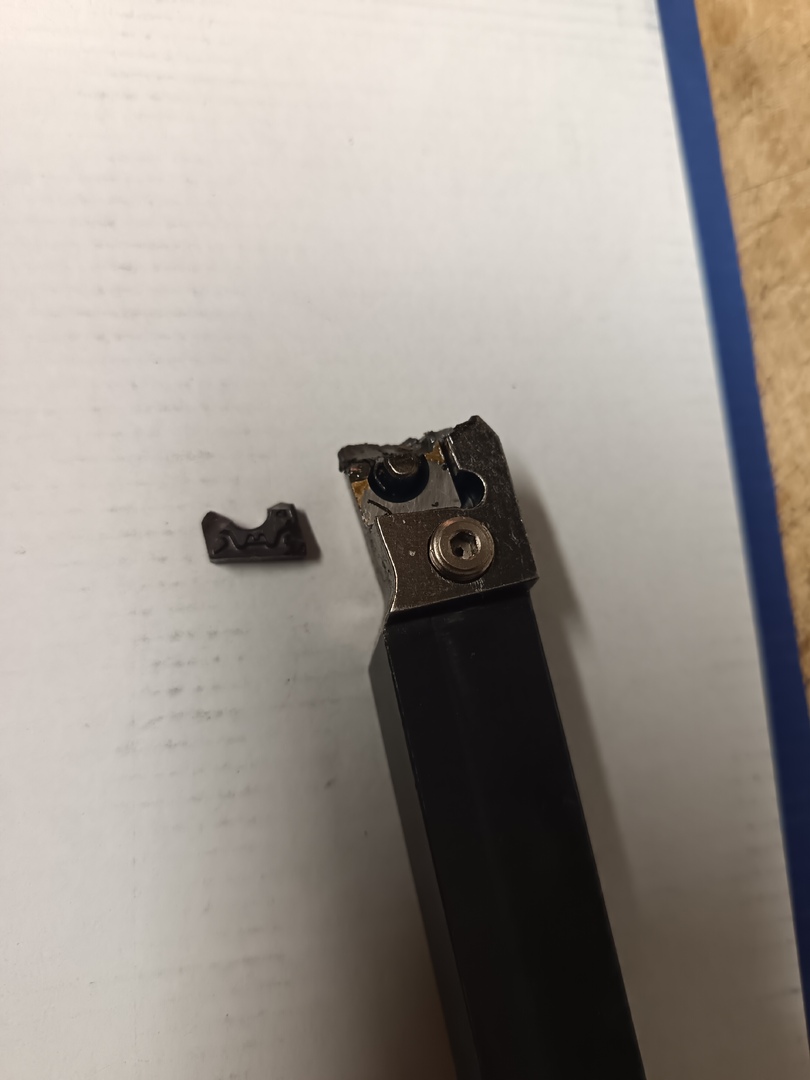
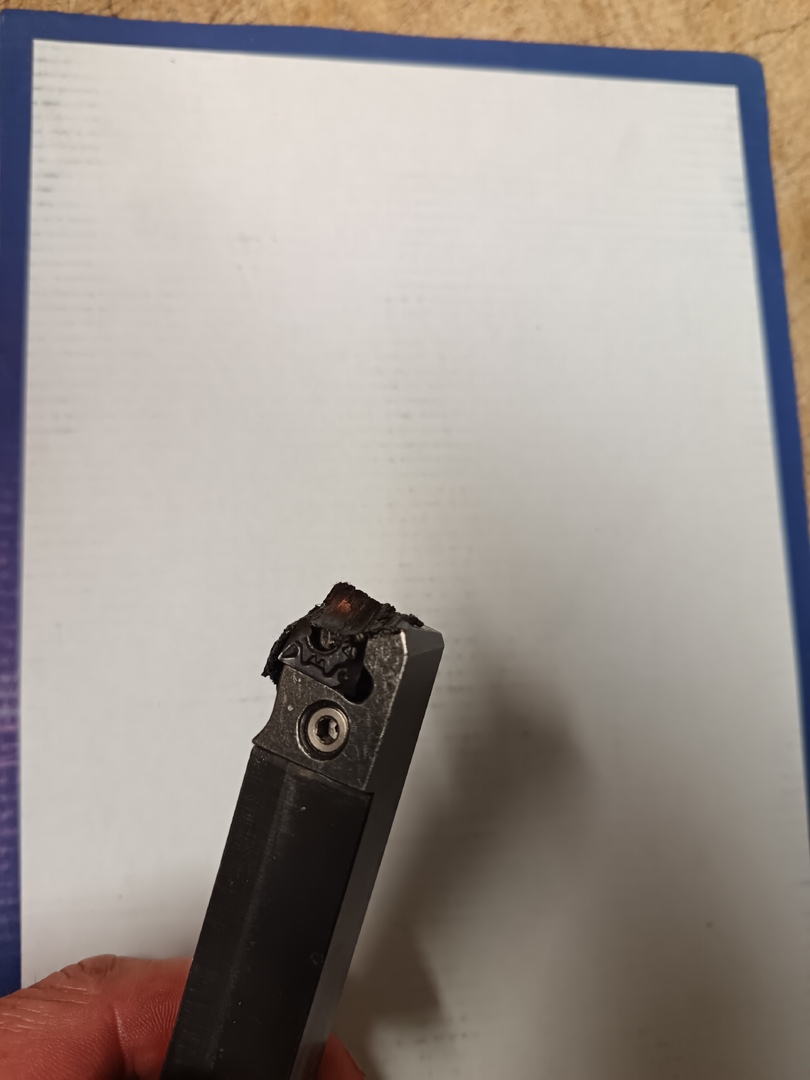
A múlt héten jártam egy cnc-és üzemben, érdekes dologgal találkoztam, egy legyalúlt esztergakés, rögtön el is kértem nekik már úgy se kell. Ritkán látni ilyet.
