Sok a látnivaló egy talin! Én arra emlékszem hogy a hatszög esztergálást nem úgy oldottad meg ahogy mi gondoltuk, hanem eltolt stadion ívekből, így nem pontban kellett irányt váltani, hanem ráérősen rákészülve 120 fokonként.
Persze. Hiszen vannak paraméterezhető nagyoló ciklusok, akár oda-vissza eszergáló technológiához is, sok csatornás I/O modulok (lásd letölthető leírás). Egyébként annak idején láthattad a CNC talin ezt a pár soros feladatorientált G kód technikát, csak tudom régen volt az már ...
Bocs, de ez a G300-as sor nem hinném, hogy kompatibilis lenne más eszergavezérlőkön. Hiszen biztosan más paraméter listát használ a csavart excenter felülethez, ha egyáltalán van egy ilyen G100 feletti speciális G kódja ehhez.
Egy teljes munkadarab megmunkálása is ilyen egyszerű? Több szerszám, több feladat, nagyolás, simítás,beszúrás, fúrás , a furatban menetvágás, és aztán jön egy Robsy excenter, és leszúrás?
Nem sok értelmét látom. Ugyanis Winxx, Linux alatt ez a valósidejű felületi függvény pont generálás, kiszámolás és a step/dir jelképzés SW alapon nem nagyon menne (lassúak), hiszen minden más dolga van a processzornak, a "csicsa" leköti az erőforrásait, és a lényegre nem marad elég ideje.
Egyébként meg nem olyan borzalmas ám az egér nélküli élet egy CNC vezérlés esetén, 10 perc alatt rá lehet érezni az ízére. És hatalmába keríthet az az érzés, hogy néhány paraméterrel akár több millió soros G kód listákat is megspórolhatsz, amit ráadásul előzőleg valamilyen csili-vili, ámde igen drága CAD/CAM rendszerrel létre kell hozni. Itt pedig 1 perc elég a beprogramozáshoz, aztán egy grafikai teszt után hajrá, dolgozzon az a CNC gép.
Tibor! ezek a megoldásaid mind nagyon jók! de, futnak ezek a Linuxcnc-n? már nem akarom újjáépíteni DOS-ra. Tudod ezeket futtatni különféle hobbi vezérlő programokon? ha subrutinokkal lehetne ezeket futtatni akkor érne sokat! Még pénzt is kereshetnél vele.
Robsy G300 szinkron kód: Ezen kóddal csavart excenter felületet lehet beprogramozni. G300 Z0 L-100 H0.2 r5 R20 C360 K-6 ahol: Z - az excenter Z irányú kezdőpontja [mm] L - az excenter Z irányú hossza [mm] H - Z előtolás excenter gyártáskor [mm/ford] r - excentricitás [mm] R - az excenter kör sugara [mm] C - az excenter kör elfordulási szöge 100 mm hosszon [fok] K - szerszám kirántási X koordináta a művelet végén
A felület generálásához gyártáskor csak ez az EGYETLEN egy G300-as sor kell a szinkron vezérlőnek, ebből számol ki mindent valós időben. Természetesen van arra is mód, hogy ebből az egy sorból, ami leírja az adott felületet, a Robsy szinkron vezérlésen a háttérben futó eszterga CAM modul hagyományos, G1 kódsorozatot fejt le, jelen példa esetben ez 500 CPR-es főorsó jeladó esetén 250000 (negyedmillió) sor lenne.
Szép cserekerekes megoldás, de sajnos ez egy merev, kötött célgép mechanika annak minden előnyével/hátrányával.
Nekem izgalmasabb, korszerűbb, rugalmasabb megoldás az, ha matematikai és CNC szinkron vezérlés alapokon történik meg a körtől eltérő, szinte végtelen alakzat variációval (és akár aszimmetrikus alakzatokkal is, mint pl. tojás, szív, ovális) jellemezhető függvények mentén az esztergálás.
Így aztán amikor én 15 évvel ezelőtt komolyabban elkezdtem foglalkozni a Robsy CNC szinkroneszterga fejlesztéseimmel, egy a videón látható alakzat néhány programozható paraméterrel pillanatok alatt megadható, és már indulhat is a gyártás a szinkronvezérelt CNC esztergán. Nincs G kód, valós időben genarálja, számítja ki az aktuális szerszámpályát a vezérlés, és adom ki az ennek megfelelő step/dir jeleket.
