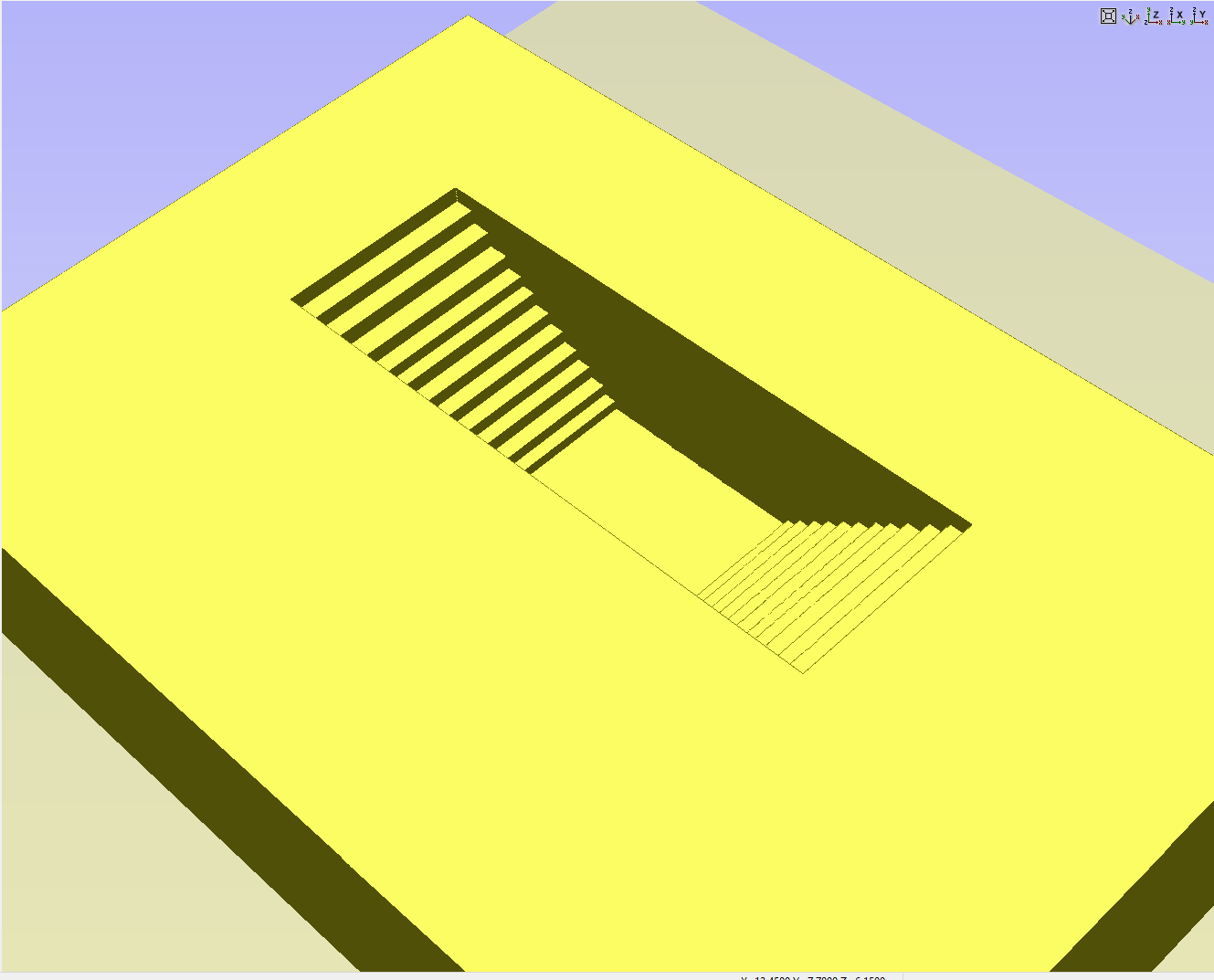
Hogyan lehet ilyen tölcsért készíteni Aspire 3.0-ban? Most téglalapokat rajzoltam, és azokat martam ki lépcsőzetesen, de nagyon sok szerszámpálya kell hozzá. Van erre valami jobb módzser?
Van esetleg a fórumon olyan valaki aki elvégezte, vagy ismer olyat aki végezte ezt: OKVI a tanfolyamot? Ha igen, legyen szíves rám írni, lenne pár kérdésem. Köszönöm.