Egyből az jutott eszembe a Fanuc vezérlő miért nem tiltott le. Nincs jól beállítva?
Csuhás | 6750
2025-01-15 19:47:19
[48197]
Ilyenem is van. Ehhez egy erősebb rugót kell még keresnem mert volt hogy a folyó forgács bent tartotta a kést a rugó ellenében. Illetve a rugó által hátra kapott kés kalapácsként ütögetve hajlamos elfordítani a késtartót.
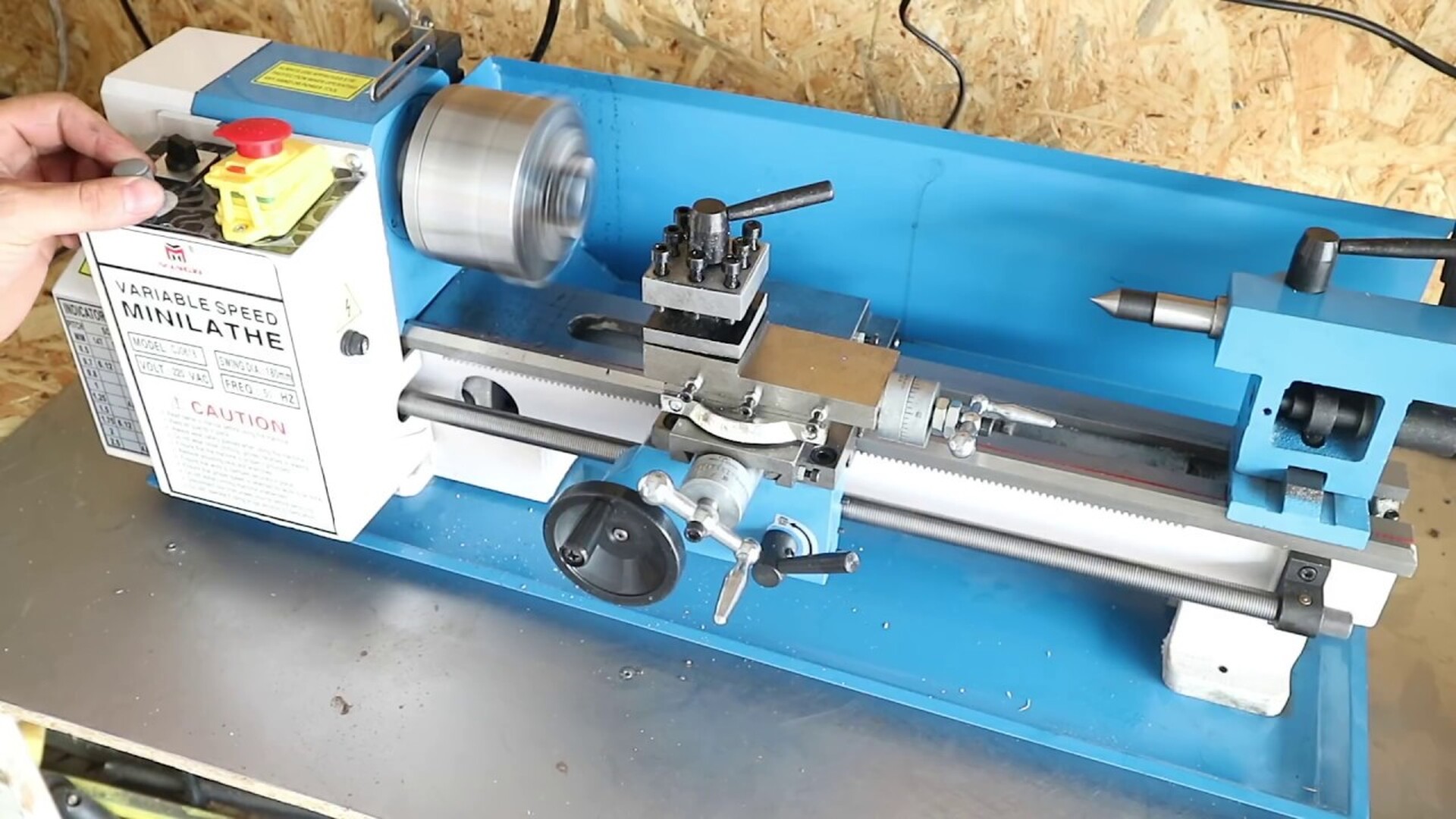
Szia! Mostani eszemmel azt mondanám, ne vedd meg, tényleg játék kategória. Az évek során azért összemelegedtünk valamennyire, bizonyos dolgokra használható (mert nincs más). Vasat NAGYON nem ajánlom, az a legnagyobb baja szerintem, hogy a motorja eszméletlenül gyenge és a fordulat csökkentésével még ez is csökken, mert sima PWM szabályzása van. Valami 150W, a maróé még kisebb. Nem használhatod együtt a kettőt, vagy esztergálsz vagy marsz. Egyébként műanyagra szerintem jó, alura is - kis megszorításokkal. A műanyag erőátvitel kb megfelel a teljesítményének, menethez 3d nyomtatott kerekekkel is használom, nem volt ebből gond. A kerekek cseréje viszont kicsit bonyolult, szerelést igényel. A pontossága szerintem tűrhető, a holtjáték megfelelő összeszerelés után minimális. Hobbicélra jó, sárgarézben hasít, aluban a szerszámélességre érzékeny. Egy dolgot nem tudtam vele soha rendesen: a leszúrást. Műanyagban még so-so, de már az alu sem megy rendesen neki, ha fél centin túl kellene. A méretek, amit megmunkálhatsz (ami odafér) eléggé kicsi. A marófeltét szerintem hasznos, de a szerszámhossz nagyon korlátozott. Összességében szerintem modellezőknek készült, kicsi tárgyakat (értsd: max 50mmx50mmx50mm) munkál meg. Ha van még konkrét kérdésed, irj.