CNC találkozókon anno élőben is láthattátok ezt egy kis modell esztergán bemutatva. Van olyan fórum tag, aki csigatengelyeket is gyártott egy CNC-sített E400 padon ezzel a módszerrel rozsdamentes acélból. Akit bővebben érdekel a téma, nézelődjön itt: Robsy CNC szinkronvezérlők
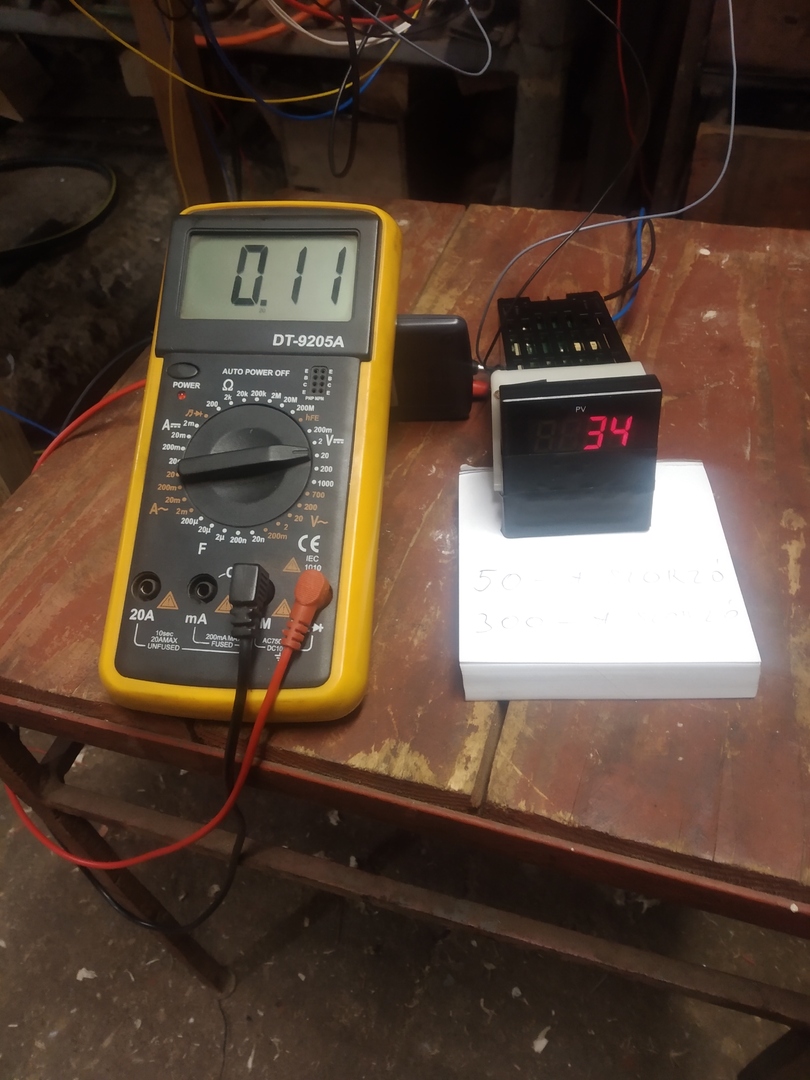
Digitális hőmérőből fordulatszám-mérő , most hirtelen ezt találtam itthon 0-10 v-os analóg jelet fogad. Ha lehet hinni a kínai műszeremnek , 1-2%-os hibahatáron belül van próbáltam beállítani 3000-5000 1/minre is. A legtöbb frekiváltóra is ráköthető , már csak egy forgó eszköz kellene ami 0-10 voltot tud előállítani (nem tudom a rezolverek alkalmasak-e rá?) Főleg ha valaki pont egy rezolveres motort rak fel a főorsónak.
Konkrétumot kértél, szerintem most, -ismerve az elmúlt ~15 év forgatókönyveit- ebben a témában egy rövidebb hallgatás/szünet következik. Persze a tévedés jogát, én is fenntartom.
