Köszönöm a gyors választ : Bizisten nem én csinálom . Egy 1.5*17mm es Ko szalag tompahegesztéséről van szó ami nem akar a barátomnak sikerülni ( Összetolja a szalagpárt ami ütközik és ahogy írod képes visszamozdulni .) Én arra gyanakszom hogy nem tud kialakulni a jó kontakt , vagyis nem alakul ki a megfelelő hegesztőáram . A trafó rövidzárási árama 11kA ( ! ) . Ahhoz jó kontakt kellene. Az iparban ( pl fűrész szalagok végtelenítése estén pneumatikus összeszorítást alkalmaznak )
Van hátra mozdulás "kerregéskor", ami bizonyos időpillanatokban elérheti a 4.5 fokot is az ütközőtől visszafelé mérve.
Egyébként szakmailag elég durva dolog ezt a hajtást ütköztetni, mert csak a statikus rázóerő elérheti a ~7540N erőt, amit a mechanikának viselni kell a golyorsó/anyástól mindenestül.
Egy barátom épít egy automatikát . Egy kb 12 Nm es motor direktben forgat egy 5 ös golyósorsót A driver árama a névleges áram mintegy fele ( szándékosan ) . A golyósanyás szán időnként (szándékosan!) ütköztetve van . Ilyenkor "kerreg " a motor . Arra lennék kíváncsi hogy a kerregésnél van e hátramozdulás és ha van, annak mekkora az értéke . Nem tudom hogy mekkora a mikrolépések száma de legyen pl féllépéses az üzem . Egy számolt érték : ha 1.8 fok a vissza -lépés akkor 25 mikron . Remélem Robsy is olvassa
dtb | 1922
2024-05-17 23:37:05
[6658]
Ezt már korábban kitárgyalták sokan, sőt, volt itt készült verzió is, amit lehetett rendelni a készítőtől (olvass visszafelé), de alapvetően egyetlen korlátja van ezeknek, a max. amper... Ha rákeresel az alin, kicsit drágábban ugyan, de vannak closed loop-os kittek, én azokat javasolnám inkább. A letilt gombot ismered?
Előzmény: Marosi István, 2024-05-17 23:12:40 [6657]
Na én pont ezért vásároltam egy spéci tengelyvezérlő modult. (meg más miatt is) Ez a szoftver már kitudja rajzolni a számított szerszámpályát meg a tényleges pályavonalat is ,( kell neki egy encoder ) így látható a különbség , főleg ara vagyok kíváncsi szabadon és terhelés közben milyen ábrát mutat. Sajnos az időhiány miatt még mindig nem tudok vele foglalkozni.
A körmös tengelykapcsolókra én azt tudnám javasolni: próbálkozni kell, van piros , sárga , és zöld betétes gondolom a rezgés elnyelő képességük sem egyforma. De láttam már olyat is amikor a motortartó konzolt is műanyagból csinálták. (de szerintem az öntvény is jó , annak is van rezgés elnyelő képessége)
Minden mérésnek van értelme, az üresjáratinak is. Ugyanis ha az egyik vezérlő/motor páros csak tized akkora rezonanciával működik, mint egy másik páros, az éppen 10-szer jobb.
A Robsy kinematikai mérőrendszerrel a hajtáslánc bármelyik pontján mérhetsz, pl. az elmozduló szánodat 1 kW forgácsolás közben is, na ezek az igazi valós tesztek.
Annak sincs akadálya, hogy rugózott gerjesztő rendszerrel mérjél be egy hajtást, hiszen azon a ponton ahol mérsz, a kapott út, sebesség, gyorsulás függvények mindig valósak lesznek a mérési hibán belül.
Az áram csökkentése nyomaték csökkenéssel is jár, így ez nem járható, ha szükség van a motor nyomatékára a hajtásrendszerben. A felbontás növelés csökkenti a rezonanciát, de 3200 step/ford felett már ez se segít sokat. A J-vel lehet még elhangolni, csökkenteni a rezonanciát, persze ennek meg motordinamikai képesség csökkenés az ára.
