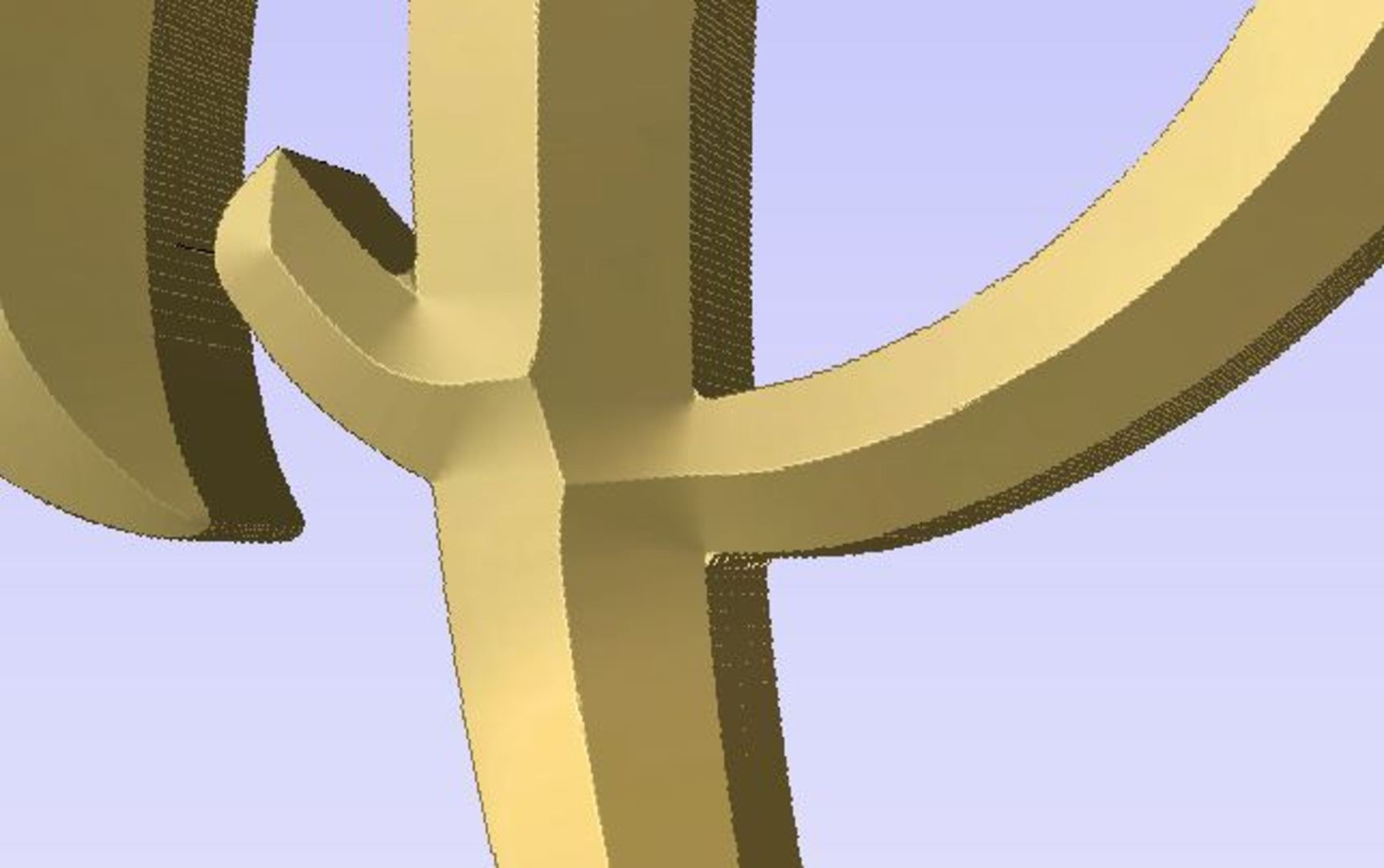
Próbáltam a rajzot szerkeszteni illetve két részre bontani ( ez ennél a betűnél lehetséges de pl az "O"-nál már nem mert annál ugyanaz a vonal fut saját magán keresztül ) Sajnos ez a módszer sem járható mert a két szerszámpálya olyan formában nem egyesíthető, hogy a kettőt kombinálja. Ha valaki tud olyan megoldást akár más programban vagy verzióban ( 8.5 ) ami ezt a problémát megoldja kérem segítsen. Nem ismerem az Aspi. minden lehetőségét, a lényeg az lenne, hogy 120 fok V maróval tudjam marni, és a képeken látszó hibát nem az alapforma változtatásával lehessen kiküszöbölni. ( és ne utólagos kézi farigcsálással )
Köszönöm de ez egy kissé macerás módszernek tűnik főleg úgy hogy ebben a betűtípusban egyetlen egyenes vonal sincs, én arra lennék kíváncsi, hogy a belső már közép nyomvonalat lehet-e módosítani?
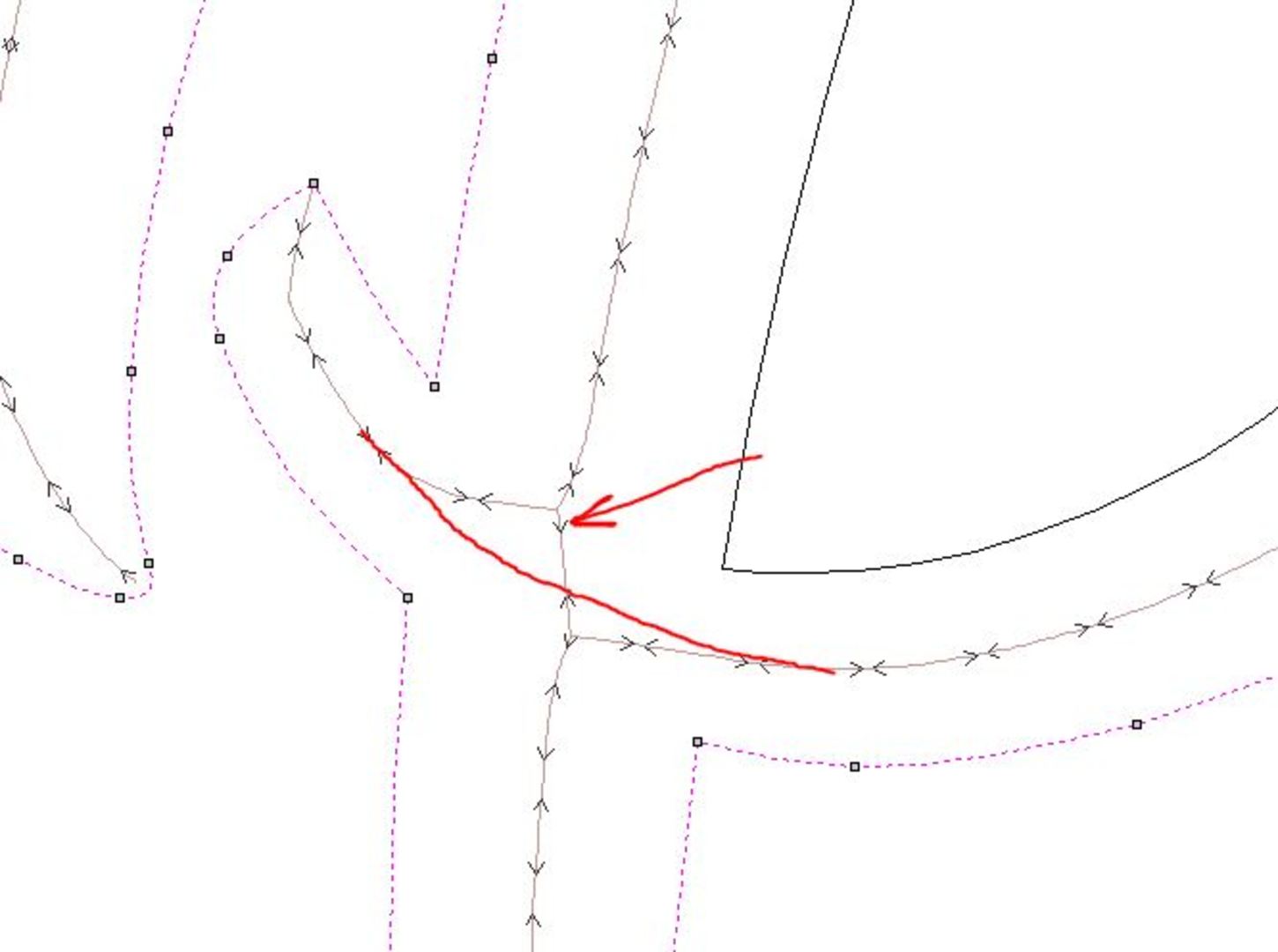
Sziasztok! abban kérném a segítségeteket, hogy szeretnék aspire-ben prizma marású betűt készíteni, és a gondom az hogy az egymást keresztező vonalaknál nem a betű vonalvezetésével készíti a pályát. Nyilván nem is tudhatja mivel nincs jelölve csak a körvonalból generálja. Az a kérdés van- lehetőség arra, hogy valahogy bejelöljük a vonalvezetést ill. korrigáljuk.
