Szia ! De mondom De kivan belezve az elektronikája , még az egyenáramú motorok sincsenek meg . De megvan kint az udvarban a panelja , van benne néhány relog relé . Áttetsző burkolatú ,és fehér színű is . De én feladtam az eredetihez hasonlóra való visszaállítást . De tudom ki alakított át ilyen gépet és sokszor hirdette az egyenáramú motorokat az adok veszekben . Talán még a panel is megvan neki .
Az ISO-kód második betűje a hátszögre utal. A "P" 11fok, a "D" 15 fokos. A HM90 a termékcsalád neve. (Megnéztem a katalógust.) Létezik HM90 APKT és külön ADKT lapkához is. A nagyobb hátszögű lapkák újjmarókba és szármarókba valók, a kisebb hátszögűek marófejekbe és nagyobb átmérőjű szerszámokba. Érdemes-e vagy lehet-e APKT lapka helyett ADKT lapkát használni? Éppen beszerelhető... (fordítva nem nagyon!) A válaszom: Nem. A lapkafészkek kialakításánál is figyelembe veszik a lapka hátszögét. Ugyan belemegy a lapka, de nem, vagy csak nagyon kis felületen fekszik fel az oldala és az üzemszerű terhelés hatására tönkre vágja a lapkafészket. (Ez után már az eredetileg oda szánt lapka típussal sem lesz az igazi.)
Üdv! Egy kis segítségre lenne szükségem, mivel nehezen igazodom el a lapka és szerszám kódolások között. Mai napon fillérekért hozzá jutottam két doboz Iscar gyártmányú HM90 ADKT 1505 PDR 928 típusú marólapkához. A kérdésem az volna hogy a HM90 az a befogóeszköz kódja? Mivel láttam egy csomó APKT lapkát fogadó marószerszámot amire szintén a HM90 volt írva. A kérdésem leginkább az hogy ezen két lapka használható e ugyan abban a marószerszámban? (értelem szerűen a 15 millis kivitel)
Köszi a segítséget!
Robika37 | 731
2018-07-29 18:54:46
