A főorsóházat akarod beállítani? Befogsz egy legalább 250 mm hosszú 80-as anyagot -bronz lenne az ideális- és esztergálsz kis fogásokkal, majd mérsz. A kúposság függvényében korrigálsz, esztergálsz, mérsz, etc.
Felújítás alatt van egy E400-as esztergám. A kérdésem az lenne, hogy van-e valakinek párhuzam beállító tüskéje? Vagy valami ötlete, hogyan és mivel állítsam be beállító tüske nélkül.
sipos.janos84 | 239
2018-10-08 12:20:30
[4699]
Köszönöm a válaszokat :D
smalla | 1117
2018-10-08 09:47:49
[4698]
A régi géppel főként az a gond, hogy ismeretlen állapotot veszel, s ha azonnal használni akarod, lehet nem fogod tudni, mert ez vagy az nem működik rajta, ami vásárláskor nem jött elő. S ahogy az előttem szóló is jelezte, sokszor nem szakszerűen ment a javítás, ami a későbbi bosszúságokat okozza. Míg az új kínai géptől elvárható, hogy minden funkciója működik bekapcsoláskor, s nincs vele szívás. Az más kérdés, hogy 30 év múlva az ember nem azon fog gondolkozni, hogy nekiálljon e felújítani kompletten, hanem azon, hogy vajon megéri-e elvinni a vasba vagy már az is deficites, mert hiányzik belőle az anyag. Egyébként én hobby célokra simán bevállalnám a kínait .
Te sem szakmai tanácsot kérsz, csak megerősítést, hogy megvedd az új kínai masinát. Ez már nagyon sokszor lejátszódott a fórumon, úgy 2-3 havonta van rá valaki. Tanácsot nem lehet adni, az itt jelenlévők többsége nem díjazza az újkori kínai eszközöket. Ami nekem érdekes, és furcsa, hogy többnyire a jutub videókon alumíniumon dolgoztatják a "csodamasinákat". Ja az haladós, meg puha. Szóval ha acélban elboldogul, az alu már smafu. Egy fecskefarkas vezetéknél nem elérhetetlen az 1000mm/perc mozgás. Ami nagy hátrány a régi gépeknél az leginkább a hozzá nem értés, és szakszerűtlen javítások sorozata, ami hatalmas károkat okoz a gépeken. Az új kínai vacakok pedig alapban nem csúcskategória. Viszont ha egyszer odaszánja az ember, és valóban szakszerű javítások történnek az eszközön, mint hobby gép egy életre kiszolgál a 30-40 éves masina is.
a mühelyem max magasága 210cm. Van 3x20A tehát az nem gond. Én hobbi színten fogom használni és valszeg cnc-re alakitás lesz később mert olyan dolgokat szeretnék készíteni amihez az jobban megfelel. Eredeti szakmám Mozgókép gyártó, de szeretek barkácsolni is közben és sok sok dolgot szeretnék magam megrajzolni és elkészíteni. Zárójelben tesóm cnc gépen dolgozott nagyából ért hozzá ő fog nekem segíteni. Az átalakítást természetesen szakemberek fogják csinálni. Használni kb a 365 napból 30-40 nap talán fogom de többre nem lesz időm. Kell egy olyan amivel az én kis kreatívitásomat ki tudom elégiteni.
jani300 | 12314
2018-10-07 20:19:45
[4693]
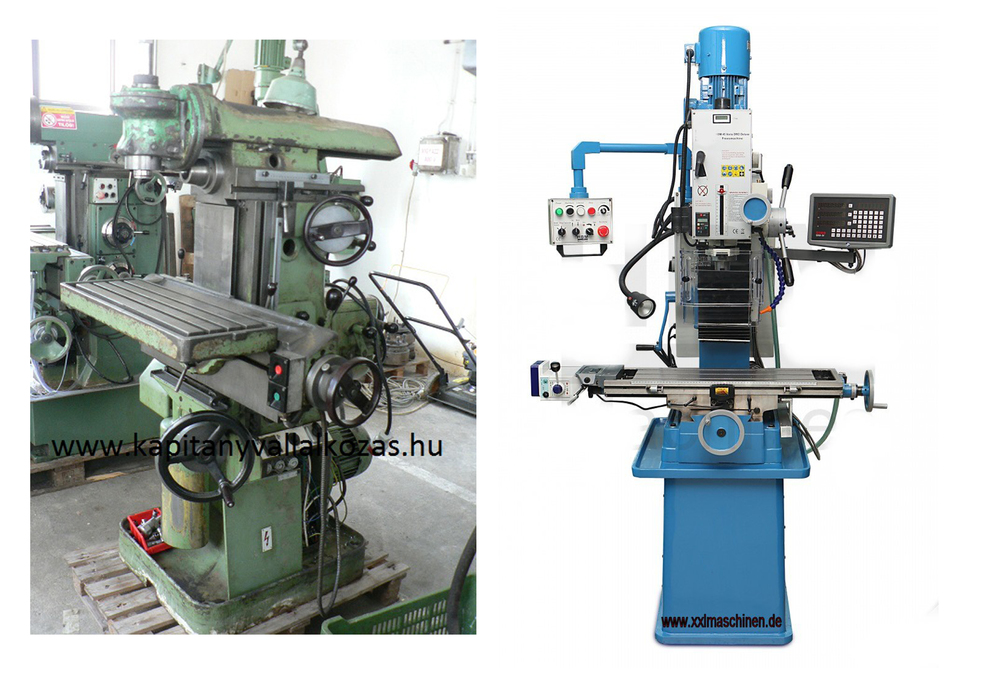
Az első képen lévő gép szakszerű elnevezése szerszámmarógép . Az egyetemes maró a konzolos marógépek egy típusa . Én többre tartom a régebbi gépeket . De hogy melyik éri meg jobban ott nagyon sok mérlegelendő körülmény lehet . Általánosságban szerintem erre a kérdésre nem adható felelősségteljes válasz .