Én is egy Bernando Proficenter 250-en gondolkodom. Nem is az ár, inkább a helyigény miatt. Pici a hobby műhely. Gondolkodtam a nagyobb 550-en is. Ami sokkal robosztusabb, erősebb. De nagy. Meg aztán hobbicélra csak kb 1,5 millió talán már drága játék. Akkor inkább egy MN80 vagy egy olcsóbb, kisebb Universal 3.
Sztem műanyagot, aluminiumot esztergálnék, marnék és fúrnék vele.
Tudom nevével ellentétében, ez nem profi. Külföldi fórumokon csak lenézik, és lebeszélnek róla mindenkit. Kis 40kg-os kínai...
A leírtakon milyen tapasztalataid vannak még? Negatív, pozitív?
Marásra mennyire alkalmas? Mennyire pontos? Mekkora a holtjátéka a "marógépnek"?
Esetleg vas/acél megmunkálható vele, vagy az álom? Kis fogásokkal persze. Látom pici minden motor ami benne van, meg müanyag erőátvitel...
Köszi hogy írtál, orsó csapágyakat cseréltem kúpgörgős csapágyakra, szétszedtem, összeraktam, mindent meghúztam. Rendeltem váltólapkás késeket, nagyon szépen dolgozik a gép, megy a leszúrás is gond nélkül azóta, szerintem ahány gép annyi féle minőség sikerült, ill forgalmazó. Itt olyan kolosszális hibák nincsenek mint amit írtál, helyén kell kezelni a gépet, akkor teszi a dolgát.
szerkezetileg instabil a kis szerencsétlen eszterga. Én a sajátomat szétszereltem beállítottam a geometriát. Értem ez alatt hogy öntés hántolás tusírozás mind kelletek, még a trapéz orsót is lecseréltem mert lötyögött mint zokni a szélben. Orsó csapágyakat és a fogaskerekeket is lecseréltem. A főmotorját is cseréltem nagyobbra aminek finomabba járása ill. egy fordulatszám szabályzót is kapott. Ezen felül a váltólapkás szerszámozás nem a legjobb ezekhez a kis kézi gépekhez HSS vagy forrasztott lapkás jobb választás a késnyomás miatt. összegezve egyszerűbb vásárolni 300e Pengő magyar forintért műszerész vagy órás esztergát venni mint 70 óra munkát beleölni ebbe a vacakba ami utána is ugyan az a vacak marad csak legalább szépen dolgozik amíg bírja a váz elvetemedés nélkül.
Érdekelne hogy van e köztünk olyan aki a kis kínai műszerész esztergát mondjuk úgy használhatóvá tett már!?
Van egy nálam, de lenne mit javítani rajta, a főorsó csapágyait cseréltem kúpgörgős csapágyakra, nagyon jó lett az a része. De a keresztszán és társai nem elég stabilak, egyszerűen le/beszúrni nem tudok vasba, egyébként szépen dolgozik csak stabilabbá kellene tenni. Vettem hozzá váltólapkás késeket, ezzel megint egy szinttel javult a mutatvány, szóval ha valaki akad itt aki szedett már rendbe ilyent szívesen beszélgetnék kicsit vele.
Ezer és egy forgalmazó forgalmazza, de egy licensz mindegyik, a kép nem saját de lényegében ugyanez
frob | 2339
2024-12-13 07:34:38
[48188]
:) Engem is, úgy hogy visszakötésre nem kerül ez már biztos, gondolom az előző gazdi is az esetleges problémák elkerülése végett kötötte ki
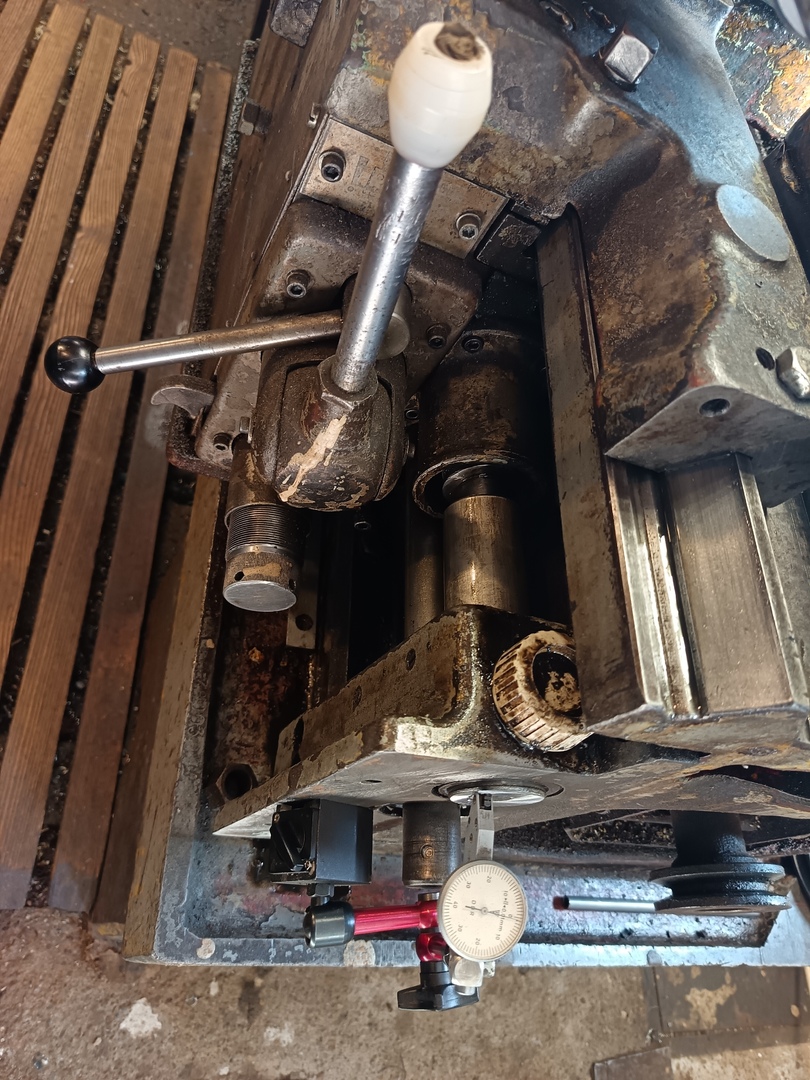
Abba az alsó szekrény részben, ami káosz van, ehhez képest az E400 csúcskategória, remélem minden másban beváltja a hozzáfűzött reményeket.
