CIMCO Edit 8.01.19 programhoz keresek magyarítást. Oktatási célra kellene diákoknak. Próbaverzió időkorlátjára van carck megoldás? Régebbi verzió is érdekel! Köszönöm a segítséget!
Ak | 63
2021-04-19 17:13:37
[5820]
Sikerült telepíteni a 9.514 de a szerszam kivalasztasanal ez a hiba valaki tud segíteni?
Szervusztok! Már annyiszor olvastam a Vectric Aspire 9es verzióról, gondoltam kipróbálom. Letöltöttem, kicsomagoltam, és kikapcsoltam a tűzfalat. Mégsem tudom elindítani a setup fájlt. Tudna valaki mondani egy trükköt, hogyan tudám installálni?
RJancsi | 5804
2021-03-29 12:35:01
[5811]
Nem igazán CAD/CAM, de legalább program. Telepítette már valaki a Meshroom 64 bites WIN verzióját? Ma próbálkoztam vele de valami nem stimmel. Elindul, de amikor megpróbálok fotókat importálni hibaüzenet nélkül kilép. Találkozott már valaki ilyennel? WIN10 alatt kéne futnia...
nyiszi | 2332
2021-03-28 20:44:29
[5810]
Köszönöm Mindegyőtöknek. Végig nézegettem amiket írtatok. Sajnos vagy nem jöttem rá vagy nem tudják az élő videó képen azt a méregetős dolgot amit szeretnék.
Ha van jó minőségű telefonod, érdemes kipróbálni a Bosch toolját, de van hasonló kismillió. Ezek már alapból tudják, hogy a teló kamera képét "méretezik" plusz kismillió egyéb funkció...
Szerintetek van olyan program mint pl. a Corel, amibe belehet importálni egy kép helyett, egy kamera képét, hogy azon különböző méréseket lehessen elvégezni? A lényeg az lenne, hogy a mikroszkópomban lévő Axis kamera képén tudjak szögeket és egyéb dolgokat mérni.
Köszönöm ha valaki tud segíteni
dtb | 1894
2021-03-23 11:34:48
[5804]
Az Aspire honlapján minden lényeges funkcióról találsz oktató videót: Training Videos ...de a youtube is tele van ilyenekkel, csak rá kell keresni.
Tud valaki ajánlani oktatót, aki aspire programban tud segíteni szerkeszteni? Vagy videóhíváson keresztül vagy helyszíni oktatással lenne a legjobb. (Budapest XIII kerület)
tsigu | 49
2021-02-12 12:45:21
[5802]
Szia!
Köszönöm! Én ugyanezt a megoldást alkalmaztam gömb végű marószárral... De kipróbálom ezt a megoldást is, megyek, veszek egy szárat hozzá.
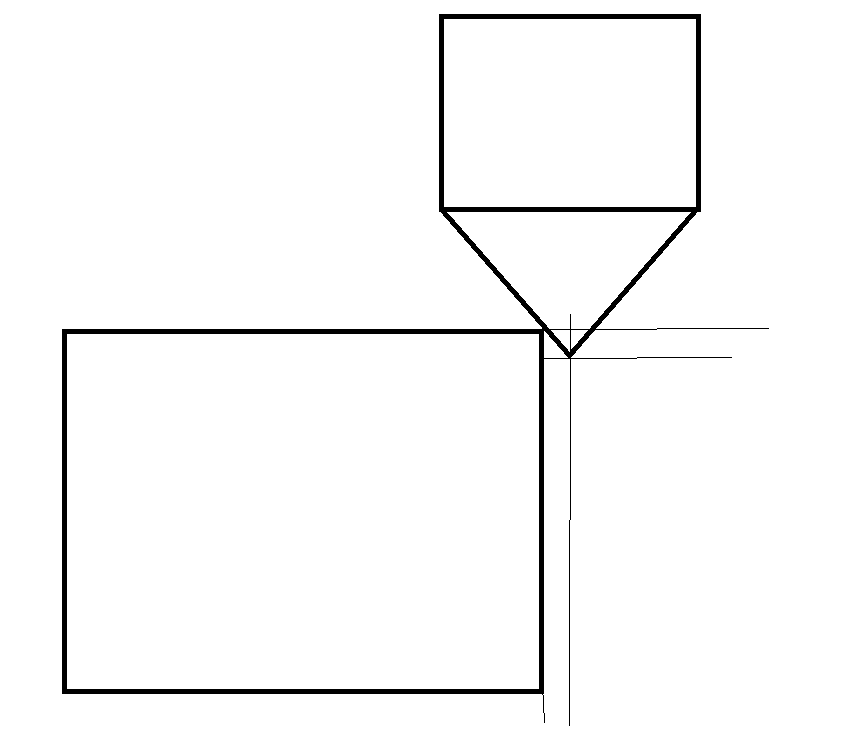
Csináltam egy móricka rajzot, hogy érthetőbb legyen.
