A most benn lévő alapján ha mindenáron ívelt fogú kell, akkor nézz szét itt hátha van közte megfelelő. Kéreg edzeni kell a fogakat, és használod amíg tudod. Nem biztos hogy sokkal halkabb lesz. Ha működik az egyenesfogú kerekekkel, akkor használd így. Egyedileg legyártatni lehet többe fog kerülni, mint amennyiért a gépet vetted.
Van ebben logika. Végül is a gép koránál fogva lehetett korábban jó néhány tulaja. Sajnos volt olyan is, aki a kalapálásban látta a megoldást a problémákra. Amit lehet azért megpróbálom a lehetőségeimhez mérten rendbe rakni. Köszi a válaszodat, szép napot kívánok!
Nem értem a profiletolás hatását. Szvsz a 15 fogú kerék amíg kapcsolódik addig egy körül fordulásra mindig 15 foggal tolja el a lécet, függetlenül a léc és a tengely távolságától, vagy akár a profil alakjától. Jól gondolom?
Arra tippelek, hogy valamelyik korábbi tulajdonos magasítást készített elő. Ezeknél a furatoknál (menetelés után) rögzítette volna a közbetét lapot. Aztán a projekt befejezetlen maradt ...
Igazad van, elkerülte a figyelmemet hogy van az a 73/31 fogaskerék pár, csak az osztókörre koncentráltam. Pedig megnézhettem volna a gépkönyvben 30,017 mm az egy fordulatra eső út, ha normál fogazatú a 15 fogú kerék. Ez nem számottevő. Megmérem majd ha lesz időm hogy mennyi a valós elmozdulás.
