két orsót tud kezelni a vezérlő, ha szerencsém van akkor szinkronban, ha nincs akkor nekem kell megoldani. Tehát adott egy poligon eszterga kialakítására.
Mivel 2 főorsót tud kezelni a vezérlő, így egy szinkronizáláson gondolkodok, ha már üzembiztosan fog működni akkor megnézem, lehetne-e poligon esztergát csinálni belőle
Úgy kb. mindenre ami nem speciális az Interflon MP2/3-at. Ebből az MP0-át automata kenöbe is. Az Interflon HS2 viszont kudarc volt, olyan helyre marad a Klūber NBU 15 vagy ennek van egy angol megfelelője féláron( most nem jut eszembe a neve). A sokkal olcsóbb TOP2000 is elég jól ellenáll az emulzio kimoso hatásának, de hosszútávú tapasztalataim még nincsenek vele.
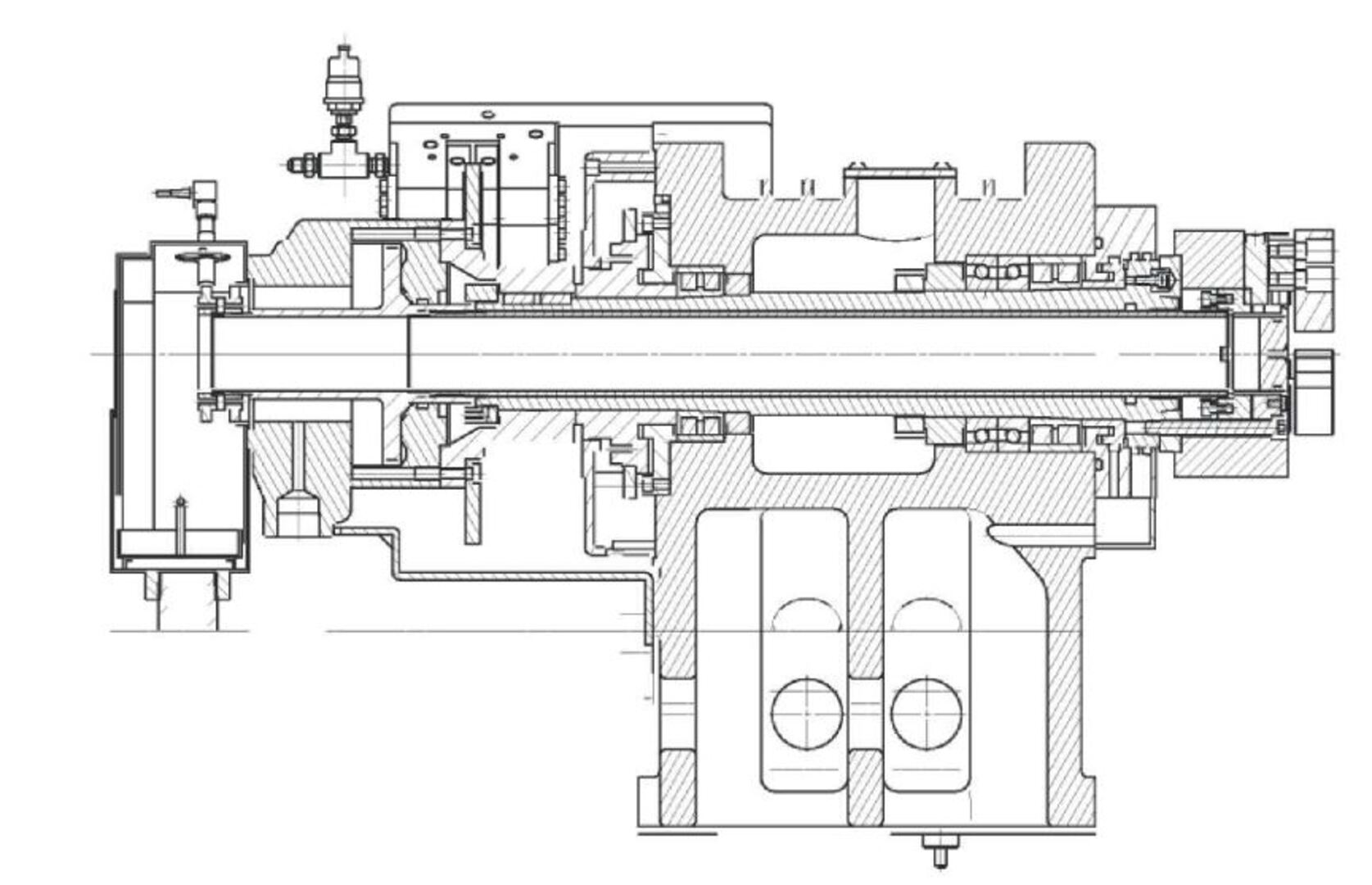
Lehet, hogy 1..2 liter az átlag, mert csak tippeltem - a visszafolyó csövet vizuálisan kémlelve sokkal többnek tűnik. A szivattyú, ha lyukas a nyomóág, viszont képes seperc alatt kiüríteni a tartályt. Nincs róla normális metszeti rajzom, mert az alkatrészjegyzékek az egész hengert egyetlen tételként kezelik. Ez is az egyik karbantartásiból lett kiollózva.