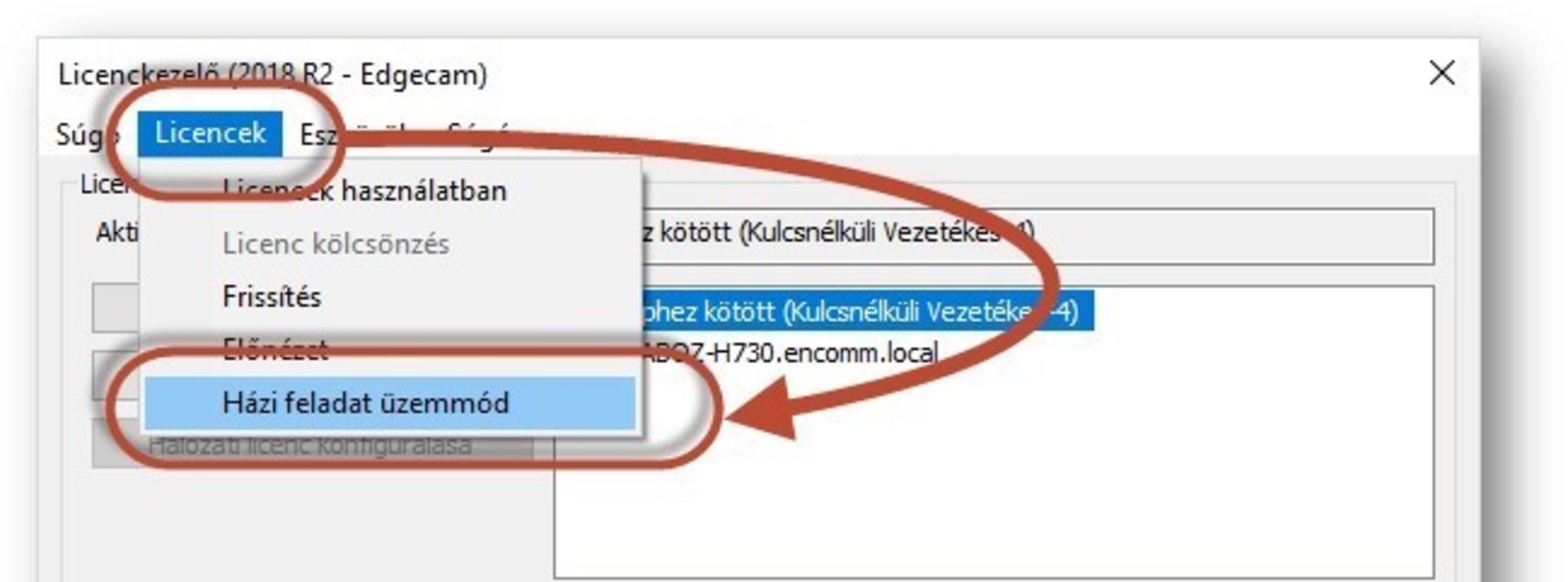
Valaki tud ajánlani működő CAM programot? Amit eddig próbáltam mind licenc alapján dolgozik vagy nem dolgozik vagy nem az ami nekem kell! Elsősorban marást szeretnék szimulálni és g kódot generálni ! Nekem az EdgeCam mindig licencet kér!
Köszönöm a segítséget nem vagyok nagyon kezdő a témában !
Jonny | 3
2020-02-01 05:51:23
[5711]
Sziasztok,
Lenne valakinek magyarítása aspire 9.5 re? Előre is köszönöm.
MATEEEL | 1353
2020-01-27 16:31:26
[5710]
Köszönöm a választ, tényleg egyszerű a megoldás. Rájöhettem volna... Üdv!
