Ha kettő vagy több ismert méretű etalonom eltérését megtudom mérni, és a mérés során az ismert differnciát mérem a műszerem skálája szerinti mikronra pontosan, és ezt a mérést és értéket minden mérés során reprodukálni tudom, akkor nem tudom hol a hiba...
Amúgy akkor egy kérdés. Ha egy 0 pontossági osztályú, mondjuk 1-es hasáb nem laboratóriumi temperált környezetben van, hanem 25 fokon 60% páratartalom mellett, akkor mennyivel nagyobb a hasáb névleges mérete? Továbbmenve... egy 0 osztályú 1-es és egy 1.005 méretű hasább közötti differencia mennyivel nő meg, ha szintén az említett környezetben mérem a hasábokat és nem laborban?
"Azt a hasábodat bele is dobhatod a forgácsoskupába!" Egyetértünk. Ugyanúgy azt is bedobhatod, amiről nem tudod, hogy milyen állapotban van. Nem tudom hogy feltűnt-e hogy pont a hitelesítés fontosságát is próbáltam hangsúlyozni?
"Ha a MOM-os öntvény állványom az óra 1 N-os mérőerő hatására deformálódik 1 mikront, akkor -nem is tudom- legyen a nevem Korda Benő..." Egy minőségi állvány nem fog. A gyengébb minőség fog.
"Innentől kezdve butaság azt állítani, hogy otthon nem lehet kimérni 1-2 mikronos nagyságrendet." Ki lehet, csak nem azokkal a műszerekkel, és nem a garázs sarkában.
"Ha valaki nekem azt mondja, hogy mivel nem temperált a laborom, ezért én fél századig vagyok jó mérésügyileg, kinevetem." Tehát akkor azt mondod, hogy temperálás nélkül mérsz a felsorolt műszerekkel, a műszerre jellemző pontossággal? Ez is egy megközelítés. Gondold így, nekem végül is mindegy.
Végül is a CNC vezérlések többsége is mutat 3 tizedest. Akkor az annyi. Szólj légy szíves az OMH-nak, hogy az összes temperált mérőhelyiséget azonnal zárják be, mert felesleges pénzkidobás! A műszergyártók 20°C-on garantálják a műszer hibáit. Mind hülyék ugye? Nem haragszol meg ha most én nevetlek ki?
Az új hasábok tűrését ismerem, köszönöm. Csak nem erről volt szó a beszélgetésben...
Én amúgy a halfőző bogrács mellett a füvön is tudok fél mikronokat mérni, mert a műszer mutatja.
Szakmám szerint gyártásinformatikai gépészmérnök vagyok, de ipari hidraulikával foglalkozom. Pár évet eltöltöttem szerszám- és készülék-tervezőként. Van egy "kisebb" műhelyem otthoni játszótér gyanánt. CNC esztergától a köszörűgépeken keresztül a helyzetfúróig van benne minden.
Két dolog miatt regisztárltam. Egyik az itteni "piactér". A másik meg, hogy szeretem az olyan helyeket, ahol sok nagy tudású és tapasztalattal rendelkező szakember van jelen.
31 éves vagyok és egy majdnem 5 éves kicsilány apukája.
Azt a hasábodat bele is dobhatod a forgácsoskupába!
"- állvány alakváltozás 1um"
Ha a MOM-os öntvény állványom az óra 1 N-os mérőerő hatására deformálódik 1 mikront, akkor -nem is tudom- legyen a nevem Korda Benő...
A "valamit, valahogy, valamihez" mérés alapja a hasáb. Az etalon. Innentől kezdve butaság azt állítani, hogy otthon nem lehet kimérni 1-2 mikronos nagyságrendet.
Nekem mondjuk van TESA GND 22-es műszerem. Az tized mikronos. Ott vannak az optikai üvegeim, a kalibergyáras mérőhenger, gránitok, 0-ás hasábkészlet, 7 köves mikronos Mahr órák, félmikronos Mahr óra. Ha valaki nekem azt mondja, hogy mivel nem temperált a laborom, ezért én fél századig vagyok jó mérésügyileg, kinevetem.
Ezt meg csak úgy, ha már szóba jött, minden mérést végző kollégának, egy mezei, de minőségi mérőóra hibáinak szemlétetéseképpen:
Jellemzők Tartomány:10 Tartomány/ford:1 mm Osztás:0,01 mm Skála:0-100 (100-0) Minden 1/10 fordulat:5 µm Minden 1/2 fordulat:9 µm Minden 1 fordulat:10 µm Hiszterézis hiba:3 µm Ismételhetőség:3 µm
Figyelj, én értem hogy temperált mérőlabor nélkül nem tudok ezredet mérni. Nem is akarok.