Ez tényleg csak vázlat. Nálunk 60-90-es áteresztásű orsók vannak, kizárólag Kitagawa munkehengerekkel. A 3 liter/perces résolaj már nagyon rossznak számít, ez egy szakszerűtlen szétszerelés után következett be, cserélni kellett komplett. Egyébként 20-30 évet simán elmennek, esetleg a csőrúdtömítést -mezei "O" gyűrű- kell 8-10 évente cserélni.
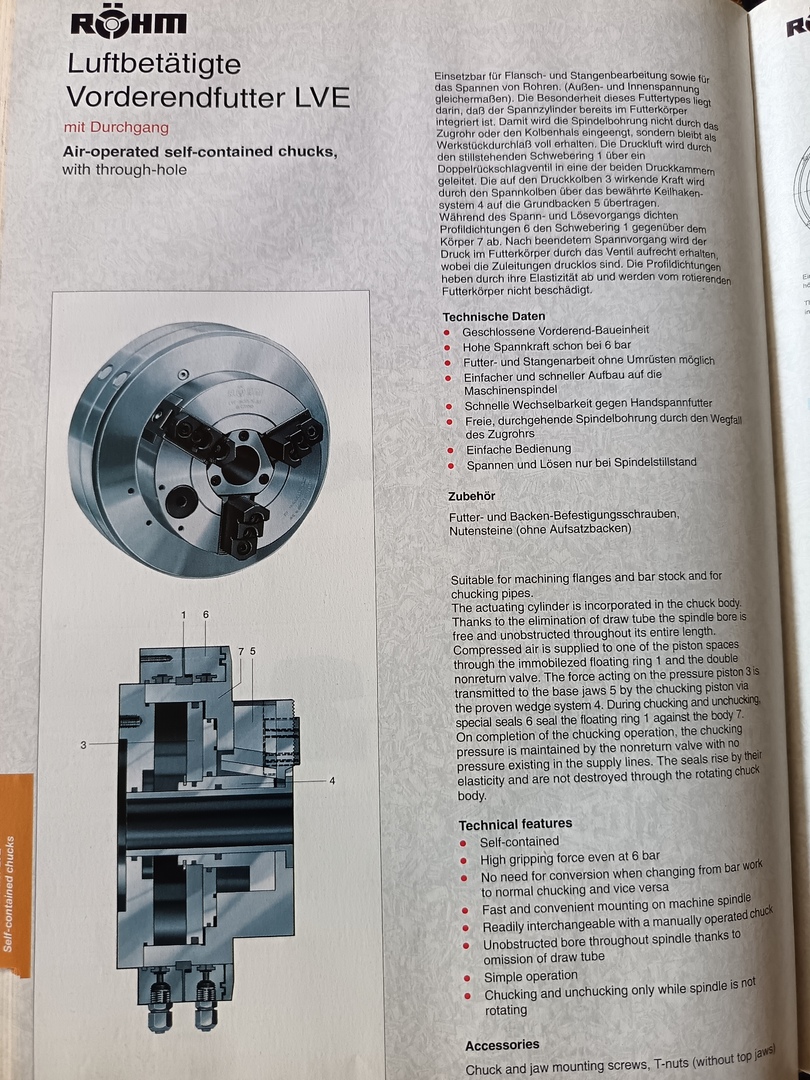
Fontos elem a behúzóhengerben levő 2 db vezérelt visszacsapószelep, ez biztosítja hogy kikapcsoláskor vagy szivattyú leálláskor is megmaradjon a szorítás.