Mert egyenlőre nem nyűgözött le a TOS, egyedül a jobban futó szánok, a külön olajozás, bár annak csövezése is elég tré gyárilag...
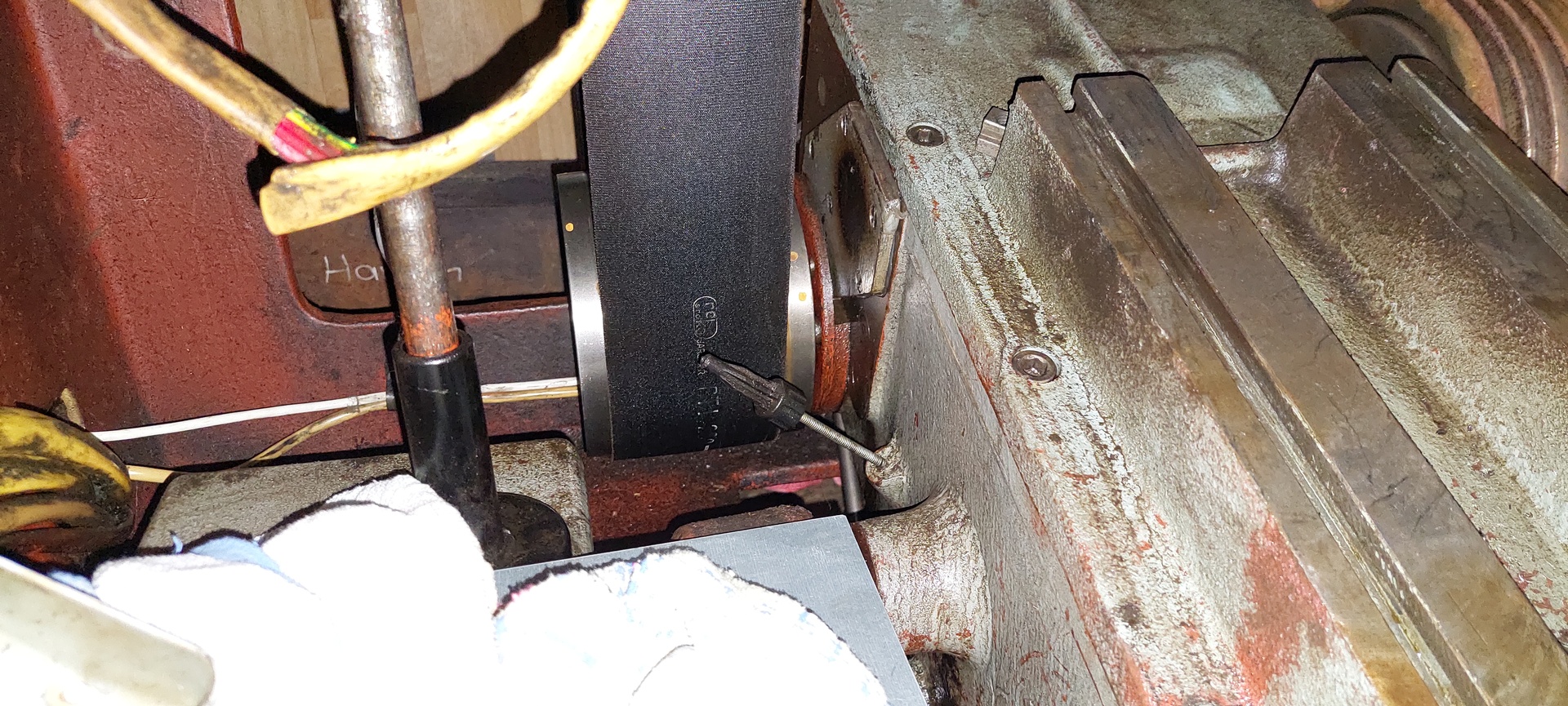
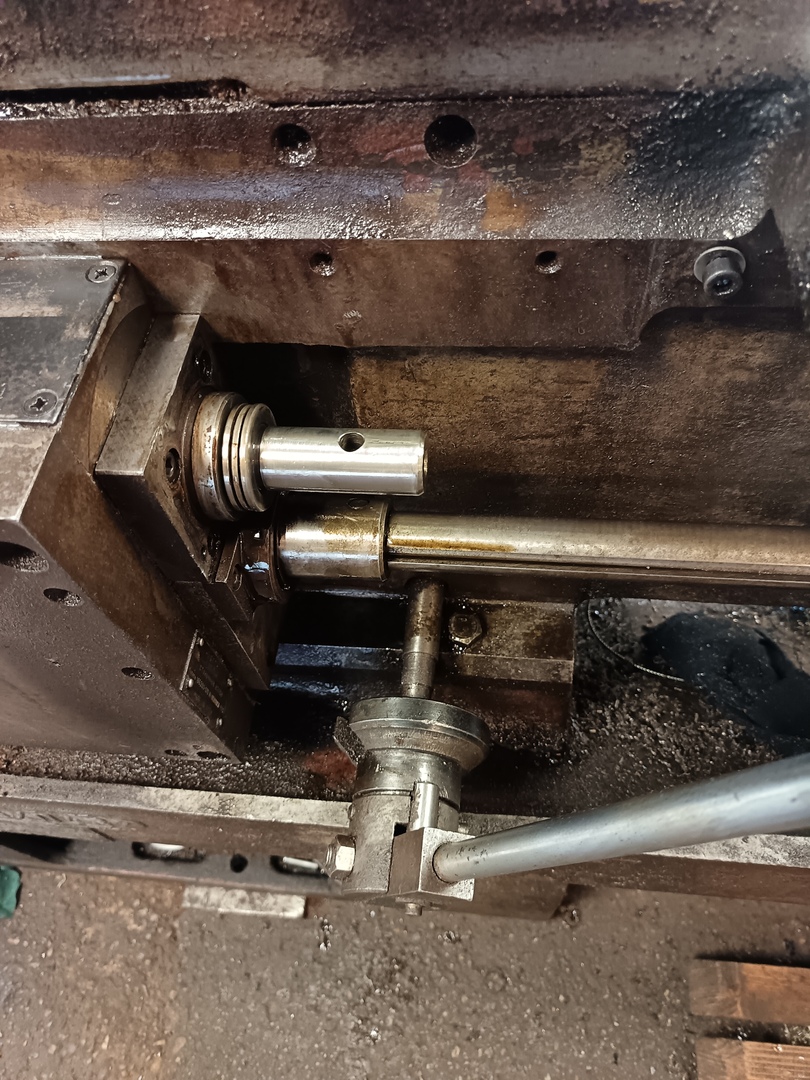
Mechanikus fék, a főorsó irányváltó kar működteti. Azért van, hogy ne kelljen "kontrázni".