Nem vitattam/ vontam kétségbe a mondatai igazságtartalmát. Az üres okoskodás viszont elborzaszt. A 6 éve, 89 évesen elhunyt nagyapámtól sem hallottam soha a kilopond megfogalmazást tömegre, 1980 óta SI van Magyarországon, már előtte 1960 óta a nemzetközileg elfogadott mértékegységeke voltak használatban. Mint pl. kg. mint tömeg mértékegység. Számtalanszor olvashattuk tőle, hogy ez egy műszaki fórum, nem megengedhető, hogy pongyolán fogalmazzunk. Akkor fogalmazzon úgy ahogy általánosan elfogadott! Csak kértem tőle példát, videóval, hogy mit tudott összehozni. Eleddig semmit nem mutatott, természetesen ilyenkor teszi a balgát, és átlép a leírt sorokon. Akkor most van eladó cucc a kezében, vagy nincs? Én mint egyszerű user, aki majdnem sík hülye az elektronikához, és szeretnék egy egyszerű/ olcsó/ igénytelen kivitelű "sebességmérő" eszközt a gépemre, akkor nem süketelést szeretnék, hogy ugyan bizonyítsd be... TBS ezt kapta, a feladatot megoldotta, a Robsy által elvárt 2% hibahatárt tartja az általa rögtönzött eszköz. Sőt még be is mutatta! "Ezt persze lehet nem hagyományosnak nevezni, de inkább ez a valóság maszatolása, téves info kijelzéssel, hibás mérési algoritmussal." Ez a maszatolás amit József összedobott, ez simán elég egy általános, egyetemes esztergagépre, ha tudni szeretnénk a pillanatnyi fordulatszámot. Ahogy József fogalmazott, nem atomóra volt a cél. Itt a cél, az egyetemes gépre utólag felszerelt frekiváltó kontrollja. Persze ez is "luxus", mert tulajdonképpen nem ezen múlik a forgácsolás milyensége, de mint tudjuk az információ hatalom. Úgyhogy én még mindig kíváncsian várom Tiborunk mit hozott össze a tények mezején, szerintem más is van így.
Szia Tibor! Ha menetet is szeretnél majd CNC esztergálni, ahhoz is jó lesz az a 360 CPR-es encoder. Ha pedig már ott van a főorsódon, érdeklődésed esetén majd tervezek, elkészítek neked egy kis konverter áramkört, ami 1mV/rpm jelleggel igényed szerint egy mutatós vagy digitális DC panelműszeren kijelzi a főorsód fordulatszámát.
Én szeretnék felrakni a főorsóra egy 360-as encodert , a maximális fordulatszámomom 5000 1/min, ez másodpercenként 30.000 impulzus , ez bőven belefér a 100 Khz-be (de van 500 Khz-es modulom is) azért gondoltam 360-asra mert nekem ebből van több db is , legalább 1-fokonként lehetne pozicionálni a főorsót.(zárt hurok)
Csak még azt kellene megoldanom , hogy a plc-kiírja a 4db 7-szegmenses kijelzőre az aktuális fordulatszámot.
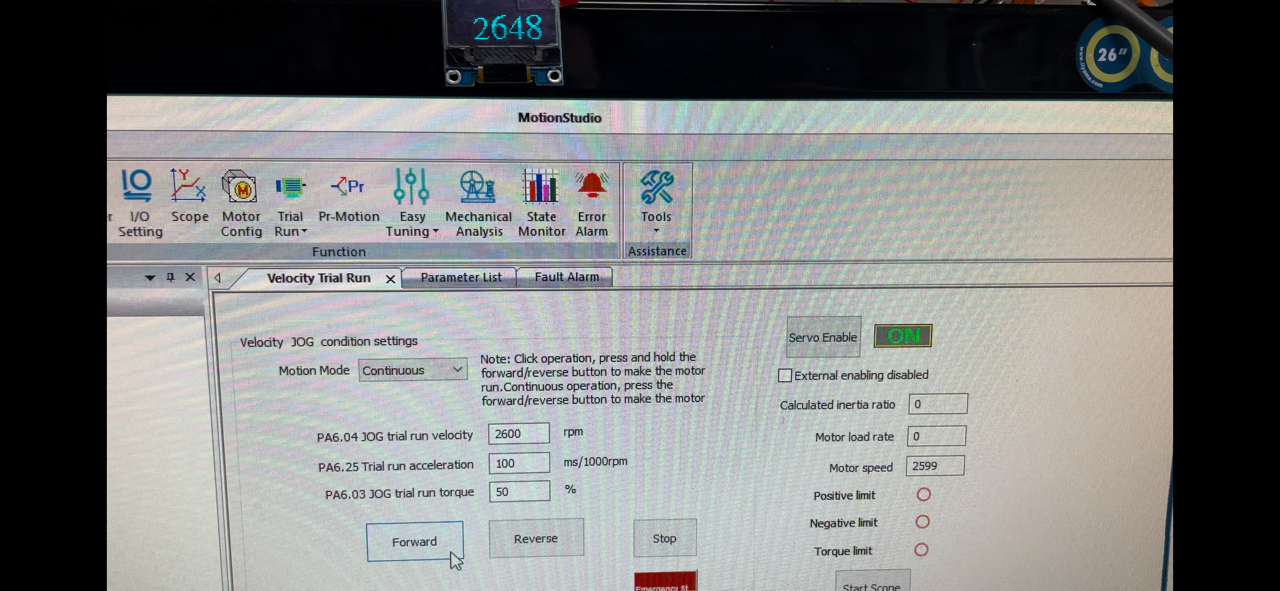
Egy teszt Arduino kijelzési pontosságáról egy EL7-RS1000P / ELM1H-1000MA80E szervószettel kiadott változó fordulatokon milyen pontossággal teljesít ez a kis program. 2600f/p. is ~2% a pontosság.
