Nem rossz ötlet,ma ránézek hány csavar fogja össze és mik a,méretek/lehetőségek. Lehet utánna már csak azt kell kitalálnom hogy miként emelem meg a gépet.
a gépet nem rég vettük, és teljes nagytakarítást kapott, mert sajnos ennek a gazdája se ismerte sem az olajat, sem az időszakos karbantartást... egyébként a fő probléma az, hogy ez egy műanyag bevonat ( vagy műgyanta) ami bizony erőteljesen meg van kopva, annyira hogy a kézi kerék fogaskereke vagy 2mm minimum lentebb van mint kellene és emiatt kotyog... ráadásul az előzetes mérés szerint az elejétől a végéig van vagy 2mm es lejtő is a pályába ... Szóval jó lenne megoldani... Rövidesen a strigon maró elindul, és azzal tudom "reszelni", de ha van esetleg olyan ember aki csinált már ilyet, szívesen fizetném a felújítását is.. pláne ha tudja mit csinál
Szia, 2..3 at láttam , ez korántsem olyan rossz állapotú. Valami utólagos cucc már ezen is van ha jól látom. Ha enyém lenne én ezt max felköszörülném (ha lehet ezt az izét rajta köszörülni) és menne vissza, megfesteni hántolni. Amúgy mi volt a jelenség ami miatt szétszerelésre került? Üdv: Tamás
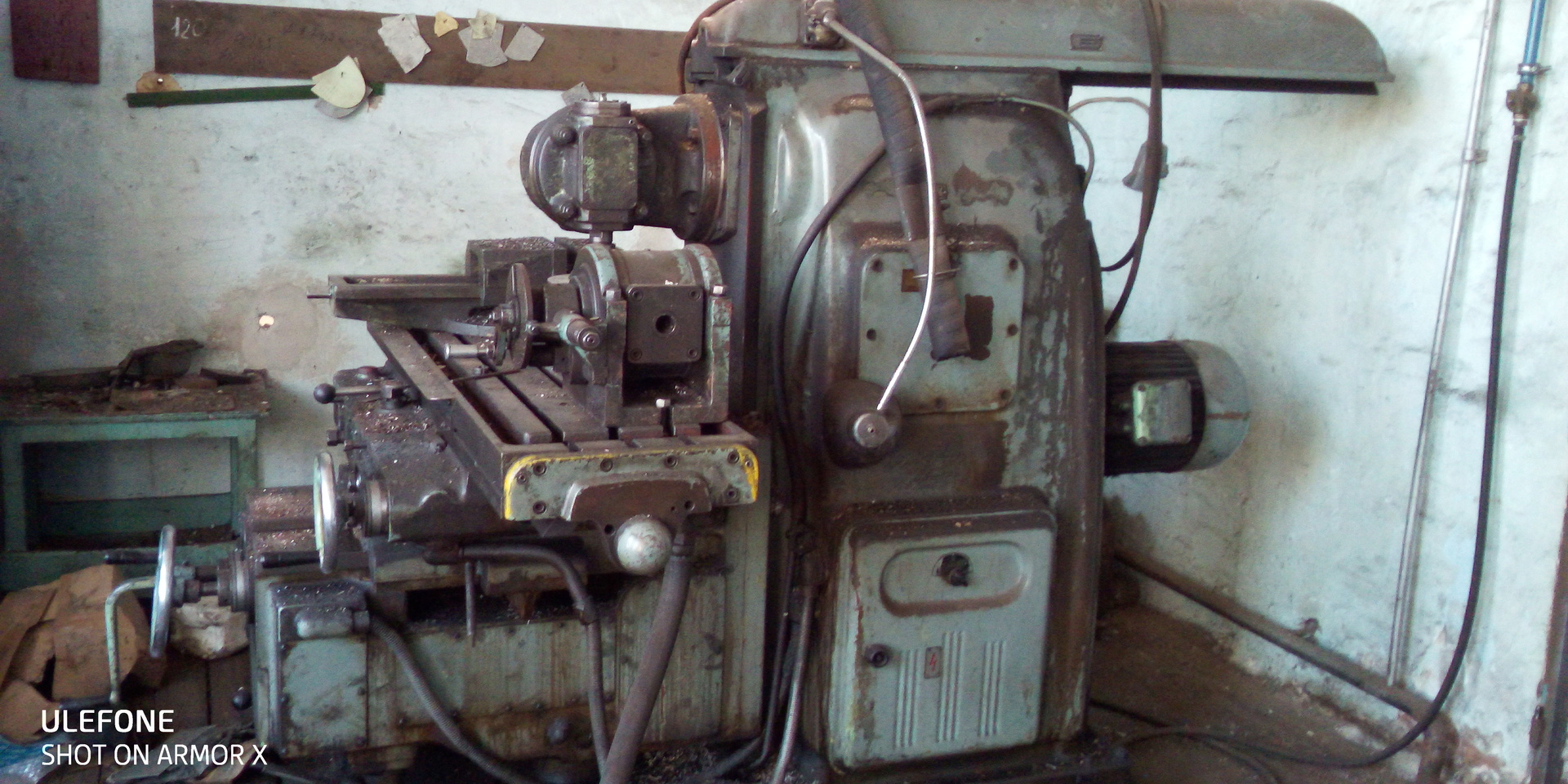
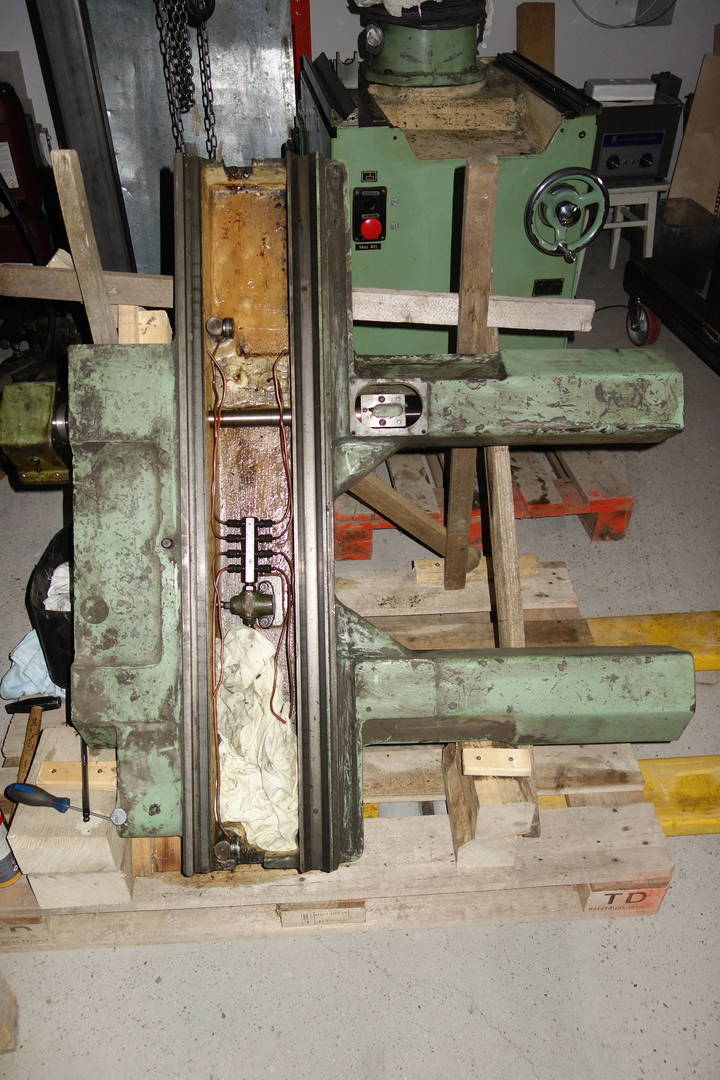
Sziasztok E400 eszterga hossz szán felujjításával foglalkozott e valaki, eléggé kopott szegényke... Esetlwg ha vállal valaki ilyet, árat is mondhatna rá. Lentebb a képek most hogy néz ki... Előre is köszi! R.
picur | 1769
2020-04-25 16:36:05
[965]
Sajnos a rendes vertikál fejjel is silány gép, nem mondható univerzálisnak.