[4643]
Sziasztok !
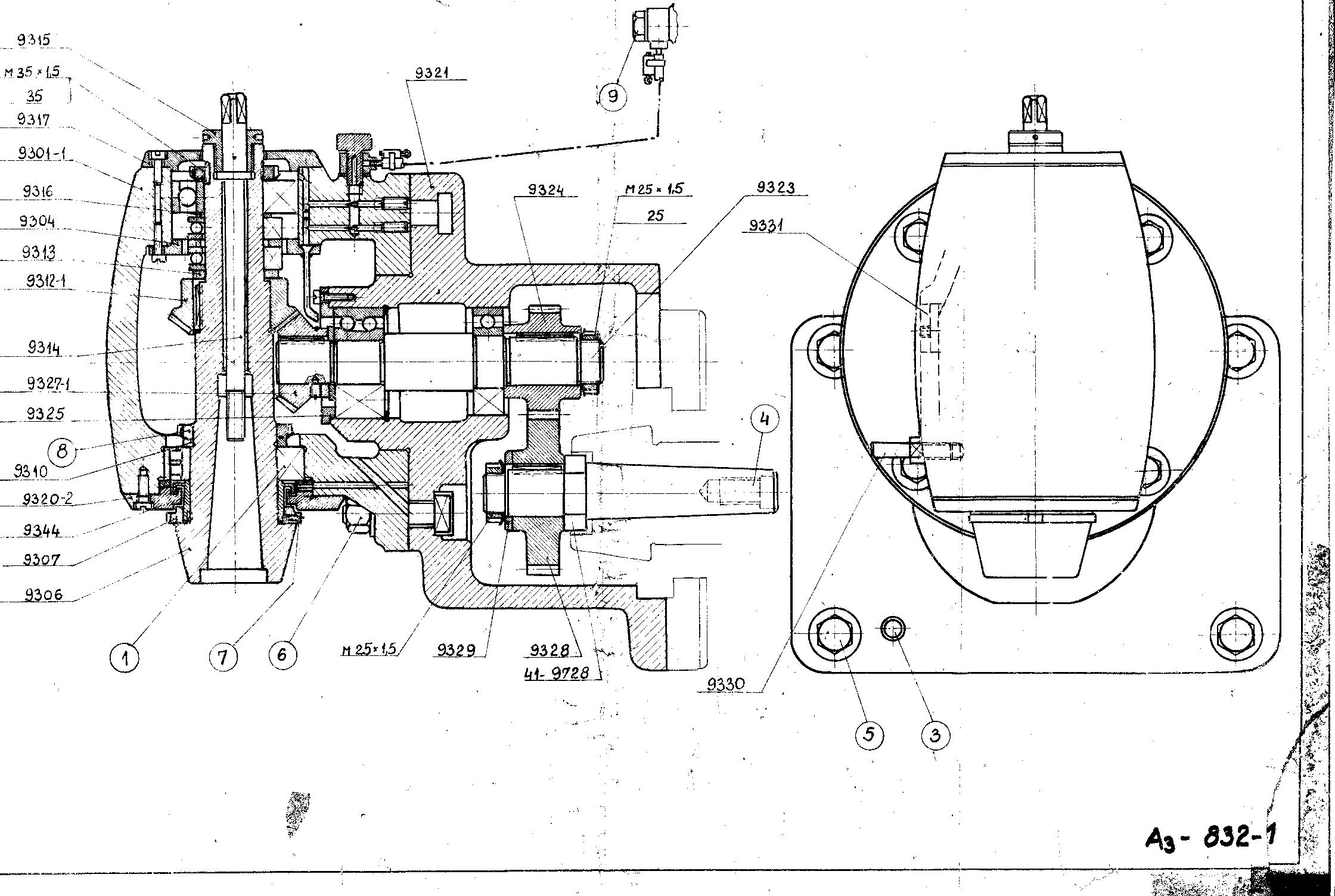
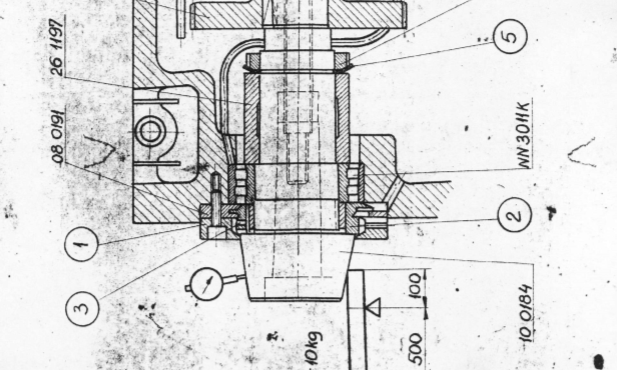
Nos az anya....ha figyelmesen nézitek a rajzot a kétsoros főorsócsapágy felülről feszített mert kúpos furata van . Ennek az állításához a vertikálfejen lévő vakdugót ki kell húzni és a furaton hozzáférhető , de itt van a csavar a gépezetben alulról a labirintgyűrűt utána kell engedni különben nem lehet állítani semmit, ezt a labirintgyűrűt biztosítja le az ominózus anya... Üdv: Robi
Nekem is volt ilyen problémám. Az alsó csavarban - hollanderben van egy hernyócsavar, érdemes újra cserélni és azzal kontrázni, rögzíteni. Nekem ezután nem szorult fel újból. A hollander funkiója többszöri rajz értelmezés és több szakértővel való beszélgetés alapján sem világos előttem...
Mivel kellő ismeret és rajz híján bontottam szét ,egyenlőre csak találgatom mi lehetett a megállás oka. Nem volt fogásban,egyszerűen iszonyú csikorgás,és megállt. Ott lévén mellette azonnal megnyomtam a stop gombot. Sajnos rossz oldalról kezdtem bontani ,azaz felülről. A reteszelődés akkor szünt meg ,amikor ezt az anyát nyitottam.Azaz lehet,hogy ez az anya elmozdult és a forgásiránytól függően behúzta magát? Semmi hibát nem találtam belülről,azért kérdezgetem ennek az anyának a feladatát,hogy lehetséges-e ez az elmélet? A 6207-es felső csapágyat kicserélem,mert kicsit zörgős,de mást nem találtam. Holnap még átnézem ,átgondolom,és megy össze.Az zavar,hogy ezt az elejét nem tudtam át tanulmányozni,mert nem jött szét.
A vertikál fej "hivatalos" kenése, a gép központi kenőrendszerével van(lenne) összekötve, egy csatlakozóval, ill. csővel... lásd:öá rajz "9" tétel.
