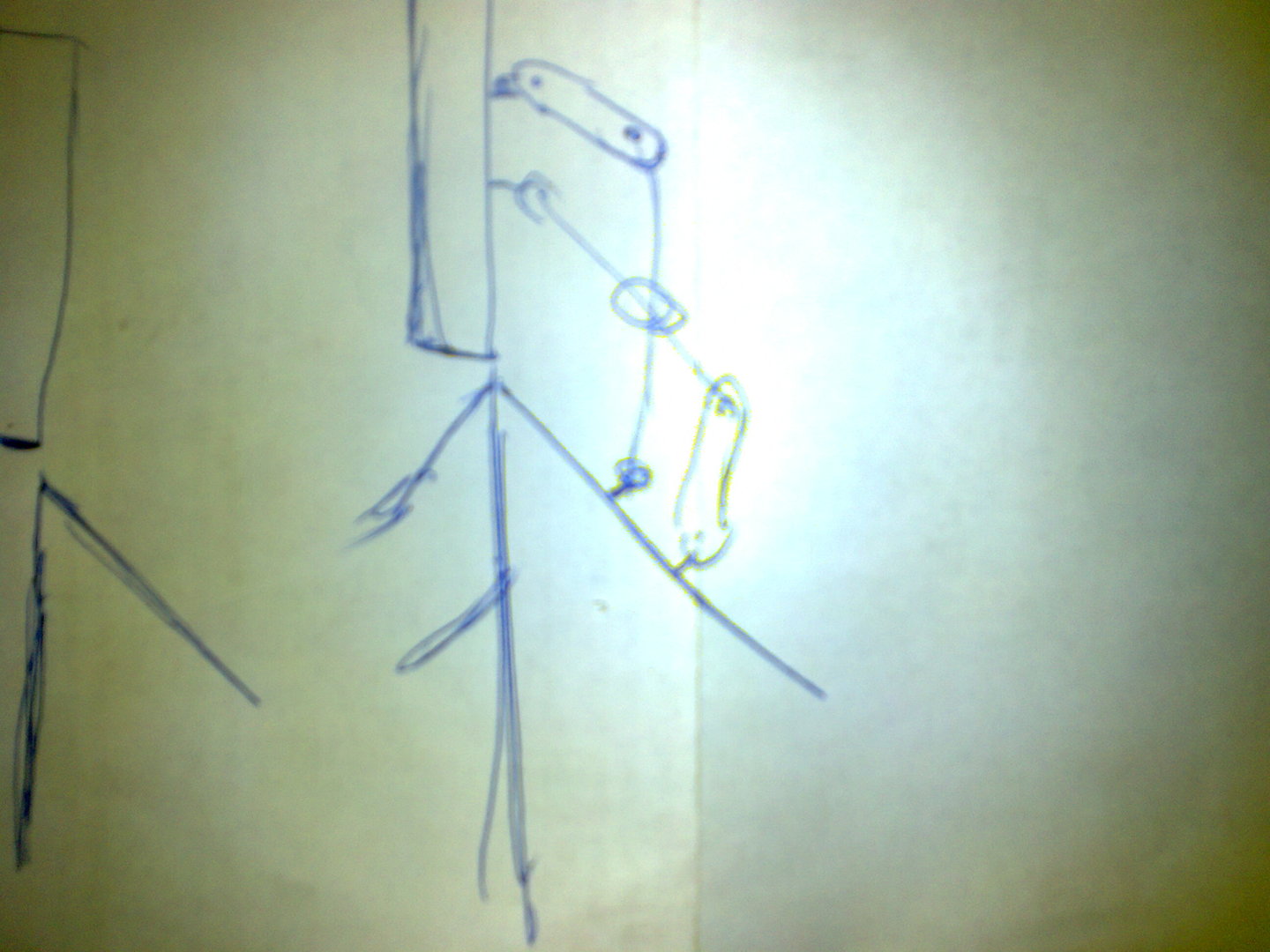
Köszönöm hogy foglalkoztál vele ! Nekem is nagyon megtetszett a megoldás . Azt nem értem a rajzodon ,miért nem szimmetrikus a csukló két oldala . Csináltam egy hevenyészett skiccet arról szerintem hogyan vannak a prizmák helyzetei , de elfordult kilencven fokkal a kép . A 90 fokos hajlítási helyzet van a skiccemen (szerintem). Kell valami modellezést csinálnom , laposvasakkal hogyan is működik ,egyébként találtam egy komolyabb gépről is filmet hasonló megoldással .