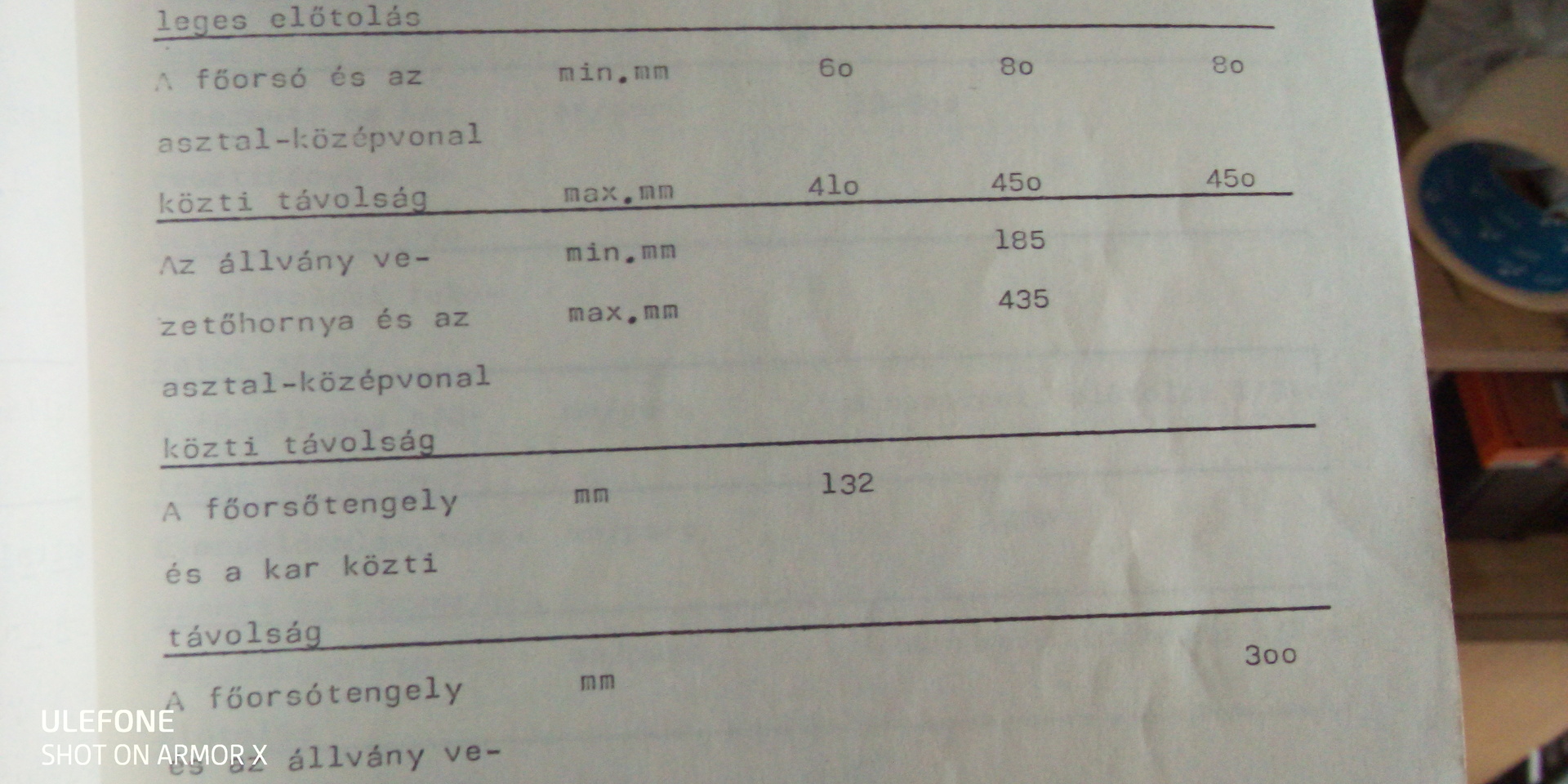
Ezen az oroszon szögfej van, így valóban kicsi a főorsó-asztal távolság - akár egy körasztal magassága is problémát okozhat. A véső adapterével ugyan ez a helyzet, körasztal+tokmány és visszább lehet venni a lökethosszt... A gyári vertikálfeje (nem szögfej) magasabb, a behajtás után van egy homlokfogaskerekes áttétel utána a kúpkerékpár. Kb. 12 cm a különbség.
