Nagyon leültette ezt a topicot is ez a vírus.Én a saját karanténomon belül "harcolok" még. Most nagy hasznát vettem az átfordítható hegesztő asztalnak. Öt nap alatt ketten lazán lehegesztettük rajta a több mint 900 méter zártszelvényt. Csak a csiszolás kicsit már unalmas de már csak 8 darab maradt holnapra.(Vigyázzatok magatokra!)
A hegesztés kivitelezésében én is járatlan vagy, viszont a hegesztések vizsgálatához egy kicsit konyítok.
A videón látott túlzott pikkelyezettség következménye lehet a pikkelyek közötti hidegkötésnek, melyet semmilyen szintű minőségi követelmény sem enged meg, pl. a hegesztők minősítést szabályozó MSZ EN ISO 9606-1:2017, mely az MSZ EN ISO 5817:2014 szabvány „B” minőségi szintjét írja elő.
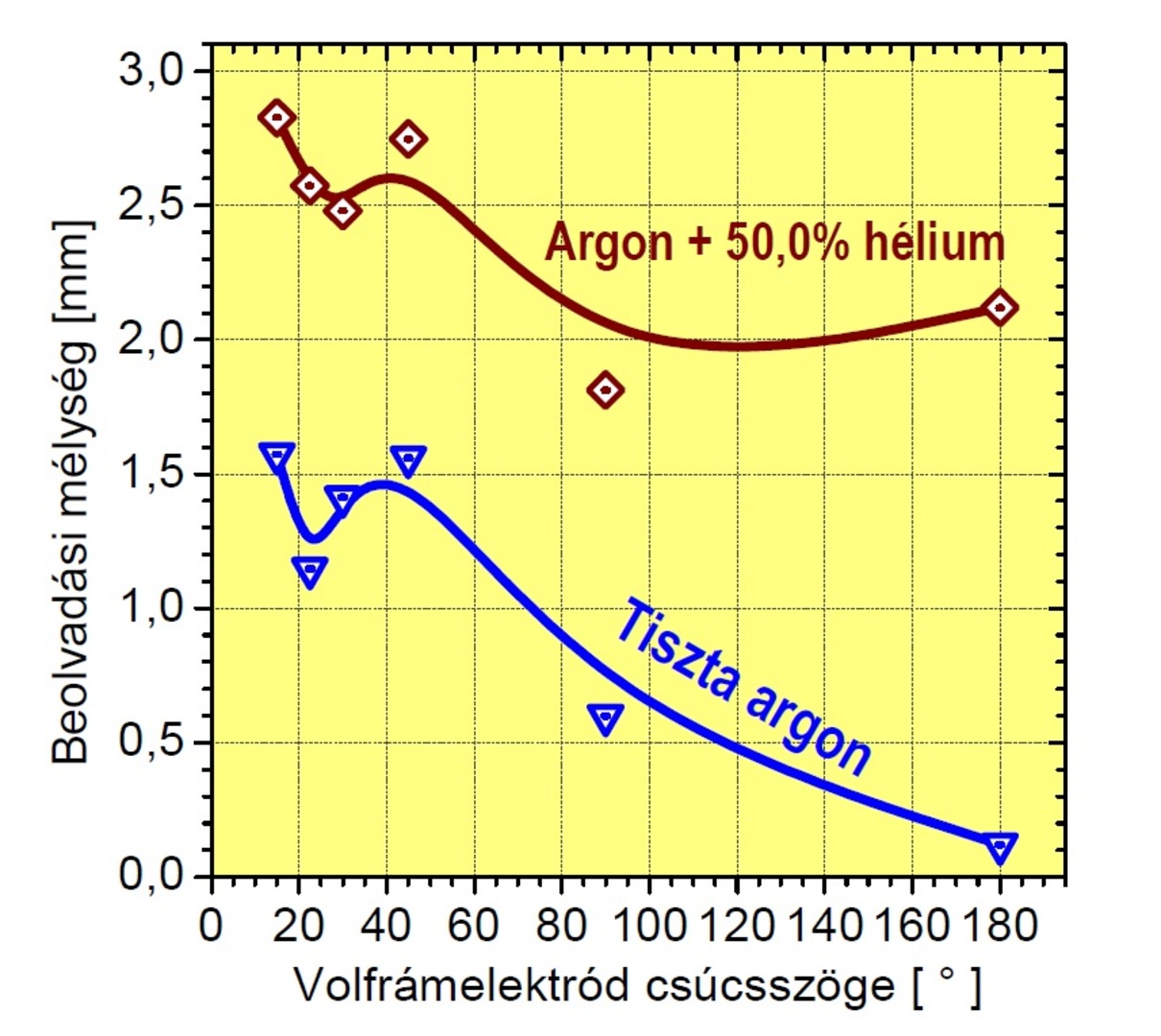
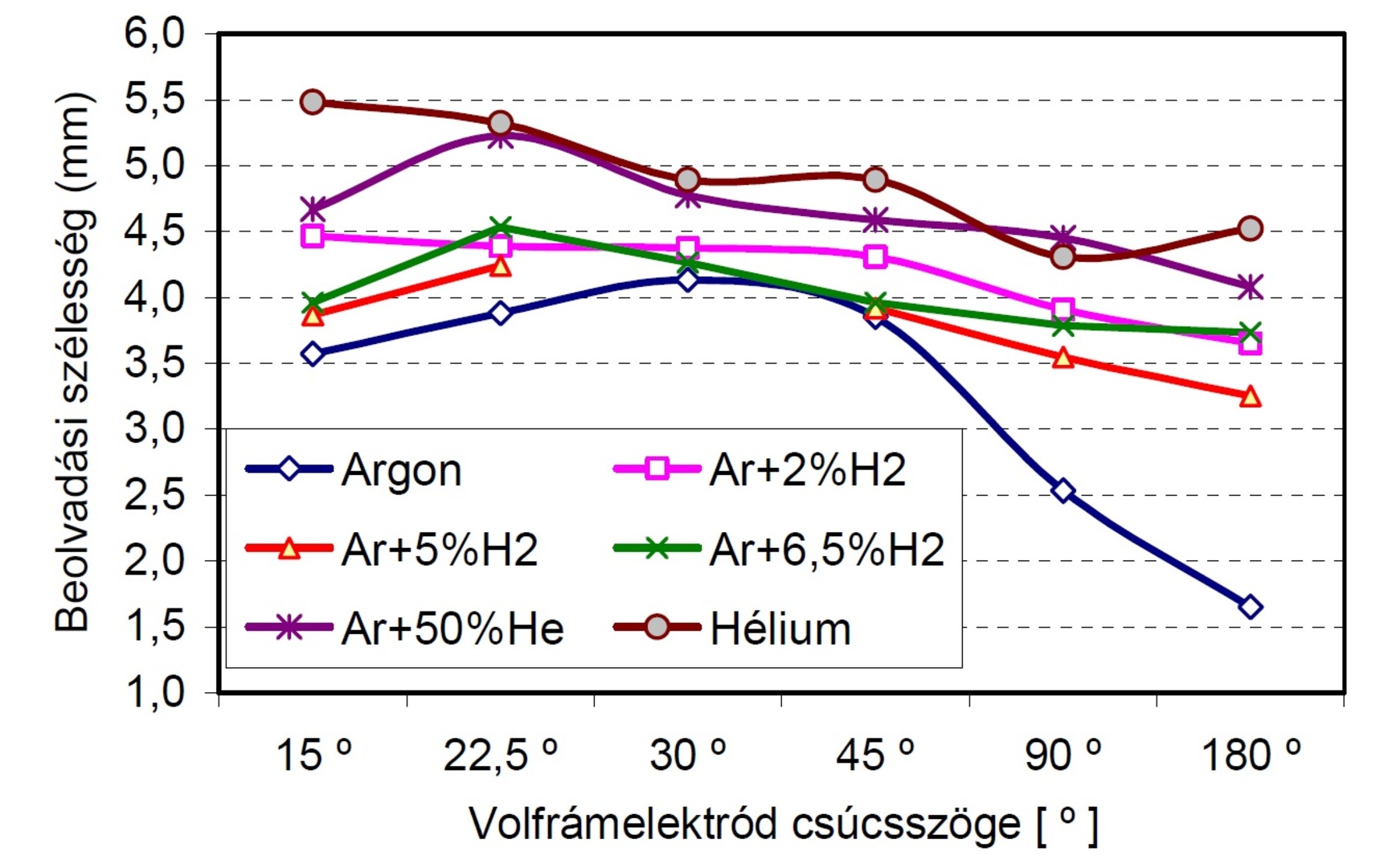
az elektróda kúp szöge hegyes szög (15°) széles varrat, sekély mélység (felületi) tomp (60°) keskeny varrat mélyebb beolvarás az elektróda hegyének a tompasága elektron leválás, elektród égés csökkentése
pulzáló üzem hasonlóan a co esetén a vékony anyagok hegesztése során a varrat dermedését segíti elő a nagy áramú impulzusok között (ezt a kézügyesség és tapasztalat tudja kompenzálni illetve a hozaganyag adagolása amivel hűthető a varrat)
DC egyanramú hegesztés acélok esetén