A régi egyetemes.. Irj árat is az egyetemesre,mert nem mindegy hogy 400 vagy 950 ezer.. Fontos még hogy milyen munkákra használod.. Kis műhelybe esetleg 1 fázisra,alkalmi használatra talán jobb a kinai..sok sok évig fogod használni ha nem mindennap nyúzod..nem kell tonnás gépet szállitanod..nem kell neki annyi hely..ha az egyetemesnek vannak hiányosságai nem biztos hogy boldogulsz vele..szétszedni javítani azt nem egyszerű..talán ezért a hobbisták gyakran a kinai gépeket választják.. Az egyetemes ha viszonylag jó állapotban van kiszolgál..
MU1000-em van, amit biztosan tudok különbséget az, hogy a vertikálfej zsírkenésű (ME1000-nél felmegy oda is az olajkör) illetve az előtoló szekrény is más kialakítású (mint a TOS FA szériánál)
üdv! Szakmai tanácsot kérnék, mi éri meg meg jobban a két gép közzül? Egy régi egyetemes maró vagy egy hmb 45 maró színte újonnan. Utóbbi ára 580. Későbbiekben cnc a cél. Köszönöm.
Én úgy tudom, hogy az "U" Univerzális, míg az "E" Egyetemes marógépet takar. A két kifejezés elvileg szinoním. nA névváltozás oka szerintem a külföldön elterjedt Univerzal kifejezés miatt van, így jobban eladható volt.
Köszönöm ajánlatodat. Gyönyörű a géped, ilyen lenne a szívem vágya, de sajnos az ára meghaladja a lehetőségeimet. A hobbimra sajnos most nem tudok ennyit szánni.
Kisebb helyigényűt, hagyományost, fém (pl.. C45 és hasonlók) megmunkálására alkalmasat, egyetemest, univerzálisat vagy szerszámmarógépet. CNC és házilag átalakított nem érdekel lehetőleg, közvetlenül a tulajdonostól. (közvetítők kíméljenek)
Ajánlatokat privátban is várom.
Köszönöm!
AlbertR | 635
2018-09-13 08:24:22
[4675]
Szia! Van egy me250 vésőfejed csak hiányzik a meghajtó fogaskerék? Ez engem is éedekel ez a téma mivel én is kerestem korábban vésőfejet az me250 hez vettem is egyet de az nem az me250 re való igaz a mérete hasonló. Kellene készíteni a felfogáshoz egy konverter lapot. Annak meg van a meghajtó fogaskereke egy meredek kúp végére szerelve ami a gép vízszintes főorsójába csatlakozik.
Üdv: Albert
Pyrojag "Üdv ! Keresek Strigon Me 250 vésőfejéhez gép oldali meghajtó fogaskereket, gépkönyvet, rajzot, kölcsön db-ot amiből reprodukálni tudok egy számomra használható példányt !
Köszönettel Jager"
pistikeid | 209
2018-08-30 07:04:22
[4674]
Szia Le vannak szakadva a fogak a fél anyáról ami a kézikerék burkolata alatt van felcsavarozva. De nem lehetetlen megcsinálni.Ha jól emlékszem 6mm az emelkedése. Az enyémnek is ez volt a baja. Üdv
Szia , Polcold alá az orsót, és utánna szedd le a 24es anya alatti fedelet. Ebben lennie kellene egy kettős csigahajtásnak- ellenőrizd a működését, játékokat, a fogakat stb, meg az ellendarabot is, jelesül a főorsó hengeres házát, ezen "fogaslécszerű fogazatnak" kellene lennie.
A gond az, hogy ezeknek a gépeknek nem volt gazdája...
