Azt kétlem hogy eldugult volna a fúvóka, mert az ha eldugul akkor magától 1 perc múlva nem dugul ki. Az simán csak egy vetemedési repedés, de mitől pont ott??? Se előtte se utána...
Pont egy ilyen szerkezettel kezdtem tanulni a FreeCAD animációt, ez még egyszerűbb konstrukció: https://www.youtube.com/watch?v=i5RGDXjuK3ohttps://www.youtube.com/watch?v=i5RGDXjuK3o
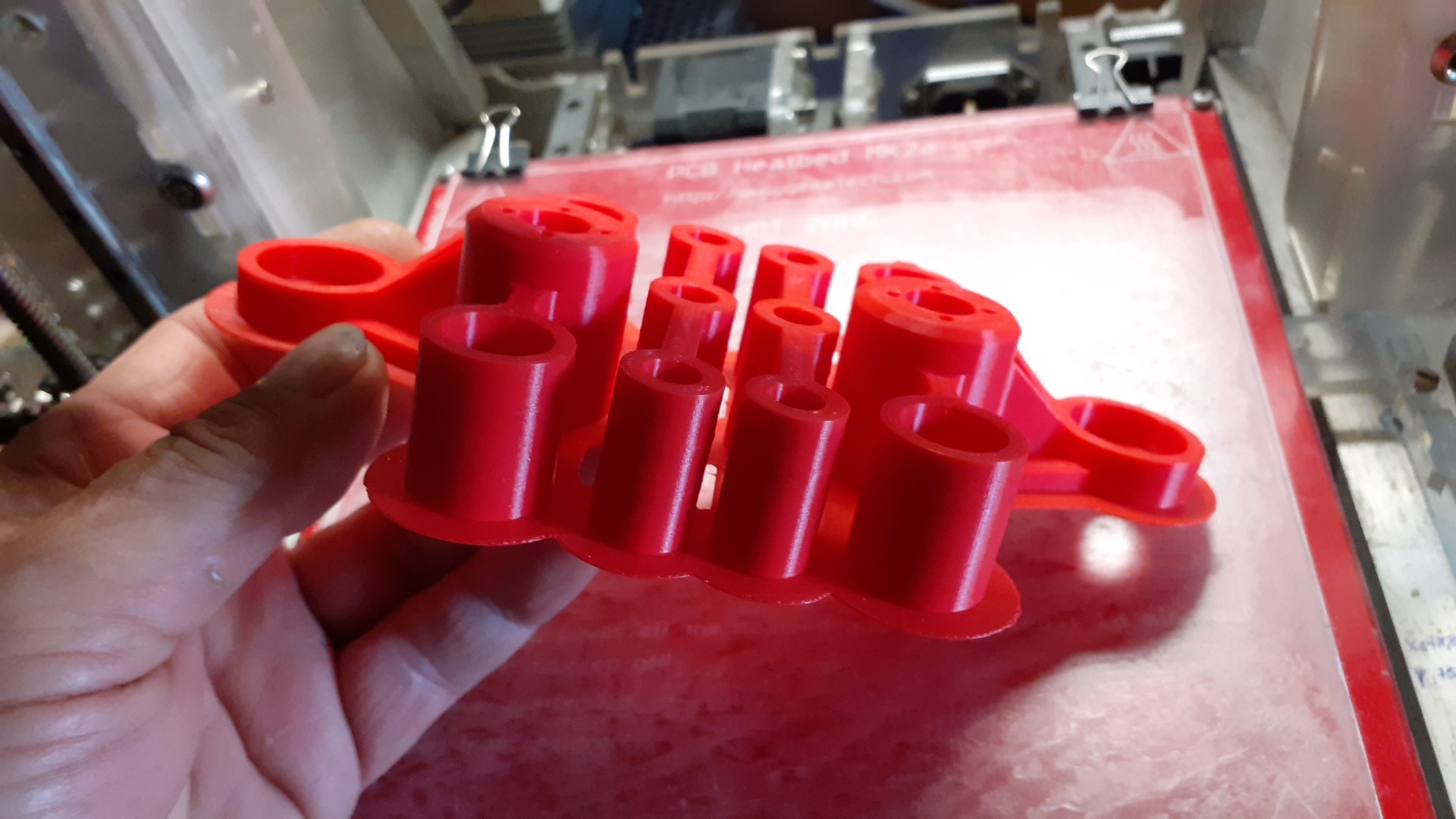
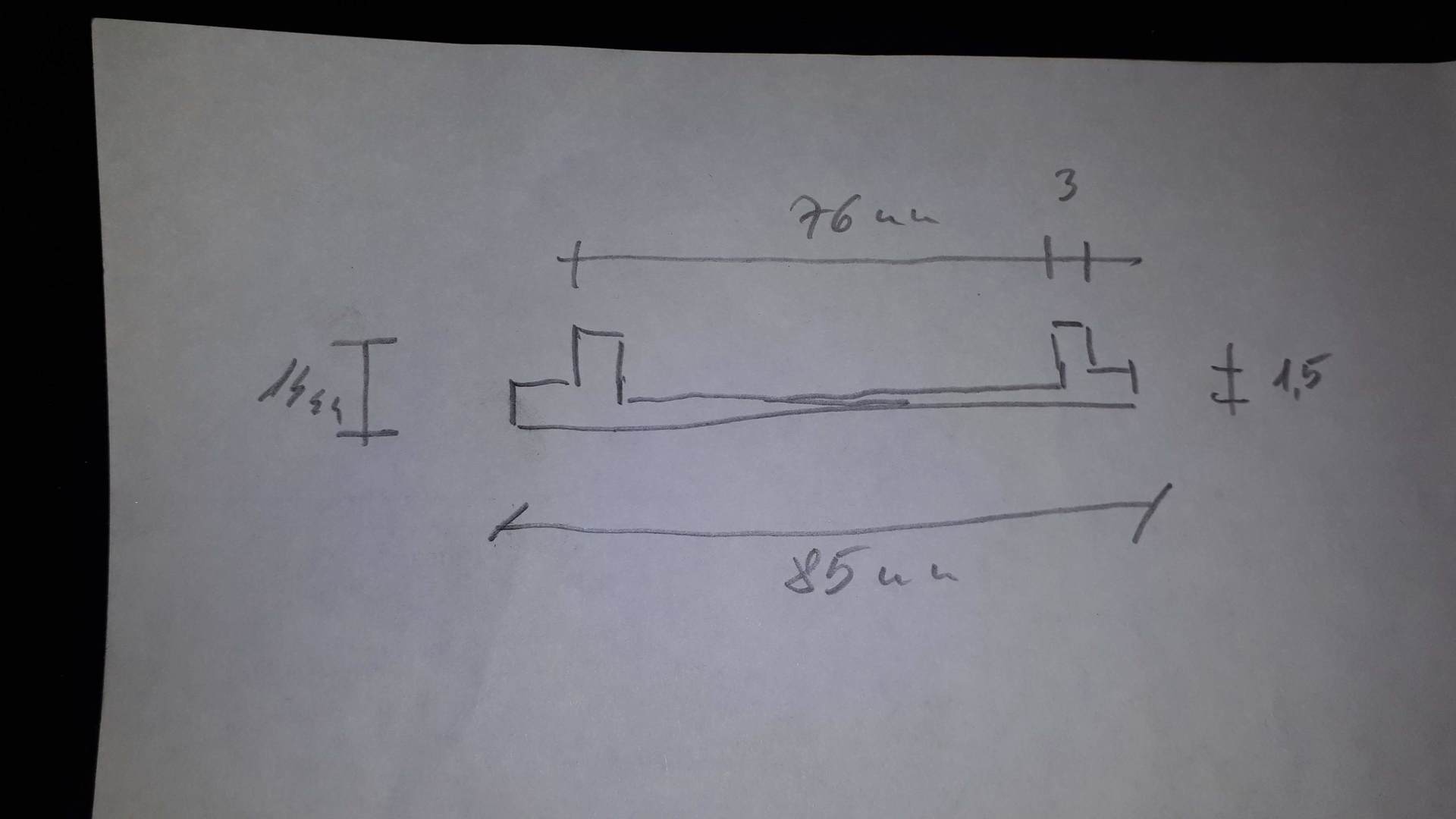
Üdv, én készitettem egy, - képességeimhez képest sikeres projektet egy papirhengerhez végdugokat. Küldök róla méreteket és képet, ha jü neked átküldöm a fijl-t.
