Az UCCNC 1.2048-nál régebbi verzióival is megy az UCR201?
Elég lehet egy újabb verzióból átmásolni és engedélyezni a DLL-t.
remrendes | 4256
2020-10-29 09:00:29
[8019]
Hosszu kihagyas utan ujra sikerult kicsit foglalkoznom a "dolgommal". Bedrotoztam az XYZ mindket oldali vegallaskapcsolokat a Port 2/1-re es a referenciakapcsolokat a 2/2-3-4-re. A plazma lebego(?) fejnek is lenne egy kapcsoloja, a "floating head"-re rakeresve viszont nem ad semmi iranymutatast a manual. Hol tudok ezzel kapcsolatban valami informaciohoz jutni?
frob | 2339
2020-10-26 18:05:44
[8018]
régi gép, win 10 hez nem találtam drivert, a gyártó honlapján sem, de mindegy is... már lett helye...ott ahol ez egyáltalán nem számít
az adott gép szoftvere sztem ettől még lehet uccnc és mach3 is, hiszen mindkettő felülete teljesen átszabható, így használhatja az előre megírt összes dolgot....
sziasztok. a következő videóban lévő szoftver, ami 2:29-nél látszik, az uccnc, vagy mach3, vagy más? köszi a segítséget! https://www.youtube.com/watch?v=982BZPwCgws
CNCdrive | 449
2020-10-23 21:26:58
[8015]
Ha OpenGL hiba miatt nem indul a program, akkor az azért van, mert nem telepítetted fel a videókártya drivert. Fel kellene telepíteni és akkor fog menni.
Probáljál ne határra tervezni készíteni dolgokat. Főleg egy CNC gép központi egységét, mely meghatározza az egész gép kezelhetőségét működését stabilitását. Lehet a vas bármilyen stabil, ha enm tudod megbízhatóan üzemeltetni, mert a vezérlő egység a leggyengébb láncszem.
Maga a g-kód futtatás nem igazán erőforrásigényes, inkább a pálya rajzolása terheli a gépet. Tehát igen, ha demóban bírja a gép, akkor élesben is fogja. Az 1.2111-től kezdve ki is lehet kapcsolni a szerszámpálya megjelenítést.
UCCNC demó módban is megnyaggatja a pc-t maga alatt érem ez alatt azt, hogy ha demó módban lefuttatok rajta egy g kódot akkor vezérlővel is menni fog?
én úgy gondolom hogy igen, hiszen ugyan azokat a megjelenítési számítási dolgokat műveli a program...
Dezsoe mit mondasz vagy bárki más?
dezsoe | 2934
2020-10-21 21:32:11
[8009]
Szia!
Erre a 'Mach3 CNC vezérlő program' téma vagy végső esetben az 'UCxxx, mozgásvezérlők MACH3-hoz' téma a megfelelő hely, itt Mach3-ról nem beszélünk. Egyébként valószínűleg az előttem szólónak lesz igaza. Ha már itt, akkor az UCCNC-ben van M66, ami bemenetre vár, de nem tudom, hogy ez létezik-e Mach3-ban.
Sziasztok. Nos lehet fura a kerdes, de lenne egy gèp amelyen nincs se főorsò, sem semmi, hutès es egyèb nyalanksag, ellenben az m3 at egy munkahenger szelepère kotnèm. Lètezik olyan programfuttatás, vagy egyèb kimenet is lehet?! Marmint nem dedikalt, m3m7m9 csak annyi a lényeg, hogy--inkabb peldat irok,. Start x150 M3 Itt várunk egy bemenetet Es addig nem megy tovabb mig megnem jon az I1 ahogy megjott M3 ujra/hatramegy a henger G4p2 Es ujra x150 Tovabb tovabb Megprobalom relèkkel megoldani a hidraulikat es tobbit, hogyha homerseklet, hidraulika táp nem oke akkor jon a bemenet a stop ra. Remelem ertheto vagyok es inkabb remèlem hogy a mach3 tudja. Azert irok ide mert egy 400as ethernetes kartya mukodik itt mach3 pluginnel. Annyi köszönöm elore is, hogy hajjjaj✌
istvan3 | 713
2020-10-19 09:48:32
[8006]
Sikerült megoldani a problémát, köszönöm dezsoe kollégának a segítséget!