AC váltakozó áramú polaritású nem szimmetrikus jelalakú hegesztő áram alu hegesztéshez (acélok is lehetnek akár) az alumínium oxid feltörése a polaritás váltással a keletkező hő az elektródán is jelentős terhelést okoz ezért gömb alakúra olvad rendszerint, ebből kifolyólag az elektróda hegyezés ebben az esetben főleg trapéz forma legfeljebb
robroy007 | 2289
2020-02-28 08:51:24
[2182]
CO hegesztés esetén
mi mit befolyásol: amper: a beolvadás mélységét feszültség: varrat szélességét (a hegesztő keze a varrat elterítését, de most maradjunk a gépnél)
fojtás: leolvadás, csepp képződés befolyásolása (fröcsköl, vagy nem annyira fröcsköl) (Co2 vagy Corgon (argon+Co2)géz esetén is óriási különbség)
pulzálás: kis és nagy áramú hegesztés ciklikusan a vékony anyagok hegesztésére jó, nem égeti át az anyagot, hagy időt a varratnak vissza dermedni, két nagy áramú impulzus között
impulzus üzem ~ már már váltóáramú hegesztés a cseppleolvadás befolyásolása, szinte híg ömledék képződik ami egészen másként terül, másként viselkedik, egyenletesebb hegesztés, szebb varrat, kevésbé érzékeny a hegesztő kézügyességére, erősebb is talán, mivel más a beolvadása a hegesztett alapanyagokba
a locsoljuk körbe CO-val leginkább itt értelmezhető sima régebbi gépek esetén pedig csimbókoljuk meg valahogy