Érdekesnek találtam a mechanizmust, és volt is egy szabad fél órám, úgyhogy lerajzoltam.
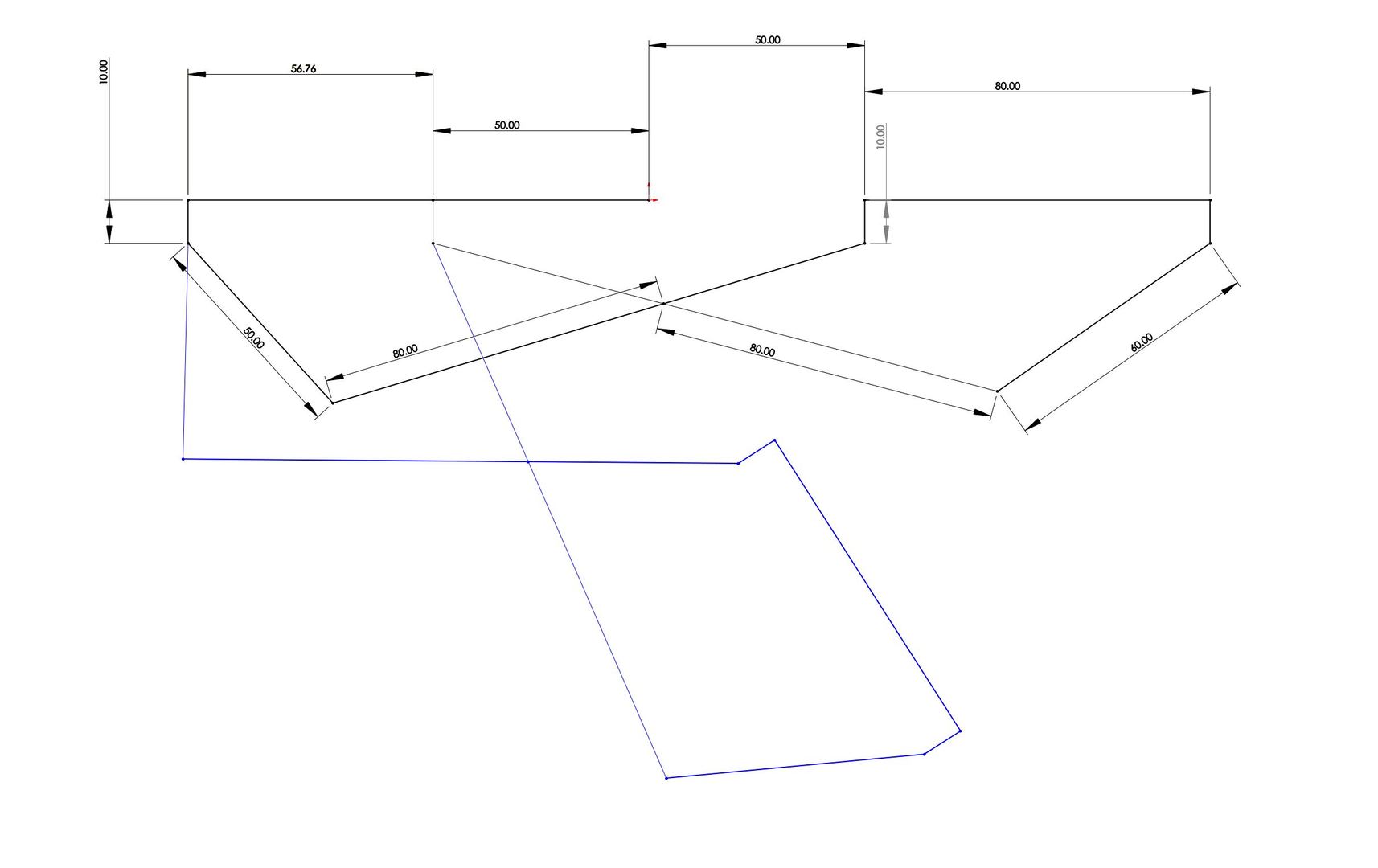
Az derült ki, hogy vigyázni kell, mert ugyan lehetséges mindenféle arányokkal megvalósítani, viszont ha azt akarjuk, hogy egyetlen pont körül forogjon, akkor nem lehet akárhogy.
Hasalt méretekkel lásd az alábbi képen: Ebből az arányok láthatók. Lehet laposabbra is csinálni, mindenféle változtatás lehetséges, az is elérhető, hogy a hajlító lemez pl párhuzamosan eltolt helyzetbe érkezzen stb.
