"A csapágyak szinte mindig zsírkenésűek de így is elmennek 15-20 évet."
Itt megjegyezném hogy a zsírzott csapágyakat újkorukban ki kell mosni, akár féktisztítóval, és összeszerelés előtt illik bezsírozni precízen.
Én az állatorvos barátomtól kértem valami használt fecskendőt..aztán kértem kisebbet is, vastag tűvel
Visszatérve: ugyanis az olajos felületre nem igazán tapad a zsír és tovább bírja ha fémtiszta felületre kenjük, a sok-sok évben én nem hiszek, így aztán mivel van zsírzószem utánanyomok néha.
Ezt tudtam én is! nem is a Gildemaistert hoztam példának, mert az jó! A duplasoros hengergörgős csapágyaknál van ez a probléma, ahol kúpos a felfekvése a főorsón,hogy akkor mennyit lehet feszíteni hosszirányban? míg el nem pattan a belső gyűrű!
Ez ugye CNC-knél követelmény, hagyományos esztergánál a Z irány nem kíván olyan nagy pontosságot.
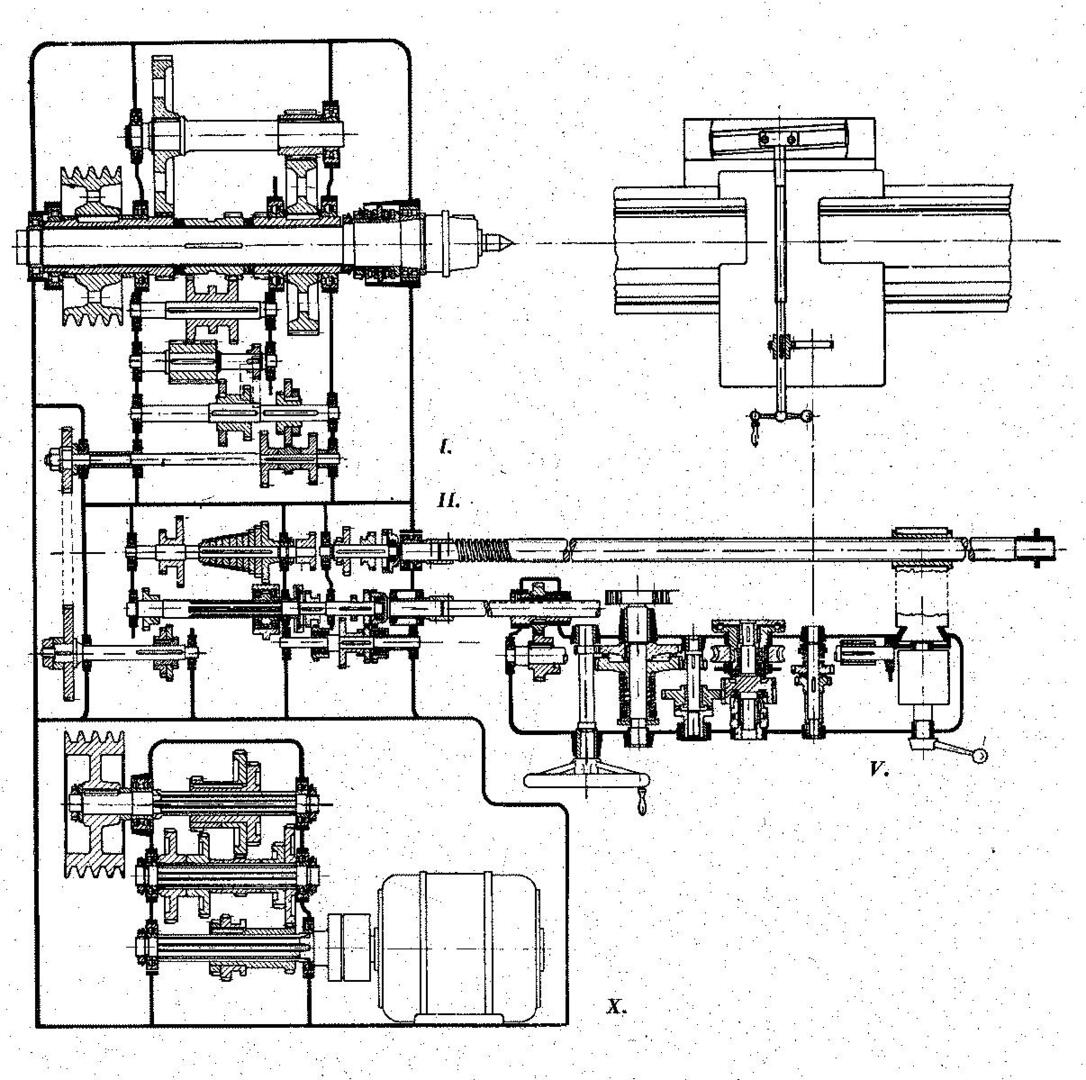
CNC-knél bevált elrendezés: Kétsoros belső kupos hengergörgős, közvetlen utána 1 pár párosított preciziós ferde -no ezek igen drágák- majd 2-300 mm-re hátul egy kisebb belső kúpos hengergörgős. Ezt követi a szijhatás tárcsájának külön csapágyazása, -amiről pár hete volt is itt szó- végül következik a hidraulikus behúzóegység, ami egy saját csapágyazású, szintén elég precíz szerkezet. A csapágyak szinte mindig zsírkenésűek de így is elmennek 15-20 évet.