Van egy új 15 fogú kerekem, akitől vettem jó régen,(ő köszörülte az E3N kerekeit a gyárban) mintha azt mondta volna hogy pontosan ki van küszöbölve az eltérés profil eltolással.Meg kéne mérni ezt az új kereket, bár a gépkönyvben nincs megjegyzés a profileltolásra vonatkozóan.
Egy kérdéssel fordulnék a tanult gépész kollégákhoz: Tisztítás, illetve karbantartás céljából szétszedtem az esztergám szegnyergét. A szegnyereg talpának felső részén van 14 zsákfurat, amiből 4 be van szegecselve. A másik 10 nyitott, csak szutyok van bennük. A furatok be vannak süllyesztve, de menet egyikben sincs. Mi a célja ezeknek a furatoknak? Valahol olvastam olyasmit, hogy esetlegesen beszorult forgácsok befogadása lehet a céljuk, de akkor meg az a 4 miért van beszegecselve? Furdal a kíváncsiság...
hostya | 3111
2021-05-30 22:00:02
[1267]
"És ezáltal lehet 30mm-es hossznóniuszt alkalmazni."
De ez a valóságban NEM így van..
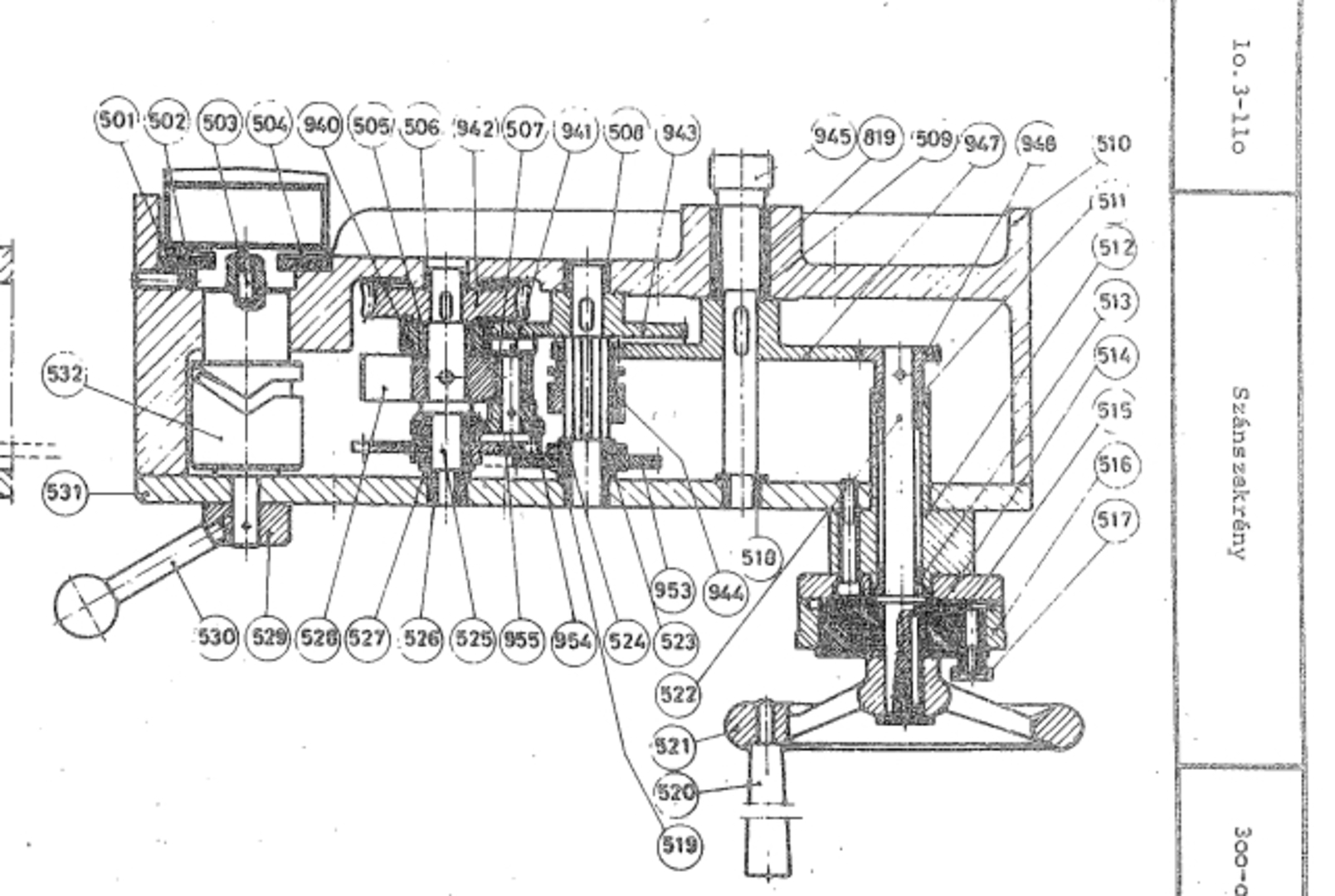
- Akkor lenne igaz az állításod ha a "hossznóniusz/skála a fogasléchez kapcsolódó fogaskerék tengelyén lenne, -de nem ott van- hanem a kézikerék tengelyén.. (kép1)
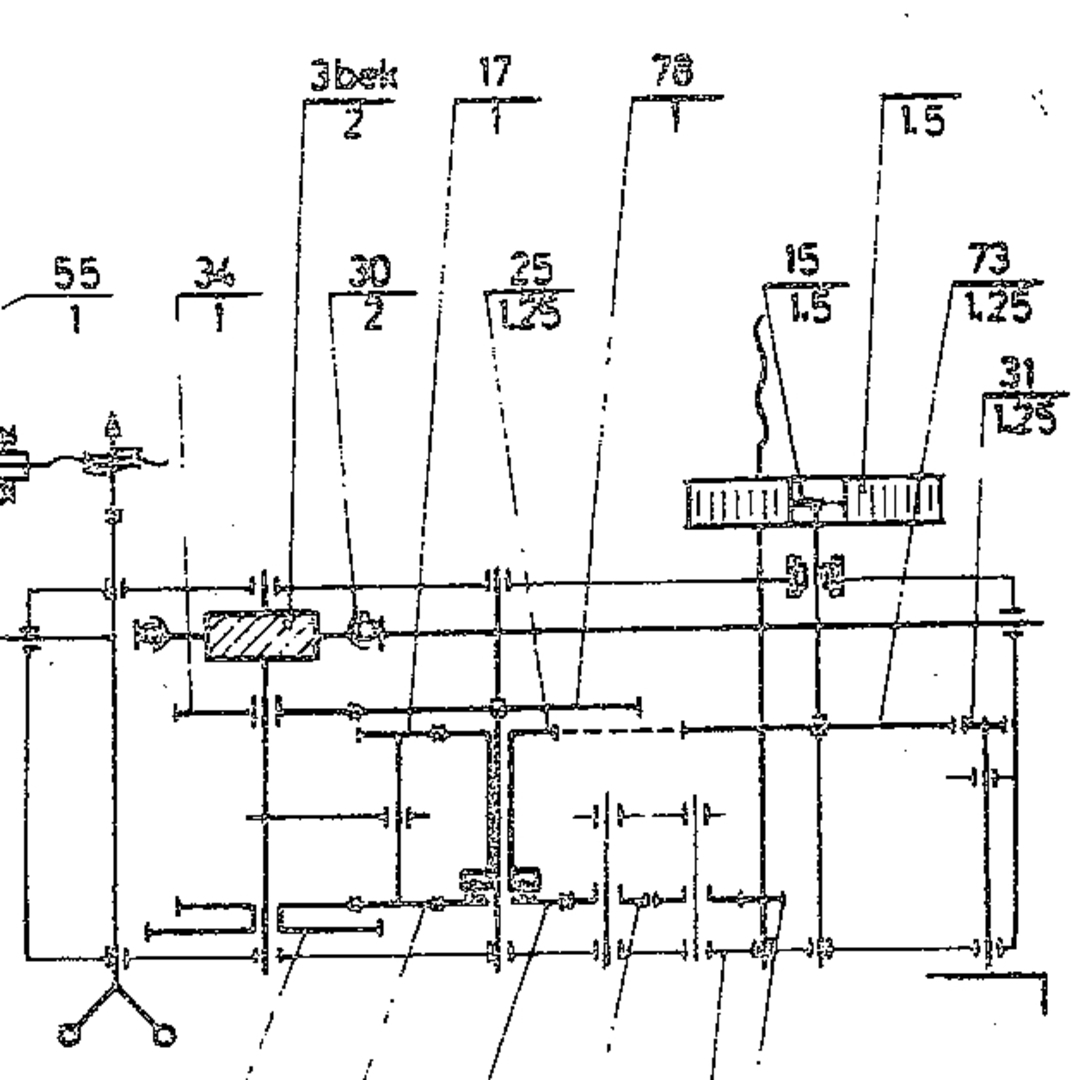