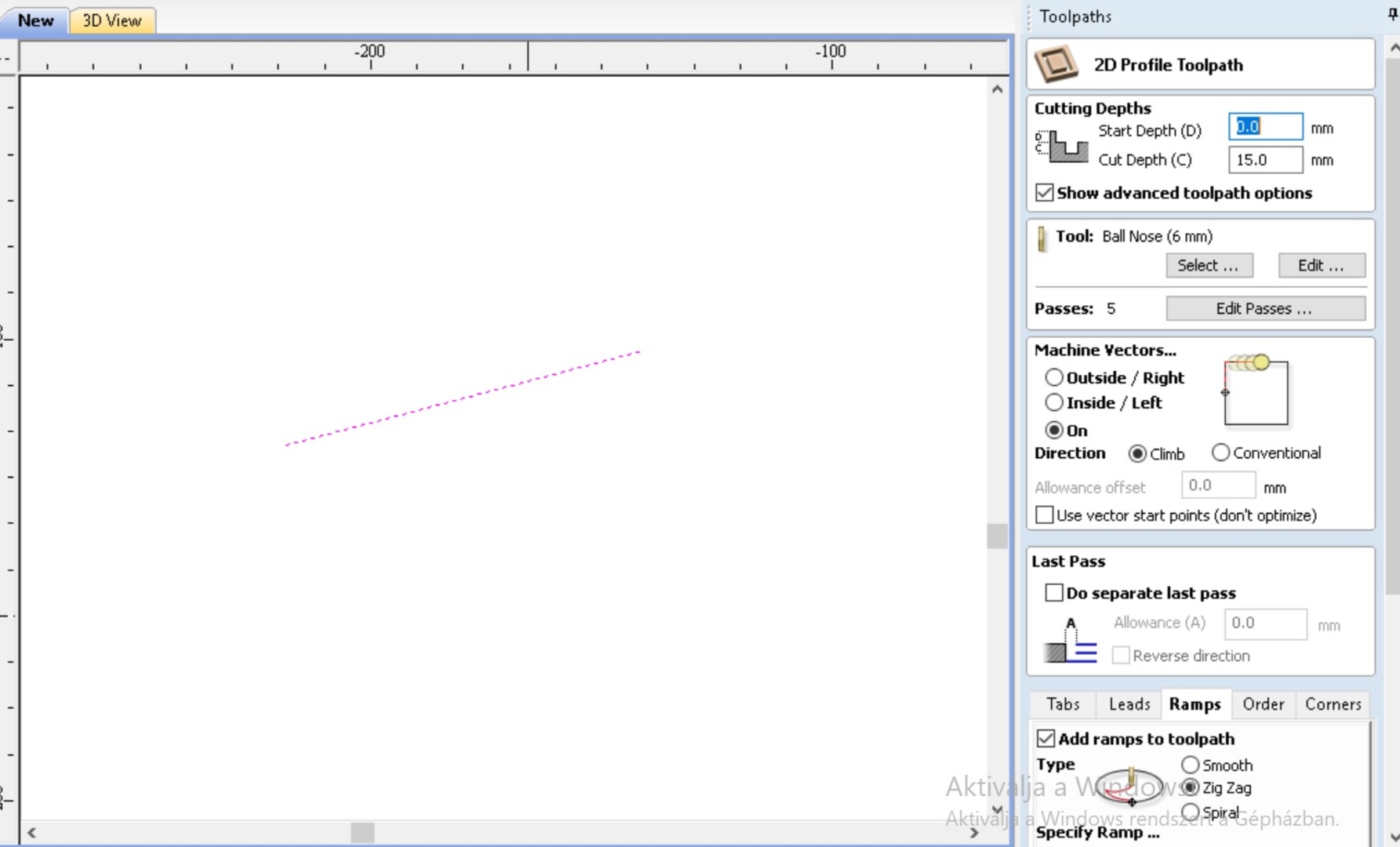
Lehet, hogy tök egyszerű a megoldás, de még nem jöttem rá, tehát: Aspire-nál, ha több fogással szeretnék marni egy nyitott vektort (pl. vonalat), hogy lehet beállítani, hogy ne fusson vissza a kezdőpontra G0-val, hanem a végponttól menjen vissza, újabb fogással.
Köszönöm!
remrendes | 4057
2020-01-17 17:14:34
[5707]
Szerintem nem nagy különbségek vannak a programok között. Mindegy, hogy pl egy extrudenak milyen ikonja van, vagy melyik menüben érem el. Lényegesebb, hogy az ember tudja, milyen módszerrel jut el egy adott testhez, mert ha nem, akkor nincs az a program, ami megfelelő lesz.
Én a múlt héten próbálkoztam vele. Van 10 évem az autodesk inventorba. Gondoltam tovább lépek. De az edge nem nagyon ment pedig több napon át próbálkoztam. Yutube videók százait néztem végig, amíg egyszer csak a solid works-höz nem kavarodtam. És ég és föld. Beszéltem egy barátommal aki a siemens-nél dolgozik és naponta használja a solid programokat. Ő az NX-et használja de azt mindta, h a works az amit ajánl mert felhasználó barát! És szerintem ez a lényeg, hogy könnyen megtanulható legyen. Most sajnos épp a net framework 4.7.2 vel küzdök (mert ez kell hozzá) Valamiért kompatibilitási hibát ír ki.
