|
Előzmény: őrülT-Tudós, 2020-05-09 21:47:08 [7790]
|
|
Előzmény: ANTAL GÁBOR, 2020-05-09 18:15:10 [7789]
|
|
Előzmény: dezsoe, 2020-05-09 17:36:23 [7788]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 17:19:51 [7787]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 17:19:51 [7787]
|
|
Előzmény: suvalovo, 2020-05-08 22:49:53 [7785]
|
|
Előzmény: dezsoe, 2020-05-06 21:52:16 [7777]
|
|
Előzmény: frob, 2020-05-08 08:54:14 [7782]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: CNCdrive, 2020-05-06 18:55:44 [7773]
|
|
Előzmény: suvalovo, 2020-05-06 21:11:31 [7775]
|
|
Előzmény: suvalovo, 2020-05-06 21:11:31 [7775]
|
|
Előzmény: CNCdrive, 2020-05-06 18:55:44 [7773]
|
|
Előzmény: dezsoe, 2020-05-06 17:15:44 [7771]
|
|
Előzmény: dezsoe, 2020-05-06 17:15:44 [7771]
|
|
Előzmény: Draskoczi Judit, 2020-05-06 16:01:40 [7770]
|
|
Előzmény: dezsoe, 2020-05-04 16:58:05 [7768]
|
|
Előzmény: frob, 2020-05-04 16:21:13 [7767]
|
|
Előzmény: dezsoe, 2020-05-04 10:57:09 [7763]
|
|
Előzmény: GPeti1977, 2020-05-04 13:14:58 [7765]
|
|
Előzmény: dezsoe, 2020-05-04 10:57:09 [7763]
|
|
Előzmény: frob, 2020-05-03 14:32:04 [7758]
|
|
Előzmény: Aranyics, 2020-05-03 21:31:05 [7761]
|
|
Előzmény: dtb, 2020-05-03 19:59:07 [7760]
|
|
Előzmény: Aranyics, 2020-05-03 19:16:22 [7759]
|
|
Előzmény: dezsoe, 2020-05-02 16:39:29 [7757]
|
|
Előzmény: frob, 2020-05-02 14:52:54 [7756]
|
|
Előzmény: suvalovo, 2020-04-25 01:14:47 [7749]
|
|
Előzmény: dezsoe, 2020-04-27 13:21:01 [7753]
|
|
Előzmény: frob, 2020-04-27 13:03:33 [7752]
|
|
Előzmény: exup, 2020-04-27 10:35:18 [7751]
|
|
Előzmény: frob, 2020-04-27 09:48:23 [7750]
|
|
Előzmény: dezsoe, 2020-04-21 14:05:18 [7739]
|
|
Előzmény: dezsoe, 2020-04-23 11:52:10 [7747]
|
|
Előzmény: istvan58, 2020-04-23 11:13:19 [7745]
|
|
Előzmény: istvan58, 2020-04-23 11:13:19 [7745]
|
|
Előzmény: svejk, 2020-04-23 10:59:28 [7744]
|
|
Előzmény: istvan58, 2020-04-23 10:56:34 [7743]
|
|
▲
◊
|
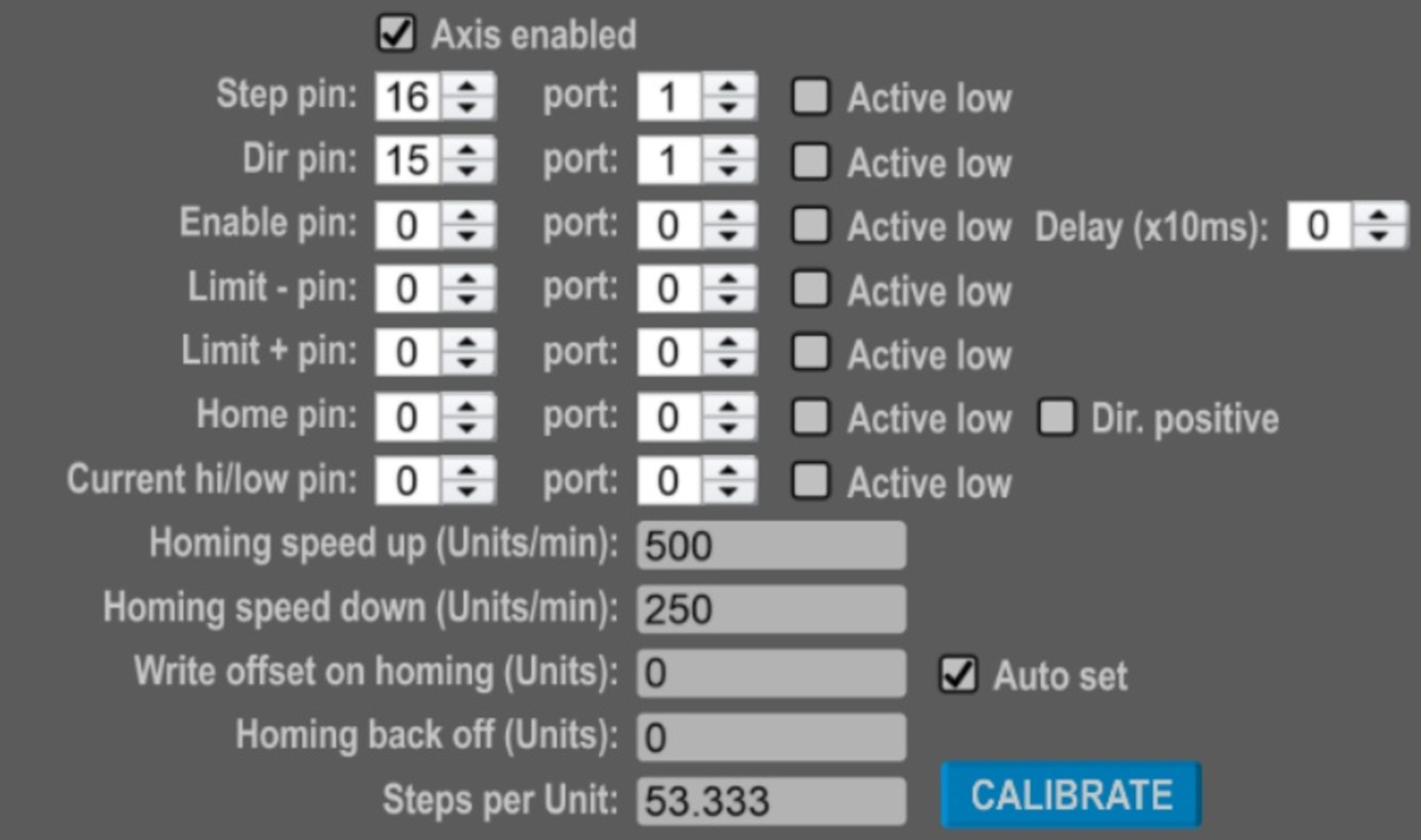
 4. tengely beállításánál ütköztem a következő problémába. Az UCCNC szoftver az impulzususok számára kíváncsi 1 egység elmozduláshoz.
4. tengely beállításánál ütköztem a következő problémába. Az UCCNC szoftver az impulzususok számára kíváncsi 1 egység elmozduláshoz.