Az E3N gépkönyv kinematikai rajza alapján kiszámítható hogy a kézikerék egy(1) körülfordulásakor hány millimétert mozdul a hosszán.(kép2) Az is kiderül a rajzról, hogy a fogasléc és a hozzá kapcsolódó fogaskerék is szabványos 1,5 modulú..
Azért hogy legyen egy kis feladvány is...
-A kézikerék egy(1) körülfordulásakor hány millimétert mozdul a hosszán? (Nem kerek érték lesz az eredmény, de az eltérés elhanyagolható a hosszán esetén...)
Átgondoltam mielőtt megfogalmaztam, remélem nem írtam valótlant. De előfordulhat bármi
Neten találtam:
Az áttétel meghatározása:
Fogaskerékhajtásnál az áttételt a dörzskerékhajtáshoz hasonlóan határozhatjuk meg. Miután a két kerék az osztókörön gördül le egymáson, a közös kerületi sebesség itt alakul ki, tehát az áttételnél az osztókörök átmérőivel kell számolni.
A fogaskerék fogai az osztókör mentén érintkeznek egymással.
A szánkenő rendszere ki-be kapcsolható,egy rugós útváltó tolattyú vége ki van vezetve az előtolóház hátulján,ha kézzel benyomom akkor a hossz és a keresztszánt olajozza, nem egy meggyőző a működése... az ágyazaton látszik az olajozás,de a keresztszánra nem sok jut,(a szűkebb résbe nem akar menni az olaj ) ezért ide fúrtam be annó spec olajozó szemeketm. Ha nem ilyen a géped kiépítése akkor,jobb a tervszerű olajozás kézi módszerrel.
Egyszer láttam E2N fékdob esztergát, de sajnos nem emlékszek hogy ékléces volt-e. Régen volt már.
