Sziasztok segítséget szeretnék kérni . Faipari cnc-n kell megmarni egy alu zártszelvényt 15*35mm profil ami kb 2 mm fal vastagságú és eloxált. 60 db pánt talpat ( nem kör ) kellene bele süllyesztenem 3 mm mélyen , a profilba rétegelt lemez van .Mivel eloxált fontos lenne sorja mentesen kimarni , akár 2 késsel is .Ez ügyben minden tanácsot szívesen veszek .Köszönöm .
csewe | 2578
2022-02-05 20:08:44
[756]
Eddig csak egyélü egyenes, és kétélü spirál marókat próbáltam. Szivesen kipróbálnék másfajta marót is, hogy ne kelljen ennyit csiszolgatni, viszont magyar beszerzési forrás kellene.
Köszönöm a választ. Sajnos nem taléátam 3, illetve 2mm-es átmérőket. Én ilyen kis átmérőkkel vágom a a rétegelt lemezeket, mivel gyakran kicsi alkatrészeket kell kivágnom.
Rétegelt lemez ujjmaróval törtánő sorjamentes vágásáról szeretnék információkat. A spirális élü feltépi, az egyenes élü csak rövid ideig vág sorjamentesen. Sajnos a sorja, és a rossz vágási felület miatt nagyon sok utómunkát igényelnek az ijen munkáim. Rengeteg csiszolással jár helyrehozni a vágási felületeket. Szeretném ha megosztanátok velem a tapasztalataitokat.
Sok esetben mikroszkóp sem kell, egy vésnöki munka szabad szemmel is mívesebb, sorja nélküli diszítés, míg a karctű bizony csak csikar, karcol... Persze megvan annak is a létjogosultsága, de a kettő nem összemérhető véleményem szerint.
Próbálkoztam már gravirozni/karcolni tűvel , mig egy szaki azt ajánlotta hogy mikroszkop alatt nézem meg a különbséget a karcolt ill vésnöki felület között.
Szerintem erre nem kell a forgatott kés. Én is szoktam karcolni, nagyon egyszerű, csak egy tűtartót kell csinálni ami nyomja a karcolót. Tudom a nyomtatás erejét szabályozni, úgyhogy az dönti a mélységet. Műanyagot is, meg többfajta fémet is lehet vele karcolni.
Gondolom a forgatott késnek is van előnye, pl. mélyebb gödröket tud vágni, de kicsit bonyolultabb a konstrukció. Viszont ha nem kell mélybe vágni akkor nem kell forgatni sem.
Az UCCNC is tudja. Az A tengely beállítható "forgó kés" üzemmódba, ami követi az X-Y irányát. Megadható (többek között), hogy hány fokos kanyarban emelje ki a kést, hogy ne törje bele az anyagba.
"Az elmúlt évtizedekben a hagyományos fa építőelemek helyett olcsóbb, egyszerűbben gyártható és felhasználható faipari termékek terjedtek el. Szinte mindenhol megtalálhatóak a sima, illetve az úgynevezett MDF MDF és HDF farostlemezek, OSB és egyéb forgácslapok, a furnér- és rétegelt lemezek. Az ezekhez a faipari termékekhez ragasztóként adott műgyanta gyakran tartalmaz formaldehidet.
Én a Lidl-be vetteme egy ilyen parksido-os marókészletet, nem emlékszem már mennyiért, és ebben van D20-as, ami elég nagy már egy síkolásra.. csak bírja a géped (8mm -es ezeknek általába a száruk.) keress rá neten hogy "felsőmaró készlet" millióféle készlet van ilyesmi. De persze vehetsz ebay-ről is, pl.:ebay_link
Sziasztok segítsetek amatőr cnc s vagyok és a gépem aszalába elég sűrűn belemartam egy 22 mm es mdf van rajta milyen maróval tudnám ezt telibe síkra húzni újra létezik valami faipari cél maró mi lehet a neve köszönöm
Kétkomponensű karosszériajavító esetleg? Van üvegszál adalékos is. Szilikon formába kenve teljesen zárt üreges test is készíthető. 20-30 perc után csiszolható festhető. A forma legapróbb részelteit is felveszi, így a csiszolás el is hagyható. Anyagát nem próbáltam még színezni.