Volt egy Decker kopintás (NDK?) marógépünk ami alá még kevesebb fért talán 100 mm , szinte használhatatlan . Akkor készitettünk hozzá 50-es lemezböl egy "álványt" három egyforma 3 modulos fogaskerékkel (az alsó az iso külsején megvezetve , középsö szabadon futó ) ami kb 240 mm-t megemelte a vertikálfejet . Jól müködött .
Csuhás kolléga ötlete jutott nekem is eszembe. Az esztergáknál is igy szokták az orsóházat megemelni ha kicsi az elforgás. A furatos hengerek két homlokfelületét egy felfogásból simitanám, igy biztosan párhuzamos lesz. Persze az összes pontosan egyforma hosszú legyen. Ez egy igen olcsó megoldás, és ha nem tetszik az emelés mértéke könnyen lehet módositani, nem úgy mint az öntvény lapnál.
Egyszer mértem de úgy emlékszem 420mm volt. Megnéztem a gép könyvet is előtolással 370mm írt, de max. távolság 450mm, 500-at biztos nem tud. Nézd meg a képen pl. egy orosz gép de látszik,hogy nem is tudod sokkal lejjebb engedni mert akkora a szekrény alul. Ezeken a gépeken szinte csak lemezeket lehet marni semmi hosszabb szerszám nem jöhet szóba.
Ha a talptól akarod megemelni a géptestet akkor esztergálj hengeres távtartókat, próbáld ki, és ha tetszik hegessz egy hármas vaslemez csíkból szoknyát a távtartókra a géptest kontúrját követve. Elég erős lesz ez így is.
Igen,de ahogy hallom a nagyobb egyetemes gépek is ugyan ezen hibái megvannak,hiába nagy kevés fér alá. Ha a Z irány trapézanya tartó bakot kiszedném és átalakitanám akkor nyernék 25mm-t,ez semmi. Rádásul az enyémen szögfej van ami azt jelenti hogy a hagyományos verikálfejhez képert 40mm el kevesebb fér alá. Támadt egy ötletem amivel orvosolni lehetne ezt a korlátokat de nem hiszem higy megéri és költséges lenne. Le kellene emelnem a gép fölső részét a talpáról,ide tervezni kellene egy vaskos (kb 30mm vastag) olyan keret szerűt ami 100-150mm-t emelne a gépen. 1000ft/kg os öntés áron már ez sem kevés pénz plusz utánna vihetném valahová ahol elkészítenék rá a furatokat és sikra marják mindkét oldalát. Szóval ennyit szerintem ez a gép nem ér.
Igen, sajnos a Z tengely mozgása ezeknél a régi gépeknél elég korlátos. Nézd meg a régi Orosz gépeket azok is gyengén állnak Z mozgással. Nekem egy Román Fu-25-ös van ez 400-500 között mozog Z-ben de még sokszor ez is lehetne több. Amikor venni akartam gépet egyik fő szempontom volt a függőleges mozgás.
Hogy én ezt mennyit kerestem , a főorsó csapágy elrendezés kapcsán . Látszik hogy hátul gyárilag kúpgörgős a főorsó csapágya . Ha zavaró , jelöljétek törlésre . Volt ilyen nagyon hiányos állapotú gépem , de szerettem . Nem egy ismert típus .
