Egy érdekes problémával szembesültem . Adott egy kézikerék (MPG) amelyet át lehet kapcsolni az X és az Z között . A tengelyek irányultsága korrekt , a Z a nyereg fele + az X a hasam fele + ( hagyományos , nem hátsó késtartós eszterga )
Jelenleg ha tekerem a kézikereket akkor azt jobbra forgatva a + irányok érvényesülnek . A Z az Ok mert, ha a hagyományos esztergán a nagy kerékkel mozgatom a hoszszánt akkor az a nyereg fele megy . Viszont a X számomra nem ergonómikus mert a hagyományos nóniuszt jobbra tekerve a szánnal távolodnék a hasamtól ( fogásvétel ) A Dir eket nem fordíthatom meg mert azok most jók , a kézikerék A-B jelét sem cserélhetem fel mert akkor a Z irány nem lesz OK . Az iparban ( ha csak egy kerékkel operálnak ) hogyan oldják meg a problémát? Egy lehetőség felmerült bennem egy relé ami akkor amikor beváltom a tengelyt beállítja a helyes A- sorrendet
Vagy senki nem törődik vele , a cnc eszterga nem hagyományos eszterga , meg kell szokni punktum
Nálam a Gildemeister modernizálása után alig maradt valami a szekrényben, szellős lett! két Mesa kártya egy plc és a PC nem sok helyet foglal! Ezek a spéci relék lehet hogy még megkaphatóak Nála! Elérés az előzőleg bemutatott videóban.
sarktibsi | 737
2023-01-18 20:36:37
[1407]
Kérdezd meg Sós Jánost Kistarcsán , szerintem ő tud felrakni neked hunor 721-et , bontott de tesztelt üzemképes vezérlöt. Ha kell adok elérhetöséget.
Ha van főorsójeladó akkor tudia kell a menetvágást. Mivel a vezérléstartó az alapszánra van szerelve, így az első csúszóvezeték jobban van terhelve. Ezért jobban is kopik. Mi az elkébzelés a géppel?
Egy kis történelem: Ez a gép volt a SZIM EEN 320,400 és 500 alapja. Az első EEN400-as esztergák ugyan ebben a kialakításban készültek Hunor712-es majd a Hunor721-es vezérléssel. Az X tengelyen Evig EZG 703 motorral A Z fengelyen Evig EZG 705 motorral