Szóval ha egy léptetőmotor vezérlő/motor páros adott sebesség pontokon berezonál, nincs könnyű dolgunk. Jobb eleve olyan "párost" keresni, ami minél kedvezőbb rezonancia görbét mutat a 0-3 1/s fordulatszám tartományban. A méréseim alapján ugyanis nagy minőségi különbség van motor/vezérlő kapcsán.
Az egy jó dolog. ha egy motort "kopaszon" vizsgálunk, de mi sül ki abból, ha a motor által egy rugózott pl. tengelykapcsolót egy tömeggel, ami szabadon áll és (rugózik) még nem is a tömegközéppontjában van megtámadva, gerjesztünk? OK.lehet valamilyen szinten modellezni, de hogy a valósághoz köze sem lesz, az garantálható...
Aki léptetőmotort használ a CNC gépében, jó ha tudja, hogy bizonyos motor fordulatszámoknál erős rezonancia jelenség léphet fel. Ezt a problémát mutatja az alábbi kép, ami a Robsy kinematikai mérőrendszer segítségével készült. Jól megfigyelhető, hogy ilyenkor mekkora sebesség kilengései vannak a motornak, így bizonyos időszakaszokban hátrafelé is forog. Ennek következményeként a megtett lineáris út is az adott mellékhajtás tengelyen erőteljesen hullámos, cik-cakkos lesz.
Közben meg ezeknél az eseteknél a vezérlésen egy szép állandó előtolási sebesség látható az állandósult szakasznál NULLA gyorsulás mellett. Mekkora hazugságok ezek , hiszen láthatjátok, pontról pontre minden változik, az extrém nagy +- gyorsulás meg csak igen ritkán nulla.
Szóval jó ha mindenki kb. tudja, hol vannak a léptetőmotor hajtásáú CNC gépénél ezek a kritikus fordulatszámok, és ezeket lehetőleg el kell kerülni, amikor használjuk a gépet gyártásra.
Scythian | 174
2024-04-09 21:06:53
[6650]
Üdv Urak! Volna valakinél elfekvőben néhány Berger lahr VD5 meghajtó, illetve VRDM3913/50 stepper? Toni
Motoros | 5101
2024-03-25 07:34:50
[6649]
Pedig létezik "tűpontos" bemérő eszköz. Egy ügyfél arra kért, hogy készítsek neki olyan 1/8 collos szárral, kb 10 fokos kúpszöggel "tűhegyes" bemérő eszközt amit befog a maró patronjába és X és Y irányba a munkadarabon meglévő jelölésre ezzel be tud állni sac/kb, optikai kukucskálós módszerrel. Még után is rendelt ebből a high tech eszközből mivel Z be beletörte a munkadarabba a keményfém hegyet
Sziaszto, valakinek van tapasztalata a hibrid szervóval kapcsolatban? A HBS86H-s szetteket nézegetem, viszont nagyobbacsak léptetőim vannak itthon. Van 'olcsó kinai' enkóderem is (még dc szervóval használtam), van esély, hogy működjön a HBS vezérlővel? Köszönöm..!
svejk | 33157
2024-03-21 09:16:00
[6647]
No de ugye a tűhegy nem egzakt mert az elméleti tűhegynek 0 az átmérője, egy precíz tűnek pár század, de egy zsákvarrótűnek akár 0,5 mm is. Ezért a Te írásodban furcsa volt olvasni.
A "tűpontos" egy általános kifejezés, amikor valami szabadszemmel is elég pontos dolognak látszik, kisebb az eltérés mint egy tűhegynek az átmérője.
Nyilván létezik az a mérőrendszer, pl.a Robsy lineáris vagy körmozgás kinematikai mérések is ilyenek, ami ezt számszerűen is kimutatja, persze a mérési felbontáson belül. Majd ezen méréseimről teszek fel képeket ide is.