frob | 2339
2020-04-22 19:21:40
[952]
Sziasztok
Kezdek jól állni a strigonnal, íme egy kép a kezelőről, újra öntöttem a gombokat, színezett műgyantából
Csuhás | 6750
2020-04-22 19:07:25
[951]
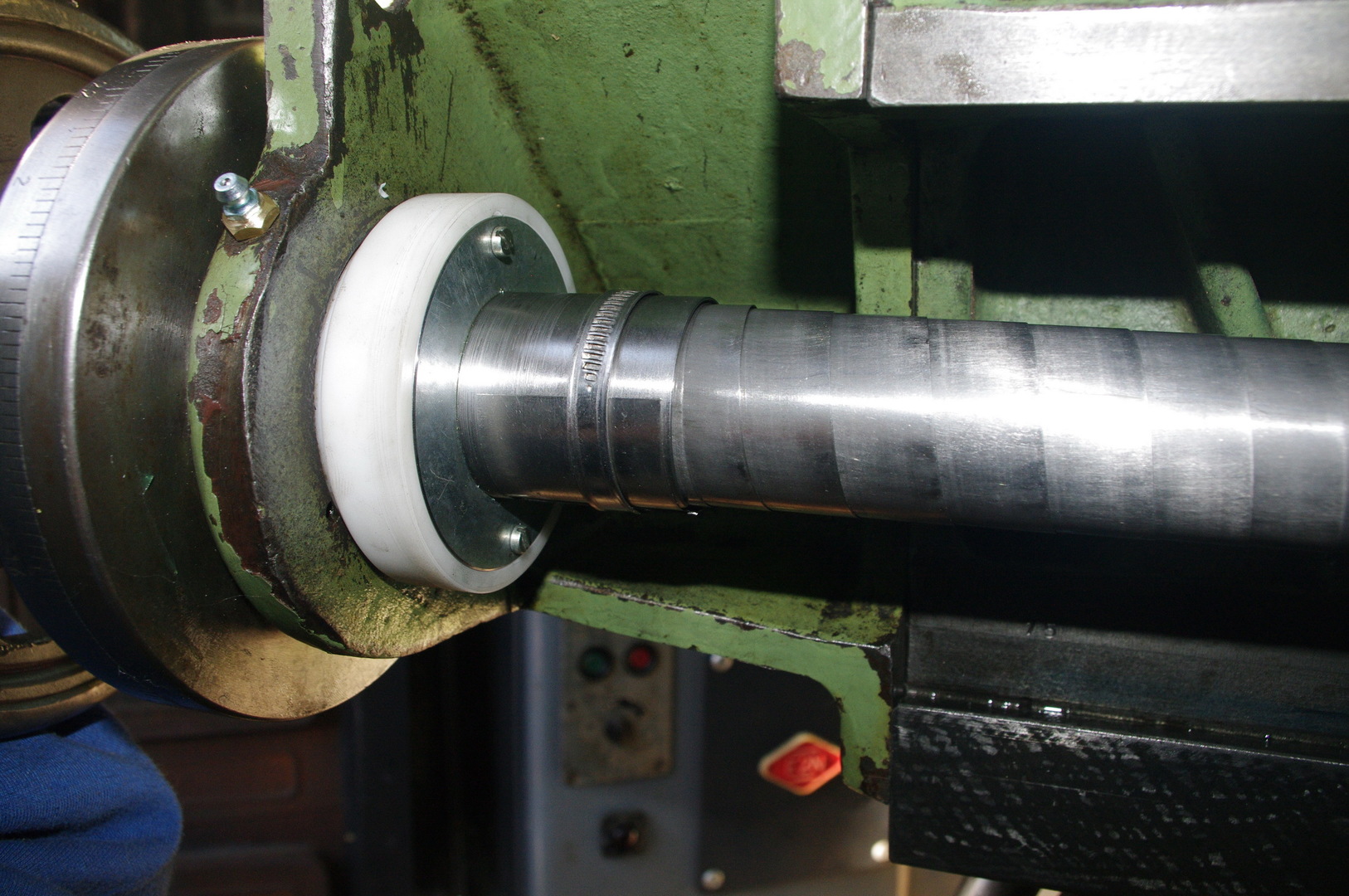
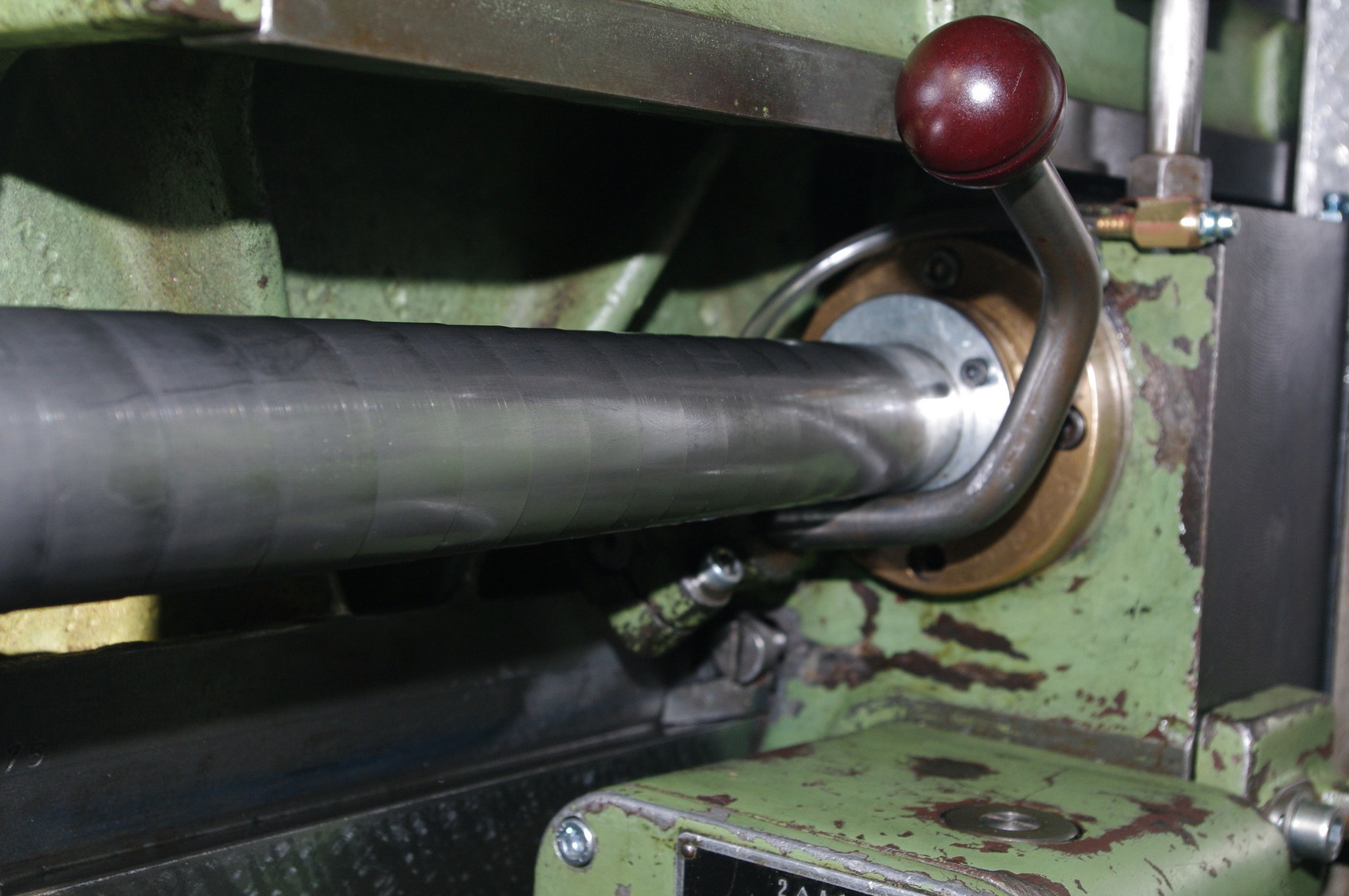
Kada volt olyan kedves hogy adott egy orsó védő rugót, amit ma fel is szereltem a gépre. A hosszából levágtam mert szűk volt a vége. A szűk oldalán egy vékony falú csőre egyszerűen rátoltam a rugót. A nagyobb átmérőjű végén ravaszabb rögzítésre volt szükség, mert lazán kell ott tartani a rugó meneteit. Végül egy gondosan kimért átmérőjű csövet esztergáltam, és felhasítottam kb 5mm szélességben. A rugó kívülről indul majd egy fél menet után a résen bebújik a cső belsejébe. Így gyakorlatilag teljesen összetolható a rugó. Nagy átmérőn egy bilinccsel rögzítettem a kilógó fél menetet. Mutatok két képet a beépített orsó védő rugóról:
grekon | 106
2020-04-22 10:27:43
[950]
Bocsi elnéztem , a hoszát könyü leesztergálni egy jobb K30-as vidia is leviszi(vagy lehet befér) .
Én ezt a smirglis dolgot nem tartom jó ötletnek, mert így már változna a geometria. A cél csak az volt, hogy ne legyenek "akadályok" a görgő útjában. Valójában ezt az egész vezetéket fel kellene köszörülni, de akkor a V-t is utána kellene köszörülni. Ez most nem fér bele a projektbe. Az alapvető cél az volt, hogy letakarítsam alaposan a gépet és működőképessé tegyem.
