A másikba vágtam 2 ablakot, csak így szerintem nem lesz jó az áramlás, valószínűleg 2 helyen kell betöltenem az anyagot. Na meg kell egy nagyobb formázószekrény.
Ati | 1120
2019-12-10 21:55:35
[5427]
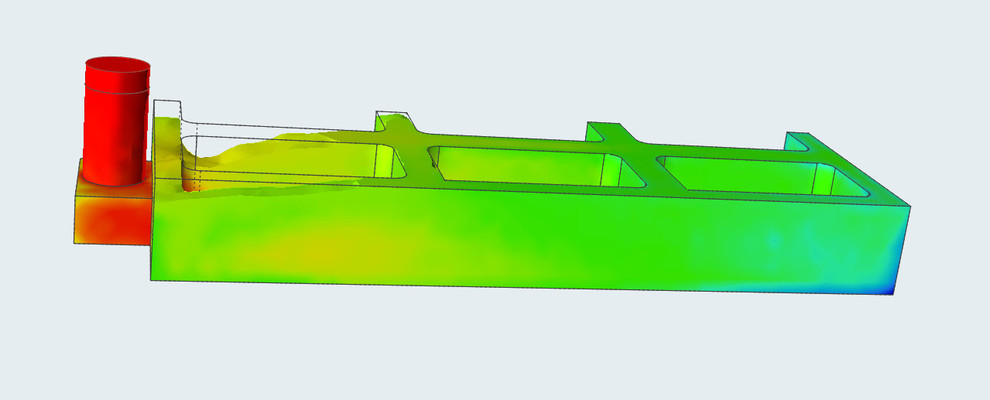
Ja és még itt van ez is. Ezt sem tudom fordítva önteni, de ha kivágom a tömör hátlap egy részét, jó lehet. Átlátszó lesz, kevesebb anyag kell.
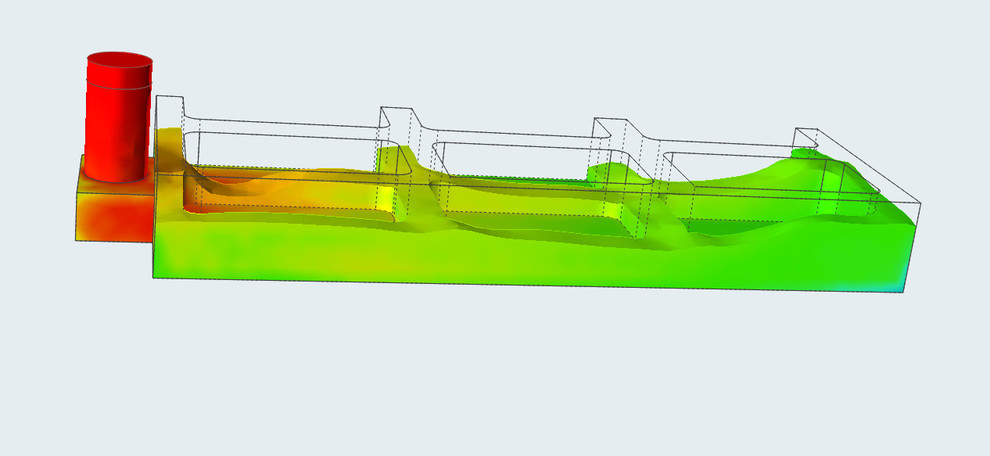
A képen láthatónál felfelé álltak a könnyítések, fentről lógott bele a homok és drótok voltak benn hogy ne essen le.A mostaninál ezt nem tudom megoldani mert 60mm mély, ez nem fog fent maradni az tuti.