Jenő Ps.: nem egy nagy durranás, de nekem oriási dolog, igy teljesen amatőr modon 70 felett, egy teljesen uj technologiában, nem megfelelő képzettséggel egy ilyet megcsinálni. Azota is csak a vállamat veregetem. Már fáj.
Ha elmondod milyenre gondoltál 2 perc alatt rajzolok neked egyet, feltéve hogy forgástestet szeretnél Illetve a méreteket is mond. Mekkora lyukba kell dugni meg milyen magas legyen kb.
Nincs valakinek valami egyszerű oszlop (kör alakú) végzáró/díszítő eleme? Valami egyszerűt keresnék, de nem sok mindent találtam, a tervezéshez meg most agyilag már zokni vagyok... STL please...
Mondom én a programozók szeretik A többi mérnök nem igazán. Vannak sokkal emberközelibb tervező programok is, ami természetesebb és intuitívabb beviteli felülettel működik. A végeredmény pedig ugyan az. Egy adatbázis a tárgy paramétereivel amiből ugyan úgy lehet rekonstruálni, vagy belemódosítani.
Na akkor látom van itt ennek az elborult dolognak is használója... Köszi a help ez. Nekem egyelőre tetszik ez az openscad dolog... persze lehet csak előbújt belőlem a programozó... Amúgy ha már van aki próbálta vagy használj, hogy hogy nem kapott a fórumon egy topic ot vagy miért nem találtam több hozzászólásban? ennyire elborult lenne? na majd ha több időm lesz ismerkedek kicsit majd jobban vele...