De az elmúlt 40+ év alatt, én még ilyet nem láttam "élőben"...
"... tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni."
Van ott azért egy labirint tömítés, ami nagyon hatásosan teszi a dolgát, addig amíg forog az orsó, de ha napokig ÁLL, akkor bizony csöpög...
Szerintem elegendő ha összeszerelés előtt az összes csapágyat, és a kúpkerekeket alaposan bezsírozod. Ha gondolod összeszerelés után töltesz bele némi olajat...
"lehet a hengergörgős csapágyat kell lenyomatni vele?"
NEM,(!) annak az anyának a labirint tömítés beállításánál, ill. a csapágy lesajtolásánál van szerepe, de NEM az anyával kell lesajtolni a csapágyat.
A csapágy lesajtolásakor az anyát kell alátámasztani egy csőszerű hüvellyel. FIGYELEM! Ha a nem az anyát, (hanem a fedelet támasztod,) akkor lesajtolásakor deformálódik a labirint tömítés..!!
Bocsi, de kb. 25-30 éve csináltam, és nem emlékeztem pontosan, de a rajzot átnézve, rájöttem az előzőleg írt hozzászólásom nem helytálló...
Köszönöm István. Esetleg a vertikál fej hivatalos kenéséről tudsz valamit? Mert a tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni.
Szevasztok! Segítsetek! Megállt a vertikálfej az ME1000-en(ezért megállt az élet) ,és nincs rajzom a fejről,továbbá van egy körmös anya az elején aminek a szerepét nem ismerem(lehet a hengergörgős csapágyat kell lenyomatni vele?).Ha volna valaki aki már bűvölt ilyet ,és elmondaná mi ez annak örülnék. Ennek az anyának van-e más szerepe is netán? Mert ha nincs akkor az orsó beállitásánál nem játszik szerepet.
Vetesi75 | 1724
2018-07-15 23:42:57
[4629]
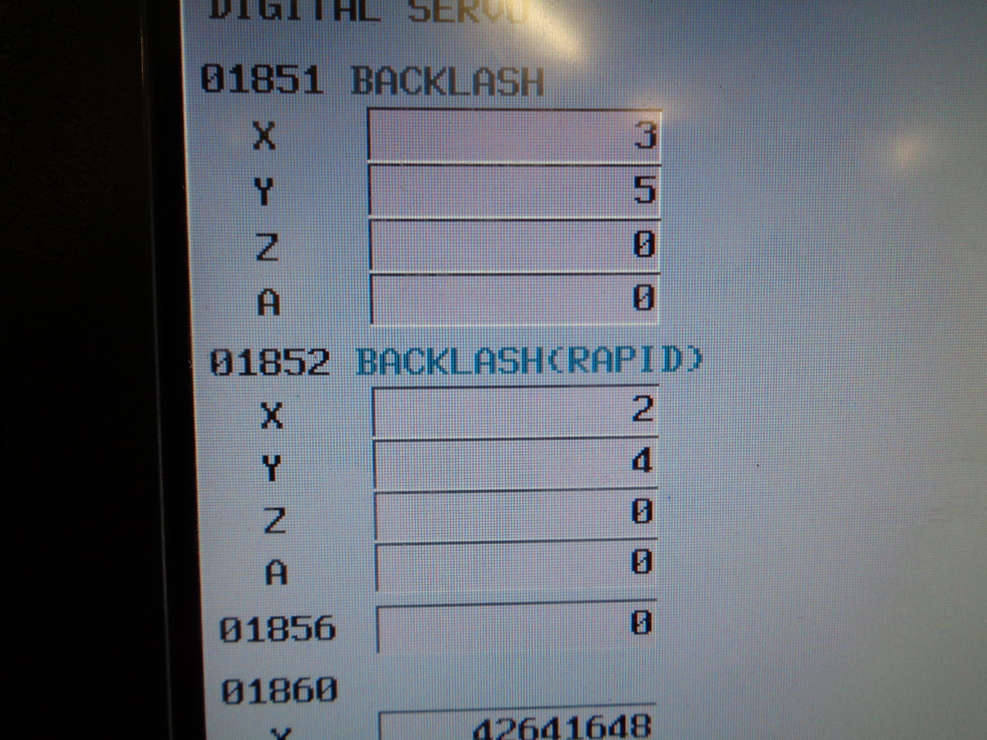
A Fanuc-ot se hagyjuk ki a példák közül. Az értékek mikrométerben:
"03?: ilyen, " hogy holtjáték" kompenzáció nincs a komoly ipari programokban se. ( Pl NTC; HEidenhain;...)"