Annyira nem mentem bele, hogy kiderüljön lehet-e csupa "egész mérettel" csinálni, de talán nem is fontos...
Ha esetleg meg akarod építeni írj egy privátot, és szívesen átirogatom a méreteket személyre szabva.
"Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?"
Evvel az a probléma hogy a hajlító gerenda nem nagyon kellene hogy 20 milinél vastagabb legyen középen sem , akkor használható megkötések nélkül . Saját célra épített gépnél a befektetett munkával lehet jó eredményt elérni , úgy gondolom . Ez egyszeri és bőségesen megtérülő befektetésnek tűnik számomra . A sorozatgyártás törekszik inkább az egyszerűbb ,kevesebb alkatrészt tartalmazó szerkezetre mivel erősen profit orientált , szerintem .
Csak értelmezés képpen: ha jól értem itt arról van szó, hogy a közepére is kell zsanér, hogy ne hajoljon a mozgó rész ami ""hajlít"". Mivel azonban a forgás tengelye nagyon közel esik a hajlítandó lemezekhez, konkrétan talán egybe is esik az éllel (?), ezért ilyen 4 tagú mechanizmus kell ami szimulál egy sima csuklót, ugyanakkor helyet hagy a forgástengely körül.
Ha így van akkor nekem ez luxusnak tűnik, mivel nagyobb mennyiségben lehet ezeket a "zsanérokat" gazdaságosan gyártani, és így kevesebb anyag megy a gépbe, iletve könyebb a mozgatott tömeg.
Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?
Még mindig nézegetem Valószínűleg most jöttem rá a csuklópontok arányaira . Lehet kificamodott a műszaki ízlésvilágom Vagy rajtam kívül mindenki ismerte ezt a módszert . Hát hogy nem volt semmi semmi reakció erre a furfangos megoldásra , pláne hogy mindenféle állítható feszítéseket lehet látni e helyett a többi gépen .
Foglalkoztat egy lemezhajlító építés . A videóban 0,38 nál egy érdekes csuklós szerkezettel oldanak meg egy zsanér problémát ,amire ugye szükség lenne csak hát egyszerű módon nem fér el Nekem tetszik a ötlet , jópárszor visszajátszottam míg ellestem .
jani300 | 12314
2019-11-22 22:22:08
[16058]
rugó összenyomó Ennyiért nem érdemes szórakozni vele . Itt remélem jó helyen vagyunk vele . ZOZO nak írtam . Másik volt a Lidli ben elektromos ,hálózati kerékkulcs vett valaki ,ezt későn láttam kíváncsi vagyok milyen . Aksis hoz nincsen bizalmam .
zozo | 5527
2019-11-21 12:13:19
[16057]
Egyszer hirtelen megoldásként egyszerűen tettem egy belső kúpot a "nagy" csúcsba, aztán ráhúztam a forgócsúcsra.
Morse 4 es az már jó lesz . Most látom hülyeséget írtam ,3db mély hornyú csapágyat akartam írni . Tehát sima golyóscsapágyak voltak benne . BED42DH 95 ös rúdvégeim vannak rövidebb darabok ,esetleg . 75 a leghosszabb ,de lehet abból karácsonykor ha ráérek ,patrontartó lesz Ha nem lesz más dolgom átbogarászok négy fémládát ott elvileg meglehet a letört csúcs feje kb 20 éve
Gondolom úgy érted hogy a morze kúp után legyen vastagabb a szár átmérő. Úgy gondolom mivel a morze 4 nagyobb átmérőlye 31mm akkor a kúp eleje után mehetne föl 2db 30mm es belső méretű golyóscsapágy,ehhez van is megfelelő méretű támcsapágy. Még ha c45 ből készítem is el akkor sem gondolnám hogy akkor erőhatás nehezedne arfa a tengelyre hogy eltörne,de lehet megcsinálom 42crmo4 ből. A fej biztos hogy c45 ből lesz de hőkezelve/vissza eresztve és összerakás után bent a nyeregben a helyén köszörülve szupport köszörűvel.