De te nem érted ha van egy mérő rendszered, (jelen esetben az órák összehasonlítása verte ki a biztosítékot...): tusírléc hiba 1um: És? Az mindig ugyanannyi. A mérési helyen ez nem változik. A lécen ugyanoda teszed a hasábot, az óra is ugyanazon pont felett van.
hasáb hiba 1um: Mérőhasábot használok, nem általam mart alaktalan vackot. Fogadjuk már el hogy az annyi. De bumm legyen benne 1 ezred.... És? Ez is mindig ugyanannyi, ugyanabban a pozícióban méred, a hasábot nem fogdosom, nem lehelem 1 cetiről.
mérőóra hiba 1um: A mérőórák hibáját nem tudjuk, pont ezt próbáltam egymáshoz képest - ismétlem, egymáshoz képest - kideríteni.
állvány alakváltozás 1um: igen legyen. Ha ráraktad az órát és beállítottad rugózzon be többet. Aztán "nullázod" az órát. Ilyenkor is beáll az állvány, a nullhibát korrigálod az órán. És ezt addig játszod amíg a tűrésen belüli a nullhibád. Igen ez a jelenség egészen biztosan megvan a mérőlaborodban is. És? Alátolod az órádnak a hasábot, majd ezt egy 1 századdal nagyobbal kitolod. Nem tudom elképzelni hogy a nyugalomba állt állvány órástul kutyagumistul számottevően rugózik. Oké egy ezredet rugózik, de az a második meg harmadik óránál is ugyanúgy rugózik...
Engedjük el ezt a főorsó hézagot, ezek szerint az egész forgácsoló társadalom feleslegesen próbálkozik ha nincs temperált mérőlaborja és hitelesített mérőórával. Nem lehet mérni.
Viszont nem engedem el az órás okfejtésem, és szeretném ha megmagyaráznád mi az elvi hiba abban, ha egy mérő rendszeredben a mérőhasábot mindig ugyanoda rakva, azon ugyanott tapintva 3 különböző óra jól indikálja azt a százados illetve 2 százados méret lépcsőt, amit a hasábokra van írva. Tehát nem konkrétan az a kérdés hogy az most 1,01mm vagy 1,012 esetleg 1,0096, hanem hogy az másfél vagy fél század méret változást mutat. Márpedig az egész mérőrendszer hibájával együtt, a méretlépcsőre minden órám ugyanazt a méretváltozást mutatta, maximálisan egy mutató vastagságnyi hibával (úgy gondolom ez a rendszer ismeretlen irányú hibája). És nem századnyi eltérésekkel, ahogy a főorsónál tapasztaltam. A szögtapintós is, és a jól működő századosok is.
Csak hogy idézzelek, ez volt az eredeti kérdés: ""A szögtapintós elmozdul kevebess mint egy fél osztást, a mikronos meg se mozdul." Egyrészt az a mikronos műszer rossz. Namost ezzel vitatkoznék, úgy tűnik két független mérőlaborban is tapasztaltuk ezt..."
"És ha ma akarunk főorsó hézagot mérni akkor mit csináljunk? Kerítsünk egy temperált labort ahova betoljuk az E2N-t?" Ha tényleg 5 ezredet akarsz kimérni, akkor temperálni kellene... Ha nem, kár vergődni.
"egymáshoz képest jól "mutatnak". Nem mindhárom különbözőt, hanem - a leolvasási hibán belül - ugyanazt. Ilyenkor nem tekintheted az óráidat egymáshoz képest jónak? Mi az elvi hiba ebben?" Az, hogy a többi műszer hibáját sem tudod. Mérsz valamit, tegyük fel, hogy egyezik. Boldogok vagyunk. De most akkor tényleg 5 ezredet akarsz állítani, vagy egy 3 óra által egyformán rosszul mutatott értéket? Erre írtam, hogy saccolni lehet enélkül is.
"Akkor ezt miért adja meg minden gépkönyv az adott gépre ha csak becsülni tudod?" Mert elméletben ennyi kellene hogy legyen. Ha nem ennyi, nem szavatolja a rezgésmentességet, valamint feltételezi, hogy a beállításhoz szükséges eszközök, körülmények megvannak.