Nem értem, miért macerás referenciát venni bekapcsolást követően. Én évek óta megvagyok ezen funkció nélkül is. Ha élesben tűpontosan vissza kell állni, meg vannak rá a bejáratott praktikák.
TBS-TEAM | 3006
2024-03-19 21:45:48
[6643]
Nem gondoltam volna, hogy több mint 430-an nézték meg a videót 11 óra alatt. Jól szórakoztam a mai napon, mégis csak József nap volt.
TBS-TEAM | 3006
2024-03-19 20:26:41
[6642]
A teszthez egy Mitsubishi FX3U PLC bizosította a Step jeleket és semmit sem babráltam el.
Gondolkozz el azon mennyire életszerü, hogy van egy CNC géped és van min. 3db hajtásod amin van 3db LED ami jelzi az egész lépés poziciót. A vezérlők a kapcsoló szekrényben vannak bezárva. (ott a helyük) Nem az asztalon. Futtatod a programot, műszak vége. Megállítod a program futását, mert még a felével sem végzett. Nekiállsz tengelyenként visszafele léptetni míg ki nem gyulad a LED egyessével (Dehát a szekrényben van ne felejtsük el). Hogyan rögzíted hogy hol jártál? Felirod a G kod sorát? Dehát elmozdítottad a tengelyeket így a G kod sor nem a helyes poziciót mutatja. Felirod a tengelyek pozicióját? Kikapcsolod a gépet. Reggel bekapcsolod.(Bízva abban, hogy nem mozdult el egyik tengely sem). Beirod a poziciókat és hagy szóljon, lesz ami lesz.
Miért kell neked itt folyamatosan szakmai butaságokat írnod? 1. meséd, tévhited: "A bekapcsolásnál vagy sikerűl a vezérlőnek jól elindulni ahogy te gondolod vagy nem."
Ezzel szemben a műszaki igazság: szinte minden léptetőmotor vezérlő H pozícióba áll bekapcsoláskor auto start logikájának köszönhetően.
2. meséd, tévhited: "a teszt videoban nem a leggagyibbat használtam mégis 1-2 egész lépést is képes volt ellépni bekapcsolásnál"
Ezzel szemben a műszaki igazság: És??? Persze, hogy ellép, ha nem a bekapcsolási H ponton kapcsolod ki, mert elpiszkálod a teszthez nem is tartozó idétlen step jeleiddel. Azt bezzeg nem fogtad fel, pedig még szabad szemmel is látszik a videódon is, hogy 2 vagy több egymást követő bekapcsolási pozíció, tűpontosan azonos, mert világítani fog a H Led, ha van ilyened is hozzá. Ha meg nincs hozzá ilyen kijelző, attól még a vezérlő teszi a dolgát, és H-val indul a bekapcsolást követően. A beírásom lényege pont az volt, hogy mekkora segítség tud az lenni az egész CNC használatunk során, ha ezt a VALÓSÁG pozíció állapotot egyből látom is Led-en.
3. meséd, tévhited: "hogy megállapítsam, hogy HOME poziciót fel kell venni, nincs mese, se mellébeszélés se semilyen hokuszpokusz kikapcsolás előtt."
Ezzel szemben a műszaki igazság az, hogy a vezérlő bekapcsoláskor mindig felveszi a H pozíciót, legfeljebb mivel eddig ezt nem is tudtad, nem is érted, így nem is használod ki ezt a tudását.
4. meséd, tévhited: "Ez a technológia ilyen tudomásúl kell venni ennyit tud."
Ezzel szemben a műszaki igazság az, bizony ez a H képessége a léptetőmotoros hajtásnak megvan, a mezei szervónak meg nincs meg, tehát többet tud ilyen szempontból. Azaz tévedés alapon lenézni ezt a "technológiát" nem kellne, mert pont ebben többet tud a szervónál (és még sok minden másban is).