Ezt nem itt kellene.. Vagy legalábbis nem így.. Legyünk rá tekintettel hogy ez egy nyílt fórum, bárki olvashatja..
Előzmény: Törölt bejegyzés
PANTERA78 | 19
2020-01-09 08:54:19
[5702]
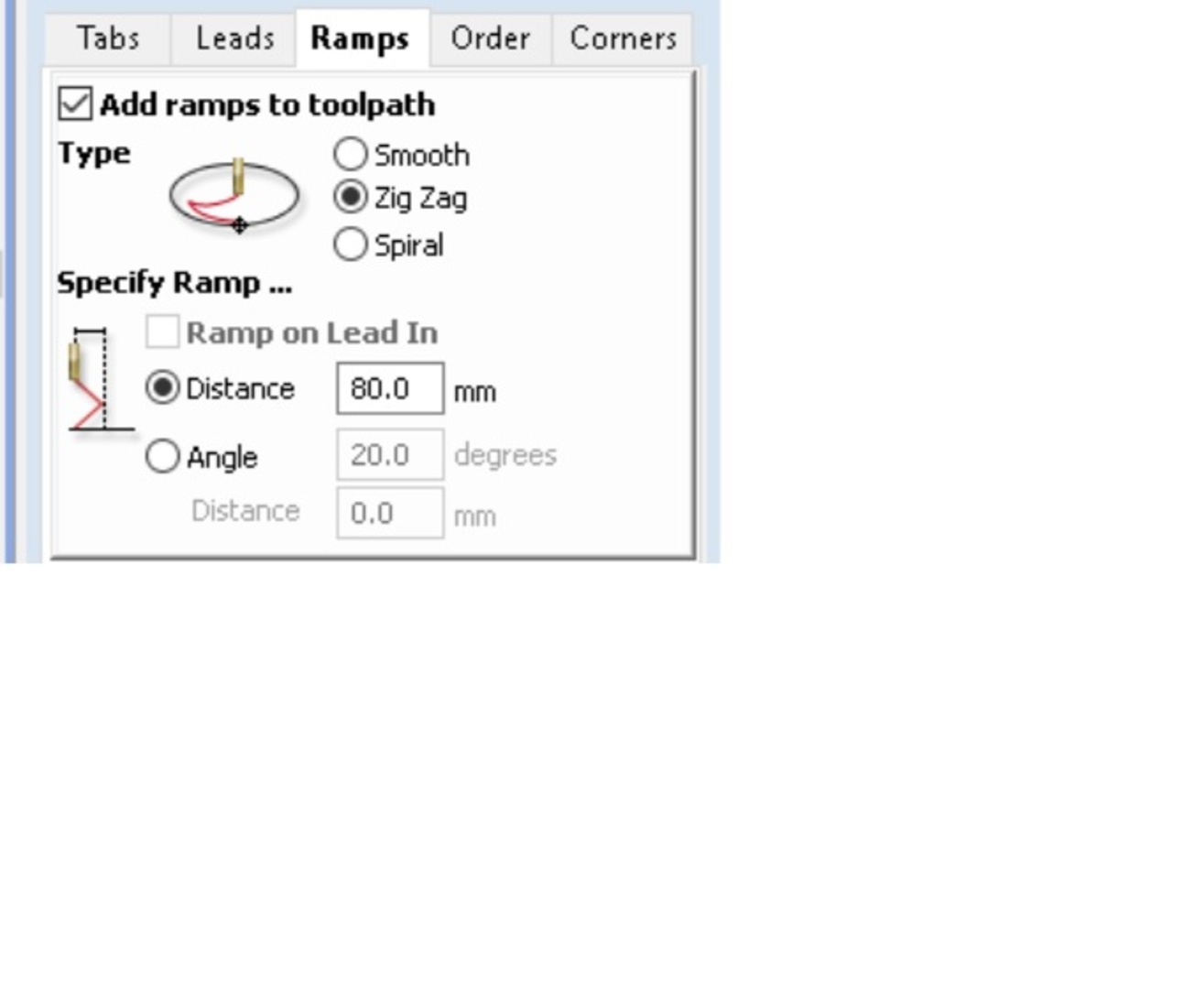
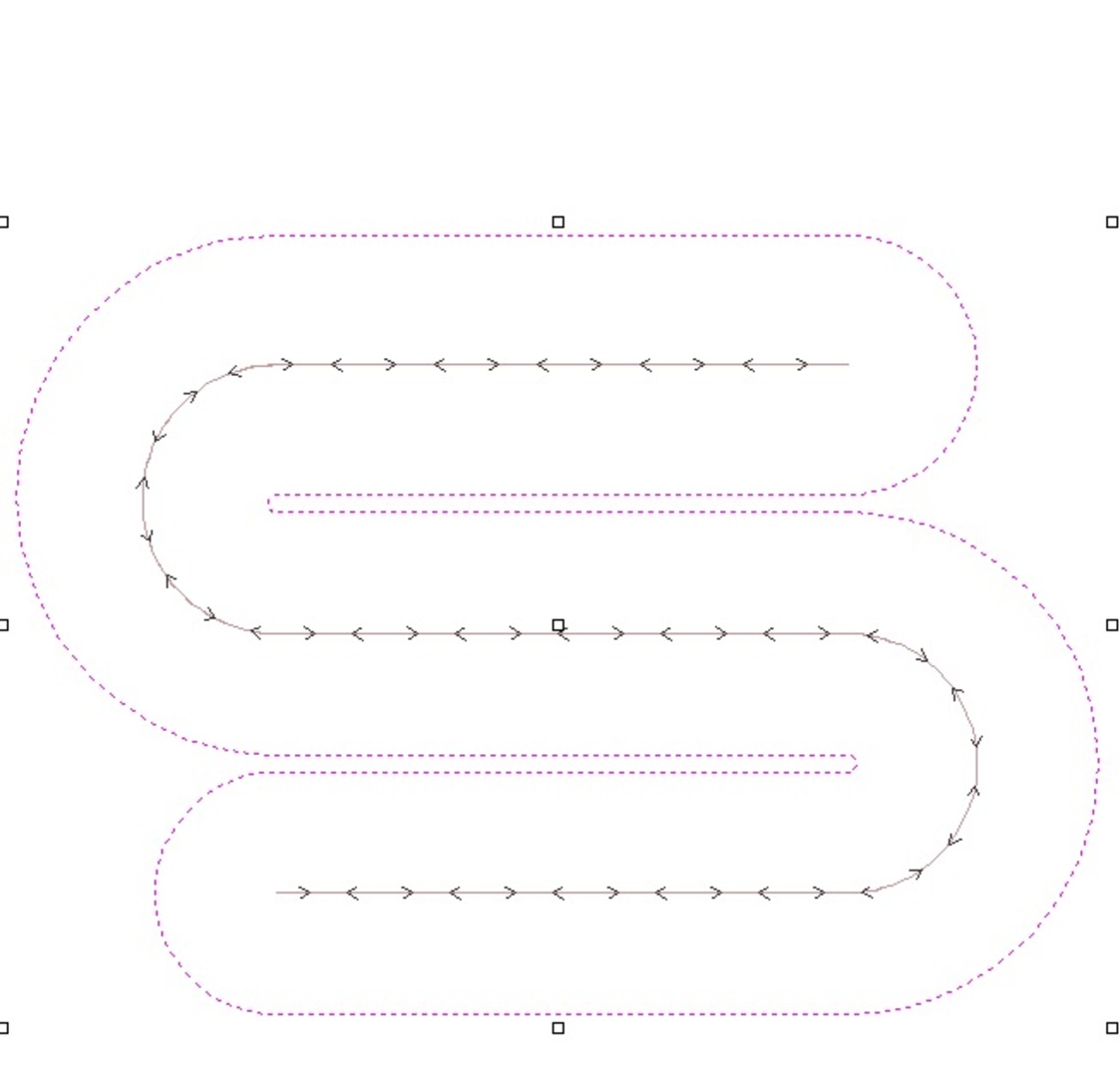
Sikerült köszi! Már csak annyi kérdésem lenne, hogy az oda vissza irányt ki lehet kapcsolni a V marásnál? Példaként csináltam egy kis mintát.
hrplussz | 17
2020-01-08 19:02:50
[5701]
Sziasztok Én is 4.0 -t használok, de működik. Próbáld meg a "2D profil toolpath" "Machine vectors" "Use vector start points (dont optimize)" -t kipipálni vagy törölni, és utána tervezni a pályát, és dtb kolléga által leírtak alapján változtatni a kezdőpontot.(bocs de nem tudom a magyar feliratokat)
Ez csak a 4. verzió, igen ebben meg tudtam csinálni a kezdőpontot, akkor csak annyi változik, hogy a másik irányban indul el a marás. Igen csak vektor sorrendet lehet választani. Köszi, akkor frissítenem kell.