Z irányban az 1mm kiindulási mélység, X irányban a 2mm-esnek megadott maró külső kontúron való mozgatása adja meg az 1-1mm-t. A marót tovább süllyesztve készül a letörés.
Én úgy szoktam, hogy 2mm-es ujjmarót megadva, 90°-os letörő maróval külső kontúr mentén 1mm mély fogásról kezdem a megmunkálást, és a fogásmélységet megadva megkapom a letörést.
Pl, ha 0,5mm-es letörést szeretnék, akkor 1,5mm mély fogást adok meg.
Üdv. Nem tudom hogy a vectric Aspire nevű programba találok ilyen beállítást, mint a videóban található? A lényeg az hogy anyagon kívül kezdje el a marást. Azért lenne rá szükség hogy amikor a bútorlapon átmegy a maró szerszám a lap túloldalára akkor ne törje ki a felületet.
dtb | 1894
2020-12-15 17:47:39
[5795]
Volt egy kis időm szórakozni a Vectric lehetőségeivel, de nem találtam megoldást arra, hogy lehetne egy gömbös-kúpos testre spirál díszítést rakni? Van ugye a "Spiral Layout", de az csak hengeres testre működik, és igazából az is csak marópályát generál, 3D testet nem lehet vele készíteni. Próbáltam azt is, hogy 45°-ban döntött 'I' alakzatokat tettem a felületre, de ott meg a palást szélei nem találkoztak, az eltérő felületi hossz miatt. Van esetleg valakinek más ötlete?
farkastibor | 670
2020-12-07 21:54:22
[5794]
Az M01 opciónális progran stop M05 őrsó stop/rotation nem tudom ezeket hogy kezeli a UCCNC !!
A G00 G28 kell beirni visza az eredeti Home pozicióra
Elkezdtem áttérni a Fusion 360-ról a Solidcam-ra. UCCNC-t használok. Post processornak úgy néz ki a g_milling_3x jónak tűnik.
A problémám az, hogy a manual tool change opciót nem tudom beállítani. Meg van adva a tool change pozíció. Viszont szerszám váltáskor a generált G kódban, nincs ilyen, hogy kiállna a pozícióba, leállítaná az orsót és várna a starta.
Szóval nem tudja valaki, hogyan kell beállítani, illetve hol? A szerszámnál, a post processorban?
Miki2 | 2321
2020-11-30 15:03:13
[5789]
Ha már Mach3, és egyszerű szöveg gravírozásról van szó, miért nem LazyCam? Az ott van kéznél. Nekem mindig jól működik.
Sziasztok! Kérnék egy kis segítséget. Aspire vectric programmal készítek egy gcodet pl, szöveget,de a Mach3 progival a cnc-m mindig a tükörképét marja ki a szövegnek.Továbbá a TOOL Path beállításnál a mach3 progiban meg lehet változtatni az x y tengely irányát?Köszönöm
izbeki | 1227
2020-11-18 18:27:02
[5785]
Fusion360,könnyen tanulható, van hozzá sok oktatóanyag és ingyenes!
Most fogok bele a dolgokba. Keresek programot ami nem pilóta vizsgás, letölthető, nem trialos/regisztrálós/b...kodós, s ha kell akkor van hozzá ezen segítő file. Amit a legjobban szeretnék (for winxp), nem baj ha ez ettől 10 éves, egy újszülöttnek minden új
Mi tudtok ajánlani amelyiket érdemes és könnyű megtanulni ? És mondjuk 10 óra próbálgatással eltöltött idő után már legalább egy üreges kockát vagy egy háromszöget ki tudok vele printelni.
Solidworks bonyolult ? Esetleg lenne valakinek 2012-es verziója ?