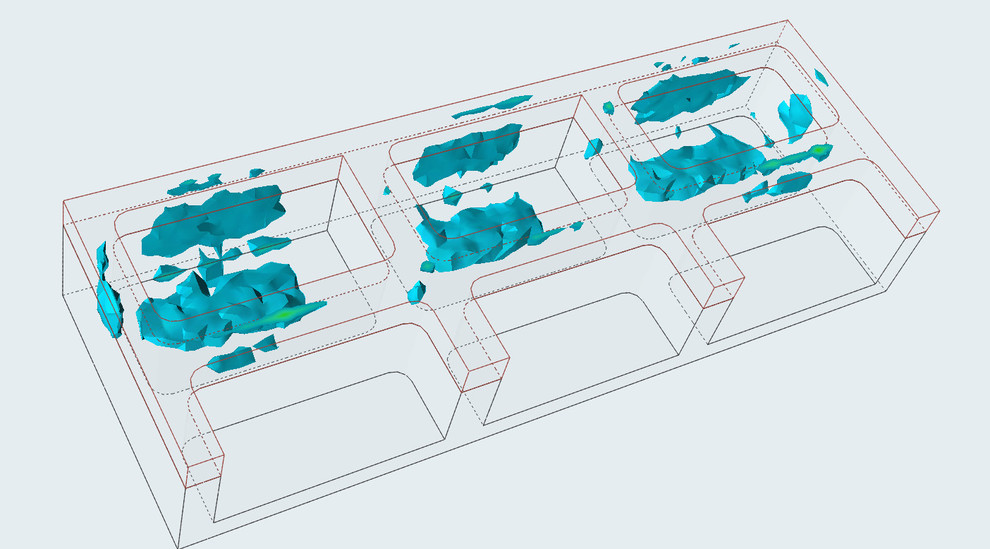
Itt van ez is, nyoma sincs a gázképződésnek. Csak a homok lehet ritkább szerkezetű.
Megoldottam, betömtem a 3 könnyítést.
nagysam | 165
2019-12-10 15:40:31
[5419]
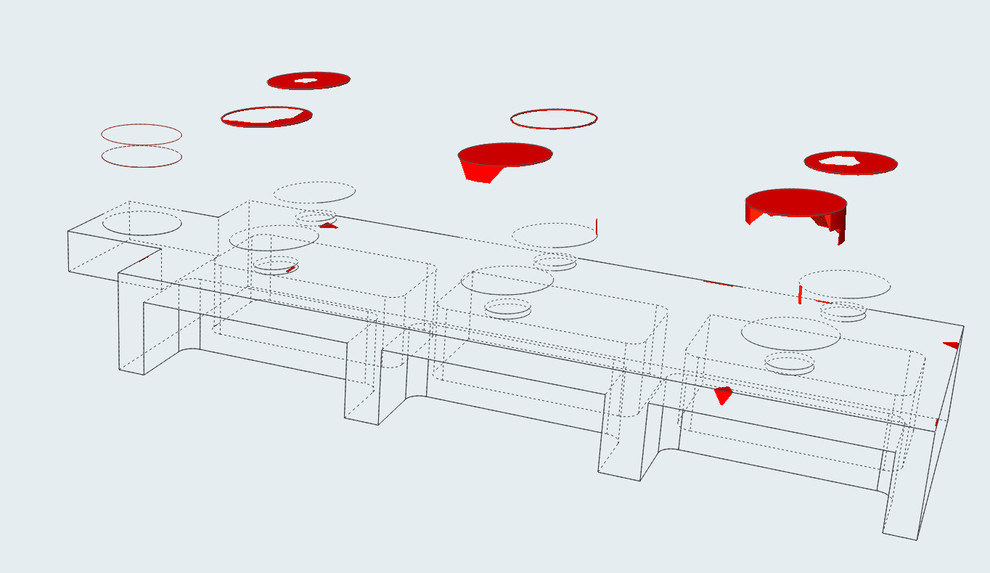
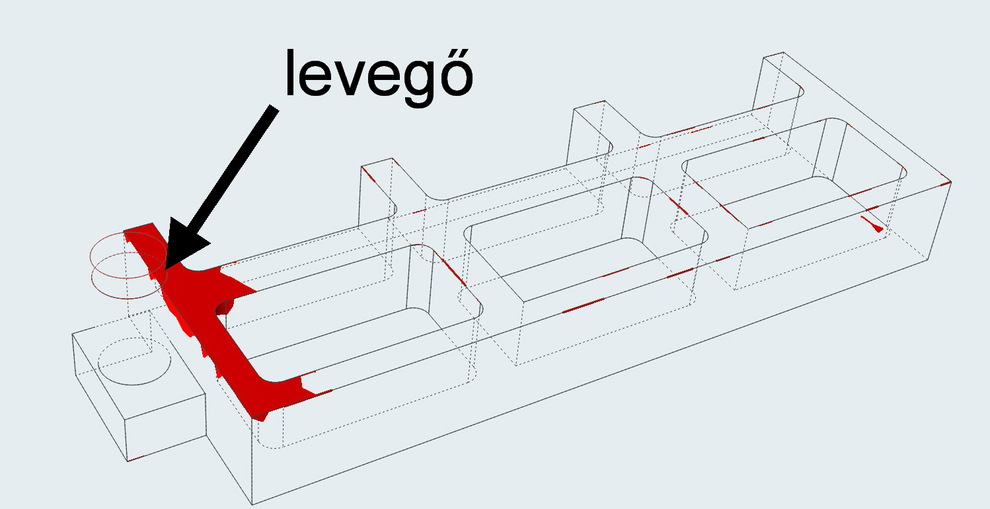
Öntéssel nem foglalkoztam, de fröccsöntéssel igen. A magokat a befolyó anyag körbezárja, és az ott maradt gázok nem tudnak eltávozni. Minél inkább egyik végéről kezdenéd feltölteni, az előbb alul terülne, és a másik végén hagyott túlfolyón távozna. A furat nem segített, mert ott nem eltávoztak a gázok, hanem a mag folytatását hoztad létre, ami még helyet zárt el a gázoktól, + még meg is kellett kerülni azokat az anyagnak.