A munkahengert indító kimenetre más kimenet is rá volt konfigurálva (régebbi beállításokból így maradt) ezért lebegett a kimenet.
Ez így működik, neked kell elindítani. Egész pontosan a start nem csinál semmit, csak elkezdi végrehajtani a kódot. A stop viszont leállítja a főorsót.
Valakinek esetleg van olyan makrója készen, hogy egy adott bemenet aktiválásakor az üzenetablakba ír egy üzenetet, de a program futásába nem avatkozik be. Viszont a legközelebbi ciklus startot már nem engedélyezi, csak ha megszűnt a bemenet aktivitása.
(szánkenő kifogyás)
Autotec1 | 593
2020-10-18 19:43:09
[8001]
Sziasztok Programfutás ujraindítása után nem indul el a főorsóm Hiba, vagy ez így működik?
Előfordul, hogy a kimenet kapcsolásra elkezd nagy sebességgel ki-be kapcsolgatni. Programban történő kikapcsolásra nem reagál, csak 3-4x próbálkozásra hagyja abba. (A videón is folyamatosan próbálom a szoftverben kikapcsolni az M7 makrót, de láthatóan nem áll le) Ha sikerül leállítani a következő kapcsolásra újra kezdi. Csak a szoftver újraindítással oldódik meg...
(Step-dir vezérlés gond nélkül működik eddig)
Több kimenettel is előfordult már. Egyaránt makróból vagy képernyőről kapcsolva.
A kimenetek reléket hajtanak. Relét lekötve nem szűnik meg a hiba.
schneyolo | 403
2020-10-04 20:17:17
[7992]
Köszönöm!
Találtam egyet, felinstalláltam. Ránézésre ok a kód. Majd még élesben kell kipróbálni.
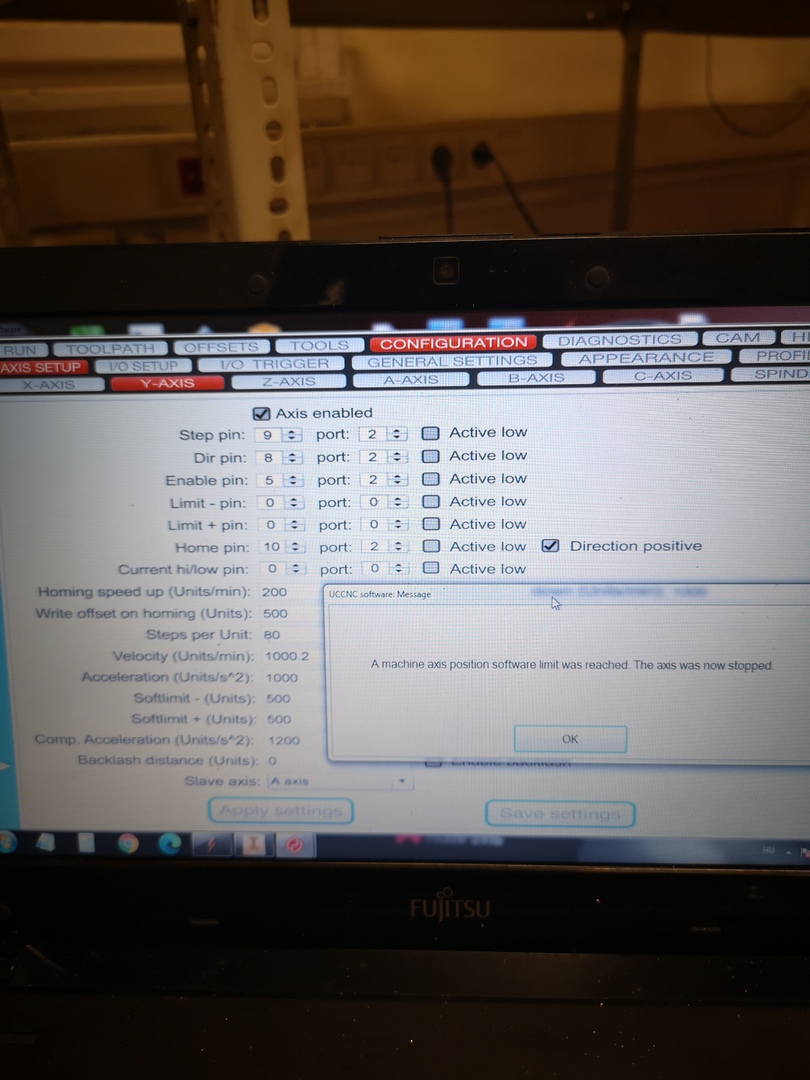
Ha a Softlimt + és Softlimit - is 500, homoláskor a home pozícióba szintén 500 -at írsz be, akkor jogos, hogy nem mozdul. Softlimit - legyen modjuk 0, ha a tengelyed 500 mm elmozdulást tud, és a + végén van a Home kapcsoló.