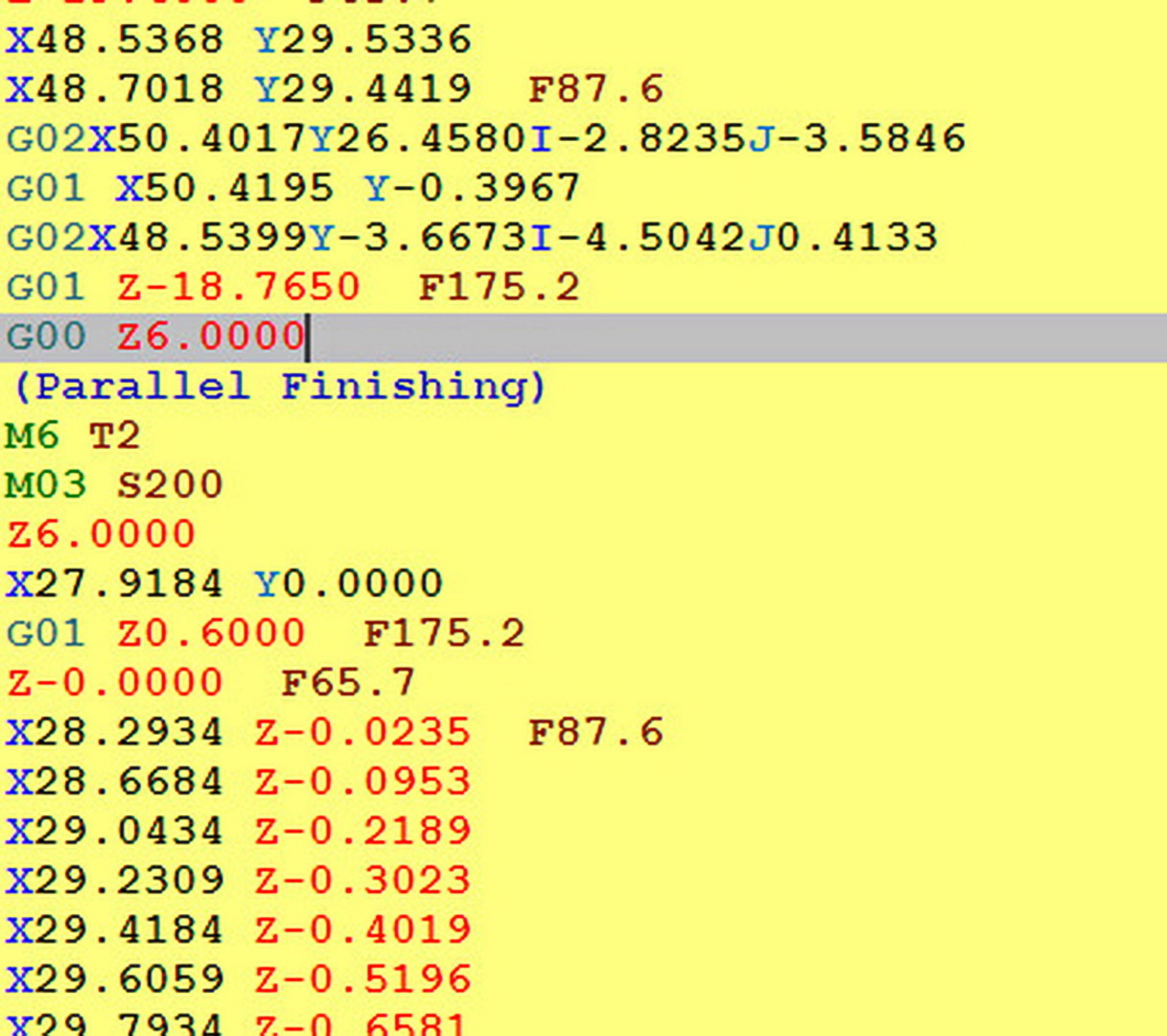
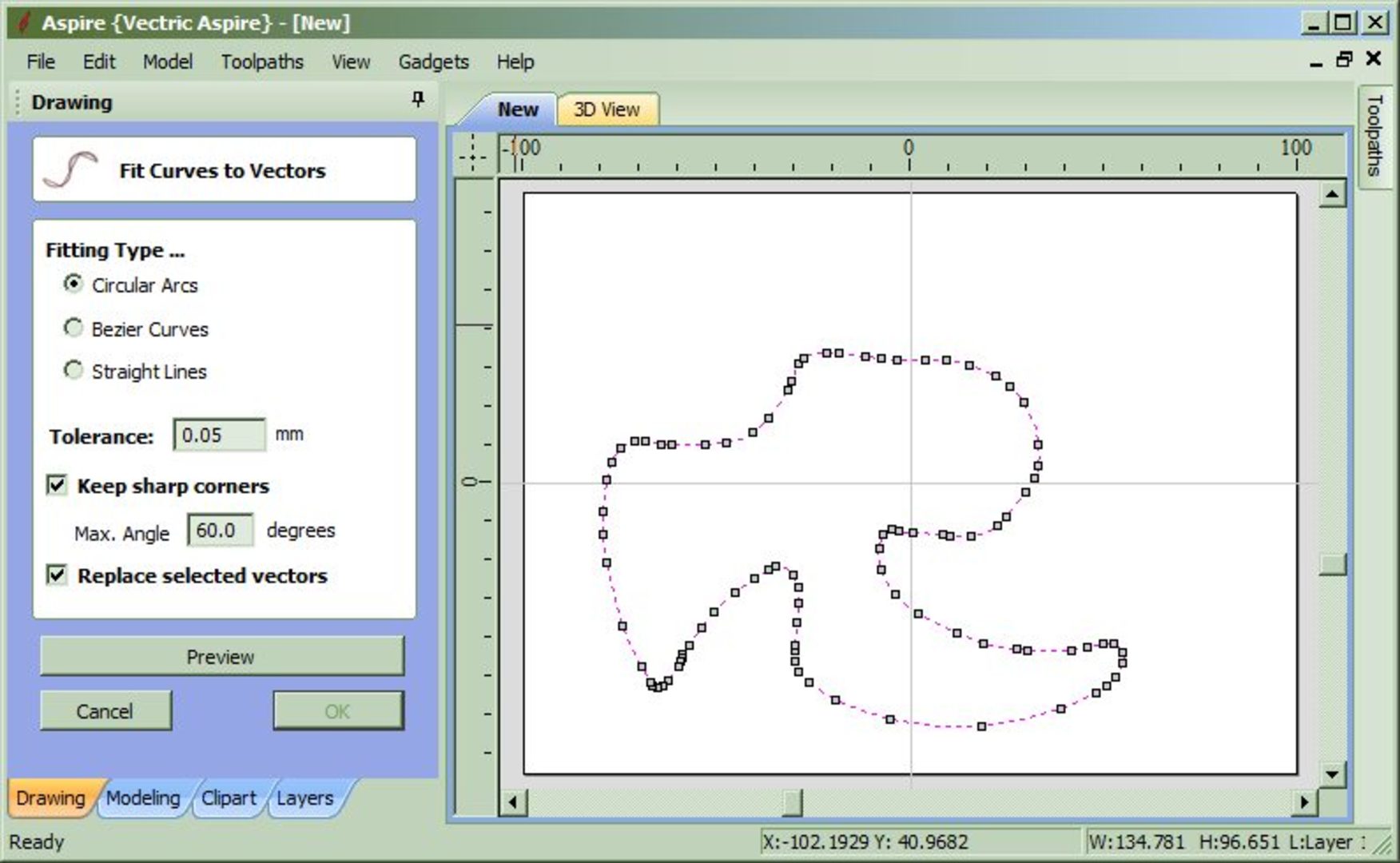
Vectric Aspire G-code output a görbéknél is csak egyeneseket tartalmaz. MAch2/3 ARCs mm postprocessor van beállítva. Sok marásnál nagyon gáz, hogy egyenesekkel közelíti le a görbéket... Mi lehet a megoldás? Köszi
MATEEEL | 1353
2020-10-30 15:51:14
[5781]
Milyen programmal tudnám létrehozni a fekete vektor (zárt vektor)középvonalát? Köszönöm!
Sziasztok! Találkozott valaki olyan STL-STEP konverterrel, ami úgy dolgozik, hogy az eredmény vagy felületként, vagy testként használható módon tovább faragható?