Már hogyne lenne! Szemelvények a Heidenhain iTNC530 műszaki leírásából: MP708.x Traverse distance for acceleration-dependent backlash compensation MP709.x Time constant for backlash compensation MP710.x Backlash compensation MP715.x Height of peaks during circular movement (analog only) with M105 MP716.x Compensation value per control loop cycle time with M105 MP720.x Linear axis error compensation stb...
Tehát van ilyesmi egy mai CNC vezérlésben. Tipikusan legfeljebb 1mm az itt kompenzálható érték. Ugyanakkor, ha megnézünk egy ilyen vezérlést, akkor általában itt mindenhol 0 értéket látunk, azaz ezek a funkciók ki vannak kapcsolva. Miért, talán nincs irányváltási hiba? A magyarázat többrétű. Egyfelől ha mérőléces a gép, akkor a szánok elmozdulásának mérése közvetlen, a mozgató mechanika nem játszik bele a méretre állásba, a holtjáték ebből a szempontból lényegtelen. Persze vannak olyan gépek, ahol a motor végén van egy forgóadó és azt használjuk pozíció mérésre (is). Ekkor már számolni kell az irányváltási hibával. Nézzük, itt mi a megoldás. Egyfelől az irányváltási hiba nem állandó az elmozdulási tartományban, ezért nem egy konkrét értéket szoktunk beírni, hanem (lézerrel vagy VM rendszerrel) megmérjük a tényleges elmozdulást mondjuk 10mm-enként mindkét irányban és ezt egy táblázatban adjuk meg a gépnek. Ezt nemlineáris hibakompenzáció néven emlegetjük: MP730 Selection of linear/nonlinear axis error compensation Ha ezt használjuk, akkor értelemszerűen az előző kompenzációs értékeknek nincs szerepük. A nemlineáris hibakompenzációs táblázatban tehát az adott tengely bizonyos pozícióihoz rendelhetünk kompenzációs értékeket, a köztes távolságokban pedig a két szomszédos kompenzációt interpolálja a rendszer. Megjegyzendő, hogy ebben a táblázatban nem csak saját magához lehet kompenzálni a tengelyt, hanem másik tengelyekkel is. Tehát egy vízszintes gerendán lévő főorsó a gerenda (mondjuk Y tengely) kitolásakor függőleges (mondjuk Z) irányban is elmozdul. Ekkor ezt a Z irányú hibát is beírhatjuk a táblázatba, aminek az lesz a hatása, hogy az Y mozgás Z irányú kompenzációs mozgást is generál. A nemlineáris hibakompenzálást persze mérőléces gépeknél is alkalmazunk, hiszen a mérőlécnek is lehetnek hibái, amit minimalizálni kell. Kanyarodjunk vissza a mérőléces gépekhez. Azt állítottam, hogy a pozíció mérésébe nem számít bele a holtjáték. Ez nagyjából igaz, ugyanakkor a holtjátéknak komoly hatása van a tengely szabályozhatóságára. Minél gyorsabb, dinamikusabb egy gép, annál kisebb a megengedhető holtjáték (egy ilyen gépnél már az 0,01 mm is problémát okozhat). Ugyanis a holtjáték azt jelenti, hogy például a körnegyedeknél irányváltáskor az egyik tengely nem mozgatható egy kis ideig (amíg a mechanika a másik irányba át nem rendeződik). Ráadásul az irányváltáskori viselkedést több tényező is befolyásolja! Kis sebességnél inkább a szán tapadása, nagyobb sebességnél inkább a tehetetlen tömegeké a főszerep. A tengely optimalizálásakor tehát sok tényezőt figyelembe kell venni. Szerencsére a vezérlés ismeri a megvalósítandó pályát, ezért az irányváltás előtt is el lehet kezdeni a kompenzációt. A tengely optimalizálása egy soklépcsős folyamat (áram-, sebesség- és pozíciószabályozó hurok beállítása), melyet speciális programok támogatnak és nem árt hozzá némi gyakorlat is. Ezért sem célszerű "kézzel" belekotorni a gépi paraméterekbe...