Ez történetesen az EuCNC-nél volt érdekes mert, eléggé leharcolt volt! az új csapágyakkal összerakva sem volt jó, kotyogott' az NN... itt ugye a csapágyat lehet előfeszíteni a távtartóra felhúzatással, szétszedtem újra és le síkköszörültem belőle 5 századot sacc/kb, ez a főorsó lett a gép legstabilabb része a mai napig bár mostanában már nincs agyonhajtva... Lassan már vagy 20 éve, különben ez a régi 50es évekbeli konstukció még a főorsó csapágy mögött kapta meg a talpcsapágyakat is nem hátul. Hátul egy egysoros hengergörgőssel van megtámasztva ami engedi a hőtágulást, télen nyáron ha elkezd melegedni a főorsó eleje nem számít mindig jó!
Az NNxxxxK csapágyaknál a gyakorlatban sokszor a legegyszerűbb, -még ha a legmunkaigényesebb is-, hogy összerakod távtartó nélkül és raporterrel kiméred.
A preciziós ferdehatásvonalúaknál ha vagy használsz párosítottakat vagy a mellékelt adatlapok alapján kompenzálsz.
No de ezekről Katona Tamás tudna egy két délelőttöt mesélni. A debreceni találkozókon tartott is már pár kiselőadást.
Azokkal a hézagolókkal nem fedik át a járatos csapágyméreteket, nem az orosz- din nem egyezőség a probléma. Általában is nyögvenyelős a használatuk. Én már sokszor futottam bele, hogy valahogy nem akaródzik jó lenni, vagy a bolt nem akar tartani (ami érthető) kismillió méretet.
Az is egy megoldás , volt is már példa rá nálam is. De gondoltam ez egyszerűbb és gyorsabb is , a legtöbb csapágy boltban kapható. Azzal nem számoltam , hogy le kell esztergálni belőle. Egyébként 0.6 mm kellet bele.
Ma is foglalkoztam az esztergával, de felmrült egy probléma, a DIN szabványos hézgoló lemezzel nem lehet összerakni az orosz gépet.
Kénytelen voltam leesztergálni a lemezek külső átmérőjéből, na de ezek a lemezek 0.1-0.2-0.3-0.5-1.0 mm vastagok ezeket nem lehet tokmányba a megfogni. Én ezt úgy oldottam meg, hogy csináltam egy tüskét amire felhúztam a hézgoló lemezeket majd egy távtartó csővel+nagy alátét segítségével acél csavarral beszorítottam őket. Így már le lehet esztergálni a kűlső átmérőböl szép sorja mentesen. Egy jó tanács érdemes a legvéknyabb hézagolókat középre rakni.
No de ez szerintem alap, hogy nem feszítjük, rángatjuk meg a főorsót radiálisan. E1N, E2N, EAN is mind ilyenek, de még a régebbi CNC esztergák is. A mai orsómotorosok ugye más tészta mert ott már nincs szíj.
Na ez pontosan így volt annó' az EU cnc felújításánál is, 1950-ből felújítva ( EU 175 ) Az ékszíjhajtás külön van csapágyazva, nagyon jó megoldás szerintem is, viszont terheletlen állapotban kicsit kattog a fogas csatlakozás!
Végre megérkeztek a csapágyak , a hézagoló lemezek. Már csak össze kell raknom , habár még pár db célszerszámok is kell csinálnom. Ennek a típusú főorsónak van egy sajátos szerelése , miszerint az ékszíjak nem közvetlen a főorsó csapágyat terhelik , hanem a szíjtárcsa lényegében egy csapágyház 2db mélyhornyú golyóscsapággyal. A nyomatékot 2 db retesz viszi át a tengelyre.