Sziasztok! Ha már marógép,és pont vertikálfej... Nekem is lenne egy kis problémám Hátha tudtok segíteni nagyon hálás lennék! Strigon MU 250-es gép tulaja lettem kb 1,5 hónapja... beüzemelni még nem üzemeltem be,(ipari áram hiányában.. Elvileg jönnek egy hónapja.. ,de ez mindegy is) Az a gondom,hogy a vertikálfej órsóját nem lehet állítani Igaz a kézi tekerő nincs, helyén csak egy 24 anya de azt hiába tekem olyan Mintha üresben tekerném megsem mozdul a főorsó.. Viszont a főorsó rögzítést szolgáló kar az le van törve,de sikerült meglazítani....de így is nemtudom le fel mozgatni... bocs,hogy csak így tudom leírni nem vagyok szakmabeli! Hátha volt valakinek ilyen gondja vagy tudja mi lehet a probléma! Rakok képet! Köszi a segítséget! Üdv!
Bordogh | 307
2018-08-29 20:50:19
[4671]
Köszi a precíz választ! Így már egyszerűbb lesz legyártani a tokmánytárcsát!
Tof osztókat felismerem, ez biztosan nem az. A hétvégén járok a műhelyben lefotózom a sajátomat. Akitől vettem ő is azt mondta, hogy magyar gyártmány, illetve erre utal a bemart olaj felirat is a beöntő kupakján. Kinek van ilyen attól örömmel veszem a tokmánytárcsa felfogatásáról készült képeket, illetve ha meg tudja valaki mondani, hogy a menet milyen méretű és emelkedésű. Sajna nincs olyan nagy menetfésűm hogy megmérjem.
szabo jankó | 428
2018-08-28 07:17:28
[4667]
Nekem sincs adattábla rajta pedig kettő is van. Nem hiszem hogy TOS lenne szerintem magyar gyártmány. Talán SZIM-es.
Danuvia lessz az... úgynézem ilyenem van... nincs rajta tokmány pár nap múlva tudok képet küldeni..... a menetes rögzités rendkivül stabilan tartja a tokmány hátlapot.
ÜDv! Köszi a választ. Típusmegjelölését nem tudod véletlenül? Egyenlőre spirálokat nem tervezek marni, illetve a marógépemen nincs hozzá lehajtás. Egyszerűbb osztási műveletekre kell.
Menetesen és egy illesztett átmérőn , jól meghúzva (ráütve) a menet. Nem életszerű hogy letekeredik. Egyébként ezekhez van fogaskerék és felfogó lapokból álló készlet differenciál osztáshoz illetve spirál maráshoz.
Lenne egy gyors kérdésem: milyen típusú a képeken látható osztófej ? Tegnap vettem egyet jóáron. Az biztos hogy magyar mert az olajbeöntőjén olaj felirat van.
Illetve az lenne még a kérdésem hogy a tokmány az ilyen menetes kúp nélküli orsóra miként rakódik fel ? A tokmánytárcsa furata menetes belül és felfekszik az orsón lévő homlokfelületre? De akkor mi szorítja rá hogy ne tudjon lecsavarodni?
Kopirnyák | 2705
2018-08-25 21:52:28
[4660]
Húzd ki, nézz bele, lehet meglepődsz. Nyugi én is csak lestem, mert a rajzok alapján nem tudtam elképzelni, hogy ott majd tudok állítani hézagot. Tudtam.
Lefotóztam a vertikálfejet a gépemen. A bejelöltön kívül nem látok rajta más vakdugót. Az elhelyezkedéséből ítélve ezen keresztül max. csak fogaskerekek közötti hézagot lehet állítani, valamint zsírozni.
Nekem Strigon ms320 van. A vakdugót kihúzva van benn egy körmös anya, amit a biztosítólemez nyitása után lehet forgatni, állítva a főorsó holtjátékát. Biztosító vissza és mehet.
Érdekes amit írsz! Ahogy én nézegettem a vertikálfejet, (elég sokat) a vakdugón keresztül csak zsírozni lehet a fogaskereket. Nehezen képzelek el ott állítási lehetőséget, a gépkönyv sem tér ki rá az állítás leírásánál.
Üdv uraim segítségeteket szeretném kérni egy marógép javítására ha valaki dolgozik ilyen gépen vagy van neki,sebváltója szétesett. a gép típusa, WMW FU400/PS gépkönyvet is keresnék ha valaki tudna segiteni. Köszönöm Zotya
jani300 | 12314
2018-08-11 22:47:56
[4655]
Dr.GodMan volt aki itt árult alkatrészeket hasonló géphez , gondolom átalakította modernebbre a villamos részét .
Igen , kint az utcán leszek szerintem Máshol dolgozom már , csak ez most sehova nem fér be ... Ne számíts hibátlan szerelőlapra ,de van benne még alkatrész . Az indexen is volt szó ezekről a gépekről . Láttam villamos rajzot is ,de nagyon elvont a rajz , lapozni kell kis darabokat .


 .
.