Ja neeem, szó nincs arról, hogy feladnám, nem olyannak ismertek szerintem. Privátban már kaptam ajánlatot szerencsére, remélem pár apró módosítás elég a boldogsághoz.
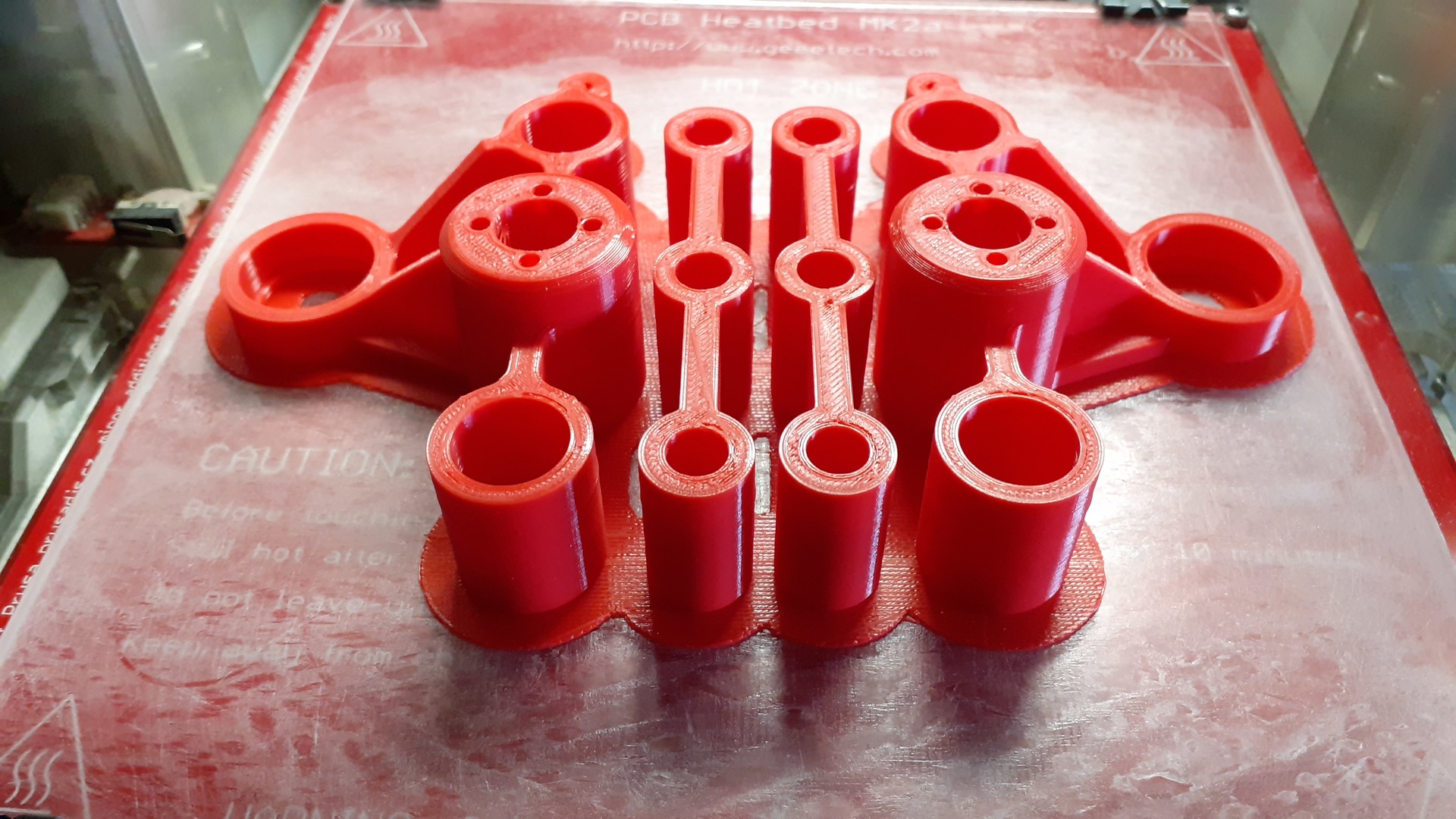
Egyébként ez a csodálatos forma inkább csak forgácsvédelemre lett kitalálva, valamint a léptecsek kábeleinek összekötésére.
Ne add fel ilyen könnyen Előfordulnak nagyobb nyomtatók is. Nincs gond a formával, csak a 3D nyomtatáshoz mint megmunkáláshoz tervezésnél vannak apróságok amit érdemes figyelembe venni.
Dobozt nyomtatni amúgy nem hülyeség. Egyik legjobb dolog amire használható a 3D nyomtató.
Tervezz 200mm kocka befoglaló méret alá, a legtöbb nyomtató munkatere ilyen méretű, több esélyed lesz, ennél a társaságnál Ezen felül add meg inkább a méreteket, és megtervezem neked nyomtatóbarát változatra. Pl a levegőbe nem nagyon lehet nyomtatni. Alátámasztással persze lehet, de gyenge lesz a csavarok helye ilyen vékonyra nyomtatva. 45fokban érdemes anyagot pakolni alá, akkor nem kell alátámasztás és erősebb is lesz. Vagy akár egy oszlop is lehet végig, a nyomtatónál nem kell így spórolni az anyaggal, mert úgy is üregesre nyomtatja. Plusz érdemes anyának a helyét betervezni, mert úgy tartósabb lesz. Persze ha csak egyszer rakod össze akkor jók facsavar szerű önmetszők. Metrikust nem javaslok, bár sokan terveznek ilyet de silány megoldás, mert könnyen elkopik, meg kiszakad a műanyagból.