Egyszer találkoztam Gubics Bélával, (remélem jól írom a nevét) ő volt a szerviz osztály vezetője. Ő tudna minden ilyen kérdésre válaszolni.
Felvetetted a kérdést hogy át lehet-e alakítani éklécesre? Szerintem igen, csak kell hozzá szaktudás és pár pontos gép. Marógép, síkköszörű, szinuszasztal. Meg pl. valami régi öntvény amiből ki lehet vágni az éklécet. Aztán úgy megmunkálni hogy ne legyen benne feszültség, ne legyen görbe. Elég vékonyka, a mágnesasztal ereje is kiegyenesíti ha görbe. Ráadásul paralelogramma a keresztmetszete. És végül behántolni Nem csináltam ilyent, de nem is nagyon bánom, el lehet vele szórakozni.
Azért kerek 30 mm az osztókör, mert az osztókörön gördül le a fogaskerék, és így jön az ki, hogy egy teljes fordulatra a hosszán 30mm-t megy arrébb. És ezáltal lehet 30mm-es hossznóniuszt alkalmazni.
Nem gépipar, nem cnc, de hátha érdekel pár embert... Permetezni kellett... Volt három permetező is, természetesen mndegyiknek volt valami baja, a már bekevert permetlét alig bírtam elhasználni, közben rám meg több jött, mint ahova kellett volna... szóval berágtam, és szétnéztem, mit lehetne kezdeni, pláne, hogy ne nekem kelljen a kart idegbeteg módjára rángatva pumpálnom. Találtam az aliexpresszen egy igéretes DC 12V 60W 5L/min Agricultural Electric Water Pump szivattyút, ami a ferdeszemű szerint 8bár környékét tudja. Némi hezitálás után rendeltem egyet "több is veszett már Mohácsnál" gondolattal. Mikor megérkezett, gyors teszt, ali kivételesen nem hazudott, tényleg tudja a megadott nyomást, sőt, még beépített nyomáskapcsoló is van benne, amit a leírásban észre se vettem. Innen kezde először csak összeraktam provizor jellegel, a régi permetezőn a kézi pumpa helyére bekötöttem a szivatyút, és én voltam talán legjobban meglepődve, de szuper jó lett. Most hétvégén rászántam magam, szétszedtem, kipucoltam, összeraktam, és már csak az aksinak kell valami felfogatás, de jelentem, remekül működik! Egy rövid videót feltöltöttem a tárba, akit érdekel, itt tudja megnézni
Virbo | 1138
2021-05-27 13:02:20
[1258]
Igen, valószínűleg a magasított kivitel. Erre utal a szegnyereg alsó vastag öntvénye is. Továbbá siklócsapágyas, ez nem látszik a képeken, tehát egy korai verzió.
De érdekes hogy pl a kereszt és kéziszán is ékléces....
Visszaolvasgattam a fórumot, írtad anno h az EE400 on van szánkenő rendszer. Ha nem túl tolakodó, szeretnélek megkérni, tudnál pár képet feltenni a szánkenő rendszerről kb hogy nézett ki? Tefloncsöves / rézcsöves(?) hol mentek be az alapszán öntvényébe, elosztóról kép esetleg...ami kívülről látható... Akár ide a fórumra is lehetne, talán a többi fórumtagot is érdekelné egy ilyen rendszer “közelebbről”...
A széles és aszimmetrikus keresztszán felfekvő felület a fékdob eszterga kivitelre utal. De ezzel az olajzós lakatszekrénnyel még nem találkoztam.
Hossz nóniuszt láttam hogy készítettek utólag is, nem jön ki kerek értékre, de rövidebb méretekhez jól használható. Az E3N-nél már a fogasléchez kapcsolódó kerék osztóköre 30 mm (úgy módosították a profilt hogy kerek szám, 30 mm legyen az osztókör)
Ha mdf-nek hívják akkor is kisipari megoldás, nem méltó a gép igen magas árához. Ha csavarral van rögzítve és gumitömítés is van, akkor nem zörög a fémből készült sem. Könnyűnek meg miért kellene lenni?