Millió féle léptetővezérlő van olcsóbb drágább stb... Még egy gépen belűl sem egyformát használnak a legtöbbször. A bekapcsolásnál vagy sikerűl a vezérlőnek jól elindulni ahogy te gondolod vagy nem. a teszt videoban nem a leggagyibbat használtam mégis 1-2 egész lépést is képes volt ellépni bekapcsolásnál, hiába van belső hurok is benne, a video láttán semmilyen szögfügvény sem kell ahhoz, hogy megállapítsam, hogy HOME poziciót fel kell venni, nincs mese, se mellébeszélés se semilyen hokuszpokusz kikapcsolás előtt.
Ez a technológia ilyen tudomásúl kell venni ennyit tud.
Tovább gondolkodtam a kütyün. Tehát Tibor este kikapcsolás előtt kézi lépetetéssel kigyújtja a ledet és akkor utána kapcsolja ki a gépet
Robsy1 | 356
2024-03-19 16:24:55
[6635]
34 éve épp eleget eladtam (saját fejlesztésű motorhajtásaimban is benne vannak), imádják, akik megértették és nap mint nap használják, elég csak rápillantani program start előtt erre a picike LED-es VALÓS motorállapotot visszajelzőre. Persze ha te a csicsa képernyődnek hiszel, ami ugye elszakít az igazi valóságtól, az a te bajod.
Lehet hogy negyedszer, vagy ötödször is el kellene még neked is olvasnod az eredeti beírásomat.:)
Javaslom, hogy ismét fussál neki, és végre értsed meg, hogyan néz ki egy 2 fázisú léptetőmotor forgó mágneses erőtér rendszere a szinusz szögfüggvények és a microstep beállításokkal meghatározva. Utána majd a 3, 5, 7, ... fázisúakkal is megismerkedhetsz. Ekkor majd rájössz, mi is az a bizonyos Home pont, amire minden valamire való vezérlő odafigyel bekapcsoláskor, és adott esetben ki is vezeti ezt a kitüntetett H output állapotot. Ha pedig nincs kivezetve (attól még hajtáson belül ez a logika létezik), akkor jön az én ötletem (6617 bejegyzés), fejlesztésem, ami minden motorhajtásnál alkalmazható a leírt előnyeivel.
És kérlek, végre szakítsál azzal a gyakorlatoddal, hogy amihez nem értesz, arról ne is nyilatkozzál, előtte inkább kérdezzél, tanuljál, értsed meg a valóságot, és utána kezdjél el vitázni. Én is így indultam 40 évvel ezelőtt a motorhajtás fejlesztéseim kapcsán, nem olyan nehéz ám ez a folyamat, csak akarnod kellene, ha mélyebben érdekel egy téma. Ja és van még egy "titok": reális tudás szint felmérés, önismeret magadról, és amiről csak hiszel valamit, nem vagy a műszaki téma mélyebb szakértője, vagy nincs biztos tudásod, arról nagy magabiztossággal ne írj inkább semmit, mert ez a legrosszabb verzió.
Én is megnéztem ( kb 3 szor) Ugyancsak legalább 3 szor elolvastam Tibor alap beírását . Lehet hogy rosszul következtetek , valószínű azoknak való a kütyü akik olyan nagy munkát csinálnak amit este abbahagynak , reggel pedig folytatják. Ha este ég a led és reggel is akkor home olás nélkül folytatható a munka .(?) De mi van ha úgy áll meg a léptecs hogy nem ég a led , vagy reggel nem világít ? Akkorbizony gebasz van . Az is érdekes hogy az elv is el van árulva ( tehát utánépíthető ) Leadshine vezérlőknél Ia = Ib = Imax*gyök 2
Persze az sem elhanyagolható hogy este / reggel égő led esetén sem atombiztos a dolog .
Egy lyukkal többet kellet volna faragnod a kartonpapírra. A papír valamelyik sarkába kellett volna egy 5 mm-es piros LED-et integrálnod, amely random, de végtelen csicsás felvillanásokal jelezne...valamit.
Sajnálom, hogy a videoban akár 1-2 egész lépést is elugrik a léptetőmotor random, de ez a valóság. Fogadd el, hogy a video nem hazudik. A léptetőmotor ismeri a fizikát, mi emberek meg csak próbáljuk megérteni több kevesebb sikerrel.