Szevasz Köszönöm válaszod a gép viszonylag jó állapotban van a szánok edzettek és olajkanéses ami mindig jó volt A golyos órsó kotyanását kimérem órával, kösz az ötletet van a főorsón encoder , gyorsító átételel müanyag fogaskerék hajtással Előszőr kapott szerelővel átnézetem,állapotfelmérés de még gondolkodom uj vezérlőn
DG4S-160-35 servo, step-dir jelell Ucc, Mach 3 stb vezérlő, esetleg kinai mozgásvezérlő árban közel ott vannak a szerlő mdíj árain , talán többet tudnak. üdv
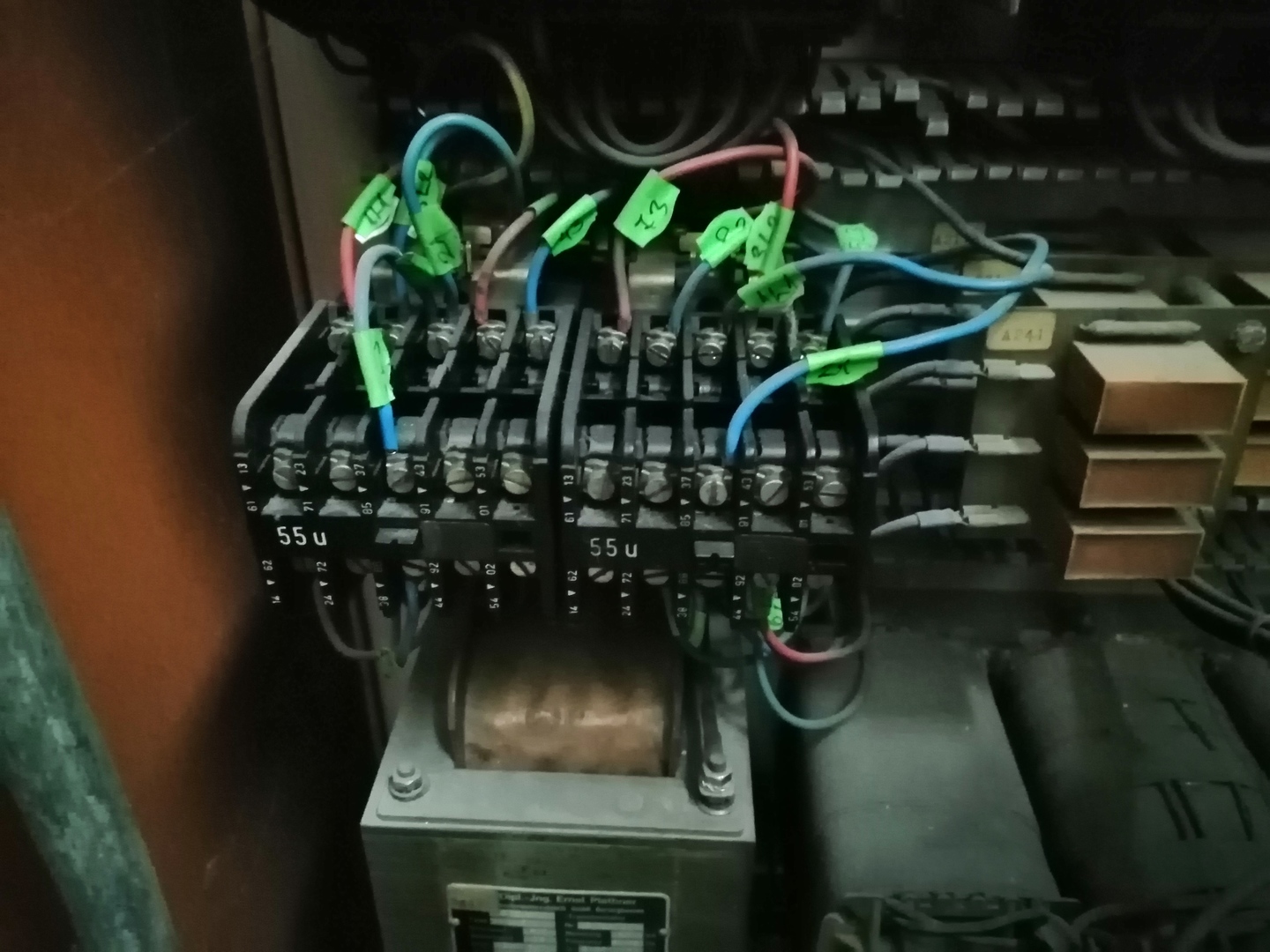
Amíg működik a gép és megfelelő a pontossága addig dolgozni kell vele. A reléket a kép alapján kiforrasztással lehet cserélni. De elöbb meg kell keresni a cseredarabokat (vannak olyan régi relék aminek a lábkiosztása/elrendezése már nem helyetesíthető új relével).
A vezérléscseréről néhány észrevételt. A CW20T vezérlésnek 3,5" a képátlója (89mm)ez kicsivel több mint egy mobiltelefon képátló fele. Ha a Gildemaister főörsóra nem szereltek forgójeladót akkor a menetvágás érdekében azt meg kell tenni. Step/Dir-es vezérlő esetén AC szervó hajtásokat és motorokat felszerelni. (az állandó nyomaték miatt) X tengely 2:1 lassító áttátelnél 3-5Nm Z tengely 2:1 lassító áttételnél 6-8Nm Az elektromosszekrény teljes átépítése új alkatrészekkel (a rági alkatrészek megtartása allandó hibaforrás marad)
De bármilyen vezérléscserének/modernizálásnak csak akkor van értelme, ha a gép pontossága megfelelő!
Én még maradtam a régi jól bevált összeállításnál. vin-xp, paralell port, HDBB2 jelelosztó. Encoder a motorokon amik a DG4S-16035 motor vezérlőhöz csatlakoznak.
A sagédkapcsolók kiváltására a megoldás a következő lehet. A ellenőrizni kell a meglevő kapcsolók érintkezőinek nűködését. És az érintkezők működése alapján a Schneider vagy a Siemens vállasztékából össze lehet vállogatni a megfelelőt.