persze minden gépbeállítás kérdése az impulzus gépek vezérlő elektronikája lassan NASA diplomát igényel és csak utána jöhet a hegesztő tudás a vezérlés különböző programokat tartalmaz gázok (CO2 Corgon Ar) alapanyagok (szénacél, rozsdamentes, alu) eljárások (sima fogyó, impulzus, DC, AC) ebből kifolyólag nem is lehet minden variációban beállítani a gépeket
bankimajki | 2790
2020-02-27 21:32:19
[2181]
Még jó hpgy erről beszélgetünk. Mivel rákerestem a gépemre a YT-on és rájöttem hogy lehet vele AWI-zni is. Rég volt már ennyi új kipróbálni való dolog egyszerre.
Csikarc | 5045
2020-02-27 21:21:25
[2180]
Le van ez írva mindenhol azaz nincs benne semmi titok. Jobb az impulzusívű fogyóelektródás hegesztés alacsony áramtartományban mint a sima egyenárammal történő hegesztés. Nincs rövidzárlati átmenet (fröcskölés). Tehát ha kicsi az áram és kicsi a hegfürdő akkor nagyon kis alapárammal de nagyobb áramimpulzusokkal el lehet érni az aprócseppes, zárlatmentes anyagátvitelt.Plusz impuls üzemmódban vastagabb huzal is alkalmazható, jól használható alacsony áramú hegesztéshez is... no nem eltúlozva.Picit más...sajnos nálam tapasztalat, hogy nagyon kis huzalsebességnél már nem egyenletes az előtolás és ez a hegesztésen is észrevehető. Nem tudom más tapasztalta ezt?
