|
Előzmény: TBS-TEAM, 2025-04-21 12:40:39 [9581]
|
|
Előzmény: Nagy Csaba, 2025-04-20 12:55:24 [9578]
|
|
Előzmény: rokonok, 2025-04-20 18:24:19 [9579]
|
|
Előzmény: Nagy Csaba, 2025-04-20 12:55:24 [9578]
|
|
Előzmény: TBS-TEAM, 2025-04-19 14:26:11 [9577]
|
|
Előzmény: Nagy Csaba, 2025-04-19 11:34:38 [9576]
|
|
Előzmény: TBS-TEAM, 2025-04-19 10:51:57 [9575]
|
|
Előzmény: Nagy Csaba, 2025-04-19 10:20:17 [9574]
|
|
Előzmény: TBS-TEAM, 2025-04-06 15:52:00 [9571]
|
|
Előzmény: TBS-TEAM, 2025-04-06 14:05:08 [9567]
|
|
Előzmény: TBS-TEAM, 2025-04-06 15:52:00 [9571]
|
|
Előzmény: Nagy Csaba, 2025-04-06 14:29:56 [9570]
|
|
Előzmény: Nagy Csaba, 2025-04-06 14:13:24 [9568]
|
|
Előzmény: TBS-TEAM, 2025-04-06 13:30:50 [9563]
|
|
Előzmény: Aknai Gábor, 2025-04-06 13:47:30 [9564]
|
|
Előzmény: Nagy Csaba, 2025-04-06 12:53:02 [9559]
|
|