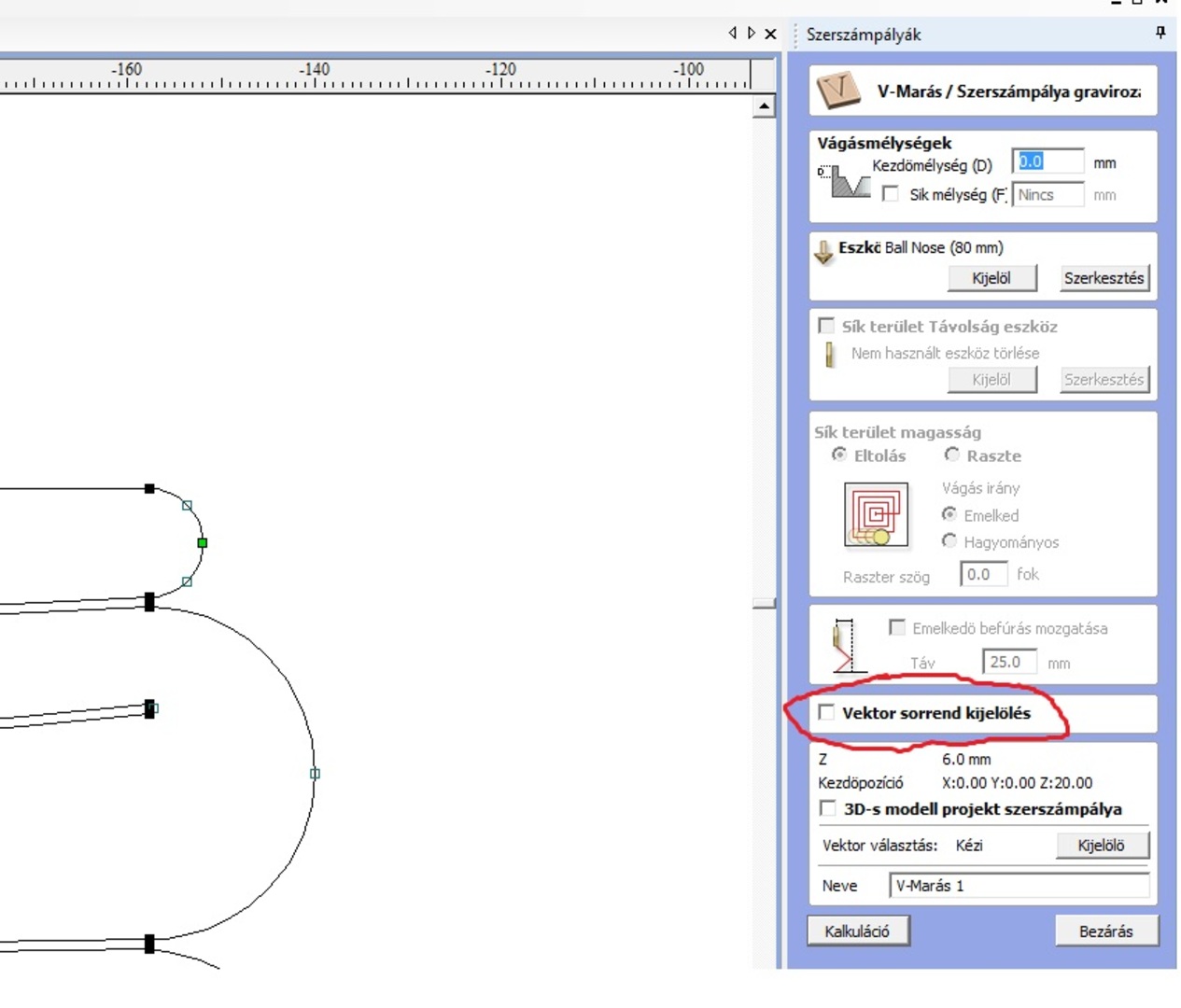
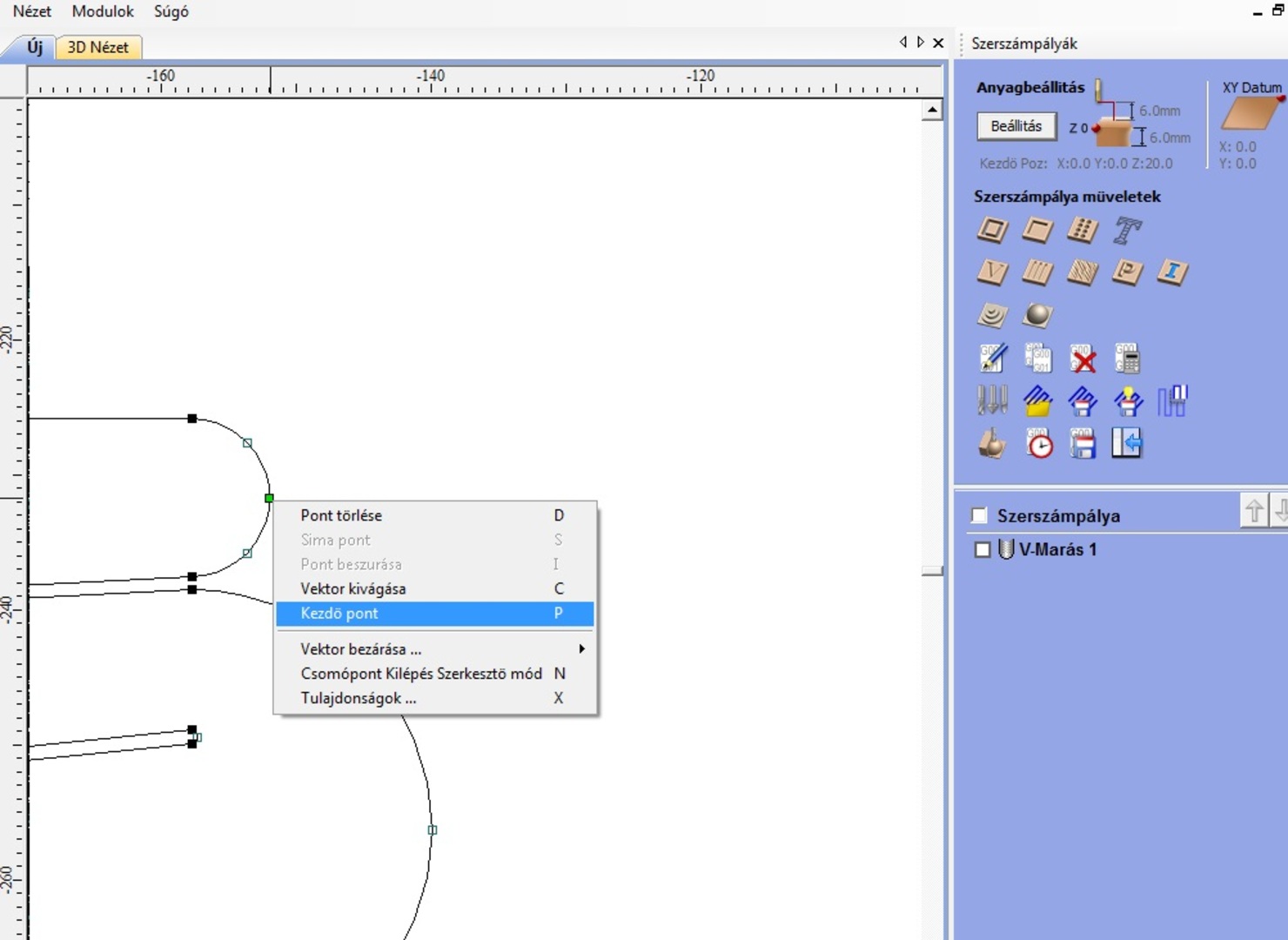
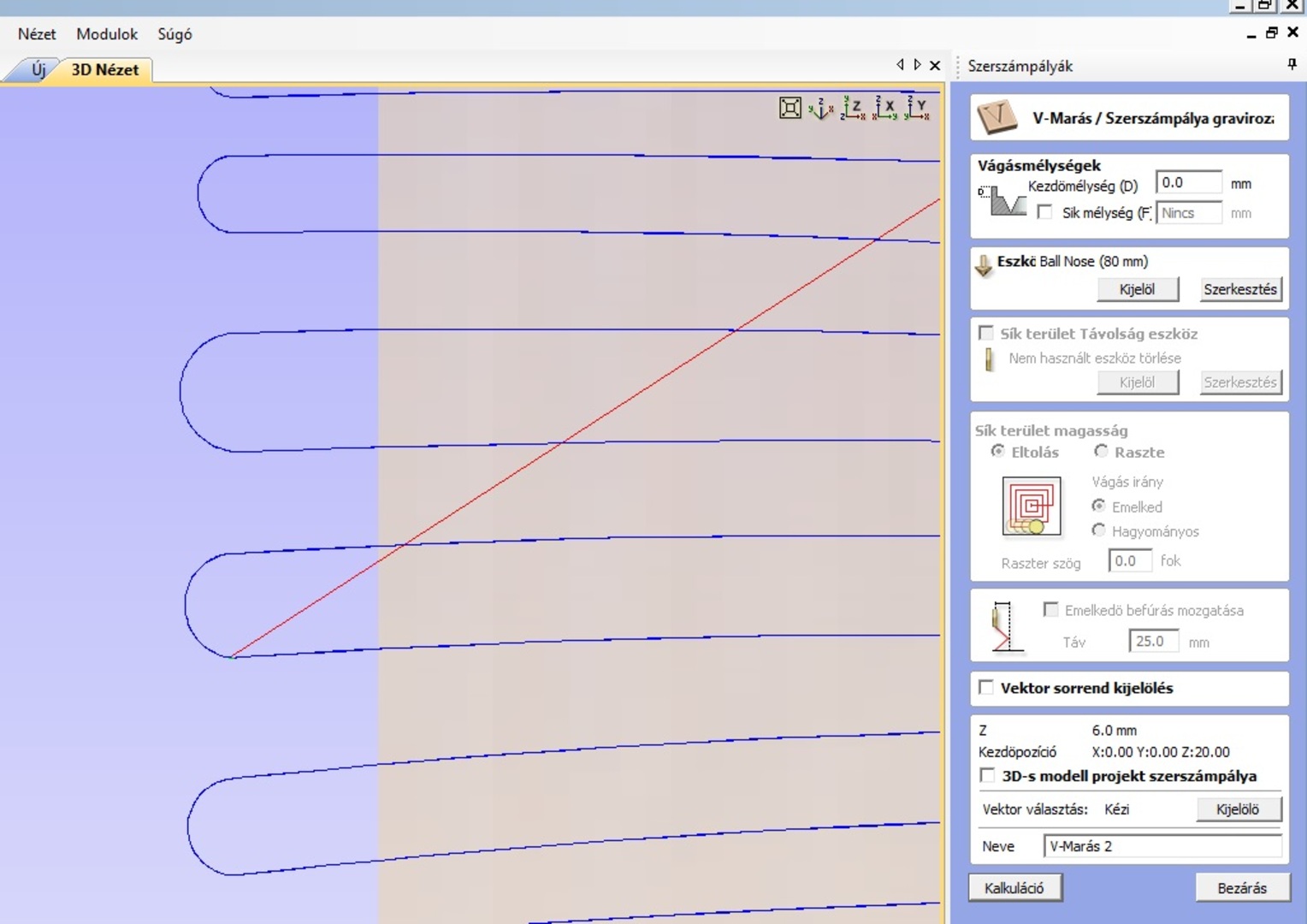
Ez melyik verzió? Nekem a 9.5 van meg, abban ha átváltassz 2D nézetre, akkor a node edit módot választva (ahol látszanak a vektor pontjai) ki tudod jelölni a vektor egy pontját, és jobb egér kattintással megadhatod a vektor kezdeti pontját, vagy hozzáadsz a vonalon egy új pontot, és azt nevezed ki kezdőpontnak. Ezután a Vcarve marásnál nálam ott a pipa lehetősége, hogy a vektor start pontját használja kezdésként. Ez az opció nálam a "Vektor sorrend kijelölés" felett található, de nálad nem látni ilyet.
Aspire programban zárt vonallánc nyomvonalnál a V-marás program a piros vonallal jelzi, hogy ott kezdi a marást. De a nyomvonal ábrán nem jelez semmilyen szakadást. Hogyan lehet a azt a pontot az ábra más pontjába áthelyezni? Köszi!
farkastibor | 670
2020-01-01 19:26:54
[5697]
.
totyazozo | 67
2020-01-01 18:43:45
[5696]
Szevasz,Bocsi hogy zavarok,Tudnál nekem segiteni,megtudod mondani,hogy tudok megtanulni legegyszerübben használni a Solid edge programot,Mit tudnáj ajálani várom válaszod,Köszi segitséged.Üdv:Zoli
Ja bocsi, azt lehagytam, hogy Autodesk Fusion -ben való megvalósítása érdekelne, .. De ha esetleg valaki másban tudja, hogy hogy kell írja lekérem azt is, hátha itt is működne, mert már semmi ötletem nincs.. köszi