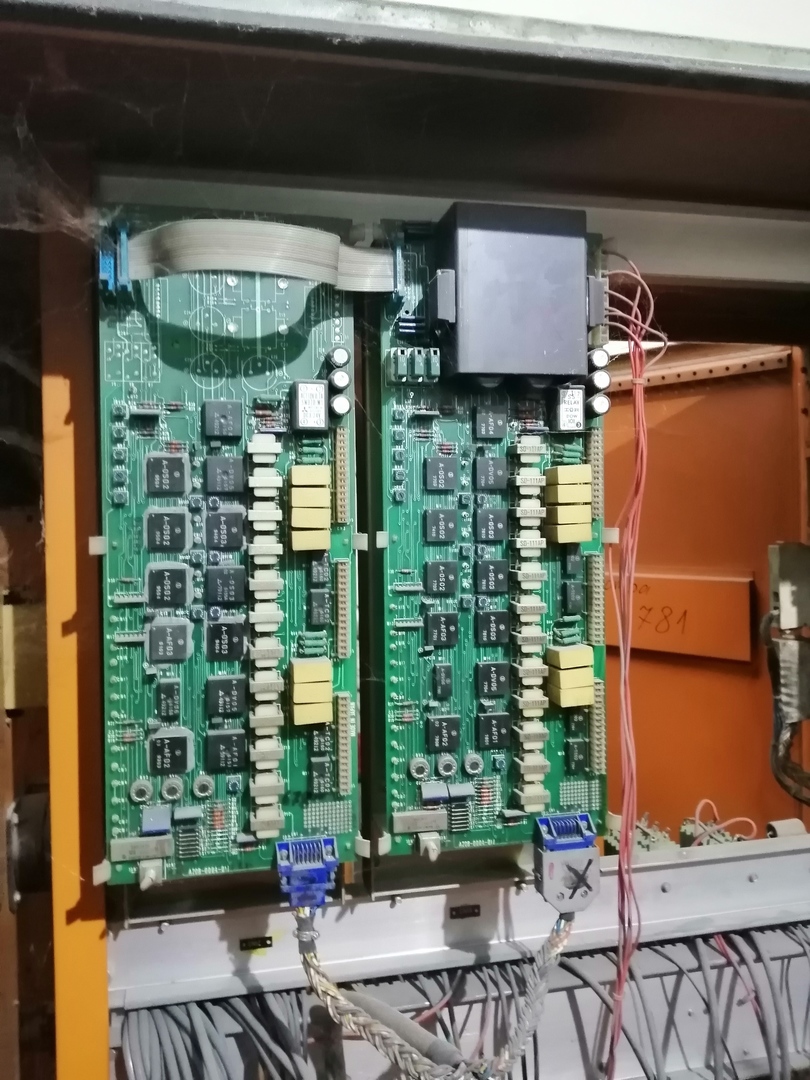
T Szerelő ! elnézést elfeljtettem a többi kérdést de a leírás a gépről tökéletes előzőekben küldtem fényképet aservo vezérlőről most csatolok a n vezérlő nyákról "plc " Üdv
T Szerelő ! Tökéletesen fogalmazta meg az én gondomat a relékről, valami ilyesmit mondott a szerelő csak nem tudtam, vissza adni, tehát a behúzás során az érintkezők nem egyszerre zárnak. Próbáltam vezérlésen kívűl egyszerűen meghúzatni, ment viszont egy két behúzás után a speciális érintkezők kereszbe álltak nem engedték a teljes meghúzást, valósszínüleg a az idő faktor túl nagy.
a segítségét kérem hogy lehet ebből a helyzetből kikecmeregni,valami olyan szaki kellene aki rendbetudná hozni. üdv
Valószínűleg azért mondták a szerelők azt hogy a relék speciálisak "kiváltani nem lehet őket" mert a 37-38 és 85-86 os számozású érintkezők másképpen kapcsolnak mint a többi érintkező. (Vagy gyorsabban vagy lassabban mint a többi)
Régen néha így állítottak be időzítéseket a véletlenszerű egymásrakapcsolás miatt.
Ez a gép Fanuc vezérléses Fanuc DC mellékhajtásos/motoros, aszinkron főmotoros és kézi sebességváltós valamint kézi késtartós?
A bekapcsolási hiba eredhet a vezérlés üzemkészség a vészvégállások és a mellékhajtások hibájából. Valamint kábelszakadásból és esetleg valamelyik feszültség hiányából.
Szia, amit linkeltem oldalt, az a gyártó oldala. Van analóg, kevert, és a franc tudja még hányféle vezérlő, és illesztő, bővítő kártyája a MESA-nak. Szerintem NEM kell hozzá plc-t programozni. A linuxcnc teljesen ingyenes, és irgalmatlan mennyiségű leírás, video, ...és fórum anyag van hozzá.