Úgy alakultak a dolgok , hogy saját kezűleg meg kell csapágyaznom egy esztergát (főorsó) Hátul 2db ferdehatásvonalú , elöl 1db kétsoros hengergörgős van benne. Tartós zsírt szeretnék bele tenni , valakinek van egy jó tippje?
Egy közép kategóriásra gondoltam.
A CNC-esztergákat mivel kenik?
szabo jankó | 428
2024-08-13 13:05:03
[47969]
Hátha előtolás akkor a vonóorsóhoz. Sik menetet nem lehet vágni ezen a gépen.
Nem hallgatsz a tanácsra Hát jó . A menetemelkedést a vezérorsó állítja elő . Menetes kapcsolattal a lakatanya kapcsolódik a vezérorsóra . Az előtolást a vonóorsó állítja elő , legtöbbször csiga áttétellel , de létezik kúpkerék áttétellel is . De azért ez is egy szakma , legalább az alapokat tényleg átnézhetnéd ....
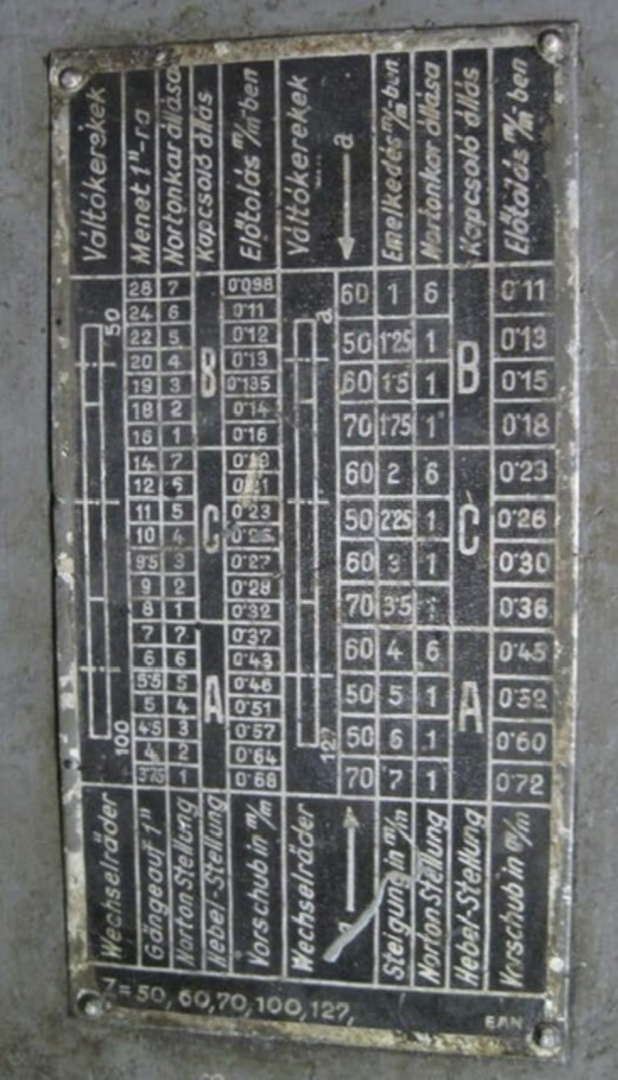
Itt ezen a képen az egyik oszlopban menetemelkedés a másikban előtolás van. Mind a kettő a főorsó egy fordulatára értendő, akkor mégis miért különbözik?
szabo jankó | 428
2024-08-13 12:19:15
[47964]
Ez így van . Viszont ha siklócsapágyas van rá esély hogy hántolással ujra lehet jó beállítás után haználni. Az enyém sikló csapágyas volt és 40-es átmérőt szépen leszúrta persze a kést is tudni kellett jól megköszörűlni.
Igaz, a főorsó nem szokott ütni, lógni szokott ha csapágyas, ha meg siklócsapágyas, akkor már jó oválisra kopott, és a sok szakszerűtlen buherálástól már csak kapirgálni lehet rajta ... és ez megkeseríti a tulajdonos mindennapjait.
Ean 1000 ... Még ifjoncabb koromban ,csináltattam a géphez 55 ös fogszámú csere kereket . Tokmány tárcsa menet emelkedése 5,5 . Később a táblázatot tanulmányozva arra jutottam lehet hogy hogy lehet 5,5 ös emelkedést állítani , a colos emelkedésekből következtetve . A táblázat nem írja , és nem is próbáltam azóta sem , az 55 ös fogszámú cserekerék megoldotta a problémát . Ezt már régóta le akartam írni , kérdezni Ja , az első esztergám volt , és a mai napig megvan még .
Vannak még hasonló ismertetők a neten néhányat elolvashatnál , jobban fogsz tudni kérdezni . De az EAN nál sokkal modernebb gépeken is kell kell a menetfajták közti váltásnál cserekereket cserélni .