A mérés pontossága nincs, illetve csak közvetetten van összefüggésben az árcédulán szereplő nullák számával. A probléma a méréshatár két végével van. Pl. 30 fordulat/perc esetén ha csak egy jelet kapsz fordulatonként, akkor 2 másodpercenként jön impulzus. Ez gyakorlatilag alkalmatlan a pontos mérésre. Azzal lehet ellensúlyozni, hogy növeled a fordulatonkénti impulzusok számát, ami viszont a felső méréshatárnál fog problémát okozni, mert elég gyors eszközre lesz szükség a számoláshoz. Mérjünk 30-tól 2000 fordulatig egy 1024-es felbontású enkóderrel: 512-től 34133 lépést kapunk másodpercenként (kerekítve). A PLC bírja, de egy Arduino-nak már túl gyors. Itt kell eldönteni, hogy mekkora pontosságra van szükséged és mennyi pénzt akarsz rászánni, majd aszerint kiválasztani a felhasznált eszközöket.
Itt egy másik mérési mód omron plc-ve , encoder segítségével , igaz én még nem mértem vele fordulatszámot (még nem kellet) én csak abból indulok ki , hogy egy többszázezer forintba kerülő cpu gondolom pontos eredményeket ad.
Ha jól tudom a gyári cnc eszterg-maró vezérlő is +-3-5% hibahatárral dolgozik, csak ha túllépi akkor áll hibára.
Én Szalai György álláspontján vagyok , ha az alkatrész elkészül időre, méretpontos, alakhű, jó a felülete, akkor már elégedett vagyok más nem is nagyon érdekel.
Kopirnyák | 2578
2024-02-24 12:44:35
[47684]
Szokásodhoz híven beleálltál két lábbal nemcsak a témába.... most van itt a lehetőség, a fellengzős beszéd helyett, légy szíves betenni videóval, mi az amit fel tudsz kínálni/ mutatni. Hadd lássuk a DOS alapú, 13" monochrome monitor által kijelzett, valós idejű fordulatszámmérést, csicsa nélkül. Szívesen vásárolok olyat ami kompakt, egyszerű beépíthetőségű, pontos, és nem kerül egy vagyonba. Valamint nem kell hozzá egy komplett számítógépet monitorral ráültetnem az esztergára.
"A kilopond (más néven kilogrammsúly) a súlyerő régi, elavult mértékegysége, mely az adott tárgy tömegén és a Föld gravitációs erején alapul. Az SI-mértékegységrendszer bevezetése után hivatalosan nem használatos, már csak történeti jelentősége van. Helyette leggyakrabban a newton (N) van használatban, amely egy SI-alapegység."
Nem gondoltál még soha arra, hogy teleportálsz a jelenbe??
Bocs, de itt most arról van szó, hogy ha valamit mérek, konkrétan itt egy esztergagép főorsó fordulatszámát, akkor amit látok, annak mennyi köze van a valósághoz. Ez független attól, hogy egy 14 éves tanuló vagy egy 60 éves mérnök esztergál.