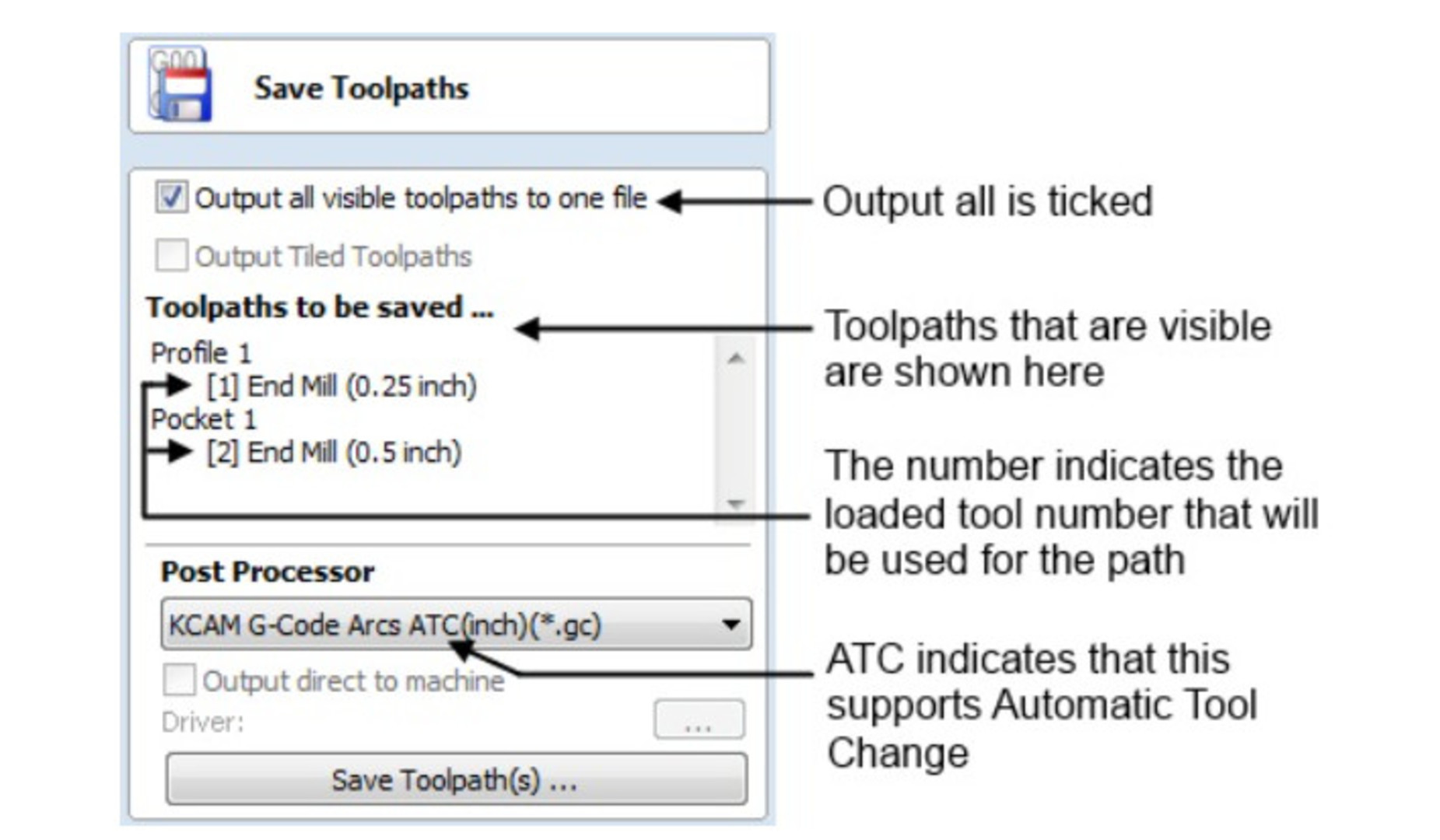
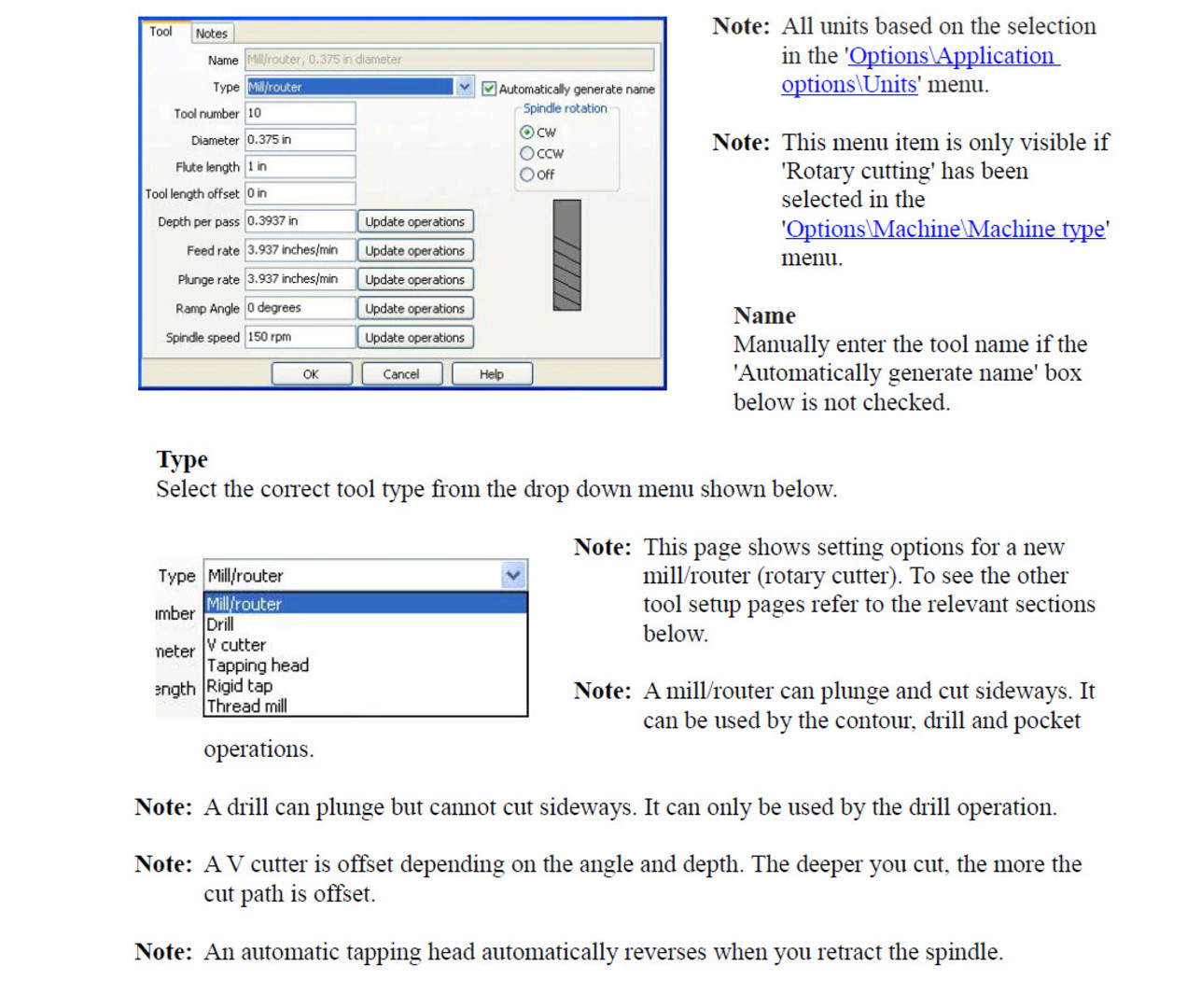
Sziasztok! Biztos volt már kérdés, de nem találtam a keresőn keresztül választ... A vectric-es programoknál, milyen formátumban kell menteni, ha szerszámcserés g-kódot szeretnék a mach3-hoz? (Első körben kifúrja a nagyobb lyukakat, másodikban a kisebbeket, harmadikban körbemarja az alkatrészt.)
zoli0302 | 375
2020-10-20 20:37:47
[5775]
Köszönöm, de nem vagyok benne biztos, hogy ez nem hosszkiegyenlítő fejjel működik, sajnos nekem 6 féle menetet kell fúrnom egy alkatrészbe, és nem éri meg ennyi menetelőfejet venni.
Szép estét Urak ! Az lenne a kérdésem, hogy a sheetcam tng képes e szinkronmenetfúráshoz g kódot generálni ? Nem találtam infót.... Előre is köszönöm válaszotokat. Z
kushidó1 | 878
2020-10-19 19:12:41
[5772]
Tisztelt Fórum.
Ért valaki a Freecad programhoz? Letöltöttem a 0,18 as verziót., egy két dolgot már csinálni is tudtam vele, sajnos valamit elálitottam és most egyszerüen képtelen vagyok bármit is csinálni vele. Betöltödik a program, majd egy uj létrehozásnál a képernyő bal oldalánál meg kellene jelennie egy összetett nézet oszlopnak amit sajnos képtelen vagyok előhivni, valamit a váltható munkafelületeknél hiába választom ki a part dizájn opciót nem jelennek meg azok az eszközök amik ennél a lehetőségnél meg kellene hogy jelenjenek. Mi a jó fenét rontottam el? Már vagy két hete szenvedek vele, lehet már annyi mindent elálitottam, hogy talán vissza sem lehet állitani az alapállást. De ha mégis és valaki tud segiteni nagyon megköszönöm.