Igen nálam egy cső volt elektródénak használva ami a homlokán jöveszt (Mint egy dobozfúró korona de az forog is ugye ) Ha a vastag anyagnál megszakítottam volna az erodálást akkor valóban egy háromszög alakú hasáb állt volna ott
Ez nem egy általam készre épített rendszer ez egy demó, ami bemutatta az elektrokémiai erodálást . Persze arra bőven jó hogy egy kemény gépi fűrészlapba egy furatot csináljon az ember vagy valami nagy vídia lapkát pl kettévágjon Mint korábban említettem nyugaton ez egy high tech megmunkálás és nagyon komplikált alkatrészeket is gyártanak vele ( pl a repülőgép turbináit )
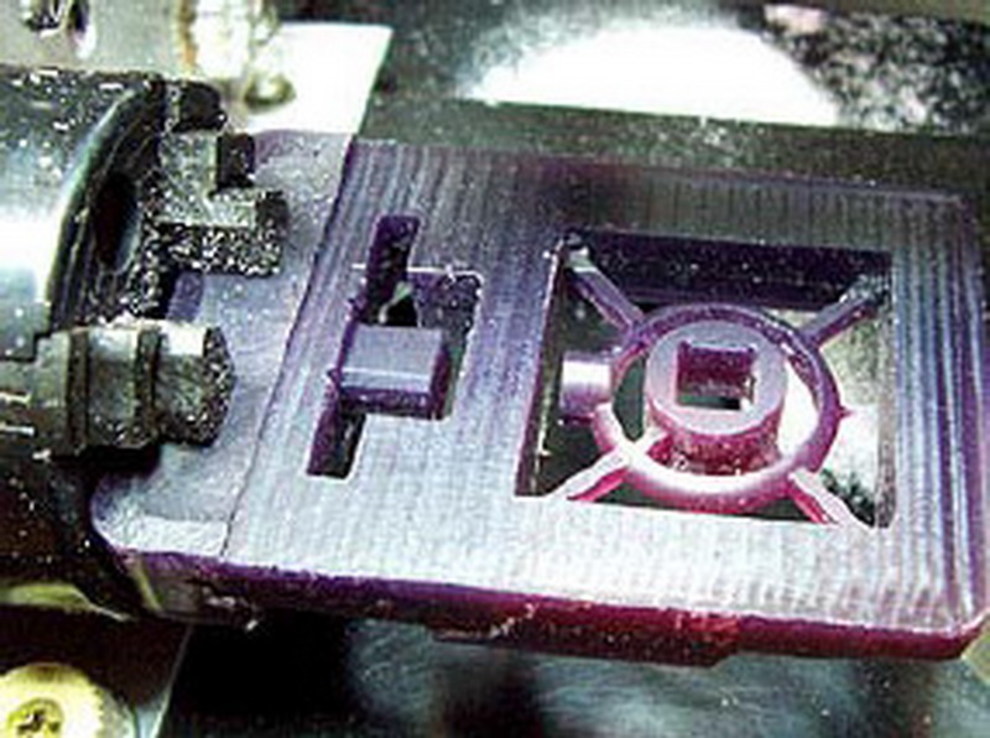
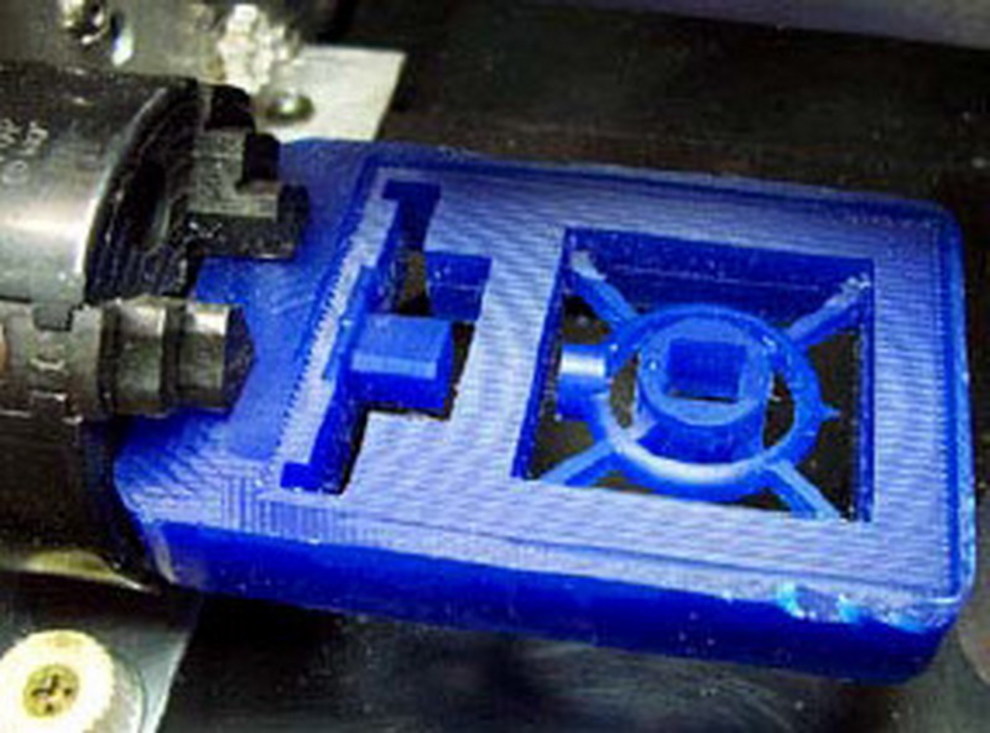
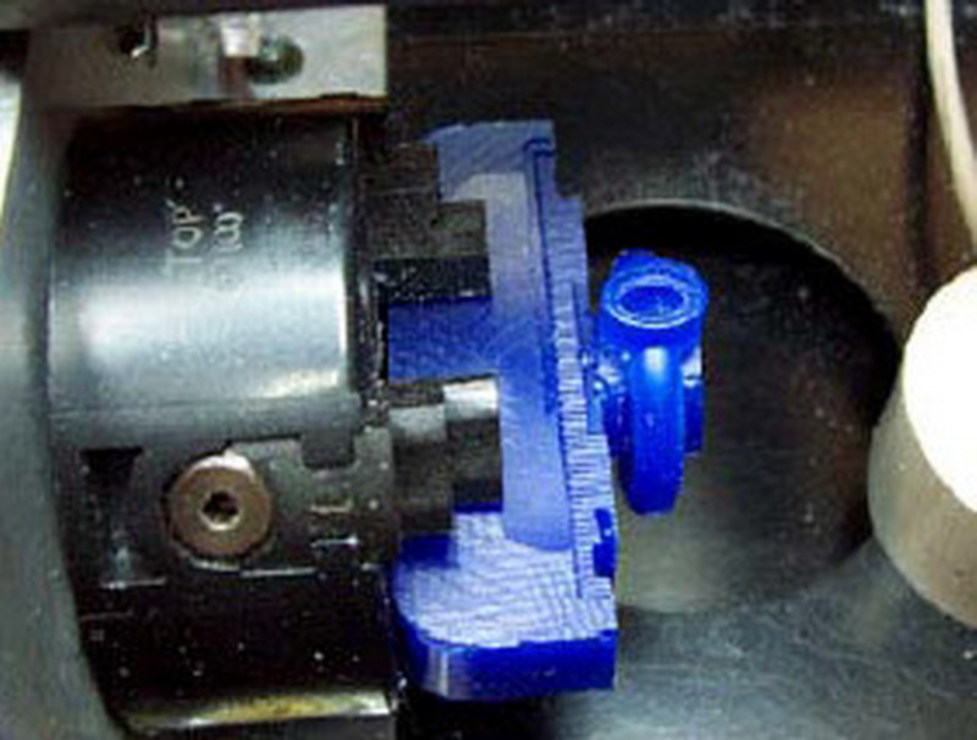
Kicsit kutakodtam .. Találtam egy vékony KO lemezt amit az elektrokémiai erodálásssal "fúrtam" ki) Ilyeneket csináltam a kutatók éjszakáján ( gyorsan ment mert vékony volt a lemez , és ki tudta várni a közönség )
Csuhás | 6650
2018-11-06 11:36:38
[705]
Kúpos menet esztergálás orosz módra:
ANTAL GÁBOR | 4585
2018-11-05 12:13:11
[704]
Az Agrokernél vettem egy rozsdamentes (borászati) forgólapátos szivattyút ( forgásirányváltós ) 28 liter/min H max = 22 m Novax 20 M a típusa ( olasz Rover pompe)