20mm hosszú az eredeti görgő. Csak a hosszt kell változtatni. Amúgy nem saját az ötlet, hanem a chipmaker.ru fórumon olvastam, hogy valaki így oldotta meg. Nyilván nem túl nagy az eltérés, ezért akár a kosáron is lehetne igazítani, mert az rézlemezből van stancolva, de nem szívesen tenném, mert onnantól nincs visszaút. Még azon is gondolkoztam, hogy befogom a késtartóba a Dremelt és a pici vágótárcsával vágom le a végét. Először érkezzenek meg a görgők, legyenek egyformák és majd akkor agyalok ezen a problémán tovább. Addig is van még mit pucolni a szánon...
TROMF22 | 1511
2020-04-21 22:42:03
[947]
„7x20 as nincs, de van 22.4-es” A 20 nem a görgő hossza? A 22,4 -ből nyugodtan leszedheti.
Arra a felületre még rá kéne csiszolj (kézzel egy fára tett smirlivel vagy szalag vagy nagyobbik rezgö csiszolóval)s utánna még a sík fenőkővel mig egyforma fényes lesz . A görgőket nem esztergálnám : nem lesz egyforma , még századon belül se lehet csak felületedzett s leszeded (s hogy esztergálod meg egy fogásból?). Vagy bepróbálnám a 22,4-est vagy 20-as lineár anyagbol szurj le .
Szerintem annyi lehetett, hogy vagy nem volt tiszta a kenőolaj, vagy köszörűpor és egyéb kosz kerülhetett a görgők alá. Az meg szépen benyomta. Azért a csapágygörgő elég kemény anyag, simán maga alá nyom egy porszemet. Egyébként a görgők között is vannak igen tisztességesen ellapult darabok. Majd fotózok néhányat, de nem könnyű meglátni. Talán ennyivel jobbak a komolyabb köszörűgépek, ahol van hidraulika tápegység. Ott mindig folyik a tiszta olaj az ágyon és így nem jut oda soha kosz. Itt csak egy lemez és egy rés véd, meg a távolság. Amúgy ilyen nyomok csak ezek az egy vezetéken vannak. A V-ken és a hossz asztal szánjai sértetlennek tűnnek. Valahogy talán azok jobban védettek? Pedig ugyan az a konstrukciós megoldás.
Itt egy jó kis példa, hogy mire jó a sík fenőkő: A köszörűgépnek az ágyazatán voltak berágódások. Valami kosz mehetett a görgők alá. Szépen lecsaptam a kővel a kinyomódásokat. Látszik, hogy kifényesedett a gödrök körül, de magából a teljes felületből nem vett el. Ha meggurítok lassan egy görgőt az ágyon, akkor látszólag akadálytalanul halad végig ezeken a szakaszokon. Még akkor is, ha éppen, hogy csak gurul. Szóval bízom benne, hogy ez így jó lesz.
Közben úgy néz ki, hogy sikerül görgőket beszereznem. 7x20 as nincs, de van 22.4-es, szóval ebből majd le kell esztergálnom. Jó alkalom lesz kipróbálni a kerámia lapkát. 4.95 ös nincs, de gyanús nekem, mert az orosz fórumokon mindenhol 5 öset írnak és a kopás nyomok is olyanok, mintha csak vonalban feküdtek volna fel a görgők, szóval egy próbát majd megér a dolog. Az se baj, ha jó lesz. Ha nem akkor visszakerülnek a 4.95 ösek. Azok egészen jó állapotban vannak. A hossz szánhoz a 12x12 es görgők már megvannak.
A villanymotor viszont kampó. Lecsapja a biztosítékot. Elvittem tekercselőhöz. Most az alsó ágyat pucolgatom. Elleszek még vele egy darabog...
sidius | 54
2020-04-15 16:46:56
[940]
Örülök, hogy lassan csak előre jutsz! Nem annak örülök, hogy lassan, de nekem se volt gyorsabb harminc éve, ez sem királyi út, -hogy ragaszkodjak a kalasszikus mondáshoz. Azt mondom, hogy hagyd a lapkákat, (ne dobd el, csak tedd félre) egy időre. Próbálj kést készíteni! Mire minden világos lesz, soha nem feledhető tapasztaltokat szerzel vele, és tényleg megtudod, hogy mi is az az élkiképzés, és hogyan reagál a változásokra. A katalógusokban sokminden benne van, de nem lesz tőle nagyobb rálátásod. Ez egy nagyon érdekes út, kár kihagyni, -meg nem is lehet, ha tényleg tudni akarod, hogy mit csinálsz. Vannak remek régi szakkönyvek, azokból el lehet indulni, aztán egyszer csak egésszé állnak össze a részek. Ez egy szinte új területe a fémiparnak. Bár évezredek óta létezik pl. az esztergálás mint munkamódszer, komolyabban csak alig másfél évszázada vizsgálják. Azóta jó sok felfedezés történt, de a személyes tapasztalat nem leírható, és nem is pótolható. (Ez mondjuk nem csak erre a területre igaz.)