Én a szemben lévő oldal alját támadnám meg, furatok nélkül.
Sajnos ezt nem lehet megfordítani, még felállítani sem.60mm mélyek a zsebek,a saját súlyától leszakad. Régebben öntöttem hasonló könnyített tárgyat fordítva, de az csak 20mm mély volt, az is határeset.
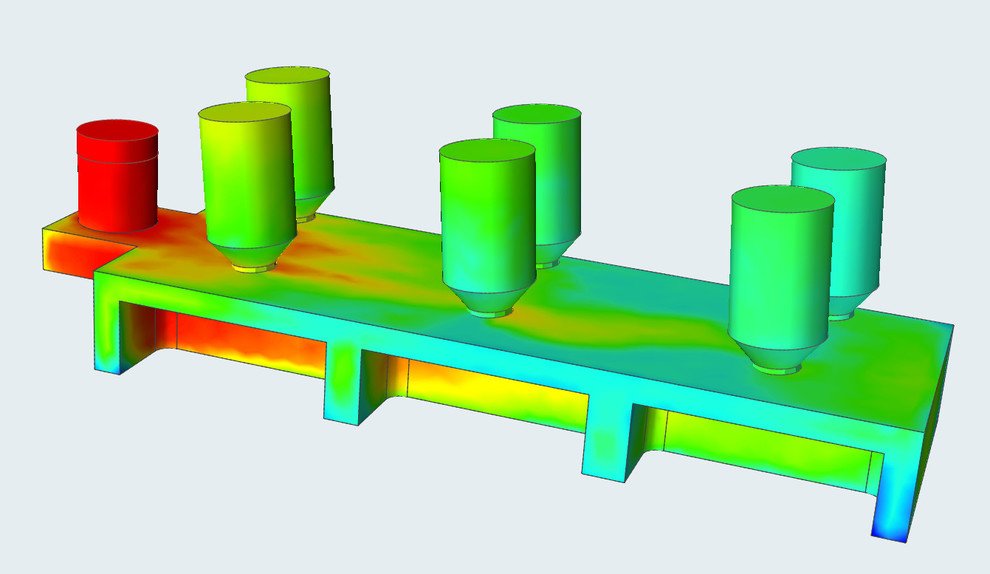
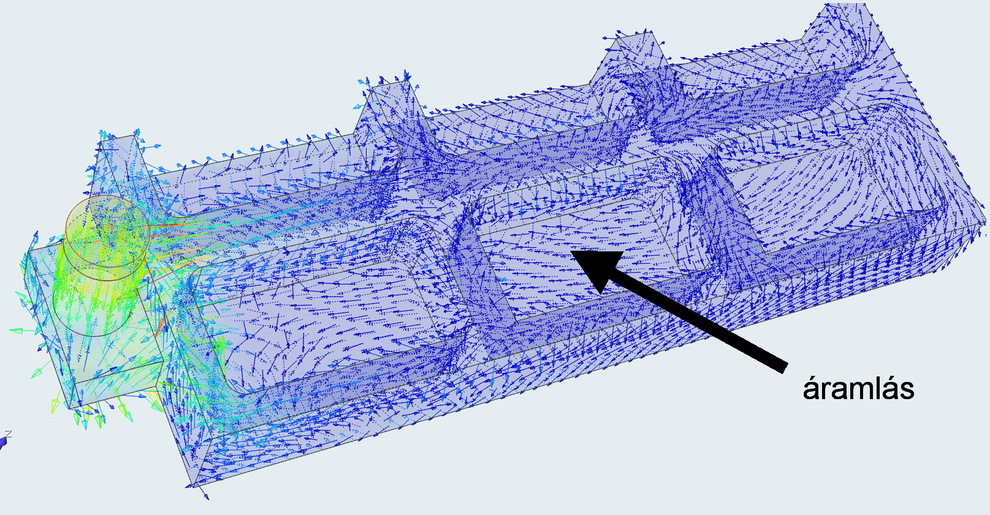
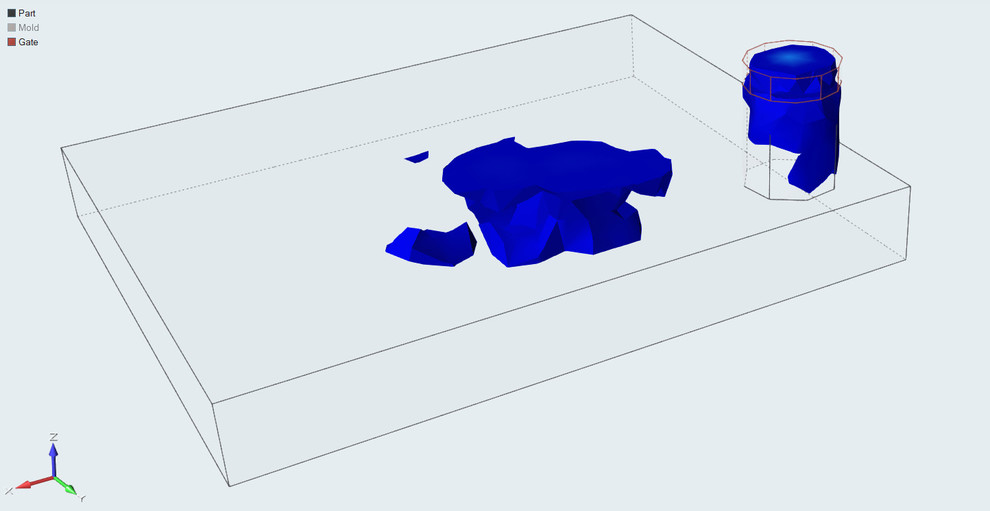
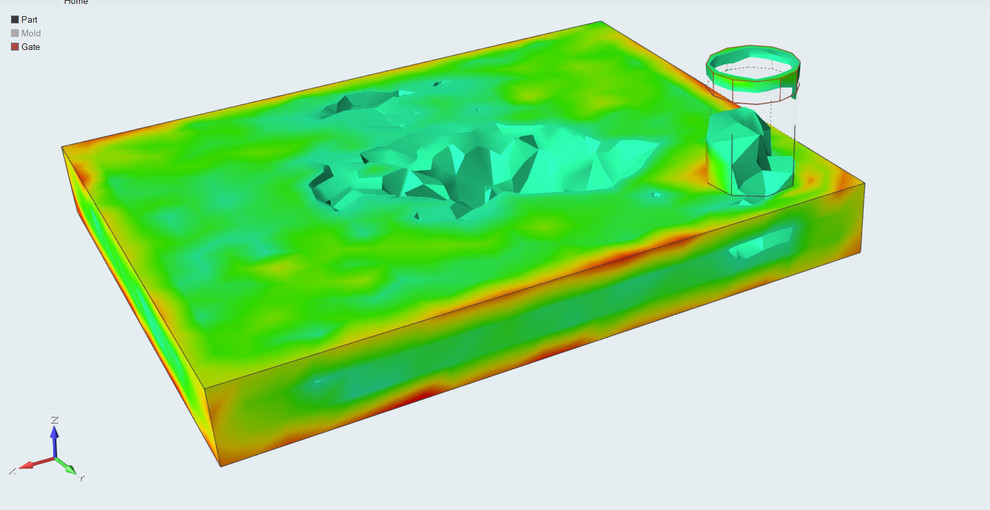
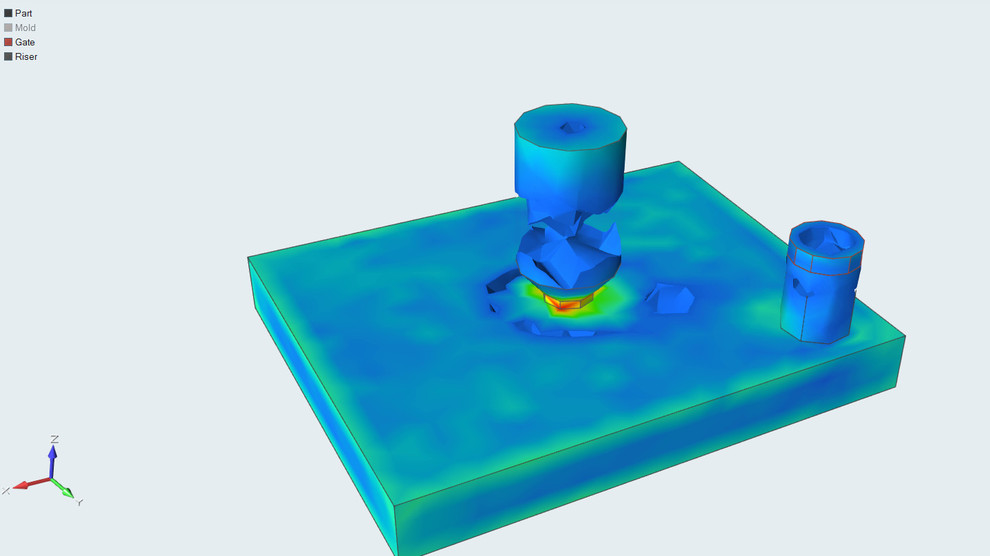
Sziasztok! Ismét problémába ütköztem. A képen látható alkatrész Belsejéből nem tud távozni a gőz. Gondoltam hogy baj lesz vele ezért van a 3 furat,de ez sem segít. Nincs kedvem kísérletezni, valami tuti megoldást keresek. Nézegettem videókat, az Ázsiaiak köcsögöket öntenek fejjel lefelé és nincs ilyen gondjuk, ráadásul gyorsan is töltik be az anyagot. Van valakinek ötlete? Esetleg nagyon lassú öntés, hogy legyen ideje kiszáradni a homoknak?
vadember | 1909
2019-11-11 21:45:47
[5411]
Köszönöm, elfogadom a felajánlást! Talán képes feloszlatni némi homályt a fejemben. Van bőven.