15*1 es vörösréz csövet nyomtam háromszögletűre ( tokmányban ) és zárlat elkerülési céllal bevontam zsugorcsővel ( csak a homlok maradt szabadon ) Kicsit biztosan nagyobb lett a furat mert a zsugorcső is belefért a kész furatba
Mint említettem Düsszeldorf ban láttam az ipari nagy testvért . Ott mutattak vörösréz elefántot . Kérdezem minek ? Hát a helyi pék kitalálta hogy elefánt alakú kuglóffal lepi meg a gyerekeket . Megrendelt egy kuglóf negatívot rozsdamenetes anyagból . Hát beleerodálták neki. A vörösréz abs nem károsodik nem fogy , örök életű
Néhány Volt (úgy 8 ra emlékszem ) Egy kínai labortápot használtam erre ami max 30 V os és 10 Amperes volt ) Közönséges konyhasó jó töményen ( nem cicóztam 30 literhez kb 2-3 kilót tettem bele . Iparilag inkább nitrátokat használnak de annak elég nehézkes a beszerezhetősége
Köszi! A használt feszültség értéke és a sóoldat ( NaCl-nak gondolom, vagy esetleg más?) töménysége még nagy segítség lenne. Az ajánlott kulcsszóval majd utána nézek.
Nem védett és én ( is ) csak a nagyok után megyek . Elektrokémiai erodálás . Mint leírtam egy olyan galvanizálás ahol a munkadarab az anód ( Mint a nikkelezésnél a nikkel anód ) Rákapcsoljuk az áramot és galvanizálunk ( oldódik az anód és elindul a katód felé , de nem hagyjuk hogy rá is kerüljön mert kikeringetjük egy szivattyúval ) Mintha