A lakatszekrényben lévő nyomatékhatároló 10 fokozatú tekerentyű egy rugót feszít elő ami az előtolás kikapcsolási nyomatékát hivatott beállítani .Annak a teljes mechanikája a lakatszekrényen belül van...
Nem megolghatatlan, kell hozzá egy jó, stabil főorsóval rendelkező gép, kb 1000 fordulat, türelem. 10mm lépcsőt tettem már 63-as 3mm falvastagságú varratos, fekete vízcsőre. A csövet ha hosszú be kell dugni a főorsóba, mert minél közelebb dolgozol a tokmányhoz, annál nagyobb lesz az esélye, hogy sikerül. De hogy 50- 25mm lépcsőt ki tudsz-e alakítani, azt konkrétan nem tudom, de szerintem lehetséges.
Az enyémet odaadtam amikor eladtam a gépet. Csuhás könyvtárában van a szakirodalom "text" -ben link, letölthető digitális formában. Nem tudom abban megvannak-e a rajzok. A főorsó ház alsó felén van az olaj visszavezető cső becsatlakozása, ha már szerelgeted vedd ki, jól eltömítve tedd vissza, így is fog valahonnan olaj odakerülni, de ebből konkrétan a lapos szíjra tud csepegni, és rövid időn belül nem fogsz neki örülni. -látom új szíj van rajta
Előtolás feszessége. A lakatszekrényen jobb elején lévő 10 állású tekerentyűből van "vezérelve". Ha könnyen kiold, vagy olyan fogást veszel amit nem bír "tolni" akkor feszíteni kell rajta.
TOS eszterga, megtudja mondani mit állíthat kapcsolhat az a bovden ami oda mehet be a képen látható helyre a lapos szíj melletti kiálló pöcökre gondolok, meg melyik tekerentyű kapcsolná? Másik képen az eszterga típusa. Előre is köszi!
frob | 2339
2024-12-08 18:03:18
[48179]
néztem pl ilyet, itt ha jól látom szabadon forgó a szerszám, viszont jól fel van melegítve az anyag annyi tuti
Nem ép esztergályozás de eszterga van benne Lemez formálás, vagy is jelen esetben cső. Nézegetvén a yt videókat a témában, egyszerű műveletnek tűnik pl lezárni egy cső végét úgy hogy megmelegítve a kés "hátuljával" lesimítja vagy pl rajta a csapágy mint a bordázó henger, és nyomja neki majd szépen kanyarodik rá a lemez a formára...
Ezzel kapcsolatban érdekelne pár dolog, mit hogy mire kell figyelni mi az alapvető hiba amit el lehet követni, milyen szerszámot kell hozzá csinálni... stb
A terv a következő egy vékony falú 40-50mm csövet szeretnék ~5cm hosszan egyenletesen szűkíteni 25mm átmérőre, kb mint a kipufogók ahogy kinéznek, vagy mint a baseball ütő ahogy szűkül...
Ha valaki esetleg járatos ebben és némi tudást megosztani a témában, esetleg ajánlana könyvet vagy videót ahol rendesen elmagyarázzák nem csak ún a végeredményt látom... Nos az nagyon jó lenne, Előre is köszönöm!
vadember | 1909
2024-12-01 08:14:30
[48176]
Vannak hegeszthető és nem hegeszthető betonacélok. A hegeszthetőnek a széntartalma 0,22 százalék alatt kell lennie. A nem hegeszthetőket lehet edzeni a magasabb széntartalom miatt. Egyszer mutogatta egy mérnök, hogy a bordákból lehet megkülönböztetni őket ha nincs kísérőlap.
K10-el már szúrtam be csapágy külsőbe seeger gyűrűnek 1,6 széles hornyot, az 60 hrc felett van, de jól bírta még megvan a k10-ek között. Úgyis egyedi lesz a menet, csaljál a hegyénél, tompítsd le trapézosra és akkor biztos kibírja! 0.5 már szerintem elég lenne 2-es menethez.
" Ok, láttam már belőle hidegvágót, de nem igazán jó arra sem. " Azért azt tedd hozzá hogy "szerintem".. ============
A régi 40-50 éve... magyar honban gyártott betonacélokból sokféle jól használható kéziszerszámot lehetett készíteni, pl hidegvágó, lyukasztó(dorni),csapszeg kiütő, szegecshúzó, szegecsfejező.. stb. A mai lakatosok már szegecselni sem tudnak, mert ki ment a divatból.. -a popszegecset még ismerik/használják- Pedig ha megnézed a Szabadság-hidat, azon csak szegecskötést alkalmaztak,annak ellenére hogy már akkor is ismert volt a hegesztés...