Köszönöm, igen én is tapasztaltam hogy anyag-és anyag között is hatalmas a difi, sőt egy anyagdarbon belül is. Mint hobbista általában az egyszerűbb fajtájú vasakhoz jutok hozzá, S2xx, C45, vastelepi vas,ilyenek. Néha előkerül egy két kisebb darab maradék, vagy talált "egyszermajdjóleszvalamire" forgástet is. A késekkel is tapasztaltam azt amit leírtál, tényleg sokféle lapkát próbáltam, több kevesebb sikerrel.
Mindenesetre tegnap csináltam próbát: 35-ös talált fényes vashenger, tisztázás után 0,5mm-es fogás 140-es hosszon, megtámasztás nélkül. A felületben elhanyagolható ovalitás. Kúpolás hálistennek annál több... (0,05mm ) Majd hirtelen felindulásból megint átmentem a korábbi alurúdon, megtámasztással. Szintén elhanyagolható ovalitás.
Mindenkinek igaza volt.
Most jönnek az elmaradt bizgeréim, majd utána átgondolom hogy tudom kimérni a geometriát.
Egyébként a gépkönyvben -ha jól emlékszem- szépen leírták a próbaesztergálás paramétereit, sőt, talán még teljesítménypróbáét is. (Legalábbis nekem szerintem benne van egy alig olvasható kópiában.) A felületi minőség az acélok sokfélesége miatt erősen késfüggő, de kb. még vagy tucatnyi dolog nagyon befolyásolja. Egy keményebb, szívósabb típus pl. nagyon simára esztergálható pengeéllel is. (Szélsőséges példa a csapágy, mikor pl. zégerhornyot kell bele szúrni.) A többnyire rövid kihordási idejű tucatárukhoz használt szálanyagok nagyrészt nem annyira alkalmasak a célra. Amennyiben a kés nyom, az könnyen hamis képet rajzolhat a gép futáshibáiról. Egyébként meg valóban jó sokat kell próbálkozni, idővel minden egyre világosabb lesz.
Elnézést, hogy közbeszólók. Nálunk a TMK-sok a következőképpen végezték a próbaesztergálást: A főorsó kúpjába illesztett tengely ( kb. 35 mm átmérő~120 mm hosszú, anyaga pl. St37), melyen két azonos átmérőjű (12 mm hossz) kiképzés volt, közte alászúrás. A beesztergálást gyorsacél késsel kis fogással, lassú fordulaton végezték! Így a tokmány kikerült a rendszerből, mint hiba forrás. Üdv!
Nem nem lett. Vagyis beraktam a fedlap meg a golyós közé azt a támcsapágyat, és neki lett nyomva az anyával (előtte finoman bekocogtatva a helyére a régi csapággyal).
Ezen gondolkozom én is, hogy ha hátul tud mozogni (mert pl üt a főorsó vég ), akkor az elöl is megjelenhet mint esetleges felületi hiba.
A skálacsíknyi/mutatónyi jelentése nálam: Óránál mutató szélességnyi, mikrónál a felgravírozott skálacsík szélessége. Tehát nem két osztásnyi távolság ami 1 század ugye.
Számszerűen a régi gépen kb 1-2 ezred lehetett saccolva, az E2N-en pedig 1-1,5 századnyi mért hiba van. Több ponton körbemérve is mikróval. Figyelve hogy a kúposság ne szóljon bele, azaz próbáltam ugyanazon a körvonalon mérni. A megmunkált felület 3 pontján is néztem. A tokmány felé lecsökken 1-re.
Este csinálok próbát valami másik vazzsal meg egy borotvapengével. :D
Remélem az van amit írsz, más gép, máshogy viselkedik.













 )
)