nikkeleznél egy réztárgyat de nem hagyod hogy a tárgyra rákerüljön . Esetünkben az anódnak kapcsolt tárgy ( acél stb) akar kiválni a réz katódon , de nem engedjük mert a réz katódon ( szivattyúval) kiáramló elektrolit " szembe megy "a beoldódott fémmel . Ennyi . Nagyon komplikált alkatrészeket is ki lehet alakítani ( pl repülőgép turbinákat ) .Persze a katód foroghat is ( CNC !) De azért high tech
Bőven van irodalma .. (" electrochemical erosion " ra tippelnék ) Én egy vörösréz csövet összenyomtam egy 3 pofás eszterga tokmányban ( hogy háromszög alakú legyen ) azzal "fúrtam " ki a gyorsacélt . Egy órás eszterga keresztszánjával adtam az előtolást ( kézileg ) , figyelvén a kialakuló áramot . 6 perc alatt kifúrta ( a volt munkahelyem legmagasabb titulusú vezetője: végignézte ...) Európában bőven van ilyen ipari gép, nálunk sajnos nem tudok róla hogy lenne Az ipari gépek a beoldódott vashidroxidot kikeringetik feloxidálják és a csapadékot leszűrik , majd az elektrolitot visszakeringetik .. Én nagy mennyiségű elektrolittal csináltam ,ami kibírta a kísérleti időt ( kb 6 óra )
Szia! Ha nem védett szabadalmi eljárás,beavathatál a részletekbe .(mert ott a siker titka) Nekem napokba tellett, mikorra egy beépített motoron elektrolízissel sikerült eltávolítani egy motorszámot!