aztaa | 3
2019-12-15 20:47:53
[5694]
Sziasztok!
CAM modullal kapcsolatos kérdésem volna. Adott az alábbi kontúr:
https://imgur.com/4QFzWFH
Az lenne, a kérdésem, hogy hogyan lehet egy ilyen általános kontúrra esztergálási szerszámpályát generálni?
Az átmérőt, illetve az alámetszett rádiuszt és a homlokfelületet szerszámpályáját egyetlen műveletelemben szeretném megvalósítani. Na most ez nagyjából sikerül is a beépített ,,profile finishing" műveletelemmel, viszont az a rádiuszt nem csinálja meg, hanem csak simán egyenes szakaszokat generál..
svejk | 32800
2019-12-15 16:00:10
[5693]
Van itt még olyan elvetemült fórumtárs aki SE V16-ot használ?
remrendes | 4057
2019-11-03 07:11:49
[5692]
Az osszeallitasi rajzban furatolod. Hole series, vagy ott szerkeszted a lemezt es az "elofurt" csovet pottyozod vegig, vagy az osszeallitasi rajzban inditod a Hole Wizardot es bal alul lesz egy olyan pipa, hogy atvigye e az alkatresz rajzokra a furatokat.
Ezt a hengerről a másik alkatrészre történő áthelyezést nem ismerem Hogyan működik a dolog ?
remrendes | 4057
2019-11-02 22:15:01
[5690]
Elobb is mondhattad volna, mi a terv. Ezt, ha osszeallitasi rajzkent csinalod, akkor 1 pipaval a csore kiosztott furatolast at lehetett volna vinni a lemez palastjara es nem kellett volna kuzdened vele, viszont 100% mindig egybeesik.