"Egyébiránt itthon létezett több ezer m2 temperált szerelőcsarnok, ilyen célra. Mondjuk akkor és ott. Az 5 ezredet temperált helyen gond nélkül lehet tartani..." Igen olvastam róla, a Csepel művek területén volt a szerszámgépgyárnak. És ha ma akarunk főorsó hézagot mérni akkor mit csináljunk? Kerítsünk egy temperált labort ahova betoljuk az E2N-t?
"Pont azért, amit csinálni tudsz ez esetben. Mellé teszel még három műszert, aminek ugyanúgy nem tudod a hitelességét. Melyik lesz a jó? Az amelyiket két rossz egyformán mutat, vagy a 3.? " Megpróbálod a magad módján "hitelesíteni", de legalább az egymáshoz képesti hibáit kideríteni. Jelen esetben mérőhasábokkal. Oké, tegyük fel hogy a hasábod az adott hőfokon nem 1,01mm hanem 1,009mm valós méretben (nyilván ezt nem tudjuk kimérni). De ha mindhárom óra 1,015mm-t mutat (két osztás között félúton) - mert mondjuk a hőmérséklet nem megfelelő, és kalibrálva sincs, akkor ezt tekintheted úgy, hogy egymáshoz képest jól "mutatnak". Nem mindhárom különbözőt, hanem - a leolvasási hibán belül - ugyanazt. Ilyenkor nem tekintheted az óráidat egymáshoz képest jónak? Mi az elvi hiba ebben?
"Sehogy, mert házi körülmények között nem lehet. Százados órával becsülni lehet. Egy E2N eseténen ez kb. bőven elég is. Ha pontosabb kell, lásd fent." Akkor ezt miért adja meg minden gépkönyv az adott gépre ha csak becsülni tudod? (Igen, én otthon a felszerelésemmel tényleg csak becsülni tudom, ezzel egyetértek.)
De szerintem kicsit elkanyarodtunk az eredeti kérdésemtől, hogy az órák miért mutatnak mást a szögtapintóshoz képest.
Leírtam hogy hasonlítottam (akkor ne nevezzük mérésnek) össze az órákat egymáshoz és az általam etalonnak tekintett mérőhasábokhoz. Az adott környezeti feltételekkel, az eszterga ettől a helytől 2m-re, látszik hogy az órák egymáshoz képest is jól mérik az alájut tett etalont. Én úgy gondolom hogy ez már nem a valamivel valamihez mérés.... Ha szeretnéd megcsinálom ugyanezt 21 fokon, gránit lapon is, de nyakamat teszem rá hogy ugyanez lesz az eredmény.
Nos: A 1447-ben leírtam, hogy mikronokat kár mérni akarni, mivel értelmetlen. Ezt a gondolatmenetet vittem tovább.
"Úgy gondolom ha a mérőeszközöd és a mérendő rendszered ugyanazon környezeti körülmények között vannak (huzamosabb ideig), a jelen esetben bemutatott jelenségnek nem az a magyarázata hogy nem mérőlaborban vagyunk..."
Persze, nem kizárólag ez az oka. De ha ez így lenne, nem kellene hitelesíteni semmit... Nem rakjuk mérőlaborba a gépet, de ezredeket kb. becsülni se tudunk anélkül. Nincs ezzel baj, azt is leírtam.
"Mikor fogsz tudni egy főorsó lógást mérőlabori körülmények között megmérni?" Egyébiránt itthon létezett több ezer m2 temperált szerelőcsarnok, ilyen célra. Mondjuk akkor és ott. Az 5 ezredet temperált helyen gond nélkül lehet tartani...
""úgy sejtem, hogy egyik műszer sincs hitelesítve" Így van. És az miért baj?" Pont azért, amit csinálni tudsz ez esetben. Mellé teszel még három műszert, aminek ugyanúgy nem tudod a hitelességét. Melyik lesz a jó? Az amelyiket két rossz egyformán mutat, vagy a 3.?
"de ha a gépkönyv 5 mikront ad meg max csapágyhézagnak akkor azt hogy méred ki?" Sehogy, mert házi körülmények között nem lehet. Százados órával becsülni lehet. Egy E2N eseténen ez kb. bőven elég is. Ha pontosabb kell, lásd fent.
A pupitasz szöghibája egy alkatrész kiállításánál előnyt is jelent, ha a lehető legkisebb excentricitásra törekszünk, és nem a számszerű érték a fontos.