Éveken keresztül ( kb 8 alkalommal ) a nyugdíjazásom előtt aktívan részt vettem a kutatók éjszakáján . Az egyik alkalommal elektrokémiai erodálást csináltam . A 3 mm es gyorsacél kést egy alakos furattal kifúrtam . 6 percig tartott. Nem nagy kunszt. Valójában galvanizálunk . Az anód a megmunkálandó anyag ( esetemben a gyorsacél esztergakés ) A katód az alakos elektróda. Az elektrolit : sós víz A trükk az hogy nem engedjük a katódra az anyagot hanem egy erős sugárral ( szivattyúval ) eltérítjük onnan ( a szerszám ebből következően öblített )
Nagyon hasonlít a szikraforgácsoláshoz de a szerszám abs nem "kopik" . Düsseldorfben a Köppern nél láttam hasonló eljárást. A brikettáló hengerbe 2000 amperral " galvanizálták" bele a negatívot ( kb annyi idő alatt amíg ezt leírtam )
Sajnos Mo on nem tudom hogy működik e valahol elektrokémia erodálással megmunkálás A cucc meg van bármikor meg tudom ismételni a a fúrást
Varga László | 1213
2018-11-03 18:29:40
[694]
És az sem hátrány ha egy alátét anyagba engeded át a keményfém fúrót ,mert ha megszalad lehet hogy hosszú lesz a köszörülés.
Amikor rövidítettem lapot akkor tömör keményfém fúróval fúrtam oszlopos fúrón. Jó ha valami ideiglenes sablonnal fúrod mert fontos hogy azonos helyzetű legyen a két végén a furat.