Előzmény: TBS-TEAM, 2025-04-06 10:44:10 [9553]
|
|
Előzmény: Nagy Csaba, 2025-04-06 12:53:02 [9559]
|
|
Előzmény: Nagy Csaba, 2025-04-06 13:21:41 [9561]
|
|
Előzmény: Nagy Csaba, 2025-04-06 13:21:41 [9561]
|
|
Előzmény: TBS-TEAM, 2025-04-06 13:02:43 [9560]
|
|
Előzmény: Nagy Csaba, 2025-04-06 12:53:02 [9559]
|
|
Előzmény: Robsy1, 2025-04-06 12:26:22 [9557]
|
|
Előzmény: TBS-TEAM, 2025-04-06 11:23:24 [9556]
|
|
Előzmény: Robsy1, 2025-04-06 11:04:20 [9555]
|
|
Előzmény: TBS-TEAM, 2025-04-06 10:44:10 [9553]
|
|
Előzmény: TBS-TEAM, 2025-04-06 10:44:10 [9553]
|
|
Előzmény: Aranyics, 2025-04-05 11:14:16 [9550]
|
|
Előzmény: svejk, 2025-04-05 09:09:14 [9549]
|
|
Előzmény: svejk, 2025-04-05 09:09:14 [9549]
|
|
Előzmény: svejk, 2025-04-05 08:11:02 [9547]
|
|
Előzmény: TBS-TEAM, 2025-04-05 08:42:29 [9548]
|
|
Előzmény: svejk, 2025-04-05 08:11:02 [9547]
|
|