Szevasz ! amennyire megértettem a két enkoder bemenetes step dir+io portos kellen lenne kérdésem szabad felhasználásu , a linux cnc ? A plc programm elkészítése meghaladja képességemet kérdésem lenne e valaki aki elkészítené , nem hálaból! Üdv
Minden "relét" ki lehet váltani más gyártó, más típusára. Ahogy nézem a fotódat, ezeket az őskövületeket meg már...kötelező lenne kiváltani.(bármi más jobb lenne náluk)
Ha valakit érdekelne , nekem van 3db bontott Mitsubishi mr-j2s-40b-ee085+motor 3db mr-j2s-100b+ motor nekem nincs rájúk szükségem , esetleg valaki le tudná tesztelni öket?
bundyland | 1710
2023-01-15 16:47:02
[1385]
Régebben olvastam így nem biztos hogy jól emlékszem, de mintha már eleve a step/dir sem jó. Ipar nem is használja erre. Nem véletlenül a bus rendszer ami jó lenne. A lényege az volt hogy ugyebár a vezérlés kiadja a step/dir jeleket de semmi garancia nincs arra hogy a vezérlők egy időben szinkronban hajtják végre. De pl itt egy példa ennek a kiküszöbölésére LinuxCNC alá.
Így is meg lehet közelíteni a kérdést, de egy normálisan megépített rendszerben a step jelek eljutnak a motorvezérlőhöz, egy értelmes motorvezérlő vissza tud jelezni, hogy hiba van, a főprogram pedig megáll. Ha olyan mechanikai hiba van, amitől a motorok elmásznak, azt egy zárt hurkú rendszer sem tudja kijavítani önállóan. Az egyetlen gyenge láncszem a step jel eljutása a motorvezérlőig, de ezt szerintem nem nagy kihívás rendesen megoldani. Kétségtelenül jobb egy teljesen zárt hurkú rendszer, de közel sem annyival, amennyit az árkülönbség tükröz.
Üdv., az nem elég, ha a STEP/DIR-es motorvezérlő zárthurkú? A Mach3 visszakapja az indexjelet, így tartható a szinron a főorsó és a mozgatás között, a zárthurkú motorvezérlők meg teszik a dolgukat.
Én is ebbe az irányba indultam el 10-12 éve, most két esztergámon is LinuxCNC vezérlés van. Az elsőre még lehet emlékeznek itt régebbi fórumtársak, egy EU-175 volt az alany, pár évig Mach3 volt a vezérlő de néhány év után az EMC2-re váltottam ez a kezdeti verziója a LinuxCNC-nek ami azóta sokat fejlődött! de, a menetvágást csecsemő korától kezdve tökéletesen kontrollálja. Ez az EUCNC léptetőmotoros, nincs Mesa kártya, nincs semmi csak a számítógép és a LinuxCNC, na meg a Config! ez a buktatója ennek a vezérlőnek! mert nem olyan grafikus mint a Mach3, alapokat lehet grafikus felületen belőni de az sem egyszerű egy olyan embernek aki a forgács közül jön programozni, de vannak kivételek! Sok menetet vágok általában, ez a léptetős gép azóta is működik, de már inkább az utódját szeretem használni, ezen csak a fusi megy! A másik LinuxCNC-s gép, egy Gildemeister CT40, itt már ipari minőségű elektronikákhoz kellett csatlakozni amihez már szakembert kellett hívnom. Ezt a videót félkész állapotában vette fel a kivitelező elektronikus, Linuxcnc specialista szakember!
Szervusz! Én a DG4S-16035 vezérlőt használom, DC szervó motorokkal. A MACH3 kb. 10 éve gond nélkül teszi a dolgát. Nincs benne főorsó szinkron, ezért nem lehet fixen befogott szerszámmal menetet fúrni. Minden más funkció korrektül működik.
Az eszterga 11Kw főorsó. X-Z szervo 2db Indramat DDS2.1 DC 50A hajtással van szerelve 0-10V analog vezérléssel. Enkoderes visszacsatolással. Az egész rendszer zárt hurku vezérlés. Nem jó ötlet egy instabil Mach3 vagy valamilyen számitogép alapú NEM zárt hurku vezérlésre cserélni. Teljesen át kellene építeni lecserélni a szervokat stb... A vége milliós nagyságrend és megbízhatósága meg sem közelíti az eredeti zárt hurku rendszert.