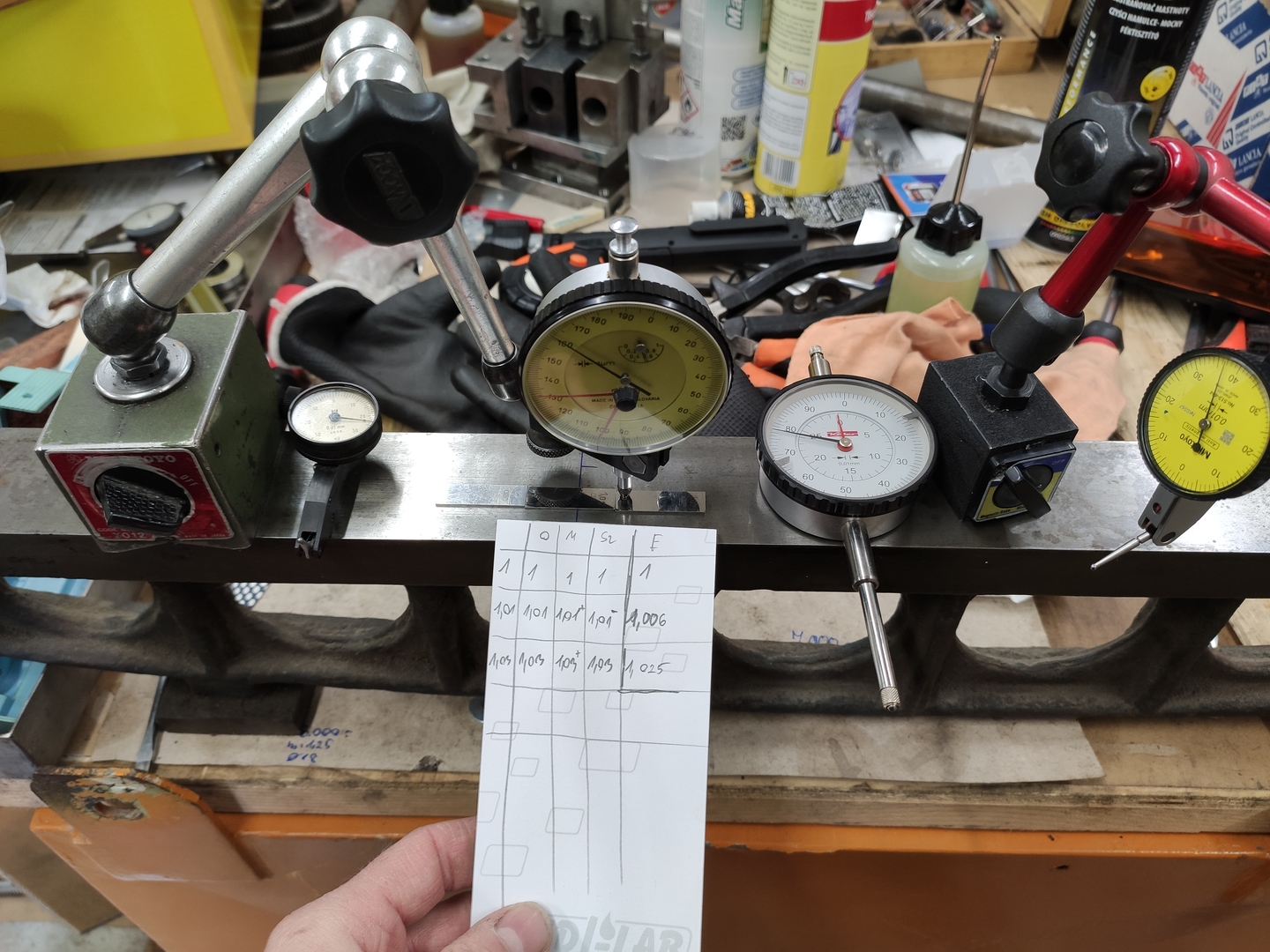
Ime az egyik óra "hitelesítésről" készült kép. Látni a rendszert és a precíz mérési jegyzőkönyvet. Itt épp egy kis fekete Orosz volt a szögtapintós, a karja abban a pozícióban állt ahogy levettem a főorsóról. Az M jelű a mikronos, az nem kerek valóban.
Ne haragudj, de továbbra sem értem a gondolatmeneted.
"a mikronos óra láthatóan akadozva jár, vagy az állvány mozog.(Még két másiknál is ugyanez a helyzet.)" Igen, a mikronosat elengedtem, de nekem nem az volt a kérdés jelen esetben. (A másik kettőt nem látom akadozónak, kézzel nyomtam egy vascsövet, nem mindig sikerült egyenletesen.)