Nem akartam leírni a következőt, mert nem akarok senkit sem megbántani, mert nem szokásom.
6617 írásodból én ezt szürtem le: Sajnálom, hogy te 30+ év fejlesztés kutatás után arra a következtetésre jutottál, hogy nem kell a léptetőmotoros hajtást a bekapcsolás után HOME pozicióba küldeni a hazudós vezérléssel, hanem csak egy LED visszajelzést kell figyelni ki/bekapcsolásnál és minden hepi, mert a led nem hazudik.
Még jó, hogy minden más gyártó aki léptetőmotorokat használ az mindig a bekapcsolás után HOME poziciót felveteti, hogy ne legyen ebből hibás lépés.
Még van esélyed sok tanulással, gondolkozással, hogy szépen lassan megértsed a 6617-es eredeti bejegyzésem műszaki lényegét, hiszen a videóid is a stepmotor hajtások Home pozícióképességét prezentálják.
Csak te még mindig nem érted, hogyan is működik igazán egy léptetőmotor és a hozzátartozó motorhajtás, ámde erre a téves tudásodra, hitedre építve vicsorgó ikonozol szokásod szerint. A kettő együtt durva dolog, mert az hogy nem értesz valamit, azzal semmi bajom nincs, segítek mindenkinek, így neked is a műszaki VALÓSÁG megértésben. De hogy a téveszméidre, téves tudásodra építve vicsorogsz, no ez a kettő így együtt SOK!
Léptető motor teszt, hogyan viselkedik a tápegység kikapcsolása és visszakapcsolása esetén.
Miért is kell HOME poziciót felvenni minden bekapcsolás után.
KoLa | 7598
2024-03-18 20:49:17
[6624]
Még az is számít hogy áramszünet esetén melyik irányban halt meg, a kottyanásos hajtásnál mindig újra kell hitelesíteni.
Robsy1 | 356
2024-03-18 19:58:39
[6623]
Igen, ahogyan írod, egyfelől igen a "vezérlőn beállított lépésszám határozza meg". Másodszor pedig az, hogy a kikapcsolási motor tengely szögpozíció a Home pozícióhoz képest hol volt (azonos volt vele, vagy eltérő, erről nem írtál semmit). Harmadszor pedig a gyártó cég dönti el, és közli veled a H fázishelyzet pontot meghajtó részletesebb leírásában.
A kétfázisú léptetőmotor vezérlőknél a gyártók két féle kitüntetett Home pontot szoktak megvalósítani. 1. A tekercs maximális áram és B tekercs nulla áram (pl. egyes Toshiba vezérlőknél van ez). 2. A tekercsáram = B tekercsáram = maximális áram * 0.7071 (pl. egyes Leadshine vezérlőknél van ez).
Kérlek világosíts fel .Jól gondolom vagy sem egy 200 lépés/fordulatos léptetőmotor kikapcsoláskor az aktuális pozicióban marad, bekapcsoláskor a vezérlőn beállított lépésszám határozza meg , hogy a tartómódban gerjesztett tekercsek mozdulnak vagy sem ? Nézd el kérlek ha nagyon pongyolán fogalmaztam, végső soron ez egy hobby fórum.
Másképpen látom ezt a léptetős poziciósdit. Egyébként a léptetőmotort amikor magára hagyod (kikapcsolod a tápfeszültséget), akkor megpróbál a legközelebbi teljes lépés pozícióba fordulni. Tehát a féllépés, vagy mégkisebb pozíció nem stabil ha megszünik a tápfeszűltség. Erre a program tervezésekor figyelni kell...ene. A vezérlők meg nem emlékeznek, hogy éppen milyen mikrostep pozicióban kapcsoltuk ki.
Ezért kell Home poziciót felvenni minden bekapcsolás után, és aki nem teszi meg az ne csodálkozzon az eredményen.