Nagyobb kúpszárral csináld - Láttam már letört végűt . Abban 3db sima mélygörgős csapágy volt . Biztosítás sem kell nincsen hova lemásznia . Persze nem kizárt hogy létezik precíziós kivitelű is
Egy ilyen gombacsúcsot akarok csinálni,szerintetek milyen csapágyakkal lenne a legmegfelelőbb szerelni? Kis csúcsoknál eddig találkoztam (kúp/támcsapágyal) és (mélyhornyú golyós/támcsapágyal). Véleményem szerint mehetne bele két db golyós és egy db támcsapágy.
jani300 | 12314
2019-11-20 15:00:48
[16048]
Basszus , bocsi . Most látom hogy sima belül , akkor tényleg mángorlás .
Frankó lett ! Sablonra nyomtad ? Mert akkor inkább nevezzük fémnyomásnak . A mángorlás kicsit keményebb gépet kívánna .
Előzmény: Varga László, 2019-11-20 13:56:49 [16046]
Varga László | 1234
2019-11-20 13:56:49
[16046]
Mángoroltatok már esztergán? Nekem sikerült egy saválló csőre . Kiindulásom egy golyó volt amit átesztergáltam 60 fokos görgővé.vékony falú saválló csőből viszont egy mézes hordó csap lesz. A menet volt kérdéses ,mert nem igazán adta volna ki, ha vágom a menetet. Mivel a golyó csak felület kezelt ,a görgő deformálódott egy kicsit.
remrendes | 4256
2019-11-15 06:02:21
[16045]
Ezetleg a "meat injektor" kicsit masszivabb kivitel.
Egyébként a fémiparban is létezik 100 m/perces sebesség lineáris golyós kocsikkal és golyósorsókkal de ott már hűtve van az orsó és a sín is. Pfrontenben a DMG gyárban büszkélkedtek is vele.
Az a megállapítás szerintem igazából magas fordulatszámon üzemelő vagy nagy átmérőjű csapágyakra vonatkozik, ahol nagy a kosár és a golyók sebessége.
De akár egy 6x04-es csapágy esetén is 3000-es fordulaton úgy 100 m/perc körül szalad a kosár és a golyók. Míg a hobbi lineáris vezetékeknél meg általában 3-6 m/perc, lézereknél esetleg 20-30 m/perc. A golyósorsók golyói mehetnek gyorsabban de ott megint van helye a felesleges zsírnak.
„egy zárt csapágyat 2/3-ban töltsünk csak fel zsírral, mert túlzott melegedéshez és a zsír kiolvadásához vezet ha teli rakjuk”
Ez akár igaz is lehet egy több százat, több ezret forgó csapágynál.
De... Hallottál/olvastál itt már olyanról, hogy egy hobby gép zárt csapágyai -akár kocsi, akár orsóanya, akár végcsapágyak- az intenzív használattól túlmelegedtek és kifolyt a zsír belőlük?
Az első pár méterem "kidolgozza" magából a fölösleget és vígan megy tovább a bennmaradó zsírral.
Na de, van automata zsírzópatron, ott belehet állítani, hogy az adott mennyiségű zsírt hány hónap alatt tolja ki. Azért célszerű használat előtt a csöveket kézi zsírzóval feltölteni!
A kivezetés jó dolog lenne, de az is a dolgozóra van bízva. Vagy keni vagy nem...
A melóhelyemen egy célgépnél f@szán kivezettük a zsírzógombokat 4-es pneumatika csővel. (Nem egyszerű mert általában a kocsikon véletlen sem olyan menetet használnak ami passzolna a push-in pneumatika csatik menetével, menet átalakítókat kellett esztergálnom.) Dolgozóknak elmondva hogy néha a kézi zsírzóval nyomjanak bele, amíg meg nem jeleneik a kocsik szennylehúzójánál. Mindössze 4 db hozzáférhető helyre kivezetett zsírzógombról volt szó.
Kis idő múlva látom ám, hogy útközben minden csupa zsír. Persze a dolgozó inkább odahúzta a 180 kg-os pneumatikus pumpával ellátott zsíroshordós kocsit és megnyomta a zsírzógombokat. No erre a 200 barra a PA pneumatika csövek 10 cm-es felhasadással reagáltak.
Kocsikat zsírozni szoktuk iparban is, évente 2x. Az olaj a golyós orsókhoz kell LM guide esetén. Nálam más mert siklóvezeték van. Én a makláriak olaját és hűtővizét (emulzióolaját) javaslom. Damat Lubs. Abból sem a repce jellegűt. Plusz hozzá egy ipari porszívó, lefölözni az olajat a vízről. Valami piros dobozosat használok, ha elfogy beruházók 20 liter szánkenőre/emulzióra és veszélyes anyag szállításra.
Amúgy egy csomó zsírzószemes csapágyazásnál van karbantartási utasításban, hogy addig nyomjuk bele a zsírt amíg ki nem nyomja.