ABS-re nem kell hűtés, vagy csak nagyon minimális. Ezen felül eldugult a fúvóka, azért hiányzik ott az anyag. ABS-nél előfordul, főleg ha hűtöd közben és 260fokra felfűtöd
Semmi gond, velem lehet vitatkozni Ugye ez úgy működik, hogy ki be kapcsolgatja a fűtést adott frekvenciával. Ennélfogva amikor bekapcsolt, emelkedni fog a hőmérséklet, amikor kikapcsol hűlni. Így hullámzik a hőmérséklet a beállított érték alá és fölé. A hullámzás mértéke függ a felfűtés sebességétől, vagyis ha gyorsabb a fűtés, nagyobb lesz.
Persze ha növelnénk a kapcsolás frekvenciáját, az meg csökkentené, de azt meg a vezérlő nem tudja, mivel az asztalfűtés hőmérsékletének pontossága annyira másodlagos, hogy erre nem pazarolnak túl nagy erőforrást, hiszen tökéletesen működik a bevett megoldás.
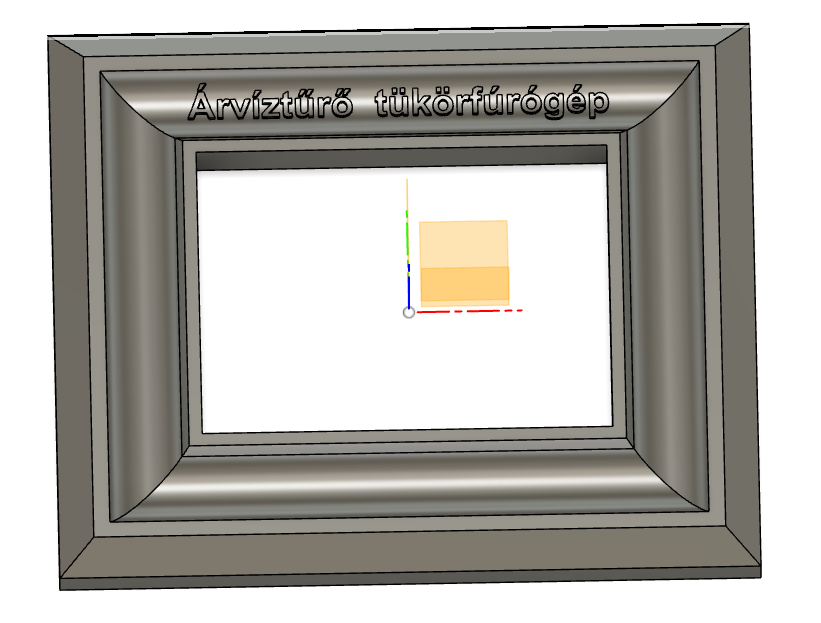
Ja, elborult. Kényelmesen használható alapból minden Windows font és style. Próbáld ki, másold be: text(font="TimesNew","ÁÍŐÜÓÖáépő");
Itt a Cheat sheet a Scad utasításokhoz: http://www.openscad.org/cheatsheet/index.html?version=2015.03 Itt csak rákattansz pl. a "text" példára, és elmagyaráz mindent. A text utasítás lehetséges paraméterei: text(t, size, font, halign, valign, spacing, direction, language, script)
Köszi a "segítséget". Igen tudom, hogy egyszerű dolgokat fusion 360 hamar össze lehet dobni. Itt mondjuk van egy kicsit kónuszos hátlap ami a fényképet tartja és bepattan az előlapra. Biztos az is hamar megy f360 ban, de ha van egy bonyolultabb model amit valaki már megcsinált scad ben paraméterekkel akkor csak gyorsabb ha openscad el csak a paramétereket írja át az ember. Sajnos a korlát az, hogy a magyar betükészlet korlátozottan támogatott... bár találtam ezt https://github.com/brodykenrick/text_on_OpenSCAD ez támogat már minden a winfoson levő fontot csak még nem egyértelmű a fügvények átírása.