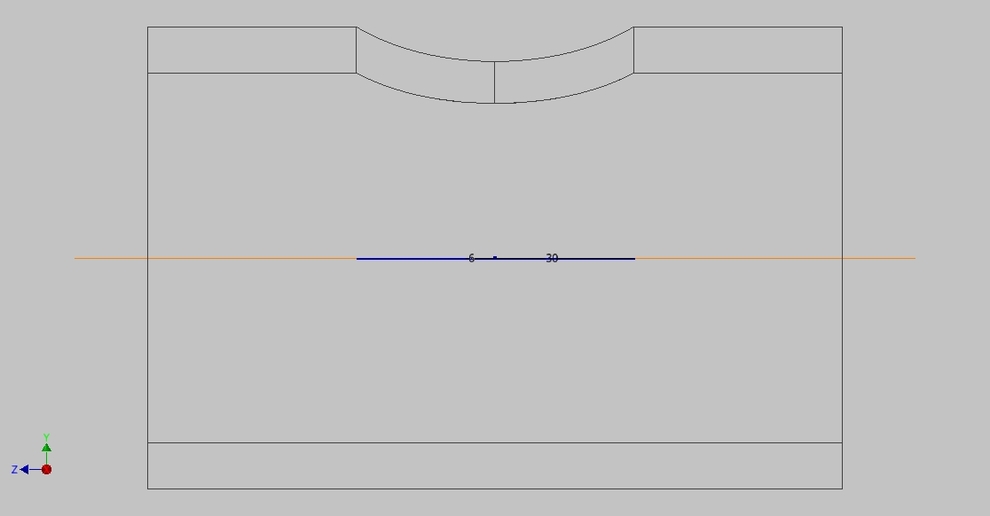
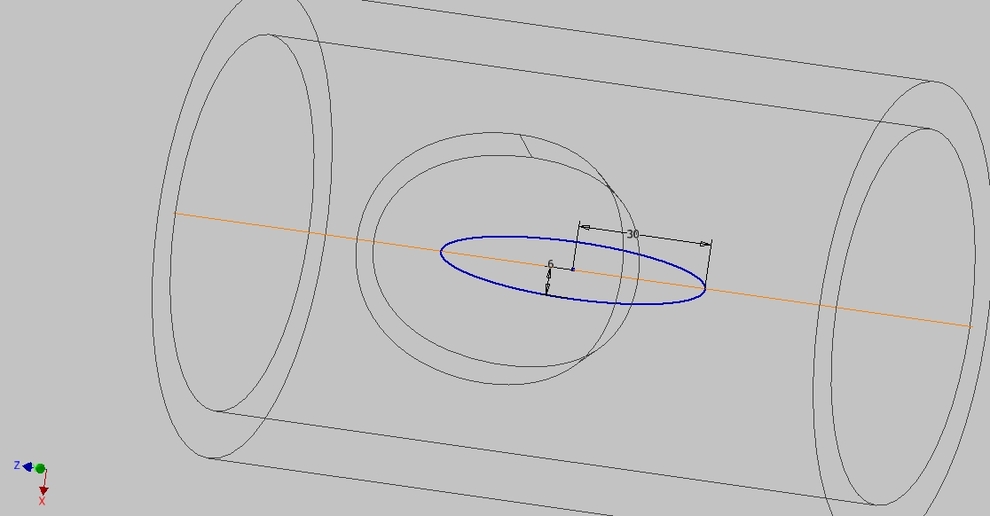
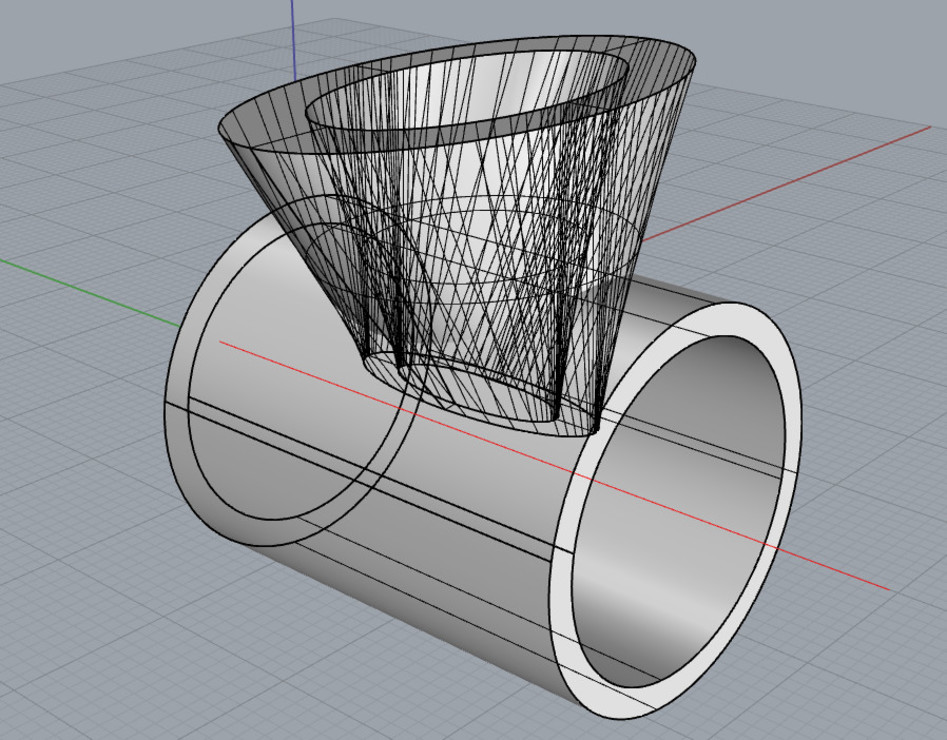
Üdvözletem végül sikerül a problémát megoldanom a warp eszközzel ahol a süllyesztés mértékét magasabbra állítottam mind a cső falvastagsága így kivágta azt. A kor formát pedig kimatekoztam Vadember Farkastibor belinkelt képe után. Ugyanis a Warp funkció csak úgy működik hogy rajzol az ember síkban egy sketch-t és azt ráhajtja a warp funkció a henger palástjára, tehát ha kort rajzolok a sketch-ben akkor kissé ellipszis lesz a végeredmény.
Remrendes "A palast minden pontban sugar iranyu lesz. De egy hajtott szerszamos esztergan ez szerintem igy van jol, sugarkorrekcioval." Igen pont erről van szó semmi másról.
Továbbá kipróbáltam Vadember által javasolt loft ot is kissé komplikált de működik.
Volt több kérdés is felém így most azokra sorban válaszolnék is.
Svejk kérdezte hogy ha tudom a megoldás miért is nem csinálom miért akarom annyira megrajzolni. Hát a helyzet sajnos az hogy ha teljesen sikerül is befejeznem az ötletem tervek formájában való megalkotását, sajnos ezt az elemet más kollégával tudnám megcsináltatni mivel a műhelyben csak 3 tengelyes maró van. Különféle makrokkal ugyan tudok pl elipszist, rádius okat szoget marni de ezt nem tudnám kimatekolni ráadásul körben furatok is vannak amit meg maximum egy készülékkel lehetne megoldani ammit forgatgat az ember furatonként.
Robsy kérdezte hogy miért nem fontos számomra hogy milyen a kimart felület hogy miként lenne az áthatás. Erre a kérdésre egy példával válaszolnék. Adott egy munkadarab melyet ki kéne fúrni m6 belső kulcsnyilasú hengeresfelyű csavar számára. Igen ám de a rajzon 6.5 átmérő van de sehol nincs olyan fúró viszont a munka eléggé sürgős. Van viszont 6.4 es hss fúró, talán gond ha azzal fúrom ki? (amúgy is a hss fúrók legalább 0.05 nagyobbat visznek) átmegy azon is a csavar, feladatát ellátja. A kivágás a csövemen ugyan úgy azt a célt szolgálja hogy aminek át kell rajt mennie az átmenjen.
Még nincs teljesen kész még jópár dolgot kikel hogy találjam hogy lenne legcélszerűbb. A hornybemarásokon ami a szerelhetőséghez kellenek ((azon keresztül érni el a csavart)) is gondolkodom még jólesz e úgy. (csöbe kerülő elemeket nem lehet eloszor fixen osszerakni mert akkor nem lehet pozícióba állítani hernyocsavarokkal a rögzítő csavarok meghúzása előtt. Most látom még oldalról is hiányzik két furat.