Előzmény: Aranyics, 2025-04-03 21:11:34 [9540]
|
|
Előzmény: Robsy1, 2025-04-04 18:36:43 [9544]
|
|
Előzmény: Aranyics, 2025-04-04 17:49:13 [9543]
|
|
Előzmény: Robsy1, 2025-04-04 11:17:08 [9542]
|
|
Előzmény: Aranyics, 2025-04-03 21:11:34 [9540]
|
|
Előzmény: Aranyics, 2025-04-03 21:11:34 [9540]
|
|
Előzmény: CNCdrive, 2025-03-23 17:25:59 [9534]
|
|
Előzmény: CNCdrive, 2025-03-23 17:25:59 [9534]
|
|
Előzmény: CNCdrive, 2025-03-23 17:25:59 [9534]
|
|
Előzmény: CNCdrive, 2025-03-23 17:25:59 [9534]
|
|
▲
◊
|
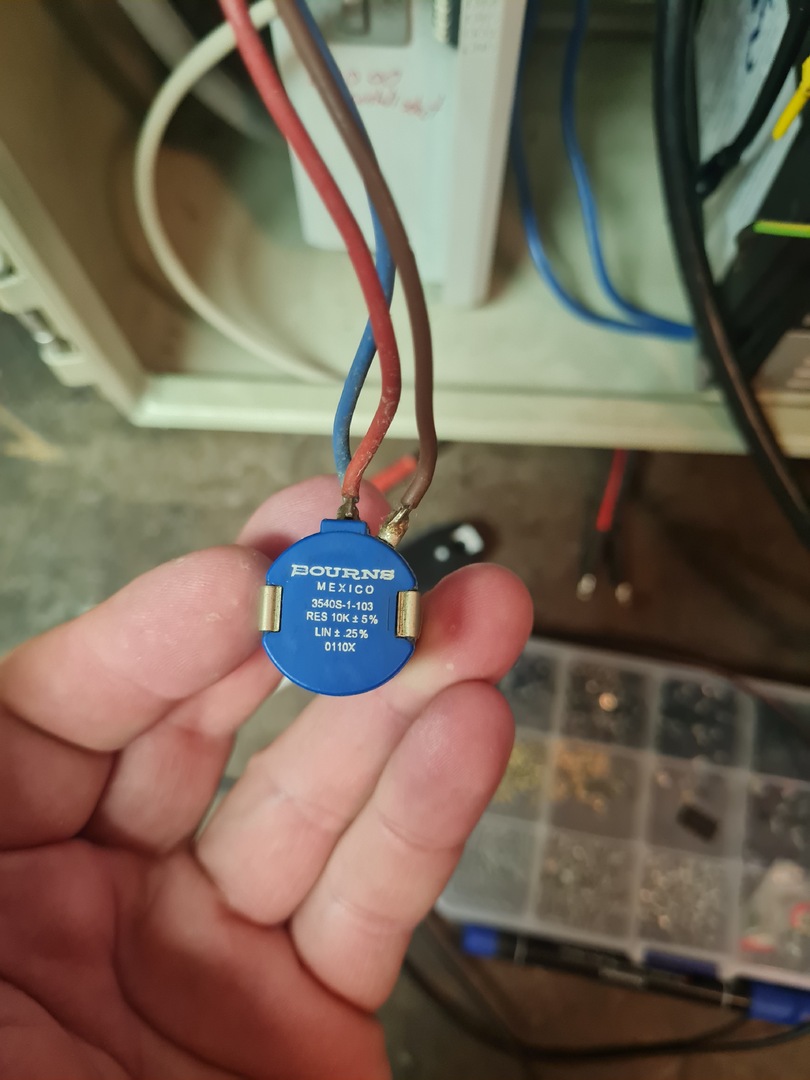
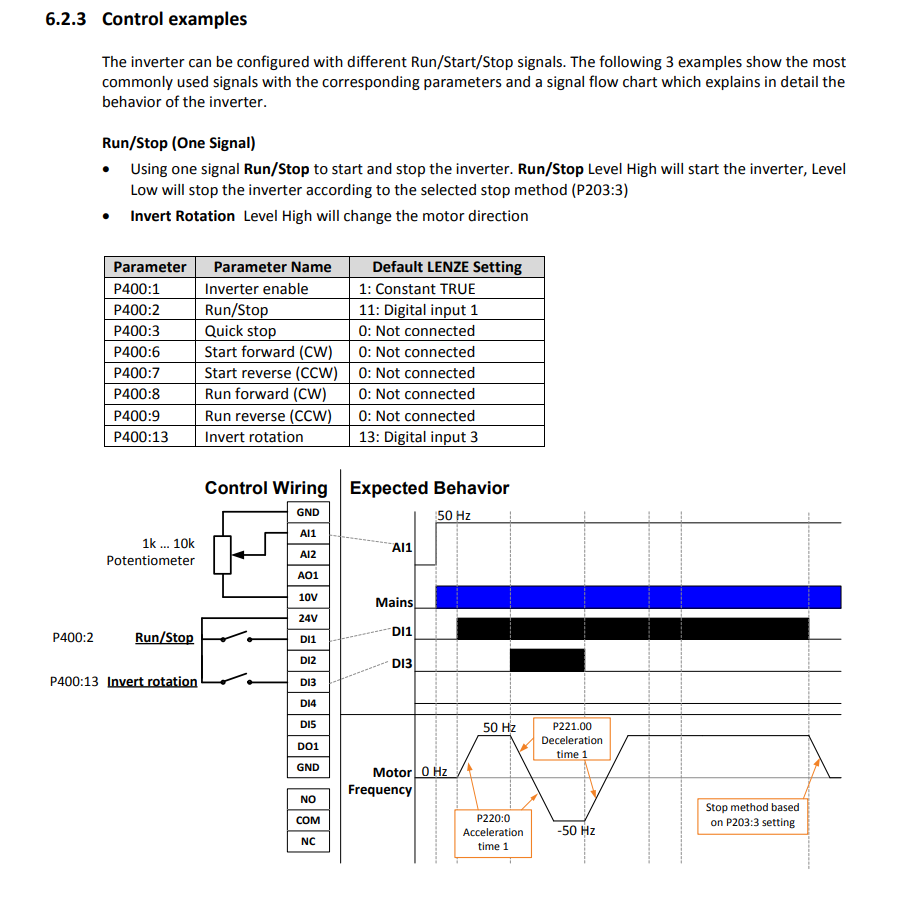
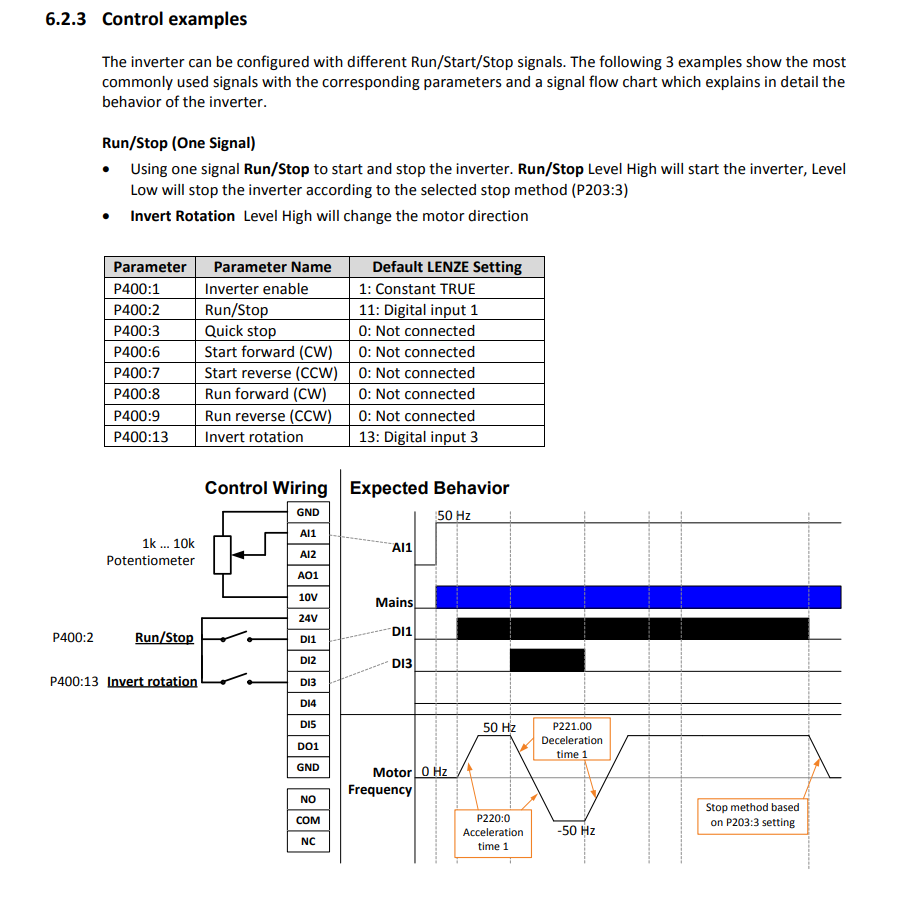
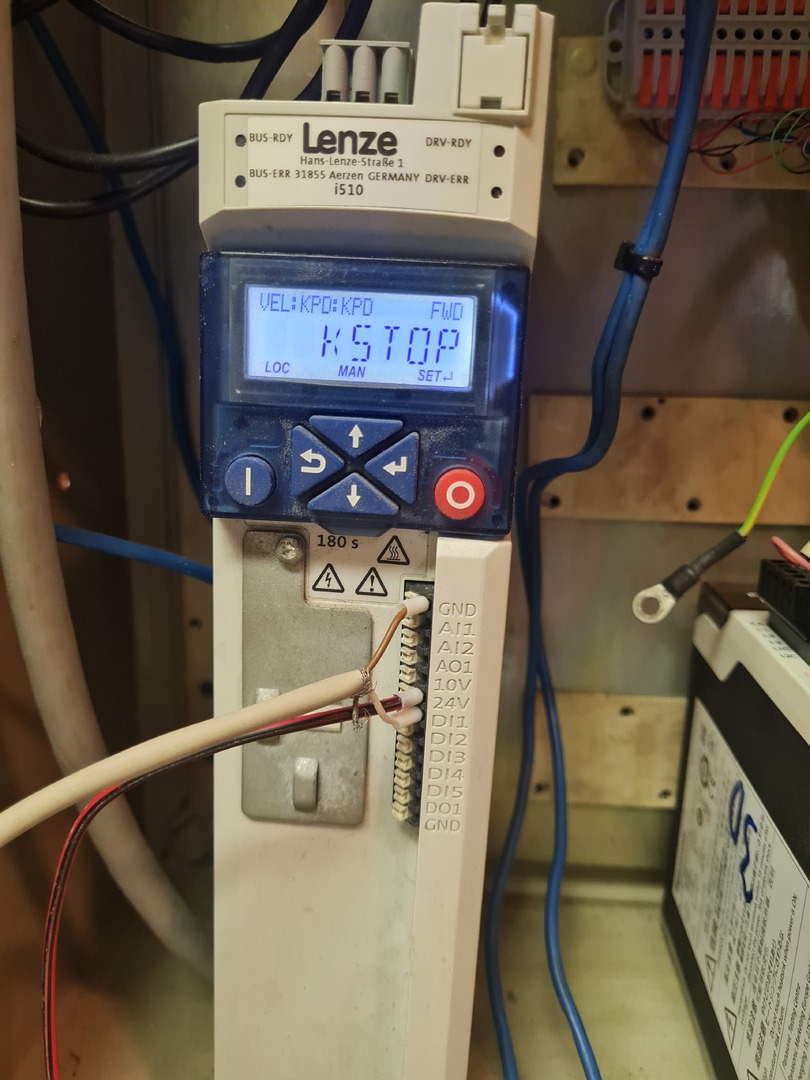
 nincs abban a gépkönyvben hogy kell jól bekonfigurálni egy potméteres fordulatszám szabályozást ?
nincs abban a gépkönyvben hogy kell jól bekonfigurálni egy potméteres fordulatszám szabályozást ?