Van itt aki próbálkozott már a thingiverse customizator nevű dolgával? Nekem teljesen használhatatlanul jelenik meg, csak egy keskeny sáv látszik belőle, a paramétereket még csak csak ki tudom tölteni ha sokat görgetek, de mikor elmenteném vagy legenerálnám az stl -t belőle akkor a felugró ablak meg sem jelenik.
Szóval a paraméterezhető scad file hoz letöltöttem az openscad nevű progit. Kerestem itt a fórumon, de nem nagyon találtam rá topic ot vagy hozzászólást. Pedig okos dolognak tűnik. Mondjuk egy két órám ráment, hogy azt a pár nekem fontos ékezetes betűt belevarázsoljam ebbe a tervbe : https://www.thingiverse.com/thing:54020
Szóval szeretnék érdeklődni hogy van e aki aktívan használja az openscad et és hogy van e valakinél véletlen kész magyar ékezetes fontkészlet hozzá, hogy legközelebb ha ilyet szeretnék akkor ne kelljen órákat szívni az inkscape ben
sanyi | 1926
2020-04-28 13:39:38
[26711]
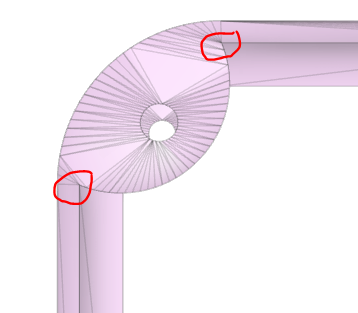
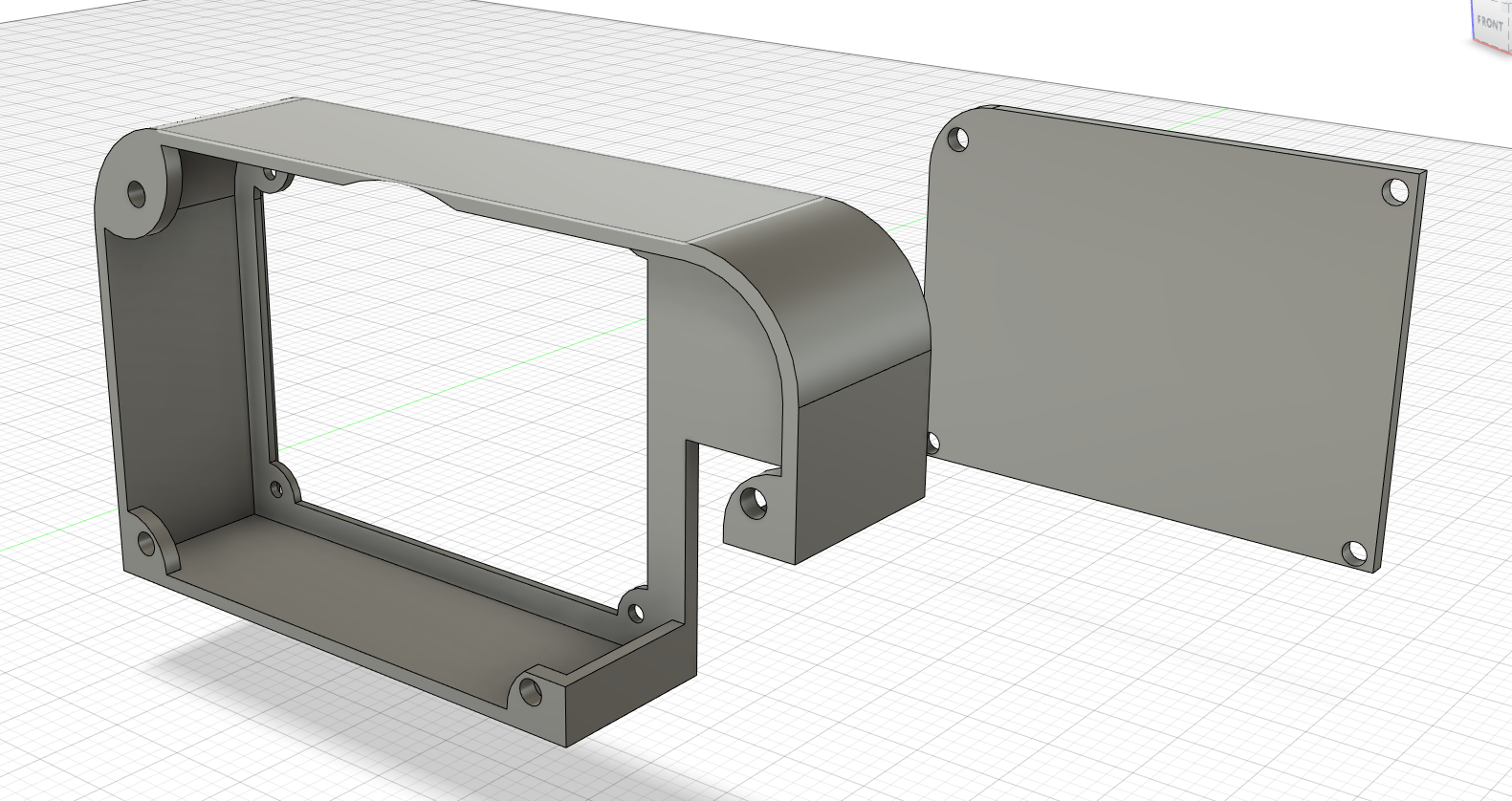
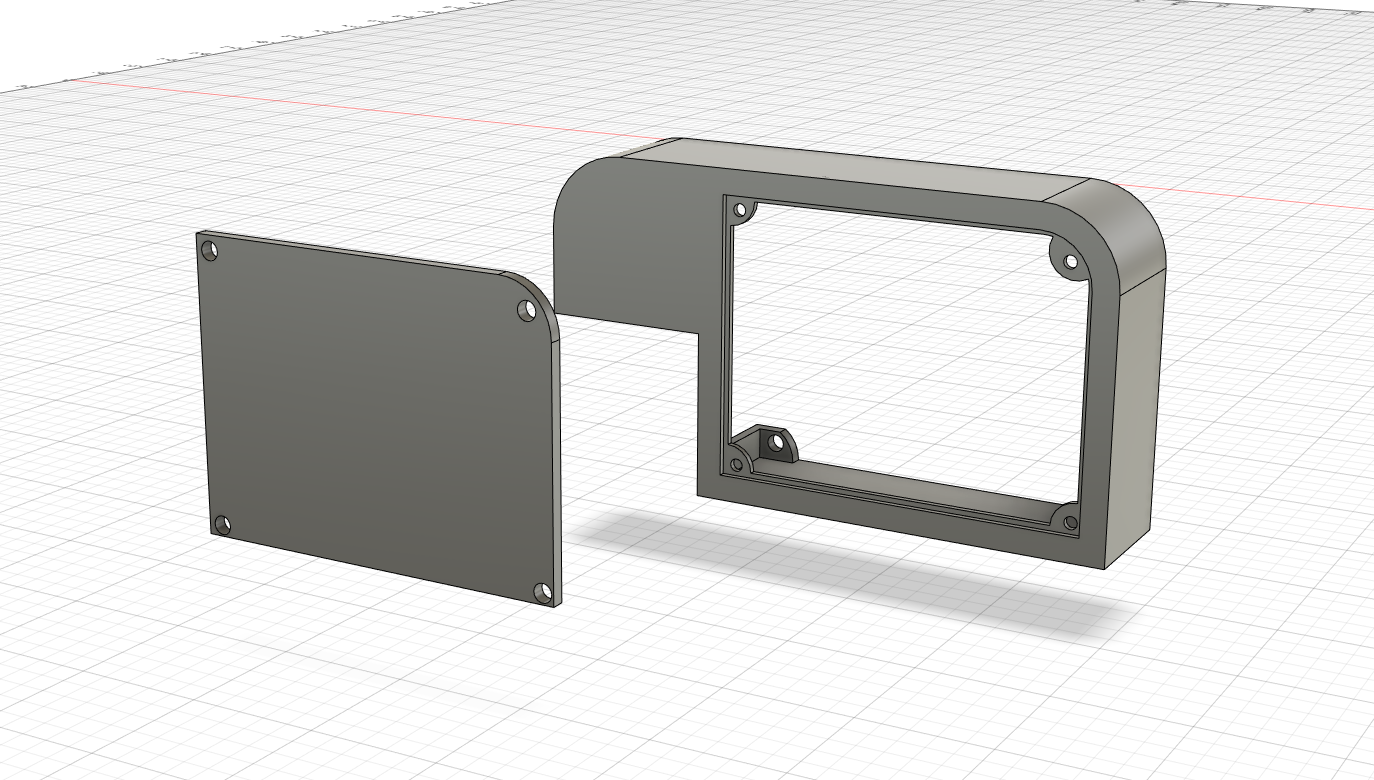