"Próbáltam fehér cementtel, az ugyan nem törik, de szétreped kiszáradás után, és anyagában szintén nem sikerült festeni."
Ha törik, annak az is lehet az oka, hogy túlvizezted. Nem akarok akadémiai értelezést folytatni, de a cementek kémiai vízigénye kb. 20-25 tömeg%. Ennyi kell a tökéletes kristályosodáshoz. Mivel ilyen kevés vízzel legfeljebb földnedves keveréket keletkezik, ezért több keverővizet használnak. Ettől akár önthető is lesz a keverék, de a cement akkor is csak tömegének 25%-a vizet fog megkötni, a felesleges víz elpárolog és a helyét levegő tölti ki. A levegőnek meg elég gyengék a szilárdsági tulajdonságai... A kiszáradás-repedés összefüggő dolog. Mivel - normálisan - a cement nem szárad (fizikai úton), hanem kémiai kötésen megy át (ami nem visszafordítható), ha idő előtt kiszárad amikor még nem ért el megfelelő húzószilárdságot akkor a zsugorodásból származó feszültség hatására el fog repedni. A túl sok keverővíz erre még rá is segít, többet fog zsugorodni kisebb szilárdság mellett. A fehér cementek (különösen a szlovák CRH - Rohoznik) egyébként is többet zsugorodnak mint a "szürkék". A fehér cement anyagában kiválóan szinezhető, persze csak megfelelő festékkel. Porfesték terén a Bayferrox, folyékonyban a SIKA ColorFlo családot ajánlom. Léteznek az olcsó kínai betonfestékek is, de azoktól óva intek mindenkit, hacsak nem akar az eredetileg barna színből pár hét után lilát, a vörösből halvány mustársárgát látni.
Ez azért erős túlzás... Pl. az Epoxi gyanták egyáltalán nem UV állóak mint ahogy nagyon sok szerves pigment (szinezék) sem. Ha kültérre kell, akkor mindkettőből csak az UV álló jöhet szóba. Az epoxit szokták UV állóság fokozó adalékokkal keverni, de jobb megoldás eleve UV álló gyantában gondolkodni. Különben pár hónap alatt először csak bemattul majd "krétásodik", vagy ha bevonatként van felhordva akkor filmszerűen leválik. A víztiszta változat UV állósága ellenére is idővel besárgul, egyre inkább méz színű lesz.
Keverj bele egy kevés kvarclisztet, hogy már ne legyen áttetsző. Kicsit fakóbb lesz a színe, de ez a színezőpaszta mennyiségének növelésével kompenzálható.
Mivel lehet úgy színezni, hogy ne átlátszó/áttetsző színes (tehát ne zselé kinézetű), hanem "anyagában színezett, tömött" (mint a cukormáz, vagy krém) legyen?
A sztenderd fugázót, nem csak kis kiterjedésben lehet használni (mint a fuga max 10mm széles, 10mm mély), különben bereped? Legalábbis itt amikor a szaki csempézett ilyet mondott, és még azt hogy van A "fugázó", nem említett műgyantás és rugalmas változatot. Megkérdezem az üzletben.
Előzmény: Szalai György, 2021-06-17 05:10:29 [723]
LittleSV | 841
2021-06-17 07:47:05
[725]
Kétkomponensű önthető szilikonra gondolsz? Azt gondolnám ennek rugalmas marad a felülete.