Anno amikor elsőéves inas voltam Miskolcon a MÜM 100-ban,esztergályos tanulóként, a lakatos tanulóknak, (meg talán még eladásra is..) betonvasból készítettük a lyukasztót, szegecshúzót, szegecsfejezőt. Ezen a mdb.-on gyakoroltuk a recézés/rovátkolás, kúpesztergálás..stb. műveleteket. A kovács tanulók, -mert azok is voltak a lakatososok mellett még akkoriban- megedzették, barnították..
Nem ismerem a mai betonacél összetételét, de gondolom változott azóta.. -Gondolom mindenféle újrahasznosított alapanyagból készítik..-
A betonacél a betonon kívül mire jó még? Ok, láttam már belőle hidegvágót, de nem igazán jó arra sem. Az egyszeri ember olyan nagyon jónak tartja, de az adatlapját megnézve semmi extra, sőt, ötvöző sem igazán van benne, csekély széntartalma miatt hőkezelésre sem alkalmas. Szóval, hogy erre az acélra sikerült sok menetet vágni egy lapkával, nem sok mindent jelent. Bocs.
Bíztam benne, hogy konkrét tapsztalatot is tudtok mondani. Próbálkozni nem nagyon lehet, mert akkor kuka az egész.
Egy gyári 40-es, behúzós maró főorsótengelynél kellene a zsugorkötéseket kiváltani, hogy otthoni körülmények között is szerelhető legyen a csapágyazás. (nem fog nyolcezerrel forogni mint eredetileg)
Vetesi75 | 1724
2024-11-29 16:24:02
[48171]
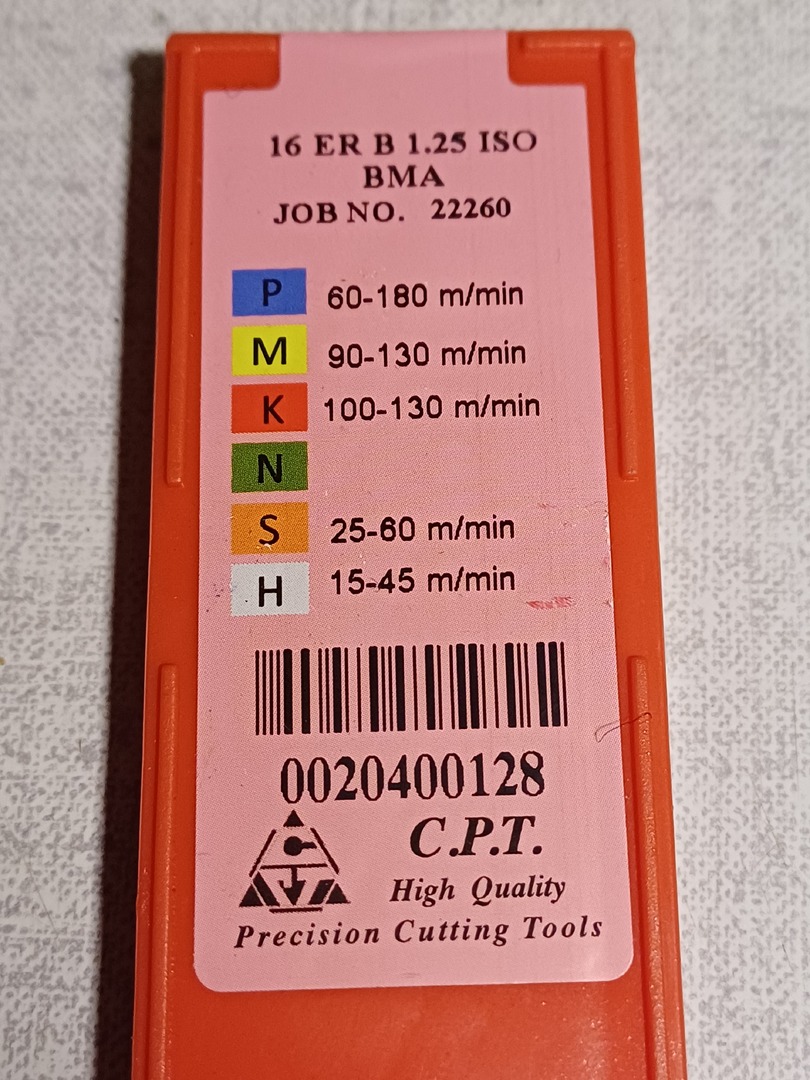
Ez a fajta volt? Jók. Tízezrével vágjuk vele a csőmenetet mindenre is. (A rozsdát, revét, hegesztést jól tolerálja.)
Szervusz! Én M24-es menetet vágtam betonacélra. A lapkát a Grantool-tól vettem, több mint száz darabot kibírt. Szerintem kérdezzél rá, komoly szakértelemmel tudnak szerszámot ajánlani. Nem volt olcsó a lapka darabja.
Én eddig még csak 30-35 HRC-és acélra vágtam menetet hagyományos géppel , de gondolom az 54-et is elbírja. A vágósebesség ne legyen túl magas , a menetlapka lehet el fog kopni , ezért valószínű fordítani kell rajta majd megismételni a menetvágást. Véleményem szerint.
Egy gyári, kész csőtengelyre kellene M55x1,5 menetet vágni. CNC eszterga adott, de a keménységmérő 54 HRC-t mutat a felületen. Létezik olyan menetlapka ami kibírná?