A 230-as méret a kritikus, esetleg elforgatva elfér, de ebben a formában nem túl nyomtatásbarát... Gondolom az a lekerekített téglatest egy fedél. Annak a nyomtatása nem gond, bár a furatok elég közel vannak a sarkokhoz. Én legalább 4-6 vonalszélességre (1,6-2,4mm) raknám, hogy legyen némi tartása... jelenleg ezek 0,7-0,8mm méretűek. Ha nincs útban másnak akkor érdemes lenne arrébb rakni... A fedél így nem lesz túl stabil kelle rá tenni egy keretet néhány mm magasat esetleg átlóban is egy rácsot.
A dobozt célszerűen a legnagyobb lapos felére fektetve kellene nyomtatni, a felső oldalon levő fülek alátámasztására támaszok kellenek, ez ugyan nem gond, de az eltávolítása a sarkokból nem egyszerű. Támasz kell még a doboz alá is ahol a fedél illeszkedik. Körbe a fedél belső felére sem ártana egy keret ami merevíti a szerkezetet. A kis füleknél kerülném az éles sarkokat, egy lekerekítés nem fáj a nyomtatónak.
Több órás nyomtatás lesz mindkét darab érdemes a lehető legjobb modellt elkészíteni mielőtt valaki nekiáll nyomtatni.
ki tudná nyomtatni valaki a képen látható egyedi dobozt? Természetesen fizetem a költségeket. Méretei a nagyobbiknak: 230mm*130mm Sehol nem találok olyan villamos dobozt, ami elférne majd a végleges helyén, ezért kénytelen voltam egy teljesen egyedit tervezni hozzá. A letölthető .stl fájlok 3D nyomtatásra