Vetesi75 | 1522
2019-11-02 11:36:12
[5688]
C-tengelyes esztergán radiális irányú hajtottszerszámmal + sima hengeres újjmaróval, csupán C-Z mozgással csak akkor lenne lehetséges a C-tengelyen átmenő alkotójú felület marása, ha a szerszámsugár nulla lenne. Ilyen állatfaj pedig nincs! Más a helyzet, ha az eszterga Y-tengellyel is rendelkezik, ekkor van lehetőség a szerszám sugár korrekciójára. Y-tengely hiányában gömbmaróval is éppen ki lehet kapirgálni, de az egyszeri látványosságon kívül nem sok mindenre jó.
Az első képen úgy látszik, hogy mindenhol befelé szűkűl az oldal. Azt hiszem alulra olyan ellipszist kellene rajzolni aminek a hossztengelyes mérete megegyezik a kívánt furat átmérővel a rövidebb pedig a maró átmérőjével. Ki is próbálom.
A palast minden pontban sugar iranyu lesz. De egy hajtott szerszamos esztergan ez szerintem igy van jol, sugarkorrekcioval. Igen, 1 sikban nem befele fog szukulni, de szerintem nem abban, amire gondolsz.
Talán, hogy mégsem érted. kalmanv fórumtársunk szerint: "Viszont szó sincs és nem is volt áthatásokról."
Ahogyan a videót néztem, azokból a mozgásviszonyokból - egyetlen egy síkot, mégpedig a cső hossztengelyére merőleges metszetet kivéve - mindenütt befelé szűkülő kontúrok adódnak. Persze lehet, hogy éppen ez a cél ???
"Tudom, hogy te nem fogsz olyan szerszámot választani mint Robsy. Mármint elég hosszú lesz a dolgozóél."
Te honnan tudod, hogy én milyen szerszámot választanék, amikor pont figyelmeztettelek téged is, hogy itt micsoda veszélyek vannak, különös tekintettel a köbös függvény hatás miatt?
kalmanv: "Viszont szó sincs és nem is volt áthatásokról."
Micsoda? Marogatsz, rajzolgatsz a monitoron össze-vissza, és közben nem érdekel, hogy a megmunkálás során milyen áthatási felület keletkezik a csövednél?
Na jól van emberek, kiszálltam, rátok hagyok mindent! Ilyen alapvető téves állítások, értelmezések mentén ennek a diskurzusnak semmi értelme.
Mind a két megoldásod jó a feladathoz. Tudom, hogy te nem fogsz olyan szerszámot választani mint Robsy. Mármint elég hosszú lesz a dolgozóél. Jó lesz a L/D viszony, hogy ne legyen ilyen bajod - "szerszám a változó elhajlási deformációja miatt törhet, vagy borzalmas lesz a megmunkált felület érdessége, pontossága."
Robsy igen tanultam ábrázoló geometriát habár nem vitatom ,hogy nyilván nem olyan szinten mid ahogyan valószínűleg ön. Viszont szó sincs és nem is volt áthatásokról. Sikerült találnom egy videót melyben 1:30 tol látható hogy én mit is szeretnék két különbséggel 1. én nem a henger palástjára vetített téglalap kontúrját akarom megmarni hanem más kontúrt 2. Az esetemben a kiindulási darab egy cső amit átmarnák.
1:30 mp től 1:40 mp ig. Amúgy foglalkozásom maros 3 tengelyes gépen kisebb bonyolultságú egyedi alkatrészek gyártásával foglalkozom helyszíni műhely programozással ((fanuc vezérlés manual guide ciklusok hagyományos iso G kod és egyszerű makró programozása mellett.))
Törölt felhasználó
2019-11-01 12:12:29
[5674]
Semmit nem írsz az adatlapon magadról. Ki vagy te, mivel foglalkozol? Tanultál ábrázoló geometriát, szakrajzot, áthatási görbe szerkesztést? (Én 1975 tájékán tanultam alapfokon először ezekről egy gépészeti szakközép iskola szakrajz óráin úgy 1976 környékén, aztán az egyetemen egy kicsit magasabb szinten ábrázoló geometria órákon.)
Van egy olyan érzésem, hogy a korod vagy a képesítésed miatt ezek a körzős, vonalzós, trigonometriai papír, ceruza alapú dolgok kimaradtak az életedből, és így egy picit "elvarázsolt" monitor világban élsz, és nem a műszaki valóságban.
Aztán jó lenne, ha tisztába lennél egy jobbsodrású szabványos koordinátrendszerrel is, mert bizony akkor nem írnál ilyen sületlenséget: "A darab forgatásával (( C tengely)) és a szerszám Z irányú elmozdulásával ((semmi XYZ akármicsoda mozgatások AB forgatások semmi ilyen)) kimarja a formát"
Üdvözletem előszór is szeretném megköszönni hogy próbáltok segíteni de úgy látszik megint nagyon sikerült félreértenünk egymást. ((ezek szerint nem fogalmazok eléggé pontosan egyértelműen ezen mindenképp igyekszek a közeljövőben változtatni)). Mivel most nem itthonról írok igy az illusztrációt később fogom pótolni. Először is én pont hogy egy későbbiekben egyszerűen gyártható elemet próbálok megtervezni ezért is nem teljesen értem pl. Robsy hozászolását a ""csicsavilágról"" Hogy is nézne ki a gyártás és az milyen felületet ad amit most nem tudok megrajzolni? Egyik megoldás hajtott szerszámmal ellátott eszterga: be van fogva a tokmányba a cső. A hajtott szerszámbefogóbán egy hosszlyuk maró van ez a főorsó tengelyvonalára merőleges irányba áll. 1.lépés átfúrja a darabot ((igen igen lehetne pl kemény fémfuroval először kezdőfuratot csinálni haggyuk most ezt)) 2. A darab forgatásával (( C tengely)) és a szerszám Z irányú elmozdulásával ((semmi XYZ akármicsoda mozgatások AB forgatások semmi ilyen)) kimarja a formát ((igen ami marad beesik ilyen megmunkálásnál figyelni kell nehogy megszoruljon a beesés miatt a szerszám stb )) Ennyi Másik megoldás pl 3 tengelyes függőleges marógép 4 tengellyel melyen tokmány van a müvelet pedig ugyan az. Annyi különbséggel hogy itt a maro x vagy y ba mozog annak fügvényében hogy miként van rogzitve az asztalon a 4. tengely.
remrendes | 4057
2019-11-01 10:01:53
[5672]
Szerintem ez igy nem jo Inventorban sem. Igy egy tolcser alaku kivagast kapsz.
"Nem párhuzamos oldalú furatot akar." Na majd akkor elmondja egész pontosan, mit akar.
"Azt egy egyszerű körinterpolációval is létre hozhatná forgató nélkül."
Ez se így van teljesen, mert bizonyos D/d viszonynál illene Z ben is lekövetni az áthatást. Egyébként a marószerszám teljes dolgozó része se biztos hogy elég, másrészt a szerszám a változó elhajlási deformációja miatt törhet, vagy borzalmas lesz a megmunkált felület érdessége, pontossága.