szervusztok! Lehomoltattam a gépet, beállítottam a limiteket. de beadja folyton ezt a hibát ha + irányba akarok menni. az X tengely jó de az Y, Z nem akarja adni magát. ( a gép nullán áll csak azért van +-500-on a softlimit, hogy mozduljon már meg)
farkastibor | 670
2020-10-03 19:05:50
[7989]
A cnczone_forumon Tele ,,Mach3,, postprocesorral SolidCam.
Hasonló kérdésem van, mint az előbb pár hozzászólás.
UCCNC-t használom és eddig mindig a Fuison 360-al generáltam a szerszámpályákat. Sikerült SOLIDCAM-re váltanom illetve Solidworks-ra. Kell e valamilyen beállítást eszközölni a CAM softweren vagy a gmilling_3X opciót, ha választom, akkor jó lesz a kód az UCCNC-hez. Vagy van a Solidcam-ban olyan post processor ami még közelebb áll az UCCNC-hez?
dezsoe | 2934
2020-10-02 15:46:48
[7987]
Jeff-nek van némi igazsága, de a szabvány legutóbbi kiadása 2000-es és minden gyártó eltér tőle egy kicsit (vagy nagyon). Gondolok itt azokra az utasításokra, amik nem is szerepelnek ebben a szabványban. Ezen utasítások megvalósítása pedig az esetek nagy részében a Mach3-hoz vagy a LinuxCNC-hez hasonlóan készült el.
,,Az UCCNC ugyanazt az iparági szabványos programozási nyelvet (RS274NGC) érti, mint a Mach3, tehát a Mach3 post processoron működnek. A Generic Fanuc postprocessoron működik, de szükség lehet néhány apró beállításra a mach3 és az uccnc esetében ,, Link CNCDrive.Forum itt Gondom azt nem kell felsorolnom hány CAM-ban van Mach2/3/4.postprocesor(kb 5-6, azis ikáb hobby kategoria)
G2/G3-at a szabvány szerint úgy írsz, hogy a jelenlegi koordinátáidhoz képest adhatod meg a középpontot (I/J/K, síktól függően, az R mód most lényegtelen). A Mach3 eltér a szabványtól én engedi az abszolút koordinátákat is. Ezt az alapbeállításokban is megadhatod, de válthatod a G90.1/G91.1 párossal kódból is. Az UCCNC a szabványt követi és a koordinátákat relatívként kezeli.