A vázlaton egy komplett eszterga főorsó vonóékes tokmánnyal és forgó, kettősműködésű hidraulikus munkahengerrel van - rosszul ábrázolva. A henger (és a hozzávezetések) áll, a dugattyú forog a hengerben. A hengerfal és a dugattyú között rés van (nincs tömítés), amin folyamatosan áramlik át az olaj, ez a "résolaj" az inaktív oldalon szabadon vissza van vezetve a tartályba. A forgó dugattyúrúd (csőtengely, ami a vonócsőhöz csatlakozik) szintén hézaggal van átvezetve a hengervégeken, itt is áramlik mellette az olaj, ami szintén visszavezetésre kerül. Itt az ajkas tömítések a visszavezető csatornán kívül vannak, nincsenek nyomás alatti olajjal terhelve. Mivel az egész cuccnak - tervezetten - jelentős a vesztesége (állapottól függően kb. 10L/min résolaj), ezért nagy szállítókapacitású szivattyút igényel a 25...30 bar nyomás mellett, illetve nagyon precíz csapágyazást, hogy az amúgy is kicsiny rések tényleg résként funkcionáljanak, különben bedarálja saját magát.
Van hozzá egy kontroll box ami minden forgatási irányt és pozicionálást elvégez. Csak 4 rellé kimenetet kell biztosítani a Mach3 vagy bármilyen vezérlőből. 1-es relé impulzus 1 pozició, 2-es relé impulzus 2 pozició stb...
Raktam fel képeket 2023-12-09 18:03:58 Épül a gépem:::Vetesi75 gépe topikjába.
Ha érdekel ott megnézheted , a főorsó végén van egy 200-as átmérőjű munkahenger , van rajta 2db szorító bilincs ez a kiegyensúlyozást szolgálja (úgy mint az autó kerekeknél) a legvégén található a szabadonfútó ebben 4db nyomásálló szimering van , így valósul meg forgás közben a levegő áramlása.
Nekem van keletnémet hengerem is , ugyanezen az elven működik.
Egyébként ő is mondta ez egy szinte új tokmány. Ha tényleg nem csalt akkor kb. fél nap alatt vissza fog a szorítóerő esni az eredeti 30 kN-ra és ott beáll. Majd jó sok hónap zsírzás nélküli üzem után kezdeni arról az értékről csökenni.
Nem sok tapasztalatom van ebben , sem . De szerintem a tokmányban könyökemelők vannak csak , és a főorsó másik végén van ami húz , a kinyomócsapágy az releváns lehet .
Automata levegős tokmány mechanizmusa érdekelne. Nagyon nem találok egy robbantott ábrát róla. Hogy működnek ezek, hogy oldják meg a levegő bejuttatását úgy hogy közben forog a tokmány, és még is a megfogókat tartja a levegő, vagy olaj ha hidraulikus...
Olyan nagy O gyűrűk vannak benne, és az mentén tömít ahogy elforog vagy mint a kuplung ún kinyomó csapágy van?
Előre is kösz!
R.
TROMF22 | 1511
2024-07-12 21:18:49
[1575]
Hajrá gépépítők!
Aki egy E1N-E2N geometriai paramétereihez hasonló CNC esztergát szeretne építeni, annak itt van egy kitűnő gépalap. Több évtizede pihentetett megmunkált öntvény.
Vettem egy nagy levegőt, és úgy döntöttem elengedem. Legalább harminc éve vagyunk együtt. Lehet, hogy nem a legjobb időszakot választottam ki, de talán ez a hőség …
Annak idején különösen előnyösnek tűnt számomra, az öntvény belsejében elhelyezett tarapézmenetes orsó, mint előtolási lehetőség. Laposvezetékes megoldásban (TURCIT, MOGLICE) gondolkodtam, ahogyan eredetileg is készült, mozgott. (Egy D1000 mm-es körasztalú szovjet/orosz vésőgépben ez volt a kos.)
Ma sokkal inkább a lineárok jöhetnek szóba, ahogyan a második kép is mutatja. Lehet hozzá találni rajta megfelelő megmunkált felületeket.
Szervusz! Rákerestem erre a szerszámváltó fejre. Ott nem találtam magát a szerszámtaró fejet. Azt te készítetted hozzá, vagy azt is meg lehet venni valahol? Kérlek ha van rá időd, írj kicsit többet erről a revolver fejről. Pétdául a központ magassága a szerszámtartó fel átmérője. Köszönöm.
mindegyik egy kaptafára készül, minőségben van némi eltérés, ha van a géphez kapcsolási rajzod akkor nem nagy kaland egy más gyártó vezérlőjét feltelepíteni
Kösz, de nekem tök ugyanaz a tipus kell, hogy csak összedugjam a géppel és el tudjam adni, eredeti állapotban., mint már írtam a gép hibátlan újszerű és csak a vezérlője várna cserére.