A szán nem tudja, csak olyan értleemben jó, hogy amerre az erőt kifejti oda rááll végül is vagy fúrásnál jó, ahol egy pontatlan szar menete szárral is elviselhető pontosságba kerül a furat.
Persze ez régi móka már, 2003-2005 környékén foglalkoztam vele, akkor írtam.
Hercules monitoron ment még az első verzió, utána mát a fekete fehér VGA is jó volt neki.
Az iparrban a Kompenzáció az az alkatrész tűrése, van holtjáték mentes mechanika, golyósorsó hidraulikusan előfeszített golyósanyával, és külső útméréssel,visszacsatolt jelfeldolgozás, amikor is a tényleges elmozdulást is figyelembe veszi a vezérlő, illetve ez már szabályzás, de ezek a mikronos cnc-k nem a mi árkategóriánk :D Igen az az anya mindig is kopni fog a surlódás miatt a bőséges kenés/ gépzsír/ ami csökkentheti
Nekem a saját cnc progrmaomban van holtjáték kompenzálás, egy fix érték, és aautomatában csinálja amikor a másik irányba kell mennie, akkor kis sebességgel a holtjáték mennyiségét meglépi.
01 Megjósolni a CAD program tudja, mert ő az aki ismeri a teljes utat. Ellenirányú telibemarásnál egyértelmű az irány. A CAM (Mach3) nem ismeri a kivágni kívánt alakot.
02 ponttal egyetértek
03 Kompenzációnak lennie kell a komoly gépeknél is, mert nincs holtjátékmentes mechanika. Valamennyi mikrométer mindig van.
Van a gépemen egy trapézanya előfeszítő, de nem merem meghúzni, mert ha nagyon megfeszítem, akkor erősebb a kopás. Egyébként a holtjátékom 0,22mm.
Ilyen nincs és mégis van, már múltkor is megírták, hogy holtjátékot a CNC nem tud kivenni. 01,: a forgácsoló erők játszótere az pár tizedes lógás, seni sem tudja megjósolni mikor lesz az + vagy -. 02,: a mach 3 egy hobbystáknak szánt vezérlő program, de nem szabályzó, / a mach3 topikban régebben ki lett tárgyalva, hogy a külső útmérő jelket nem dolgozza fel. 03?: ilyen, " hogy holtjáték" kompenzáció nincs a komoly ipari programokban se. ( Pl NTC; HEidenhain;...) Sajnálom, hogy nem tudod rendes munkára fogni a gépet, de ha megméred a trapéz orsó méreteit, /menetátmérő+ menetemelkedés/ találsz hozzá biztos előfeszithető anyát, avval azonnal megszünik a holtjáték. Üdv Süsü
Szeretnék visszatérni erre a hozzászólásomra, mert azóta gyűjtögettem információt. Kérem az urakat kattintsanak az előzményre.
Mach3-at használok külső mozgásvezérlővel. FONTOS, hogy nálam nem a MACH, hanem a mozgásvezérlő kompenzálja a holtjátékot, de ez sajnos nem látja előre a kódot úgy mint a MACH.
X-tengely mozgatásakor az történik nálam - ha a holtjáték kompenzáció be van kapcsolva - , hogy ha pozitív irányba mozgok akkor annyit lép, amennyit kell. Ha ezután negatív irányba kell mennem, akkor végez egy kompenzációt, ami abból áll, hogy az ellenkező irányba lép holtjátéknyi millimétert, majd innen folytatja tovább az útját a megadott lépéssel.
Végeztem tesztet: Kipróbáltam, hogy x=0,y=0 pontból... (megj. x=0 és y=0 pontba már úgy érkeztem, hogy a holtjáték a pozitív irányban már ki volt véve)
Relatív távolsággal: 1) menj x + 5mm-t, majd 2) menj y + 5mm 3) menj x - 10mm
A 2-es pont előtt kellene egy holtjáték kompenzációt csinálni, ugyanis a forgácsolóerők továbbnyomják az aszalt, ami miatt az elmozdul. Ehhez tehát x-et a negatív irányba kellene kompenzálni, miután elérte az 5mm-t.
A mozgásvezérlő nem csinál semmit. Nem is tudja, mi történik pontosan, ő csak az utasítást követi. Csak a 3. pontban kompenzál, mert X ott váltott irányt. De ez már sajnos késő.