köszi, Gábor
Egyújabbgépépítő | 1297
2020-04-28 11:08:00
[26704]
Ha összejön a 30 Kg Bruttó 6.096 Ft/kg lenne az ára. Természetesen erre még jönne postaköltség aki nem tudja személyesen átvenni. Jó lenne ha valaki olyan bonyolítaná aki tovább tudja számlázni akinek szüksége van rá.
Pár hozzászólással elöbbre írtam, hogy tükrözve nyomigázik a gép. Most megfordítottam az Y-t így már jó lenne ha... nem a képeken lévő dolgokat csinálná azóta. Amelyik végkapcsóló közelebb van ahhoz megy homba nyomtatáskor és elkezd nyomizni, de nem oda ahova a szeletelőbe meg van adva. Gondóltam megvárom mi lesz belőle. Őő a 20x20x20 teszt kockából csinált 40x40x20 mint a képen is látszik. Miután végzett fogta magát és átment az asztal a másik helyzetbe. Na csak azért is megint elindítottam, hogy most hova rakja a cuccost. A második képen látszik a harmadikon meg hol kellene lenni. Na ilyenkor mi van? Már elmúlt április 1.







 35mm a cső, de az átméretezés nem probléma. Köszönöm!
35mm a cső, de az átméretezés nem probléma. Köszönöm!












 .
.
 Már elmúlt április 1.
Már elmúlt április 1.