A Hobby vagy akár ipari jellegű CNC gépeiteknél sokan használtok léptetőmotoros hajtást.
Azt viszont már elég kevesen tudják, hogy ezen hajtás elektronikáknak van egy bekapcsolási HOME alapállapota, ami a microstep beállítások és controller IC típus függvénye. Ezt az állapotot egy LED is kijelezheti, ha van ilyen H pozíció outputja a vezérlőnek. Ha nincs, azokhoz a vezérlőkhöz kifejlesztettem egy kis figyelő áramkört, ami a tekercs gerjesztési állapotok függvényében kijelzi a H pontokat. Ez azért lehet fontos, mert nem kell "szórakozni, játszadozni" feleslgesen a ref. pont felvétellel, és nagy fokú biztonság érzetet ad a megmunkálási ciklusoknál, hiszen már egyetlen step jel eltérést (ami vezérlő program hibából is adódhat) is egyből a LED jelzés alapján észrevehetünk. Azaz reggel amikor bekapcsolojuk a gépünket és este amikor kikapcsoljuk elégedettek lehetünk, mert a H pozíció ugyanaz maradt. Természetesen ez a mérés csak relatív digitális elvű, de annak a valószínűsége, hogy éppen pontosan egy póluspárral eltolt azonos mágneses mezőt mutasson a LED (és ezáltal "becsapjon") az minimális. A vezérlő bizonyos ablakaiban úgyis szinte állandóan hazudozik nektek, azt meg gond nélkül el is hiszitek.
Majd a Robsy weboldalra is felkerül ez az új kis fejlesztésem a legközelebbi frissítéskor. Én egyébként 30 éve kihasználom ezt a visszajelzést, nagyon hasznos dolog még vezérlő program íráskor, fejlesztéskor is az abszolut pozíció konvergencia (kezdő és végpont koordináta azonosság) letesztelésére.
ANTAL GÁBOR | 4685
2024-03-13 16:11:58
[6616]