"ezek nem mérőlabor körülmények" A gépkönyv szerinti "mérést" próbáltam megcsinálni. Ott egy szóval se írják, hogy vidd mérőlaborba a gépet.... Mikor fogsz tudni egy főorsó lógást mérőlabori körülmények között megmérni? Úgy gondolom ha a mérőeszközöd és a mérendő rendszered ugyanazon környezeti körülmények között vannak (huzamosabb ideig), a jelen esetben bemutatott jelenségnek nem az a magyarázata hogy nem mérőlaborban vagyunk....
"úgy sejtem, hogy egyik műszer sincs hitelesítve" Így van. És az miért baj? Nem a hitelesítő, mérőlaborban "mértem" 21 fokon és 50%-os páratartalomban... De nem is az volt a probléma hogy 3 vagy 4 ezred a lógás, hanem hogy a szögtapintós mutat 2 századot a többi óra meg fél század környékét. De pont emiatt próbáltam "hitelesíteni" az órákat a házi "laboromban": Stabil, tiszta (kővel lehúzott, lezsírtalanított) egyenes felületen, 3 db hasábbal. 1.000; 1.001; 1.003. Mivel nem új készlet, úgy választottam hogy ne kelljen összerakni a hasábokat egymásra. Figyeltem rá, hogy az óra merőlegesen álljon a hasábra, illetve az alapon ugyanott legyenek a hasábok. (Próbáltam az órák "előfeszítését" változtatni, illetve az óraállvány erőkarját is változtattam (hátha rugózik...), de ezek nem változtattak a mért eredményeken.) A leolvasás úgy történt hogy fa pálcikával az óra alá toltam a hasábokat, majd próbáltam "megnyomkodni a hasábot (kb egy mutató vastagságnyi változás volt ilyenkor ha volt egyáltalán). A "mérési" eredményeknél ami eltérés volt a hasábra írt értékhez képest az maximum egy mutató vastagságnyi volt, tehát mondjuk a kalibrálatlanság vagy leolvasási hiba miatti. Ennél többet nem tudok tenni, de szerintem elfogadhatjuk hogy az órák jól mutatják az alájuk rakott hasáb méretét, tehát azt az 1-2-3 százados különbséget.
"Az egyik műszer közel két századot mutat, ekkora különbség nem lehet, ha jó a műszer/állvány..." Erre válaszoltam több hozzászólásban. Talán most már értem.
"Ha most unatkoznék, feltennék egy normális mikronos műszert hogy lásd, hogy miről beszélek, amikor azt mondom, hogy otthon senki ne akarjon mikronokat mérni." Igen sejtem hogy ha csak ráfújsz változik az érték, de ha a gépkönyv 5 mikront ad meg max csapágyhézagnak akkor azt hogy méred ki? De kíváncsi vagyok mire gondolsz, ha tudod kérlek mutasd be, sokan tanulhatunk belőle.
"Az indikátor órák egy tengely mentén mérnek, itt kb mindig”valós” értéket lehet leolvasni. Ha ez a tengely nem is merőleges a mérendő felületre bejön pluszba a szár növelt surlódása is, + az óraállványt is rugóztataja." Igen tudok róla. Ugyan nem írtam, de figyeltem hogy az órák merőlegesen álljanak a tárcsához képest, és lehetőleg az alátámasztás (emelési pont) fölött legyenek közvetlenül. Továbbá arra is figyeltem, hogy ne szorítsam meg az órák szárát. Az állvány rugózását engedelmetekkel kizárnám, több állvánnyal is lett próbálva, csuklóssal, hagyományos karossal, és egy békebeli karvastagságú szárral rendelkezővel. Az állvány nem rugózhat 1-2 osztásnyit, ha ez teszi azt ki kell hajítani.