Szerintem Csikarc kolléga tudaj a megfejtést, csak sajnálja tőlünk az infót. Amúgy egyértelmű hogy a gép végzi az impulzusüzemet, nem a hegesztő keze. A beolvadással igazad lehet. El kellene menni valami továbbképzésre ebben a témában.
'Ebből pedig következik hogy nagyobb felületen olvasztja meg az anyagot, amit ép hegesztünk.' Ha hegesztésről beszélünk , és nem valami vékony anyag taknyolásáról , akkor a beolvadási mélység az amivel foglalkozunk . A szélesség a hegesztő kezében lakozik ! A co a nagyobb beolvadási mélysége miatt jobb a kézi bevontelekródás hegesztésnél . Persze nem csak emiatt ,de ebből következik még néhány előnyös tulajdonság .
Mostanában nem olvastam utána, de amikor megvettem a CO2-es gépet, akkor olvasgattam mindenféle hegesztési eljárásról. Jelenleg csak az AWI hegesztés az, amit tervezek még ebben az évben kipróbálni, megismerkedni vele. (Egyre több kacatom van az egyik kis gép ötletemhez, de ott alu, üvegszövet és poliészter gyanta kombót akarok majd alkalmazni.) Ha te ismered az analógiáját az impuzusüzemű hegesztésnek, akkor oszd meg, mivel én is kíváncsi vagyok, csakúgy mint Jani. (Bár az én gépem nem tud olyat, de attól még a kíváncsiság nagy úr. )
Józan paraszti ész és pár alap elektronikai ismeretből szerintem az alábbiak következnek, de javítsatok ki, ha tévednék: - Az ív hossza függ a két anyag távolságától és annak potenciálkülönbségétől. - Az ív szélessége függ az ívban kialakult áramerősségtől és a közegtől (amiben kialakul). Ha igazak a fentebbi állításaim, akkor az lehet a magyarázata az impuzus üzemű szebb és szélesebb ívnek, hogy impulzusszerűen megnöveli a kimeneti feszültséget, de mivel ott már volt egy alap ív, emiatt az áramerősség fog impulzusszerűen megemelkedni, ebből pedig kövekezik hogy az ív szélessége is impulzusszerűen szélesedik majd visszaáll eredetire. Ebből pedig következik hogy nagyobb felületen olvasztja meg az anyagot, amit ép hegesztünk.
Ahogy Jani írta, az utolsó hegesztés szúrta nekem is a szemem, 7:23-tól. Ezt a videót nézd meg, az ő videóiból szertintem érdemes tanulni. 3:03-nál van egy technika, 3:22-nél peig a varratkép. Nem olyan mutatós. Aztán 3:30-nál van egy, az előzőhöz szerintem nagyon hasonló verzió és 3:40-nél a kettőnek a csiszolata. Látni a különbséget.
Nyilván nem szép és érdekes is a mozgatás technikája a manusnak. De én azért tettem közzé itt is a videó mert demonstrálja az impulzus feszültség különbséget, ami akár "fülre is látványos".
Tegnap néztem . Az utolsó tompahegesztésnél ott határozottan látni véltem a lukat a gyökben , csak pakol a tetejére púpot ... Nem vagyok gyakorlott Co technikában , de pálcával tuti nem így csinálnám .
Nekem határozottan tetszik a videó tartalma és az is hogy mutatja a technikáját. Ha szerinted ez így nem jó, akkor megindokolnád hogy miért nem, illetve hogy milyen technikával milyen hegesztés megy át a "minősítésen". Szerintem a legtöbb hobbista szeret fejlődni ebben a témában is. Én mindenesetre nagyon kíváncsi vagyok a helyes technikára. (Bár amiket eddig hegesztettem, egyik se tört még el.)