Persze világos mit mond György, én is úgy tanultam hogy egy zárt csapágyat 2/3-ban töltsünk csak fel zsírral, mert túlzott melegedéshez és a zsír kiolvadásához vezet ha teli rakjuk, de gondolom zsírzó szemnél nehéz megoldani hogy ne nyomja teli.
nagyon köszi! tehát ha jól értem, van egy ilyen kínai olajzó, ami néha lök egyet , és az elosztókon ( arról is kérhetnék egy képet vagy linket) keresztül megy el mindenhova, milyen csővel? valami vékony levegőcső, pl 4mm es? ( nem tudom van e ilyen méret)
egy átlag motorolajhoz képest mennyivel másabb a viszkozitása, hígabbnak képzelem egyébként...
az olajzónak mi a legkisebb mennyisége amit tud nyomni, mondjuk van kocsi dögivel szóval van mit, csak még is jó lenne ha nem ázna el minden gondolom úgy csináltad, az első menetet hogy kijárattad az összes csőből a levegőt és utána kötötted fel a helyére csatlakozókkal
"Melyik gyártó honlapján olvastad, hogy tömd tele zsírral a kocsit, míg orrán-száján nem dől belőle?"
Szerinted mi történik amikor nincs folyamatos kenés hanem mondjuk az előírt 1-6 hónapos intervallumra írja elő a gyártó a zsírzást? TELETÖMÖD és a szennyezett elöregedett részt kitolod az újjal. Egy gyártó sem írja hogy szedd miszlikre a 60 millás géped, a kocsikat mosd ki és egy borsószemnyi zsírt rakj bele. Érdekes is lenne...
Szóval ha jó ez a folyamatos zsírzás mondjuk a HAAS-nak akkor nekem is jó lenne.
A porvédelmet ugyan nem én írtam, de valóban a kitüremkedett zsír az egyik akadályozója annak hogy a finom por bejusson a kocsikba. Ha csak a golyók kapnak minimál kenést akkor a szennylehúzók mínusz idő alatt elkopnak, mint láthatod a fórumon árult használt lineárok java részénél, mert mint tudjuk ha a dolgozóra van bízva a kenés akkor azt meg lehet ba..ni.
"Hobby gépen és hobby megoldásban nem látom értelmét."
Nem is láthatod, mert 13 év alatt még egyet sem sikerült összeraknod.
No mindegy az eredeti kérdésem csak annyi volt, hogy látott-e valaki hobby megoldást a folyamatos zsírozásra.... és hogy én is idézzek egy klasszikust: Ugorgyunk!
Előzmény: Szalai György, 2019-11-13 05:44:26 [16029]
sanyi84 | 1358
2019-11-13 08:22:16
[16031]
Régi cnc gép, vas siklik vason... A csúszó vezetéket és a golyósorsót keni. Kis fém és műanyag alkatrészekre való a gép. Nem fa!!!!
milyen központi olajzót használsz? és persze milyen olajjal, gondolom a lineáris sínt kened vele, vagy a golyósorsót? mennyi olaj fogy? pár dolgot írj már róla légyszives, esetleg fotó is jöhet
Persze, hogy láttam már központi zsírkenést. Teherautón. Hobby gépen és hobby megoldásban nem látom értelmét. Nem lesz korrekt és van jobb, egyszerűbb megoldás. Vagyis jojó, csak minek. Élettartam zsírkenés, vagy szervizciklus zsírkenésben látom a megoldást.
Melyik gyártó honlapján olvastad, hogy tömd tele zsírral a kocsit, míg orrán-száján nem dől belőle? Hogy másik klasszikust idézzek: Ez böszmeség. Épp annyi zsír kell bele, amennyi oda való. Nem több. Pont egy ilyen nagyon remek, kenőanyagból, amilyet használsz. A többi csak akadályoz, nem ken, hatástalan.
(A porvédelmet meg szerintem kár ide keverni, úgy gondolom, az nem a zsír dolga. Épp ellenkezőleg.)
Simán jó. Időnként 1-1 kocsit leszedsz és tisztítod, de meglátod nem megy a por csak a nem dugózott sín miatt a kocsi azon részéhez ahol csak a zsír van.
Én központi olajzást használok kis nyomású rendszerben olaj mérővel, vezetővel. Legalább is jobb fordítása nincs. Csúszó vezetéket olajoz, és golyósorsót olajoz. Az más tészta hogy fa gépeknél nem elég kizárólag csak a kocsik szennylehúzójára építeni a védelmet. Kellene rá harmonika is.