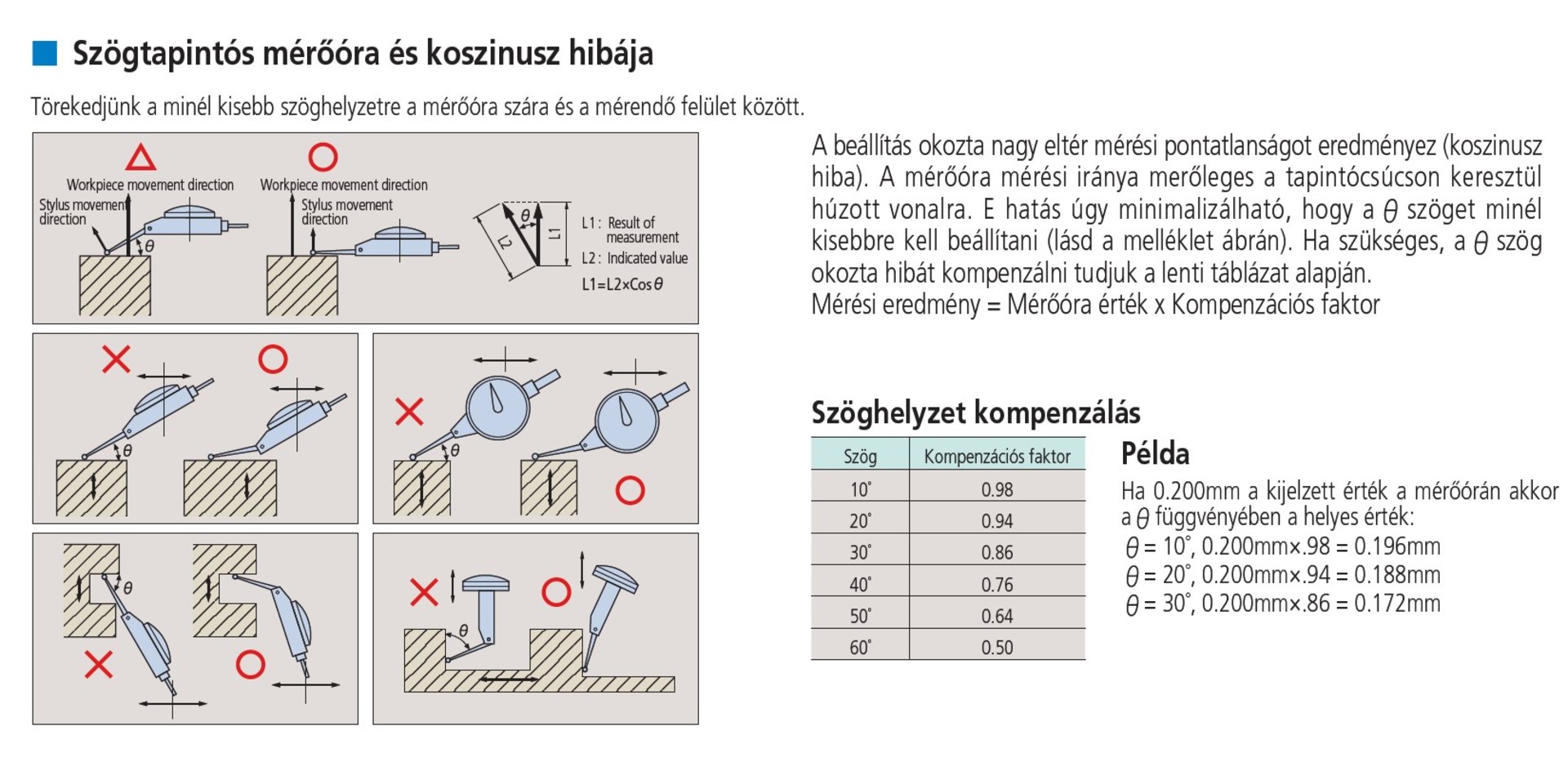
"Az elmozdulás iránya ideális esetben merőleges a pupitaszt karjára. Egyéb esetben nem a valós elmozdulást hanem egy torzított méretet mér, szög alatt. Nyílván bizonyos tartományban jó közelítéssel elfogadható amit mér, de minél meredekebben áll a karja az elmozdulás irányában, annál “nagyítottabb” értéket mérsz vele." Ezt nem teljesen értem. Ha szög alatt mérek nem kisebb értéket indikál? A papírjában szögfüggvényes szorzók rémlenek, de nem emlékszem pontosan. De ha ez így van akkor egy elfogadható magyarázat lenne a jelenségre.
"Plusz a mérőerő is megnövekszik, amit az óraállvány vesz fel, vagy szépen elrugózik az is." Feentebb írtam erről. A pupitasz kivételesen egy "kínai" (bár behántolt talpú) alu karos csuklós pici állványon van, de ugye az volt az én értetlenségem, hogy a pupitasz mutat többet.
- ezek nem mérőlabor körülmények - úgy sejtem, hogy egyik műszer sincs hitelesítve - a mikronos óra láthatóan akadozva jár, vagy az állvány mozog.(Még két másiknál is ugyanez a helyzet.)
Az egyik műszer közel két századot mutat, ekkora különbség nem lehet, ha jó a műszer/állvány... Ha most unatkoznék, feltennék egy normális mikronos műszert hogy lásd, hogy miről beszélek, amikor azt mondom, hogy otthon senki ne akarjon mikronokat mérni.