Gondolom ha egy mérlegre ráállsz, és tudni szeretnéd a testsúlyodat, nem örülnél, ha +-10 kp-os ingadozással vibrálva jelezné ki azt. Maradjunk annyiban, hogy manapság ha már mérünk valamit a műszaki életben, akkor 1-2%-os pontossággal illendő mérni.
"Mindegy, hogy percenként tíz fordulattal több vagy kevesebb, a darab igy is úgy is elkészül." Ez igaz, csak a fentiek tükrében ez neked se lehet mindegy, hogy mit hazudozik a fordulatszámmérő, és milyen hiedelemben tart. Valamint nagyon nem mindegy, hogy amikor pl. a stabil 30 rpm-et méri, akkor hol 20-at, hol 40-et mutat, hiszen ez ~+-33%-os hibaeltérés a valóságtól. Ezzel nem lehetsz elégedett, ettől én téged sokkal precízebb, igényesbb embernek ismerlek.
Előzmény: Szalai György, 2024-02-24 10:52:17 [47681]
dezsoe | 2914
2024-02-24 11:26:55
[47682]
A jeladó olyan lábra van kötve, amelyik tud megszakítást generálni, tehát a jelszint változásakor egy másik programrészlet fut le.
A legtöbb mikrokontrolleres fordulatszámmérő (jelen esetben Arduino-s) azon az elven működik, hogy a megszakításban számolja az impulzusokat, majd a főprogram adott időnként megnézi, hogy mennyi jött és abból fordulatszámot számol. Ez kis fordulatszám esetében oda-vissza ugrálást okoz, illetve nem is mér rendesen, ha az impulzusok között több idő telik el, mint a főprogram vizsgálati ideje.
A "nem hagyományos számlálási elv" a program eredeti írója (valószínűleg InterlinkKnight) szerint jobb közelítést ad kis fordulatszámnál, mert nem az impulzusokat számolja, hanem az impulzusok között eltelt időt. (Valóban kiegyensúlyozottabb a kijelzés és nem kell annyit várni egy használható eredményre, mint a "hagyományos" módszernél.)
Mindkét módszer esetében az utolsó néhány számítást átlagolni szokták, hogy simább legyen a kijelzés.
A válasz a kérdésedre: igen.
Előzmény: Szalai György, 2024-02-24 09:03:11 [47677]
Szalai György | 9454
2024-02-24 10:52:17
[47681]
Nekem egy esztergáláshoz (nem mérnök csinálja) nem szükséges hiteleshez közeli fordulatszám adat. Pláne nem fordulaton belüli szögsebesség adat. Mindegy, hogy percenként tíz fordulattal több vagy kevesebb, a darab igy is úgy is elkészül. Nem optimalizálni szeretnék egy tömeggyártás folyamatot, csak leesztergálni egy csigafúró szárátmérőjéből, hogy beleférjen a tokmányba. De vannak mérnök ismerőseim. Látom, hogy nekik minden számokban kell, minél több tizedes pontossággal. Nem tehetnek róla, ezt tanulták. Nem is vitatkozom velük, mert azt is élvezik, de adok a véleményükre.
Nem atomóra készítése volt a cél, egymillió.- EUR. költséggel,10 év alatt, hanem egy olcsó (5-10E.-Ft) viszont gyors reagálású fordulatszám mérő, ami tájékoztató adatot ad és gyorsan reagál a változásokra pl: egy eszterga gépen ahol nem számít ha 300 vagy 305f/p. a valós érték. Felrakom egy szervóra és megnézem ott mit produkál, mert az a kis furó nem kicsit instabíl. Kb: 8 órát szórakoztam vele kiváncsiságból. A mérés nem az inpulzusok számát méri, mert annak a hossza mindig változik, ilyen gonosz.
Ha PIC-ben tudsz programozni akkor rászánhatsz egy pár órát és készíthetsz egyet ami közelebb áll a valósághoz,én szívesen látnám.
Írtsm vissza neked, hogy nem foglalkozom Arduino-val, így nem tudok mit kezdeni a kódoddal. PIC-et szoktam assembly nyelvben programozni, ha microcontroller-es megoldás kell.
"Nem hagyományos számlálási elven működik." Aham, .... Azt a tényt nem tudod kikerülni, amit már írtam: ha nincs valós mérési adatváltozás, csak szemfényvesztés és mesevilág, amit méricskélsz közben. Ezt persze lehet nem hagyományosnak nevezni, de inkább ez a valóság maszatolása, téves info kijelzéssel, hibás mérési algoritmussal.