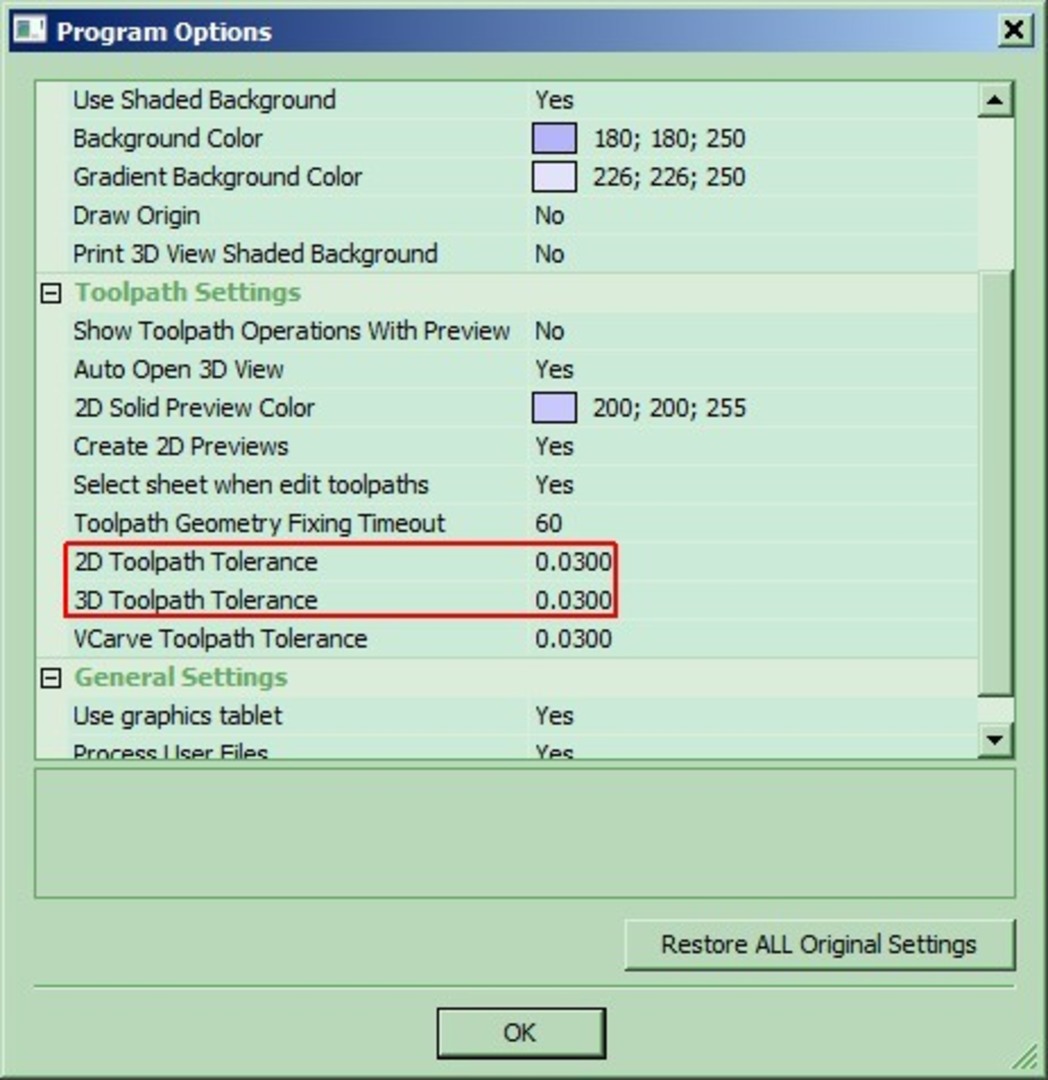
Köszönöm a választ! posztprocesszort kipróbáltam többet is, a Mach3 arcs-ot is. másképp generálja a g-kódot de akkor is lapkás lesz sajnos keresek beállítást, hátha
Üdv, dezsoe! ha időd engedi térjünk vissza az alábbi problémához, eddig én is mással foglalkoztam, UC300ETH +V2.113 Beállítás Analóg 1 bemenetre F potméter rendben működik az előtolás szabályzás, de A1 kimenet dc 0v, analóg 2 bemenetre S potméter kötve a képernyőn a változtatást mutatja, a 2-es kimeneten dc jel nulla, ezért a 2-est hozzá rendeltem a pwm-hez ,pwm kimenet P4/14 ahol az inp szélesség a min és max érték változtatásával módosítható de a potméterrel nem. Software vagy kártya probléma? köszi Attila
Nem tudom, milyen posztprocesszort használsz. A Mach3-asokból pl. van olyan, aminek a nevében benne van az "arcs" szó is: ez az íveket G2/G3-mal csinálja, ha lehet. (Nem értek hozzá, de szerintem illene lennie valamilyen beállításnak a szakaszok hosszára is.)