Annyit pontosítanék, hogy nem pozdorja hanem MDF lap, és nem ajtó, hanem 4 csavarral és gumi alátéttel rögzített burkolat. Hátrányát nem látom ennek, viszont könnyű és nem zörög. Ha valamit módosítanék rajta az az ékléces kereszt és kéziszán lenne, a mostani sok csavaros helyett. És a központi olajzás legalább az ágyon, de a keresztszánon sem lenne baj
E2N-re keresek géptáblákat van itt olyan aki foglalkozik a gyártásával? Érdekelne egy komplett szett.
rejkov | 38
2021-05-08 19:28:27
[1246]
Sziasztok!
MSU250-essel kapcsolatban lenne kérdésem. Küzdök egy eléggé viharvert darabbal. Pár alkatrésze hiányzik, és visszafejtést/áttervezést igényel. Jópárat már kisakkoztam, de van egy kissé problémás darab.
Sajnos nincs információm a vertikálfej behajtó nyeles kúpkerék csapágyazási megoldásáról. Sajna hiányzik a csapágyház a vertikálfej behajtó oldaláról. Ez a tengely a mellékelt képen pirossal jelölt tengely. Egyszerűbb lenne terveznem hozzá egyet, ha volna némi információm, milyen lehetett eredetileg.
Ugyanez a tengely van az ME250-esben is, ha jól emlékszem. A csapágyház kialakítása nyilván más, de esélyes, hogy a csapágyak azonosak. Szóval az is érdekelne, milyen csapágyak vannak egy me250-esben ezen a tengelyen.
MEgköszönném, ha valaki esetleg tudna némi hasznos infót ezen megoldásokról.
Mivel a gép massziv szétbontás előtt áll, ha valaklinek esetleg kellene róla valami infó, akkor meg tudom nézni, amint odajutok a szétszedésben.
Előre is köszi!
nonopapa | 183
2021-05-08 08:08:27
[1245]
Sziasztok.
Nincs véletlenül valakinek "STRIGON 250 U" marógéphez villamos rajza?Csuhás mester könyvtárában talált "250-01" villamos rajza köszönőviszonyban sincs ennek a villamos szekrényével(vagy már átalakították volna az idők folyamán? mert gányolás sok van benne).
A probléma a következő:a gép átkerült 3 utcával arrébb.Főorsó indul,asztalmozgatások egyik irányban
sem indulnak el.Vill.szekrénybe a reléit nyomva indul,motor,erősáramú rész OK.Indító nyomógomjain
tápláltam 24V-al nem húz.Egy új relével próba--az sem húz.(????)Működtető feszültség kevésnek
tűnik,kb. 15-17 V.De a rohadt főorsóhajtás akkor miért indul el?????
Na itt egyenlőre feladtam.
szucst | 497
2021-05-07 15:26:32
[1244]
Szia,
A központi olajzásához: - Az olajzófuratok nem találkoznak a csatlakozó alkatrészek olajfurataival. - olajzófuratokba beletört fúrók... - az alapszánban nincsen minden olajzófurat végigfúrva A géptestben a váltó felett van elvezetve a "kos" olajvezetéke, rögzítőlemez kiesett, a fogaskerekek megették ezt a csövet. - az elosztókban a gumik le vannak tapadva, olaj nem nagyon jutott át rajtuk. Ennek folyamánya, hogy belejöttem a hántolásba. De ezen a gépen szerintem MINDENT LE KELL ellenőrizni, és javítani. Ha ilyened van, te is belejössz majd a hántolásba, ne aggódj:). A műszaki megoldások még nem is olyan rosszak, a kivitelezés az tényleg katasztrófa. A villanyig még nem jutottam el, az kb jó volt, egy két dolgot nem lehetett kikapcsolni, de ez szinte nem is hiba a többi mellett... Ha egyben lesz, nagyon jó kis gép lesz ez! Erőt kitartást neked is!