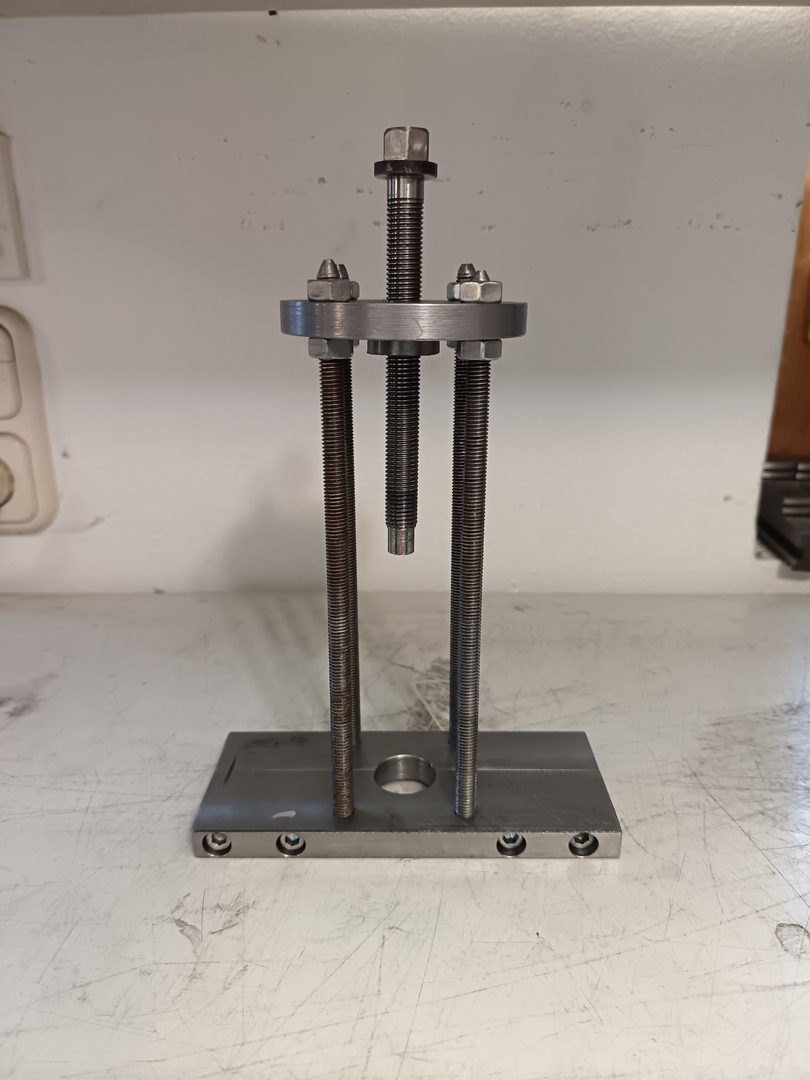
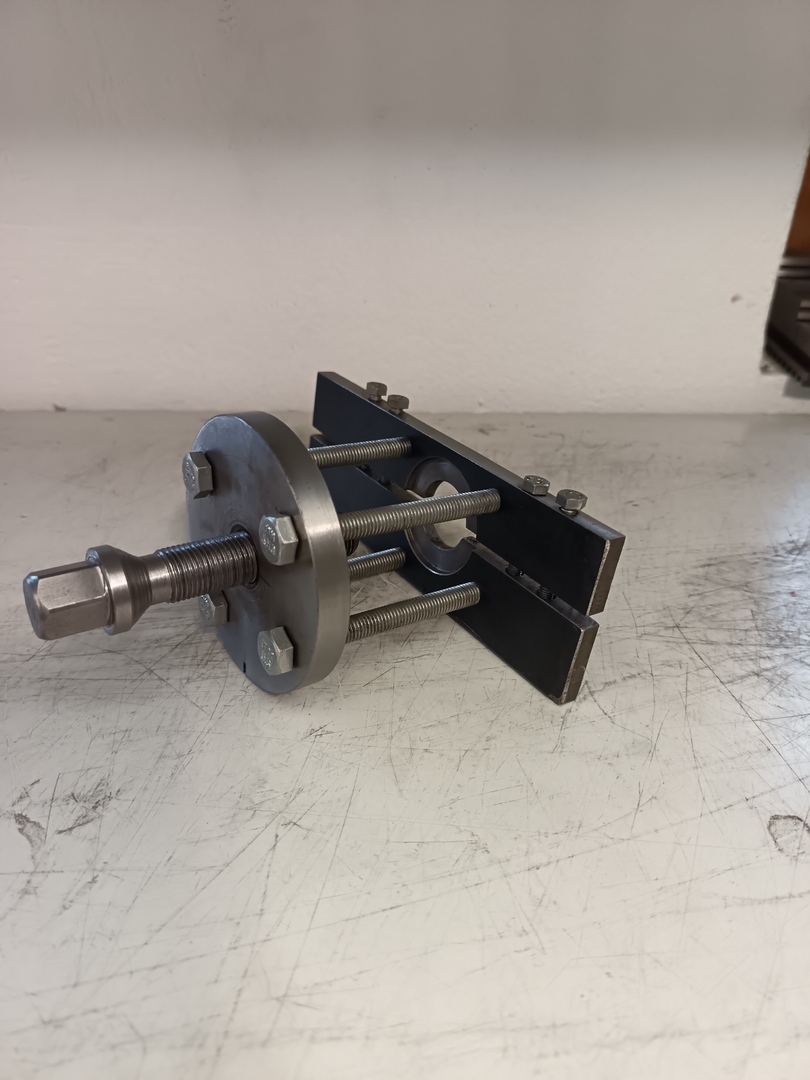
2001-óta csináltam pá lehúzót,ezek közzűl teszek fel néhányat (de ahogy látom nincs túl nagy érdeklödés) nekem ma is hoztak 2db gyári úszó-toló kapú görgő szettet, szét kellet szednem. Szerencsére megoldódott.
sarktibsi | 737
2024-10-13 19:40:27
[48163]
Itt a második. Kb:2000-2001 ben járunk. Ekkor vettem a marógépet. Ennek a csapágy lehúzónak azért kellet elkészülnie, hogy legyen a mühelybe egy erős strabíró lehúzó is. (A képen pont egy karcsú köröm lárható) Ehez a szerszámhoz van többféle menetes orsó is, lehúzó köröm is van több garnitúra. Ezek mind cserélhetők.