Sziasztok. Nem találtam megfelelőbb topicot a kérdésemnek, így itt tenném fel. Párom kért meg hogy készítsek süteményeket, tortát, torta szeletet dísznek. Próbáltam hungarocellből kivágni a formákat, illetve több réteg összeragasztott szivacsból is. A forma még csak sikerül, de a "bevonattal" régóta kísérletezem, de egyik sem sikerült. Próbáltam gipsszel, de törik (ha gyerekek leejtik a díszt) és matt a felülete, illetve ha a porba teszek festéket akkor kiválik. Próbáltam fehér cementtel, az ugyan nem törik, de szétreped kiszáradás után, és anyagában szintén nem sikerült festeni. Kaptunk egy mű kuglófot (szivacs alap, és valamilyen "cukormáz"), nagyon élethű, de a helyi kiskereskedők megtippelni sem tudják mivel van bevonva, ami nem törik, és reped (mint a gipsz vagy cement), ráadásul bármilyen színben előállítható (látszólag anyagában színezett, sima felületű). Lenne ötlete valakinek hogy milyen anyaggal lehetne ilyen mű cukormázat előállítani? Google - youtube keresésekkel nem jártam sikerrel. Ehhez kapcsolódik egy másik kérdés. Szintén mű sütemény téma, mézeskalácsot és cukorkát kell készítenem, nagyméretben, szabadtéren tárolva (nap fogja égetni, eső és hó áztatni). Ide milyen anyagokkal lehetne dolgozni? Nyilván olyan kell ami nem ázik szét (hungarocell alap jó lehet, a szivacs szétázik), illetve a bevonat se oldódjon fel, ne fakuljon ki stb.
lovas gyula | 1877
2019-01-06 11:47:33
[720]
Fantasztikus videó talán még annak is aki nem szándékozik gitárt késziteni. Tegyük hozzá, hogy az ember akusztikus hangszert készit, de azt végtelen alázattal. Igazi videó csemege.
Erről jut eszembe. Menetköszörüléshez profilozott köszörűkorongok beszerezhetőek valahol? (Menetorsó végére finommenetet köszörűzni.) Nem volna baj, ha CBN szemcsés, hogy ne kéne még felszabályozni.