Sziasztok! Fa nyílvessző testeket szeretnék készíteni.A fúróba befogásos módszer lassú és utólagos megmunkálást igényel. Ki vállalná egy vesszőhúzó gép megtervezését ill. legyártását?
Bognár Zoltán | 253
2018-10-29 05:36:39
[690]
Én hegesztövel nagy amperral szoktam lyukasztani. A huzo oldalon maradjon az eredeti lyuk.
Szia Lacibácsi! Én melegen lyukasztottam már ilyent és szépen ment, fontos a viszonylag kis rés eltérés a kiütö tüske és a támasztó szerszám között mert nagyon kígyüri de azt meg le lehet köszörülni.
Sziasztok! Véleményeteket szeretném kérni: keretes fémfűrészgép lapot szeretnék kifúrni, kb 8,5 furattal. (8-as csavar megy át rajta) 500 hosszú lapból készítenék 400 hosszút, és a felfogó furatot kéne újra elkészíteni. Keményfém fúró viszi? Melegen lukasztani? Vagy egyéb ötlet? Köszönöm előre is!
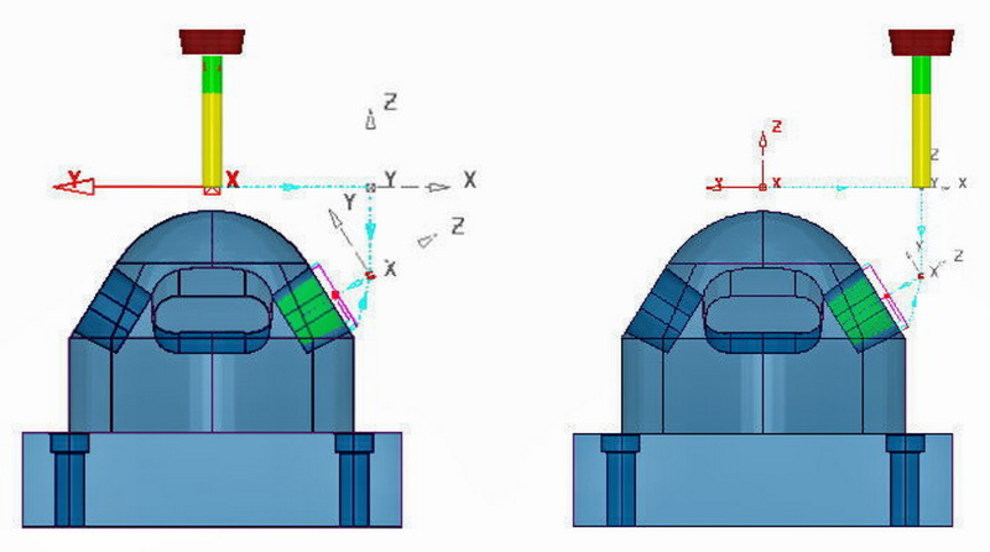
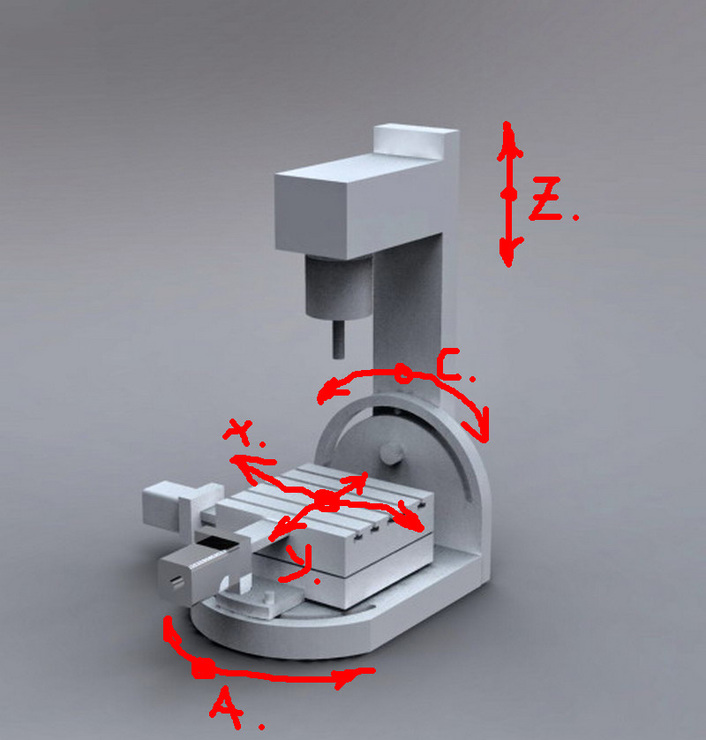
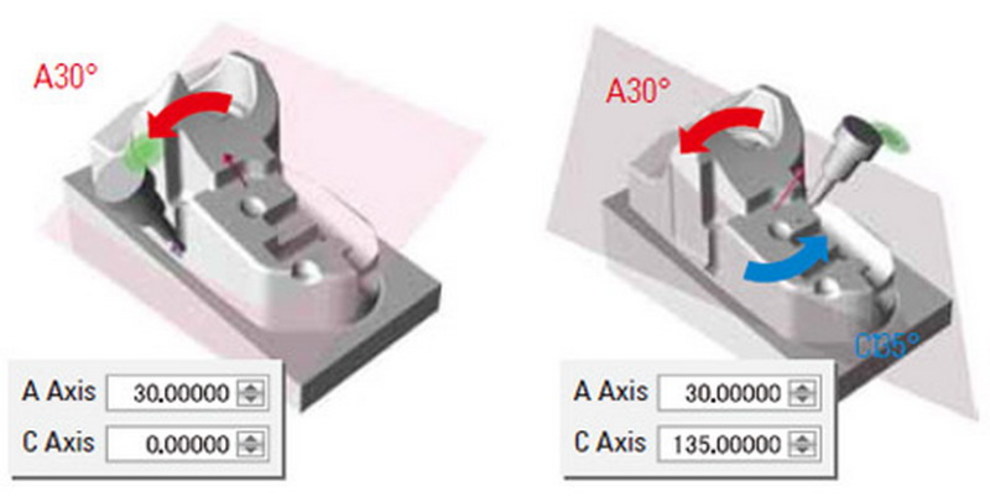
3tengelyű CNC , amit lehet használni mint 5tengely(,,index,, nem szimultán!!) persze a programozása kicsit bibis ; G54ről G55.....G59ig , workoffset-nél meg kell változtatni az asztal és a Ztengely szögét .