A jelenség egyik magyarázata: Az indikátor órák egy tengely mentén mérnek, itt kb mindig”valós” értéket lehet leolvasni. Ha ez a tengely nem is merőleges a mérendő felületre bejön pluszba a szár növelt surlódása is, + az óraállványt is rugóztataja.
A pupitaszt viszont egy karon mérő eszköz. Az elmozdulás iránya ideális esetben merőleges a pupitaszt karjára. Egyéb esetben nem a valós elmozdulást hanem egy torzított méretet mér, szög alatt. Nyílván bizonyos tartományban jó közelítéssel elfogadható amit mér, de minél meredekebben áll a karja az elmozdulás irányában, annál “nagyítottabb” értéket mérsz vele. Plusz a mérőerő is megnövekszik, amit az óraállvány vesz fel, vagy szépen elrugózik az is.
Ezekkel az eszközökkel igen körültekintően lehet csak abszolut értékben reprodukálhatóan mérni. És nem baj ha mindjárt 2-3 másik órával ellenméred az eredményt.
Nekem már többször előfordult, hogy kicsit erőteljesebben húztam meg az óratartó csavarját, és az óra lomhábban járt, azaz megszorult. Ez a szögtapintósnál nem fordul elő.
"A szögtapintós elmozdul kevebess mint egy fél osztást, a mikronos meg se mozdul." Egyrészt az a mikronos műszer rossz. Namost ezzel vitatkoznék, úgy tűnik két független mérőlaborban is tapasztaltuk ezt...
Ugyan nem tudok nyilatkozni a kolléga órájával kapcsolatban (na jó volt a kezemben, akadásmentesen és könnyen járt), de én 4 db hagyományos, könnyen-akadás mentesen járó, órával (a sárga mikronos) tapasztaltam amit leírt:
Mégpedig azt hogy a szögtapintós már régen mutat, míg a többi csak éppen mozdul. Ugyanezen órákat ellenőriztem százados hasáblépcsőkkel, ugyanabban a műlyehelyben, kb 10 percre a videó után, és minden óra jól indikálta a százados változásokat. Még arra is figyeltem hogy az előfeszítés kb stimmeljen a videón szereplővel (kipróbáltam kisebb előfeszítéssel a főorsónál, ugyanez a jelenség). Igen, nem az állvány rugózik, azt is cseréltem, teszteltem.
"A szögtapintós elmozdul kevebess mint egy fél osztást, a mikronos meg se mozdul." Egyrészt az a mikronos műszer rossz.
Másrészt házi körülmények között ne is vesződj a mikronokkal, nem tudod mérni, ha akarod sem... (Itt 1-2 századon belül még egyébként sem szokott különösebb gond lenni.)
Hosszirányban emeld, mert így nem pontosan arra mozdul, amerre kellene.
Úgy tűnik megvan. A mikronos óra mellé beraktam egy másik állványon a szögtapintós századosomat. A szögtapintós elmozdul kevebess mint egy fél osztást, a mikronos meg se mozdul. A szögtapintós mindig mozdul amikor a terhelést megkapja, mindig ugyanannyit. Ezek alapján szerintem a csapágyhézag 0.005mm alatt van.
Megnéztem a főorsó axiális játékát is egy finom kis koppintással egy gumikalapáccsal elől majd hátul a főorsón. Itt egy 0.001mm-t mutatott a mikronos óra axiális irányban a két irány különbségében. Szeirntem ez így oké.
Azért merőlegesen a főorsóra tettem a rudat és a terhet mert így könnyebb játszani a súllyal nem mellesleg nem az ágy fölött libikókázok vele.
Igen, az ágyon volt az állvány de nem hiszem hogy az egész főorsó mozdulna el az ágyazathoz képest a terheléskor.
szucst | 497
2022-02-06 15:32:17
[1443]
Háát, úgy kell érteni hogy a csapágy fészke az orsóházban pl ki van verődve, és mondjuk valaki előtted ügyesen visszaragasztotta a csapágyat… pl… Vedd le az első pajzsot és ott kezdj nézelődni. Ha mindig a legrosszabból indulsz ki sok időt megtakaríthasz magadnak, és sokkal ritkábban ér csalódás..