Én is most csinálom pont a gépem, de csak mechanikus és elektromos felújítás lesz. A geometriát nem bántom, hántolni nem tudok, megcsináltatni anyagilag nem éri meg. Így együtt élek majd a hibáival. Viszont elmebaj szerintem amilyen műszaki megoldásokat tartalmaz itt-ott ez a gép, az alkatrészek kivitelezésére a jó szó az igénytelenség. Az általad említett olajozás nálam is szar volt, és én is érdekesnek tartom, hogy nem állítható az alapszán ebben az irányban. Sok erőt és kitartást kívánok neked a feladathoz, szükséged lesz rá.
Sziasztok, Nemrégiben sikerült venni pár különböző méretű hántoló lapkát 10-30mm szélességig, viszont nincs mibe befognom. Mit javasolnátok, miből tudnék hozzájuk befogót készíteni? Sima laposvas jutott elsőre eszembe, de attól tartok az nem rugalmas, és meg fog hajlani. Van ötletetek? Köszi!
szucst | 497
2021-04-28 23:27:30
[1237]
Sziasztok,
Tanácsotokat, tapasztalatotokat, esetleg konkrét adatokat szeretném kikérni a következő témában: FUS-32 szerszámmarógépem teljes felújításával elérkeztem az alapszán(?) próbájához. Visszapróbálva a géptest vezetékeire , és a hátsó léceket(3.kép) összes csavarral felfogatva a szán(2.képen a géptest felőli oldala) négy sarkán mértem kvázi lógást / a csúszófelületek játékait. (Ld 1. kép) Amiért kérdezem, ez a rész nem állítható, össze van szerelve, és annyi amennyire behántolták. Minden más ékléces a gépen, ez nem. Node mennyinek is kéne lennie ilyen esetben a játéknak? Én 10..18 ym mértem a négy sarokban, nem funkciós felülethez képest "pajszerolva".(a századostól mindenesetre érzékenyebb ez az óra) Mivel most még hajlandó vagyok újra hántolgatni, inkább most mondja valaki hogy így tuti berág, vagy akár így nagyon fog lógni az egész. Lesz működő központi kenése (eddig nem működő volt...) az segít a dolgon. Mivel még jön a szánra 3..4 mázsa alkatrész, lehet a hátsó lécek deformálódnak is annyit hogy fent akár szoros is lehetne ( emelőorsó nem súlypontban van, "billen kifele"). A billenést az asztal csúszkáinak hántolásával vissza tudom csalni majd ha kell. Minden javaslatot információt megköszönök
jani300 | 12314
2021-04-20 23:21:47
[1236]
Igen szerintem van e3n is . Nem emlékszem ám mi lett velük , egy van még ,de nem tudom most az mibe való .
Úgy van, ahogy írtad. Az alsó leppelt fémfelület tükörként működik. Az optikai sík pedig az etalon. A kettő küzütt a fény nagyon sokszor ide-oda verődik és a kilépő sugarak interferálnak. Ezért láthatő egy sötét-világos csíkrendszer. Ha teljesen egyenes és egyenlő szélesek lennének a sávok akkor a fémfelület is nagyon sík lenne. Egy valamire való optikai sík legalább a He-Ne lézer hullámhossza (lambda=632,8nm) 1/20-nál síkabb, ami olyan 30nm. Egy jó optikai sík etalon legalább lambda/50--lambda/100 síkságú, azaz 12-6nm hullámosságú. A különleges fényforrás azért hasznos, mert az interferencia csíkok helyzete függ a fény hullámhosszától, a napfény 400-750(800)nm tartománya látható. Ez elmossa az interferencia csíkokat. Ha pl. kisnyomású nátrim lámpát használnak,akkor csak 589 és 589,6nm -es fény éri a felületet, a sávok sokkal jobban lesznek láthatók. Üdv.
Az optikai síküveg. A felület síklapúságát lehet azzal nézni az általa lefedett szakaszon. Ajánlott valami spéci lámpa hozzá (úgy tudom normál fénynél kevésbé látványos). A sávok helyzetéből lehet megállapítani a felületi hiba milyenségét.
Optical flat a kiinduló keresőszó.
Előzmény: Szalai György, 2021-03-23 19:25:35 [1228]










 Nem csináltam ilyent, de nem is nagyon bánom, el lehet vele szórakozni.
Nem csináltam ilyent, de nem is nagyon bánom, el lehet vele szórakozni.