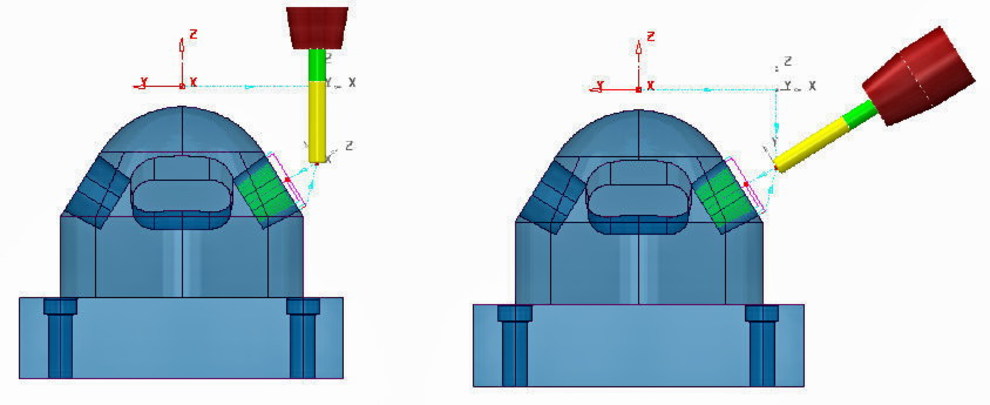
Ez a 4tengely index megmunkálás(különbözö a 4X/szimultán es a 4X/folytonos y=0)
farkastibor | 670
2018-10-24 11:59:05
[682]
Spiáter óra kaszni sorozatgyártás(öntés + megmunkálás)
somma | 325
2018-09-16 19:06:05
[681]
A felületi kopóréteg igen kemény. Én szívesen használom a szalagparkettát klf dolgokhoz, de amióta megtapasztaltam a marókra gyakorolt káros hatását, azóta a hátoldalról a kopóréteg határáig munkálom, majd egy csavarhúzó segítségével könnyedén áttöröm a kemény réteget. Utána könnyed sorjázás ad szép kontúros élet.
Úristen miből van ez a laminált padló tudja valaki? Eszi a keményfém maróimat esetleg szilícium-oxid a töltőanyaga?
farkastibor | 670
2018-09-08 11:03:30
[678]
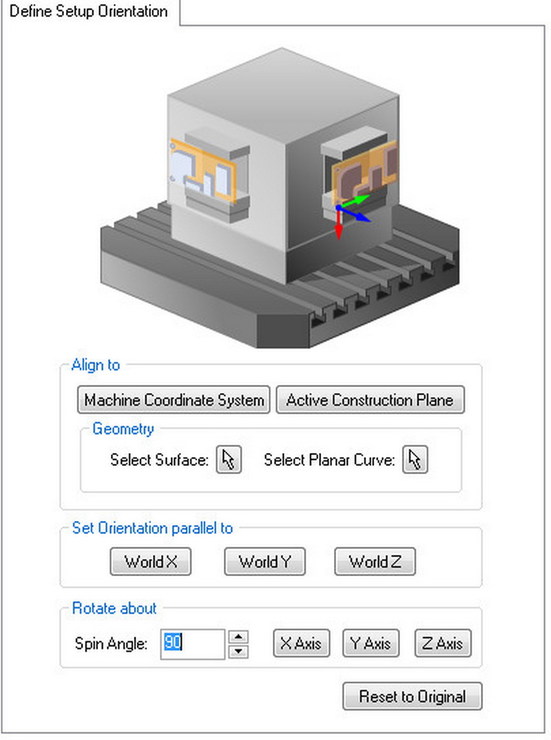
Nem , ez nem 5-tengelyes megmunkálás(4-tengely)
farkastibor | 670
2018-09-06 20:28:33
[677]
Ezek a fránya oroszok.....
Rabb Ferenc | 4284
2018-09-04 14:18:03
[676]
Pedig egyszerű(bb) mint a faék. Puha kenyérbéllel teletömi az üreget (persely, csapágy vagy akármi) aztán egy viszonylag pontosan illeszkedő rúddal beleveri vagy sajtolja. A most már sűrű massza minden rést kitöltve felfelé kinyomja a perselyt, mert csak abban az irányban nincs megtámasztva.