Szia Tamás! Ha ez érdekel, szívesen kölcsön adom olvasásra, másolásra. Alapvetően ipari szemléletű könyv, de elég jó magyarázatok és példák is vannak benne.
Ez mind igaz amit írtál, de nem ezt kérdezted. A pontos értékeket pedig csak kísérletezéssel lehet meghatározni. A szakirodalom biztosan ír róla, de nekem olyanom nincs.
Előzmény: Szalai György, 2019-11-11 20:22:53 [5408]
Szalai György | 9544
2019-11-11 20:22:53
[5408]
A felmelegedési idő ugyan növekedhet, de az elérhető hőmérséklet a Curie pont fölötti örvényáramú tartományban valószínűleg megnő. Az alacsonyabb frekvencián megnő a behatolási mélység, így az olvasztott anyag relatív belső impedanciája csökken, az örvényáram értéke megnő, az anyagba pumpált teljesítménnyel együtt. Vagyis nő a melegítő hatás. Gondolom.
Akadálya a költség. Az enyémnél láttam, hogy megduplázott kapacitással és hosszabb munkatekerccsel levitte kb. 40 KHz-re a frekvenciát. De ekkor a felmelegedési idő növekszik, hiszen kevesebbszer váltunk pólust.
Előzmény: Szalai György, 2019-11-11 19:05:31 [5406]
Szalai György | 9544
2019-11-11 19:05:31
[5406]
"a magas frekvencia miatt csak kis mélységben tud behatolni" Mi akadályozza, hogy lejjebb vigyék a frekvenciát? Annak a félvezetők is örülnének.
Meg talán a felolvasztandó fém hőleadásával. Hiszen, ha csak tolom bele a munkát, de nem tudja továbbadni a levegőnek, akkor csak az marad, hogy emelkedik a hőmérséklete. Meg világit.
Előzmény: kislány a kocsiból, 2019-11-11 16:06:30 [5401]
vadember | 1909
2019-11-11 18:43:40
[5404]
A súllyal is illetve ez elérhető hőmérséklettel. A Curie pont elérésekor a vas elveszti a mágnesezhetőségét. Ez vasnál 770 °C fok. Ekkor az átmágnesezési veszteség már nem melegítheti a vasat. Marad az örvényáramú veszteség, ami a magas frekvencia miatt csak kis mélységben tud behatolni az anyagba. Ez már csak valami 10% hatásfokkal működik. Tehát ha tovább szeretnénk melegíteni az anyagot akkor hatalmas többlet teljesítményre van szükség. Az a plusz 3 KW valószínűleg csak 10-30 fokot jelenthet plusszban.