Előzmény: Szalai György, 2019-11-12 16:48:15 [16025]
svejk | 33157
2019-11-12 20:23:21
[16027]
Te tényleg nem akarod érteni vagy csak még nem láttál ilyet? Összerakom a gépem új elemekkel és folyamatosan megy bele a zsír nincs beszáradva semmi, időnként letörlöm a kiszivárgottat.
Előzmény: Szalai György, 2019-11-12 16:48:15 [16025]
dtb | 1922
2019-11-12 19:51:08
[16026]
Én a faipari gépemen a következőképp oldottam meg a zsírzás kérdését, már ahol lehetett... A "Z" volt a legegyszerűbb, ez mindkét oldalról kapott egy-egy kb. 200mm hosszú, autóknál használt porvédő gumiharangot. Ezeket megtömtem zsírral, aminek nagy része ki is jött ugyan az első minimum-maximum mozgatáskor, de még így is maradt benne bőven. A tengely innen kezdve "pormentes", és folyamatos zsírzásban részesül. Sajna ez a módszer hosszabb tengelynél nem használható, de 3-400mm hosszban még bőven jó. Az Y-nál a két lineár csapágy közé gégecsőből vágtam olyan hosszúságot, ami kicsit több, mit a csapágyak távolsága, hogy rögzítés nélkül is befeszüljön, majd ezt is megtömtem zsírral, így amíg az összes ki nem hordódik a csapágyakon kívülre, mindig lesz a tengelyen egy vékony réteg kenés.
Értem én, hogy fecskendőből telenyomod a kocsit fél folyékony, teflonos zsírral és nem nehéz nyomni, míg kimegy a kocsiból a levegő. Ámde, mi van azután? Amikor már a retkes, beszáradt zsírt kell kituszkolni az új zsírnak a kocsiból, a szennylehúzó mellett-alatt-fölött. (Mondjuk az a négy év szervizciklusú zsír pont nem a beszáradós fajta.) Na de akkor már nem olyan könnyű szerintem. A másik érdekes kérdés, hogy: Az utánnyomott tiszta zsír mikor jut el a gördülő elemig, ha azt a régi zsír veszi körül? Vagyis, hogy van-e értelme utána nyomni a tiszta zsírt, ha előtte nem mostad ki a régit. Hogy Jar Jar Binks-t idézzem a klasszikusok közül: „Ez nekem maxibűzli.”
Kétféle megoldás létezik az alacsony és a magasnyomású.
Én az utóbbit ismerem közelebbről, ennél amikor megjön a nyomás akkor a dugattyút a rúgó ellenében felhúzza, majd amikor vége a nyomás ciklusnak akkor a rúgó kitolja a dugattyút és a megfelelő mennyiséget a kenési helyre továbbítja.
A betétekre rá van írva hogy hány mm3 egy löket.
De a lényeg nem is ezen van hanem azon, hogy könnyen reprodukálhatóan, és olcsón meg lehessen oldani a feladatot.
Ebbe a kategóriába nem fér bele a néha talált kenőrendszer.
A fellelt környezetében olajjal működött.Egy tesztel lehetne eldönteni,hogy központi zsír viszkozitással működne-e.A boncolós fotó alapján az a véleményem,hogy adagolja a kenőanyagot.
aAhirdetett elosztód olajra való, ott a kimeneti egységek állítják be a mennyiséget. Pl. egy faipari gépen nem használhatsz olajat, mert lecsöppenhet, a zsírral is csak ésszel lehet bánni.
Ad egy a csövek bizonyára nem egyforma hosszúak, ad kettő más egy kocsi és más egy golyósanya befogadó ellenállása. Ergo sosem lenne egyenletes a zsírelosztás.
Épp a napokban kellett csinálnom pneu munkahengerből egy légtelenítő alkalmatosságot az autóm kuplungjához, mikor váratlanul nem sikerült kiállnom az udvarról.
Pneu munkahenger egy vissza csapó szeleppel vagy külön kezelhető csappal a zsír beszívásához, plusz a #106990#-ben hirdetett elosztóim? Már csak a bazár miatt
Azt én sem értem pontosan, hogy miért akarsz több kicsi fecskendőt? Miért nem elég 1-2 bazinagy? Utána meg csinálsz elosztót, akár lehetne állíthatóra is, hogy más-más mennyiség mehessen csapágyanként?!