A kamera FPS magyarázatodon pedig csak nevetni lehet, hiszen ha igazat és stabilan mérne a kütyüd, tök mindegy, mit lát éppen a kamera, azon téves adat nem villanhat fel soha.
Elküldtem email cimedre a kódot. játszadozzhatsz vele. Akár számitogépre is kiirathatod az adatokat nem kell OLED kijelző sem. Ha nincs és szeretnéd jelezz és szivesen küldök egy NANO+Kijelző szettet.
Nem hagyományos számlálási elven működik.
Ha nem tudnád a videon azért villog a kijelző mert ilyen a technologia sok fénykép egymásután, és éppen a kijelző mely állapotát kapta el.
"1 fordulat/minimum 2 impulzussal lehet jó eredményt elérni lassú és gyors fordulaton 2 érzékelővel."
Légyszi csinálj már egy olyan videót, amikor pl. 30 1/min csak a fordulatszám, és egy fordulatot 2 érzékelési ponton mérsz.
Ugyanis azt gondolom, mese jellegű a körítésed, így erős a gyanúm, hogy elvi hibás a mérésed. Ugyanis hiába méricskélsz ilyenkor ~1 tized másodpercenként, mert ezzel a "gyors reagálású", szembántó villogással csak a semmit méred, hiszen közben nem érkezik valós új adat (csak másodpercenként), így nincs is értelme bármit kijelezni két beérkező impulzus között, hiszen az nem igaz, amit kijelzel.
A nagy fordulatszám ingadozási értékeket meg teljesen arra a szerencsétlen fúrógépre fogni vicsorgó ikonnal nevetséges.
Bármit is ráakaszthatsz az Arduino bemenetre, ez lehet akár fémérzékelő is. 1 fordulat/minimum 2 impulzussal lehet jó eredményt elérni lassú és gyors fordulaton 2 érzékelővel.
Állítólag van olyan CNC technika, amelyik tudja ciklusként is. Melóhelyen sokszor nyúlok én is a "spindle speed"-hez a +-5...10% miatt. (Fanuc az kattogós, annál odanézni sem kell, de a HH folyamatos "sima" szabályozós, annál muszáj nézni a kijelzőt is, mert könnyű beejteni annyira a fordulatot, hogy ártson a szerszámnak is.
Most értem ide vissza az olvasásban! Ez is nagyon jó, de nagyon bonyolítja a mágnesek beszerelése a használhatóságot, az enkóder drágítja, és egy esztergagépen ki kell építeni egy lehajtást is az enkóderre stb Nem lenne egyszerűbb egy olyan ami csak a fémet érzékeli, mint amit DLaci írt hogy egy fogaskerék fogait számolná! Amit alább, fotón mutattam, hogy átkerült a marógépre az ilyen. Csak kell egy kiálló fém és számolja, vagy egy furat léte a körbefordulás alatt, nálam pont ez van az imbusz csavar fészke a jeladó! 4 számjegy, nem prellózik a legkisebb szám. Persze ehhez sem értek. Lehet hogy be lehetne állítani több impulzusra is, vannak rajta lehetőségek, de egyből jól működött, csak 50 rpm alatt behal.
Igen. Mivel nálam soha nem egyezik meg a valós fordulat a programozottal. Ezzel a trükkel tudom megnézni, hogy az ténylegesen mennyi, csak 1 tizedes emelkedést szoktam írni, úgy szoroznom kell tízzel. (motorfordulat, hajtómű fokozat, cserekerékpáros, szíjáttétel - meguntam már számolgatni.)
Nagyon jónak látszik de 90 rpm alatti fordulatot nem láttam stabilan kijelezni! Ezt gondolom a motor nem tudta megoldani, de látszik hogy azonnali reagálású!
Ezt nem értem, leginkább azért mert nem értek a cnc-hez. Szóval ilyenkor nem rohan ki a világból a szán, amíg leolvasom az sebességet/fordulatszámot? Vagy megmarad az utolsó érték?
 de, futnak ezek a Linuxcnc-n? már nem akarom újjáépíteni DOS-ra.
de, futnak ezek a Linuxcnc-n? már nem akarom újjáépíteni DOS-ra.




 ?
?