Ha valaki szeretne ilyet készíteni itt egy kis útmutató.
Lehúzó körmök: CRV3 Menetes orsó: 51CRV4 M22x1.5 Menetes agy: 52C (a beső része Crv3 nemesített)
Természetesen más anyagminőségekböl is össze lehet rakni.
Ezt is használom a mai napig is.
jani300 | 12314
2024-10-12 20:43:46
[48162]
Majd a gépkocsik turbójának levegő oldali turbinájához való lehúzót ,azt megnézem Elárulom , különleges
Kezdem a legelsővel kb:1995-96. Ennek azért kellett elkészülnie mert a gyári lehúzók nem fértek oda. A légyeg egy szivattyú lapátait kellet leszednem, de sehogysem fértem hozzá, csinálni kellet egy lehúzót amit lényegében rászereltem a lapátra. Mind a három körmöt egyesével kellet behelyzni, aztán a menetes agyat, majd végül a menetes orsót. Na de akkor még nem volt marógépen, csak esztergám. Ez a lehúzó még most is megvan mai is használtam. Most kapott új menetes orsókat, az egyikben életem legkisebb golyólya van 3 mm-es.
Jó tanács. köszi elfogadom. Amúgy meg saját részre csinálok magamnak jó pár db lehúzó szerszámot (körmös , nem körmös) így az idő már nem oly nagyon fontos tényező. Csak a minőség számít. Remélem kitart jó sokáig.
Majd teszek fel képeket (Jani300 biztos nagyon várja)
Jó tanács: Ilyenkor kell nemet mondani az ügyfélnek. Pontos továbbító menetnek ezért nem szokás betervezni éles menetet, mert nem támasztható meg futóbábbal sérülés nélkül. Vagy másik lehetőség, hogy meg kell elégedjen a más technológiával készült - hengerlés, metszés - menet pontosságával.
Szeretem ha rendbe vannak a gépeim , azóta a főorsó kapcsoló kart is rendbe raktam , már ki volt szoposodva, a főorsó féken is állítottam kicsit. (szalagfékes) Így már sokkal kényelmesebb a menetvágás.
Végül is nem árt hogy hézagoltad, viszont a kotyogás sem okoz gondot hiszen egy irányba vágod a menet. Ugyanúgy kiesik a holtjáték mint a kereszt orsónál.
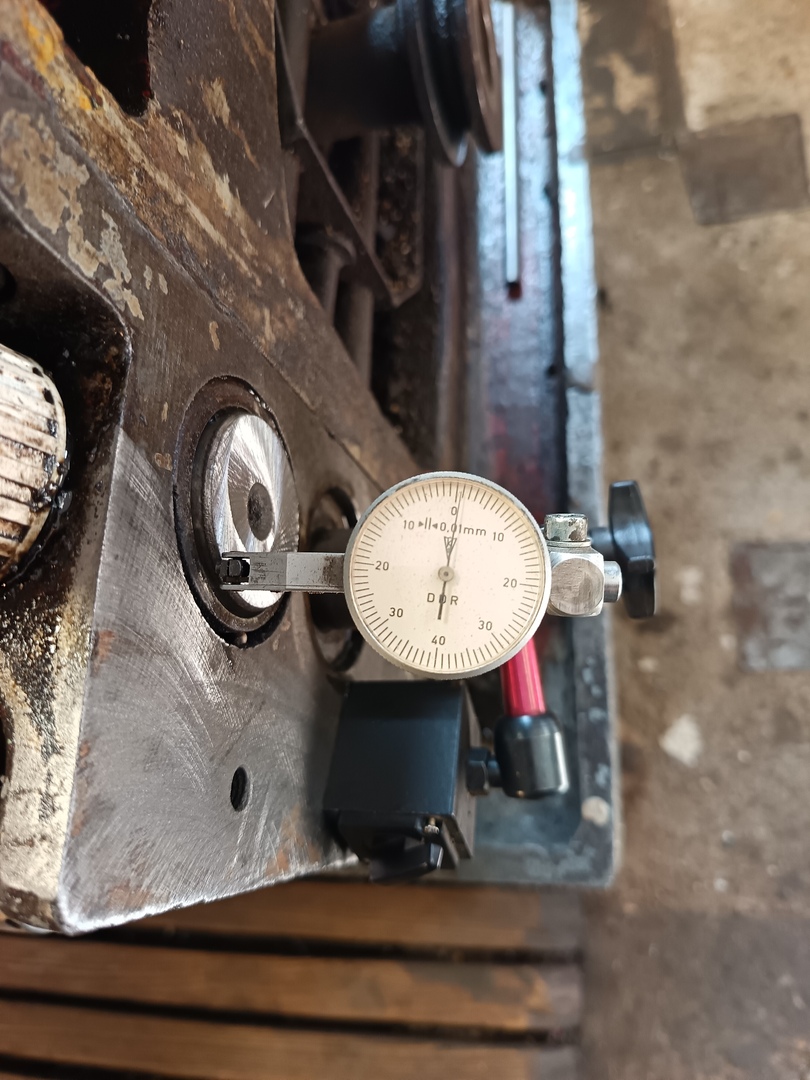
Ha már menetet vágunk (esztergakéssel) nem árt ha rendbe van a gép. Végeztem egy kis karbantartás. A mérőórám szerint, tengely irányba mozog a vezérorsóm. 0.2 mm Na gyorsan szétszed, hiba kesesés, a nortonhoz kellett bereknom a hézgoló alátétet a támcsapágy mögé. Szerencsére volt is hézagolóm, 1-2 órás munka az egész. Bár csak minden ilyen könnyen megoldódna.

 Akkor inkább egy MN80 vagy egy olcsóbb, kisebb Universal 3.
Akkor inkább egy MN80 vagy egy olcsóbb, kisebb Universal 3.