Előzmény: kislány a kocsiból, 2019-11-11 16:06:30 [5401]
Nekem 1000 Wattos van. Tökéletesen működik. Tízezer Forint volt . 12x6 mm-es rudat kb. 25 másodperc alatt melegíti fel izzásig. Fölmelegítené gyorsabban is, de fokozatosan tolom bele az anyagot , hogy ne menjen följebb az áram 20 Ampernél 50 Volt tápfesz mellett. Ezért az összeállításért biztosan nem fizetném ki a tízszeresét. Nem lesz négyszer gyorsabb.
Előzmény: kislány a kocsiból, 2019-11-10 23:28:45 [5397]
kislány a kocsiból | 23
2019-11-10 23:33:47
[5398]
Oké, kipróbálom nélküle, holnap jelenzltekzek ha nem akkor az volt a baj.. Azért kérdeztem mert láttam, hogy van különböző nyomás tartományba állítható. De ahogy olvasom most 0.2 bar elég hozzá.
Nekem a disznópörzsölő jól működik, asszem kifúrtam a fúvókát 1mm-re.
Előzmény: kislány a kocsiból, 2019-11-10 17:13:41 [5394]
kislány a kocsiból | 23
2019-11-10 17:13:41
[5394]
Sziasztok!
Szeretnék segítséget kérni egy pb gázpalack-hoz való egőfej meretezeséhez. Láttam róla több videót, gondoltam megépítem nem egy bonyolult szerkezet. Persze a valóságban nem úgy működik :/ Gazpalack volt itthon kb. Félig van. Vettem hozzá állítható reduktor. Keszitettem hozzá a gumi cső végére egy csapot utána probaltam CO hegesztőbe való fejjel, gyári gáz egő fejjel 0.8mm körüli furattal kialakítani az égő fej részét. Ezt a fejet bele helyeztem egy kb. 2.5cm es belső furatú csőbe hossza kb. 400mm, két végére egy nagy furatú cső van hegesztve és a gáz bevezető oldalról szabályozható a levegő mennyiség. A problémám, hogy állandóan begyullad a csőbe a gáz. Nem a cső végén ég. Kompresszorral segítve már jobb. Begyujtom elzárt levegővel szépen ég, utána megnyitom a levegő részét és szinte mindig begyullad a csőbe a gáz. Kevés lenne a gáz nyomás a reduktor miatt, vagy szűkebb cső kellene?
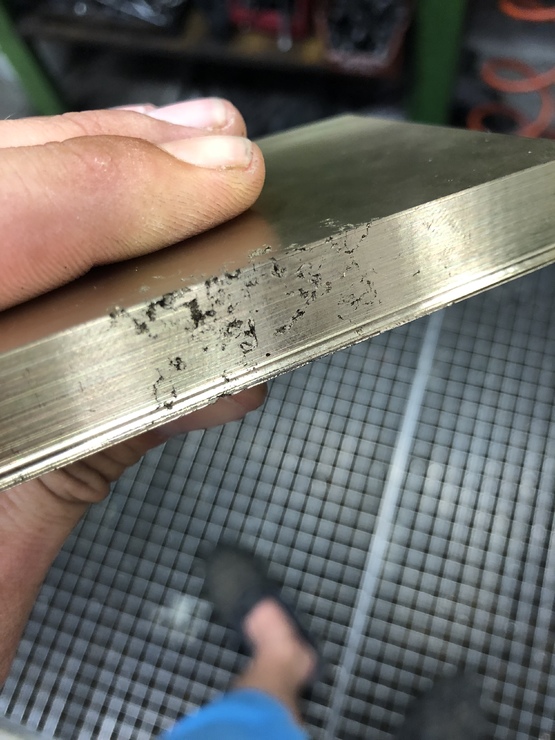
Üdv! Szükségem lenne egy kis tanácsadásra bronz öntéssel kapcsolatban! Feldarabolás után nagyon sok a gázosodás, zárványosodás! Esetleg valami tanácsot ha valaki tudna adni például az öntőformánál a beöntési pont valamint a levegőztetéssel kapcsolatban. Esetleg valami tipp-trükk, vagy adalék anyag.. Köszönöm!