Pont tegnap nézegettem egy klaviós motort. nekem szimpatikus volt ( 70 volton ) https://www.klavio.hu/custom/klavio/image/data/srattached/0f6e811a23816e4a6102b0e61a0c5c9e_86CM85.JPG
Robsy1 | 356
2024-03-13 13:19:15
[6612]
A 8.7 Nm-es motorjaidnak mi a típuszáma, ha nem titok? Mert egy ilyen motor M/n jelleggörbéje elég meredeken zuhan már 300 rpm körül, ez neked nem okoz gondot?
leírom itt is a tapasztalatomat valakinek hátha segíteni fog.
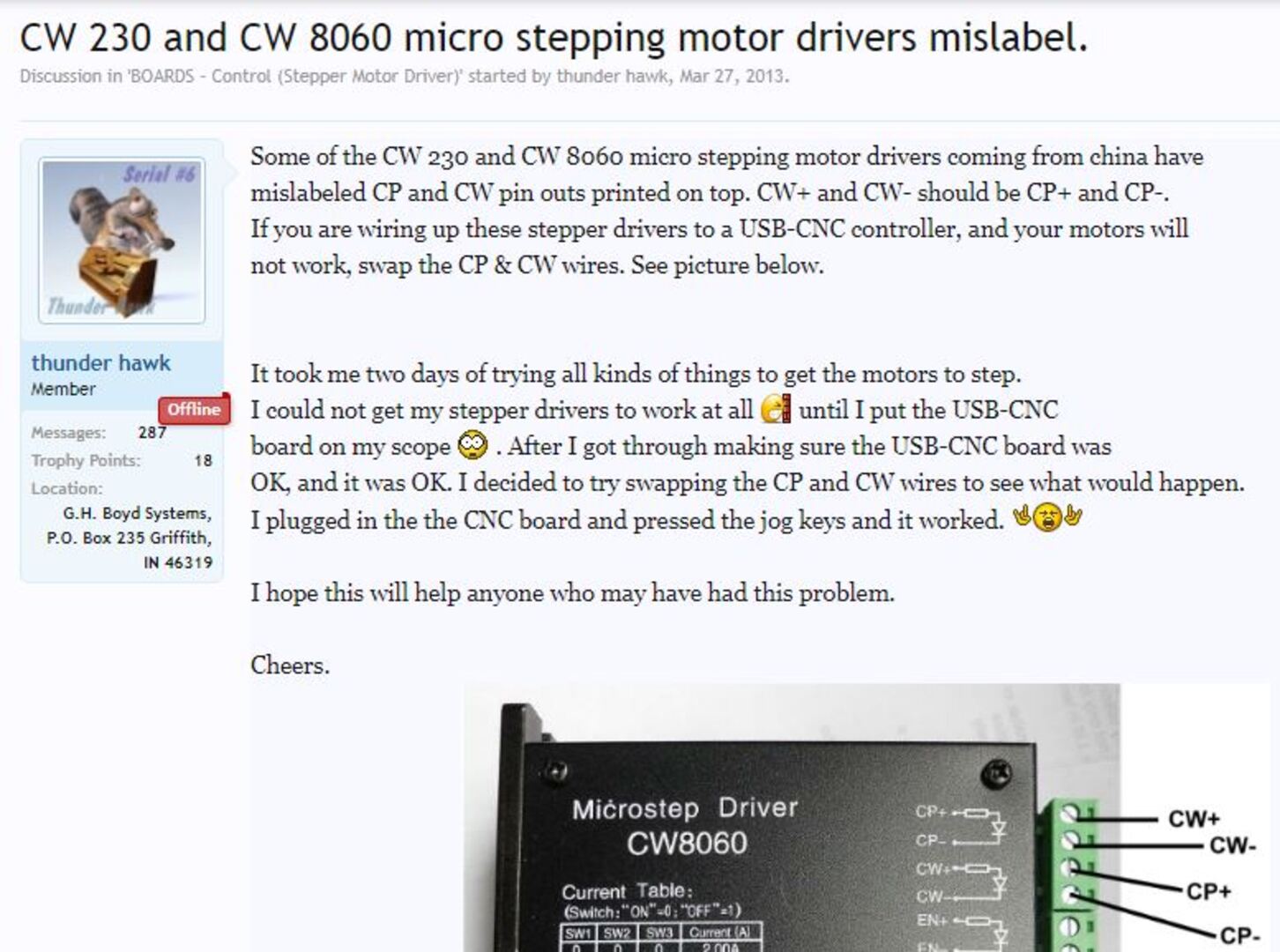
CW8060-as léptetőmotor vezérlőket építettem be a marógépem 8.7 Nm-es motorjaihoz.
Egy hétig próbáltam életre kelteni a motorokat, de semmi!!!
Aztán megtaláltam a mellékelt képen olvasható bejegyzést 2013.-ból. (Az én alkatrészeim is kb 10 éve vannak a szekrényben...)
Megcseréltem a CW és a CP kivezetéseket és minden működik!
(...a vezérlőn lévő feliratok fordítva lettek rányomtatva...)
Robsy1 | 356
2024-01-27 08:37:18
[6610]
A lehető legegyszerűbb eset az, amikor csak egy step út/idő eseményeit kezdjük feltárni, és elgondolkodni ezen.
Felvetődik máris egy kérdés. Mi értelme, hatása van ebben az esetben a step/dir CNC vezérlő motor tuning, axis setup ablakaiban megadott sebesség és gyorsulás értékeknek? Segítek, SEMMI.


 , hiszen láthatjátok, pontról pontre minden változik, az extrém nagy +- gyorsulás meg csak igen ritkán nulla.
, hiszen láthatjátok, pontról pontre minden változik, az extrém nagy +- gyorsulás meg csak igen ritkán nulla.

 Ha élesben tűpontosan vissza kell állni, meg vannak rá a bejáratott praktikák.
Ha élesben tűpontosan vissza kell állni, meg vannak rá a bejáratott praktikák.