Ha nincs rajta akkor az olajfilm valóban többet számíthat. (megjegyzem a gépköny nem így mutatja a mérést, hanem a főorsó tengelyvonalának a függőleges síkjában van az erőkar)
Egyébként ahogy Szucst írta az órák egy idő után ellustulnak nagy lesz a hiszterézisük hiába mikronosak. Ilyen dolgokra sokszor a kis szögtapintósak a legjobbak, igaz azok általában csak századosak de egy osztás tört részét is jól lehet indikálni velük.
Alapvetően jó a mérési metódus, de vagy szerezz be egy másik “ideges” indikátorórát, vagy takarítsd ezt ki+vékony olajjal kend meg, mert ez akad. Belülről wd40 szokott javítani a dolgokon. Esetleg másik tartományán kell mérni, az is segíthet. (de Indikátorórád sohasem lehet túl sok, ilyenkor jó ha tudsz keresztellenőrizni) Ha ezek rendben vannak, kérdés még h nem e túl sűrű a gépben az olaj, meg mennyire hűvös helyen van a gép. Hideg/ meleg csapágyjáték értelemszerűen más. 120 fokonoént is mérhetsz - ugyanazt kellene mérned - de amit a másikon is írtak a csapágyra is rámérhetnél hátha az is mozog a helyén… Üdv: Tamás
E2N főorsócsapágy hézagellenőrzést szeretnék végezni, pontosabban végzem is.
1:4-es karon 7.5kg terhelés. Mikronos óra, kétfajtával is ellenőríztem.
Ahogy csinálom: Nincs terhelés az orsón, órán leolvasom az értéket, terhelést ráengedem, órát leolvasom, a különbség a hézag. Fordítok 120 fokot és megismétlem.
Így 0.002mm-t tudtam mérni.
Ez a metódus így jó?
Ha forgatás nélkül ugyanabban a pozícióban mérek egymás után akkor nem mutat változást az óra. Nekem erről az a sejtésem hogy mivel az első terhelés semleges pozícióból hézagmentesre húzza be a csapágyat, és a csapágy magától nem "rugózik vissza" semleges helyzetbe, csak ha fordítok a főorsón. Jól gondolom?
TROMF22 | 1511
2022-01-29 18:45:28
[1435]
Azért az elkuncsorgott öntődei selejtnél és a sütő serpenyőnél csak jobb. Gyakorlásnak biztosan megteszi. A zárványos részek meg kikerülhetők, kidobhatók. Úgy emlékszem, hogy olyan 200-300 mm hosszú 50-60 széles ~15 mm vastag hasábok kinyerhetők belőle.
Azért óvatosan használnám ezeket, mert nagyon rossz minőségű törékeny zárványos anyagból vannak. Szóval felfogó derékszöget már nem mernék belőlük készíteni.
A régi ENERGOMAT mosógépekben még öntvény az ellensúly. Bontásból, selejtből hozzá lehet jutni, és jó kis hasáb formák nyerhetők ki belőle. Ja és a csillapítás miatt sem kell aggódni, ezek már megkapták a természetes öregbítést!
Nagyon köszi mindenkinek a sok hasznos infót, mely most több újat mondott mint amennyit az elmúlt egy évben találtam. Nekilátok olvasgatni a szakirodalmakat, és igyekszem majd mihamarabb ki is próbálni az ott tanultakat. És jó lenne hamarosan találkozni egy hántoló workshopon.
Nekem van kétméteres . Elbírtam volna ,akkor még ,de féltettem azért vittük ketten . Szerintem néha kell ellenőrizni a naggyal is . Másolhattál volna szerintem róla egy filigránabb hegesztettet . Azt lehet ellenőrizni felhasználás előtt . Gondolom legalábbis .
Az is baj hogy b.szott nehéz. Tavaly volt egy csákó aki hidakat árult, vettem tőle egy másfeleset. Megérne egy misét a kisteherautónyi híd amiket az én körömmel együtt hozott, volt nála legalább 25-30 különböző méretű. És kettő kivételével mindnek volt gazdája aznapra... Na mindegy, lényeg az hogy pár hónapig pihent nálam, de be kellett lássam hogy azt egyedül nem tudom mozgatni, így árában ment el. Szerintem olyan méteresig még működik különösebb segédeszköz nélkül, de nem tudom elképzelni hogy egy daruval is akár mennyire macera hatvanhatezerszer festeni egy nagyobb léccel...
Jó lenne megnézni hogy lehet egy kisebb léccel nála hoszabb felületet jól megcsinálni.



 ...
... ):
): Mi az elvi hiba ebben?
Mi az elvi hiba ebben? Én tényleg nem értelek...
Én tényleg nem értelek...