Kompenációt úgy tűnik csak úgy lehet G-kódban létrehozni, ha a beépítjük ezt. Ezt jelenleg csak úgy tudom elképzelni, ha 1) és 2) pontok közé beteszünk egy "pici ellenkező irányú lépést".
Relatív távolsággal: 1) menj x + 5mm > menj x - 0.001mm (a lehető legkisebb) 2) menj y + 5mm 3) menj x - 10mm
Nem tudom melyik CAD program tud ilyesmit. Nem egyszerű a dolog.
Amire kíváncsi vagyok még, hogy a MACH3 + Párhuzamos port kombó vajon tudja-e ezt külön kód nélkül? Holnap szerzek gépet, majd kipróbálom.
Üdv! Azt szeretném kérdezni, hogy strigon me1000 gépen hol van lehetőség a függőleges szán kenésére?
Vetesi75 | 1724
2018-06-21 10:26:29
[4607]
Igen, a súrlódás sok esetben jótékony hatással van a megmunkálás pontosságára. Hagyományos gépen nem is nagyon szabad erőltetni az egyirányú marást, mert az alkalmazása nagyon szigorú feltételekhez van kötve. A holtjáték kompenzáció az elsősorban CNC-vel kapcsolatos fogalom és elsőre szinte mindenki súrlódás mentes gördülővezetékekben gondolkodik. CNC-ken is csak azért lehet eredményesen egyirányba marni, mert nem számottevő holtjáték. Egy jó állapotú ipari CNC-gépen szánonként néhány mikron van kompenzálva.
Kiderült, hogy a mozgásvezérlőben van a holtjáték kompenzáció, ha külső eszközt használ az ember. Azt írja, hogy "Pokeys impulzus engine (v4.1.26-tól) támogatja a holtjáték kompenzációt. Minden irányváltáskor 2*W (ahol W a holtjáték fele impulzusban) további impulzust generál.
Nehéz lefordítani, mert az angol szöveg is ködös, de a lényeg, hogy valami van. Sokan használják a kompenzációt, sok kérdés is van vele kapcsolatban a neten. De tény, hogy az eredmény pontosabb lesz.
J-Steel | 1721
2018-06-21 09:19:16
[4605]
Azt azért hozzátenném, hogy a fecskefarok valamekkora erővel meg van szorítva, ami álló helyzetben tapadási surlódást eredményez, mozgás közben pedig csúszási surlódást. A fizika azt mondja, hogy előbbi valamivel nagyobb mint az utóbbi.
Ezzel azt szeretném jelezni, hogy ezen hatás miatt "kóválygás" korlátozott.
Az egyenirányú marást kérem, hogy zárjuk ki, mert ott elég nehéz meghatározni a fellépő erőket.
Csakis ellenirányban dolgozok, mert a holtjátékot tekintve az erő iránya ilyenkor könnyebben meghatározhatóbb.
A szerszám kopására köszönöm, hogy felhívtad a figyelmem, majd ha oda kerül a sor, figyelek rá, és megmérem az eredményt.
Szándékosan emeltem ki a rezgést, mert nagyon alattomos tud lenni - mikor az álló (pillanatnyilag mozgási utasítást nem végrehajtó) szánszerkezet valós pozíciója a holtjáték által korlátozott tartományban kóvályog a gép saját vagy másik berendezésből fakadó rezgés miatt. (és még megmunkálás nem is történt...) Ez a közvetett útmérős gépek nagy szépséghibája.
Akkor simítsunk. Lehet a marás egyen vagy ellenirányú is, akár körzseb is... A "nagy könyv szerinti fő forgácsolóerő" iránya jól meghatározott, lehet holtjátékot is kompenzálni hozzá. Erre a fő forgácsoló erőre merőleges erő iránya viszont nem egyértelmű. Oldalirányú fogásvétel, élgeometria, előtolás, anyagminőség, és még ki tudja minek a függvénye. Értsd: amíg borotva éles a maród, addig harap, magára húzza az anyagot a kontúron, mikor már kissé megkopott, legömbölyödött az éle, akkor meg eltolja magától. A tényleges eredő forgácsolóerő nem feltétlen párhuzamos a megmunkálás irányával - még ilyen kis oldalfogás esetén sem. Akkor most milyen irányba is kompenzáljuk a holtjátékot?