Az EAN 1000-nél a 100 és a127 fogszámú kerék azt határozza meg hogy metrikus vagy colos menetet akarsz vágni ( a vezérorsó colos emelkedésű) . Az 50-60-70 es fogszámú a finom lépéseket adja , pl 1-es 1.25-ös 1.75-ös 2-es stb plusz a ha jól emlékszem a nyolc állása a nortonban levő kerekek állása. De kell egy táblázatnak lenni a norton szekrényen . Egyébként a keres egy leírást váltókerék számításra , az megadja adott vezérorsó emelkedéshez a kíván áttétel.
* kívánt osztás helyett "kívánt előtolást" akartam írni.
J-Steel | 1721
2024-08-13 11:30:09
[47957]
Ennél az esztergagépnél jól értem, hogy egy váltóház van, és kapcsolgatással állíthatom be a kívánt osztást? Ha metrikus menetet akarok, akkor kell cserélni kereket?
Hosszú anyagot ami belóg a szán fölé max 200mm átmérőben esztergálhatsz. De pl egy síktárcsára fogott lemez szerű valamit 340mm-ig.
Cserekerekek a menetvágáshoz szükséges osztásokhoz kellenek. Ezek nem "pót" kerekek hanem a feladathoz szükségesre gyorsan ki"cseréhető" fogaskerekek.
Forgató tárcsa, hmm talán olyan tárcsa amire egy pöcök fogható az eszterga szív menesztéséhez. ( A cserekerekes kérdésed alapján sokáig nem lesz rá szükséged
Nem szokott ütni a főorsó... Vásárlásnál az ágyazat kopottsága okozhat gazdasági totálkárt, illetve a hajtás fogaskerekeinek hibája okoz jelentős kiadást.
Üdv! Mit jelent az EAN esztergagép gépkönyvében, hogy Elforgó átmérő: 340mm Szán felett elforgó legnagyobb átmérő: 200mm
Feltételezem, hogy a szán miatt max 200mm-es anyag tehető bele. Viszont milyen információértéke van az "Elforgó átmérő"-nek, ha a szán úgyis útban van?
Az EAN-hoz miért adnak cserekereket? (Z=50, 60, 70 100, 127) Esetleges fogtörés miatt?
Mi az az 1db forgatótárcsa amit gyárilag adnak hozzá?
Mekkora az a főorsó ütés, aminél már nem érdemes egy gépet megvenni? (mert anyagilag a felujítás túlmutatna a büdzsén)
Köszönöm!
KoLa | 7598
2024-08-12 20:36:18
[47954]
A Varga Lacinak volt egy jó ötlete a belső menetvágásra régebben, az tetszett nagyon! csapágyazott furatkés és egy rugó húzta vissza az üresjáratba, nagyon ötletes megoldás nagyobb furatokban. Kézzel kellett fogásba állítani ütközőhöz, benntartotta a forgácsolóerő, a menetkifutásban automatikusan kivette fogásból a rugó... A fogást csak adni kellett a keresztszánon. Nekem nemigen van szükségem az efféle segédeszközökre mert elég nagy gyakorlat van már a kezembe'! néhány trükk azért kell mert már a szemem sem a régi. Speciális esetekben meg bekapcsolom a hobbicnc esztergámat.
Ez működik furatban is, csak úgy kell befogni hogy közeledjen a tengelyvonalhoz. Ennek igazából az a baja hogy nem elég merev, lehet hogy ennek is elkészítem a zömök prizmás csúszó felületű verzióját.
Nekem is ilyen Asist esztergám van, de nem érdemes a fogaskerekekkel bajlódni. Nyűgös vele a vágás a lassú megállás miatt, kontrázni nem lehet vele, balmenetet nem tud az ember vágni.
Csináltam menetórát hozzá, de az igazi megoldást az elektromos áttétel adja. Minden menetemelkedés beállítható (Angol) megáll a menetvégén pl előnyös a csőben vágáskor, amit már nehezen koordinálok az öreg szememmel.
Pár másodperc alatt átállítható előtolásról akármilyen menetemelkedésre stb. Utólag belegondolva még a menetóra készítésére szánt időt is sajnálom. 1o-11 fogaskerék pótlásának az árából más szinte megvan az elektromos áttétel.
Még ami nem tetszett, hogy a fogaskerék csere macerásabb volt a másik Universal Orosz esztergámhoz képest. Sajnos a ceruza hegyezőkön az előtolást nem egy-két kar mozdításával lelet állítani.
Azért, hogy hozzászólások folytonossága megmaradjon írtam a Te beírásodra.