Szevasz ! Köszönöm , hogy kifakadásom komolyan vetted és hozzá szoltál A lényeg : A vezérlő Mach3, vagy Ucc alapu lehet számítógép+UC100-300-400 ETH Vagy Kinai Vezérlő CW20T 2 tengelyes eszterga
ezek vannak a látokörömbe ezekből van-e valakinek tapasztalata, ajánlata, esetleg segítsége amin elindukhatok
szervo egyenáramó szervo motor, tengelyén enkoderral mivel a gépen még nem külön egységekben van a két tengely sevo , egy nyákon van a vezérlés ,egy másikon védelmi kör kis telj relékkel A fő tengelyen enkóderrel
kérdésem DG4S-16015 szervo hajtást tudom -e használni egyenáramú , kefés szervomotorhoz, (vagy a motorokat is ki kell dobni ?) Ekkor fel tudok építeni egy step.dir renszert ( persze sedítséggel )
tehát még mindig az irányt keresem, ezekből, vagy esetleg más elemekből hogy tudom felépíteni az esztergát T forum társak segítségét kérem a választásban
Üdv
TBS-TEAM | 3006
2023-01-13 10:00:24
[1372]
Pl: ez a Kinai vezérlő mindent is tud amit tudni kell egy CNC esztergának komplett szett. A PLC programot neked kell a gépre szabva megírni. Választhatol 2-3-4-5 axis közzül.
A teljesség igénye nélkül: Minimális bemeneti lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Minimális parancs lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Maximális löket: ±99999999×minimális parancsnövekmény Gyors mozgási sebesség: akár 60 m/perc Gyors felülírás: FO, 25%, 50%, négy valós szinttel -időbeállítás Előtolás: 0-150% tizenhat fokozatú valós idejű beállítással Interpolációs módszer: lineáris interpoláció, körinterpoláció (támogatja a hárompontos körinterpolációt), menetinterpoláció, merev menetfúrás automatikus letörés funkció Menet funkció Közönséges menet (az orsót követve)/merev menet Egy-/többfejű metrikus egyenes menet, kúpos menet és homlokmenet, állandó menetemelkedésű és változó menetemelkedésű menet, a menetkihúzás hossza, szöge és sebessége beállítható Menetemelkedés: 0,01 mm-től 500 mm-ig vagy 0,06 fog/inch-től 2540 fog/inch-ig
szevasztok segitséget kérek van egy gildemeister 480 kövület minden tud amit egy esztergnak tudni kell ( kup és henger ilesztő rádiúszát nem számolja, nem lehet elmenteni a prgt) a szerelő lenyult kétszer kijött de a vész kör nem áll fel több ajánlatot kaptam 1.5-2 mill hunor átcserélése kérdésem kinai vezérlő ? tude menetet vágni? mach3 ucc egyéb illetve dg4s szervo vezérlővel step dir vezérkés mi a f csináljak üdv
rczmetalworks | 672
2023-01-01 21:12:00
[1369]
A nagy esztergák esetén egyértelmű volt, de így már értem, nem lehetett a precizitást feláldozni a termelékenység oltárán teljesen. Lehet, hogy indiai, nem tudom, valamit olvastam, hogy van köze a Hurco márkához. Jobban tudok vonzódni a nyugateurópai technikákhoz, nemrég volt lehetőségem egy környékbeli gépműhelyben "körbehugyozni" egy szép állapotban megőrzött Deckel marót meg egy Alzmetall fúrót.
Tudod hogy,autóból is van Trabant is, és Ferrari is, mindkettővel el lehet jutni A-ból B-be , az élettartamuk hasonló a végén! Ha járnál a MACHTECH-re renszeresen akkor látnád hogy még mindig szükség van ezekre a gépekre, főleg a nagy méretű esztergákon, vagy a kisebbeken, amit egy szerszámkészítő műhelyben is használnak, vagy bárhol ahol kis sorozatok vannak, vagy nagyon precízen kell dolgozni. Ezek a csúszófelületek összehasonlíthatatlanul jobbak a lineáris csapágyakkal szemben a rezgések elnyelésében. Lehet a gépváz is indiai?
Nyilván tudja, inkább a gép kezelésére gondoltam. Azért lehetnek ott azok a CNC gépek, mert egy élő hirdetőtábla lett a figurából. Mindegy, nem is tartozik ez ide.
Egyébként a videón szereplő szánvezetékes, vagy egyemetes felépítésű CNC gépnek mi a létjogosultsága manapság? Ahogy emlékszem nincs kiemelkedő csúcstávolsága sem. Ugye ez egy új gép, de a napjaink CNC esztergáihoz képest miért gyártanak még ilyesmit?