Fontos a zárt fészek masszív alátámasztása, mert könnyen kiszakadhat az alja.
nem fém ötvözővel történő ötvözés amikor szenet viszünk be a vas felületébe a szakmai neve cementálás ,történhet báriumos faszénnel , vagy gázban.. az ipar ezt azért igen régóta alkalmazza de azért ne tévedjünk el nem lesz belőle szénacél. ami nagyon fontos ,hogy olyan anyagon alkalmazzuk ,hogy a magkeménység edzés után elég legyen ahhoz hogy a vékony cementált edzett réteget megtartsa és ne szakadjon be a terhelés alatt. általában 0,6 -1,2 mm nél vastagságban szoktunk cementálni , gazdasági okok miatt tovább fejlesztett változata a nitrocementálás de ez már más kategória. csak érdekesség régebben ötvöztek felületet alumíniummal is ennek neve alitálás de teljesen más világ és ma már szinte semmi gyakorlati jelentősége sincs.
még sok ilyen érdekesség létezik a hőkezelésben ami ma már némi mosolygásra készteti az embert, ma már nagyon jó anyagok vannak csak hobbi körülmények között nehéz hozzájutni.
A cédrust tükörsimára lehet faragni, pl.: ceruza! A szerszámnak pedig borotvaélesnek kell lenni. Ha jól gondolom, akkor a képen látott marás gömbmaróval készült. Én egy élű szerszámot készítenék erre a célra, és a lehető legnagyobb fordulattal járatnám a marót. Az előtolás minden esetben rámarás irányba történjen.Az ellenmarás felborzolja a rostokat!
Ati | 1120
2017-11-05 08:46:31
[665]
Sziasztok! Vakaki faragott már cédrust? Nem sikerül szép felületet csinálnom,olyan szőrös mint egy majom, még a 280-as vízpaírral is alig tudom simára csiszolni. A vizbe áztatott fenyőfához tudnám hasonlítani megmunkálási szempontból.Van valakinek ötlete?
Varga László | 1213
2017-10-26 19:13:57
[664]
Próbáld meg PKD lapkával forgácsolni, nem fog kenődni.
Üdv Nem tudom, hogy Te honnét szerzed be az alumíniumot. Én a " Szin-us"-tól(Szeged).Igaz,nem igényes felhasználásra. Vettem ami a kezembe akadt. Faragáskor kunkorodik a forgács, de a menetvágás sem gond. Üdv: Péter
A vas is keményedik kalapálás hatására, mégis inkább acélt használnak szerte a világon. Két ilyen acélkeményítés jut eszembe: a kaszák élének kalapálása, illetve a kovács üllők felületének "nemesedése". Szóval keress jól forgácsolható anyagot, és persze egy darabon próbáld ki a préselést is
Forgácsolni ötvözött alu kell, mondjuk AlMg3. Inkább rendelj a netről, mint szenvedsz a préselgetéssel, amúgy arról nem tudok nyilatkozni, hogy milyen eredményt érhetsz el.
Azt olvastam több helyen, hogy az alumínium nagy nyomás hatására felkeményedik. Ezt pedig hőkezeléssel lehet tovább javítani.
Nálunk a színesfém boltban, csak puha alut lehet kapni. 60xx a száma, már nem tudom pontosan. Ha a nyomás hatására a kristályszerkezet változik, és keményebb lesz, akkor esztergálás előtt ha beteszem az alurudat a présbe, és összenyomom (akár minden oldaról), majd utána esztergálom, akkor nem lehet, hogy kevésbé kenődik, és jobb lesz a forgácsleválasztás, továbbá erősebb lesz az elkészült munkadarab?
Van valakinek ezzel tapasztalata?
guliver83 | 3219
2015-05-03 13:28:00
[659]
Nekem egy 3mm maró megfelezve úgy mint egy gravírtű 17mm anyagot kellet átvágnom 2mm fogással 800mm előtolás nagyon szépen megy benne. Kukoricamaróval nem hiszem, hogy jó lehet marni inkább ledarálja mint marná. Az egy élű tökéletes hozzá.
 )
)