Sziasztok! Rozsdamentes köracélba szeretnék beszúrásokat tenni, illetve leszúrni. Átmérő 30, ha jól tudom 303-as jelű anyagról van szó. Tudtok mondani nekem optimális forgácsolási paramétereket hozzá?
ÜDv: IStván
farkastibor | 670
2018-11-18 22:22:58
[715]
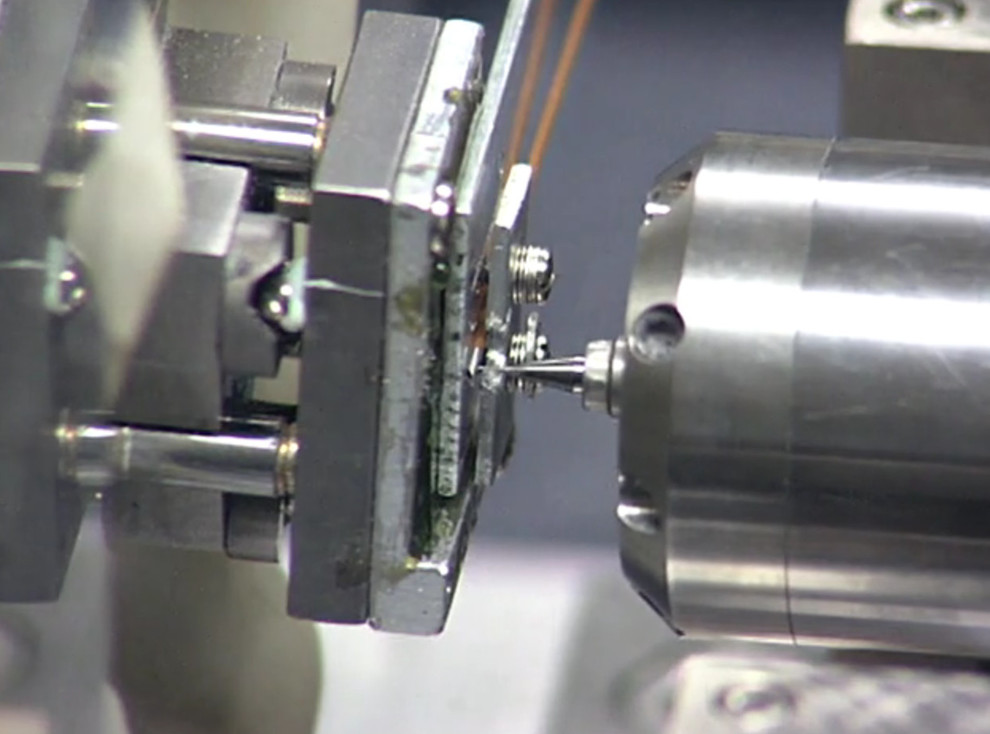
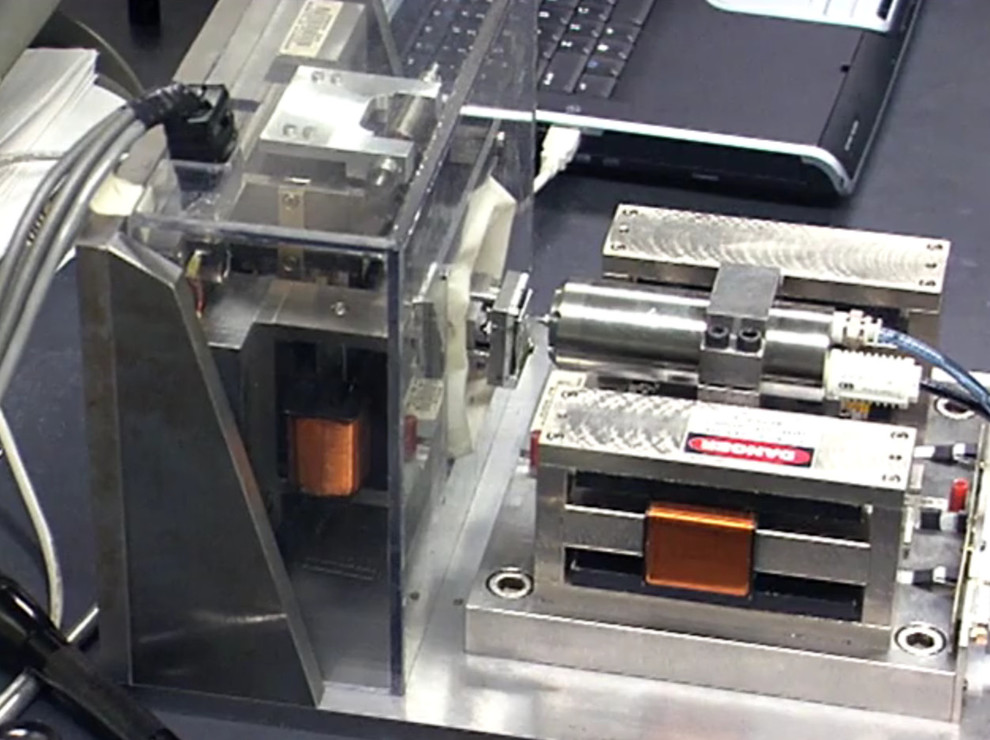
Mikro-marás CNC , nincs léptetőmotor/golyósorsó ...
sanyi84 | 1358
2018-11-17 16:25:10
[714]
Igen, én is egy rozsdamentes kis szivattyúval csináltam. Végül is egy nagynyomású mint a velső hűtésnél valószínű jól vágna. A vágat szélessége egyébként a fúvóka szélessége alacsony nyomás miatt. Szerintem érdemes magas nyomással kis fúvókaátmérővel menni. Felület minősége igen jó. Nagy nyomás+pici fúvóka+ áramvisszacsatolt hajás valószínű elkel egy ilyen géphez.
Vas esetén vashidroxid keletkezik amit ha feloxidálnak akkor már vasoxid ami ülepíthető és szűrhető . A feloxidálás akár levegő befúvással is létrehozható , de a németek biztosan vegyszerrel csinálták ( egy tipp: H2O2 ) Mint magánban írtam én nemes egyszerűséggel 30liter elektrolittal csináltam , az kibírt kb 4 órát . Aztán magától is feloxidálódik ha nem bántja az ember . Jól látod az emulzió szivattyú nyomása elég kicsi ( mert nem arra találták ki ) Mint írtam én egy borászati rozsdamentessel csináltam .
Letestelt... Ha az elektrolit szűrés megoldgató lenne akkor olcsó stabil hobbigéppel lehetne munkálni fémet. 0.5 mm/perc előtolással. Persze szabályozható, visszacsatolással szabályozható tápegység kellene hozzá. Nem látszik de az eredmény polír felület. Viszont az alacsony nyomás miatt alulról jobban bevágta a darabot.