Mechanikusan gondolom csak össze lehet építeni. Elektronikára kell valamilyen léptető motor vezérlő, meg minimálnak egy négyszögjel generátor egy nyomógombbal. Vagy persze szupi Arduino ami adja a step jeleket.
Arra lennék kíváncsi milyen motor van a huzaltoló egységen? Régóta gondolkodom egy léptetőmotor kipróbálásán de egyenlőre elképzelésem sincs hogyan lehetne összehozni egy előtoló mechanikával.
Világraszóló találmány szerintem!Csak beleköp a levesbe az, hogy az"elektróda" izzik "ív" pedig halad rajta az elektróda fogó felé! (Amúgy tényleg vicces dolog videózni gyerekes játékokat, jelen esetben egy csillagszóróval bohóckodnak fiatalok.)
Üdv Mindenkinek! Van valakinek tapasztalata önvédő (porbeles) rozsdamentes hegesztőhuzal használatával kapcsolatban? Pl. 308LFC-O jelzésű.
B.Zoltán | 1713
2020-02-21 15:49:08
[2152]
Igen a pisztolyt távolabb kell tartani, mint az acélnál, a visszaégés miatt is. 10 liter gázzal kezdtem most lementem 6 literre. Az elején az ember nem tudja, hogy miért nem jó, még a gáz tisztaságára is gyanakodtam. Nekem elég gyors előtolás kell, ha kevés akkor nem jó. Előmelegítéssel kezdjed, pisztollyal mérve 100 fok, mivel az Alu becsapja. Azt a kellemes zizegő hangot kell hallani, ha jó a beállítás, amit a cikkben ír az illető.
Szerintem én is átállok a PÜ válaszokra lassan, mint ahogy sokan teszik.
Azt egy másik pisztollyal hegesztem a gép saját előtolójával, azzal nincs gond. Itt most konkrétan az alu huzal és ezen előtolós pisztoly használatát szeretném kitanulni.
Üdv ! Tényleg egész jó a trafója ,megnéztem jobban . A 16 amperes bizti zavart kicsit ,de az valószínűleg lomha olvadó lesz . Jó hogy megosztottad a tapasztaltaidat . Láttam testközelből profi alu hegesztést avi val . Az azért megdöbbentő mit tud .
A te hegesztőd komolyabb, mint az enyém. Nekem kisipari gányolású van, trafós változatú. A pisztolyon a pozitív pólus, ahogy szokott lenni. 40000uF benne. Olvasom létezik Al áramátadó, de nem ettől lesz jó a hegesztés. Azért én is el gyakoroltam egy fél tekercset, de neked már nem kell. alu hegesztésről
 Én a saját karanténomon belül "harcolok" még. Most nagy hasznát vettem az átfordítható hegesztő asztalnak. Öt nap alatt ketten lazán lehegesztettük rajta a több mint 900 méter zártszelvényt. Csak a csiszolás kicsit már unalmas de már csak 8 darab maradt holnapra.(Vigyázzatok magatokra!
Én a saját karanténomon belül "harcolok" még. Most nagy hasznát vettem az átfordítható hegesztő asztalnak. Öt nap alatt ketten lazán lehegesztettük rajta a több mint 900 méter zártszelvényt. Csak a csiszolás kicsit már unalmas de már csak 8 darab maradt holnapra.(Vigyázzatok magatokra! )
)







 Csak beleköp a levesbe az, hogy az"elektróda" izzik "ív" pedig halad rajta az elektróda fogó felé!
Csak beleköp a levesbe az, hogy az"elektróda" izzik "ív" pedig halad rajta az elektróda fogó felé!  (Amúgy tényleg vicces dolog videózni gyerekes játékokat, jelen esetben egy csillagszóróval bohóckodnak fiatalok.
(Amúgy tényleg vicces dolog videózni gyerekes játékokat, jelen esetben egy csillagszóróval bohóckodnak fiatalok. )
)

