Ugy néz ki ráéreztem, a másik oldal elsőre szinte tökéletes lett, semmi beszívódás nincs rajta, igy elsőre zárványt se látok.
kaqkk007 | 1552
2018-02-23 17:02:41
[5314]
Lehet hogy akkor jársz legjobban ha öntesz egy "sík" lapot, azt felszereled ideiglenesen "asztalnak" majd síkbamarod ,megfordítod újból síkbamarod és ezután marod bele a nútokat.
Nagyon régen próbálkoztam én is egyszerű , festékes dobozba (átmérő 160) öntéssel . Ékszíjtárcsa anyagnak . A legjobban bevált nyersanyag a robbanómotor dugattyúk . Szépen forgácsolható is .
Na 90% siker, a besszivódás kevesebb min 1mm, felsíkoltam az elejét, van néhány zárvány a horpadásnál, máshol semmi. 1 csonkot használtam, 40m átmérő az 5 szellözőt meghagytam, háromszor rátöltöttem még kb 1-1.5prec alatt azután egy vermikulit lappal lefedtem a nyílást. Talán ha 50 miliméterre növelem az átmérőt teljesen jó lesz. Remélem a másik oldalhoz nem kell 1 hét, és egy gázpalack!
Ha ezt így felhasználom nem fog elvetemedni? Kell valami hőkezelés neki?
Köszi a segítséget mindenkinek!
elektron | 15859
2018-02-22 17:21:17
[5300]
Nem egyszerű szakma ez, az tuti, hogy én még hasonlót se tudnék önteni. (Legalábbis jelenleg.)
Jó lesz ez, le is írtad a megoldást az egyik hibára:
"olyan mintha a csonk szívná vissza az anyagot"
Ez nem olyan, ez nagy eséllyel az...
Ne add fel, elő a fűrésszel, utána egy üveg rozé mellett pakold ki szép sorban a portékát az asztalra, gondold át, melyik darabot hogy csináltad, olvasd el újra amit nemrég írtam, aznap lehet a megoldással, ötletekkel fogsz álmodni
Próbálkozz új alapanyaggal. Lehet, hogy a sok újraolvasztás miatt elszennyeződött és összetételében megváltozott anyag okozza a folyamatos minőségromlást.
Lehetőleg olyan anyagot használj ami már szűzlány korában is öntvény volt és nem húzott sajtolt vagy kovácsolt anyag. Azok más ötvözetek.
Esetleg tegyél bele max 1-2% rezet.
De hát nem is tudom mit pofázok itt én, mikor úgy tűnik, hogy ismét van egy profi öntőnk.
Szia! Kezd elfogyni a türelmem 1 hete küzdök, egyre rosszabbakat csinálok. Szinte csak a betöltő nyílásnál szívodik be, próbáltam vastagabb csonkot rakni, még rosszab let, olyan mintha a csonk szívná vissza az anyagot. Amikor 3 csonk volt 3 helyen horpadt be,de mindíg a betöltönél a Rosszab. Már melegítettem is az sem használt. Megnöveltem a csonk és az öntvény közötti csatornát, szintén rossz lett. Már nem tudom mivel próbálkozzak.
Legfontosabb: a hibás darabokat ne olvaszd vissza, amíg nem sikerült tökéletesen a darab. Tanulni csak azokból lehet. Vágd őket szét, keressed a hibákat a belsejében is, ott is fogsz lukat találni, ahol nem vártad, szeletelj és figyelj, mint a CT.
Az szerintem nem repedés, hanem hidegfolyás. Idő előtt megdermedt (nem érkezett kifolyni) és/vagy olvadékfrontok találkoztak, alumínium-oxid nem a barátunk, 2 ilyen felület találkozik, azon a helyen leginkább megette a fene.
A zárványoknak több oka is lehet. Fémolvadék nem volt tiszta (salak, szemét stb), és/vagy rossz alapanyag. Ha porózus, gömb alakhoz közelítő buborékok, akkor gázos volt az olvadék, nem volt gáztalanítva, és/vagy nem jó alapanyag, szennyezett. Ha szabálytalan alakú üregek, szivacsos jelleg, kis összefüggő repedések vannak benne, -ezek persze lehetnek brutál nagyok is ha végtelenül trehány a dolgozó-, akkor ott nem volt elegendő táplálás (zsugorodási üreg stb), de lehet akár pocsék alapanyag is az oka, és ezek akár egyszerre stb.
A felszúrások egész jó helyen vannak, oda rakhatod is a tápfejeket, nyitva. Tápfejeket mindig a legutoljára dermedő/szilárduló részre rakjad. Legnagyobb keresztmetszet/legmelegebb stb. Tápfej szilárduljon/hűljön ki utoljára. Hogy ez így is legyen, nagyobb keresztmetszetűnek kell lennie a kitáplálandó rész keresztmetszeténél. Túltáplálni nem nagyon lehet, ne sajnáld, úgyis korlátozza a formaszekrény mérete. Ha megnézed, a horpadások helye már mutatja is, hova kell tápfejeket rakni. Ha öntés után marad a tégelyedben olvadt fém, figyeld a tápfejek tetejét, elkezd majd horpadni, ha jól csináltál mindent. Hordjál rájuk fémet, mikor elkezdenek horpadni, és persze még nem kopogósak (akkor elkéstél), akár többször is. Hogy mindig legyen hely elegendő fémet ráhordani, nem is kell öntésnél teljes magasságig (a tápfejeket) felöntened, majd ráhordod a többit. Tápfej nagyjából tölcsér alakú, rövid nyakkal. Ha nem tudsz ráhordani, melegen kell tartani, szigetelni, égő faszenet akármit rátenni, vagy ahogy valaki írta, lánggal melegen tartani. Olyan is van, hogy nem csak táplálni kell, hanem muszáj hűteni hűtővassal stb stb. de ez most ne zavarjon be, itt nem fog kelleni.
Beömlő után salakfogót szokás rakni, ha jól csinálod, megfogja az öntőkanaladban/öntőüstben maradt szemetet/salakot/habot, hogy ne az öntvénybe kerüljön. Salak mindig könnyebb, mint a fémed, lehet őt terelgetni pl. felfele... Salakfogóról a rávágást, abból meg csak annyit, amennyit muszáj.
A cél, hogy a fém az öntvényedbe minél gyorsabban bejusson, és kitöltse faszán az öntvényüreget (csak eztán kezdjen szilárdulni), és minél kevesebbet kelljen hűlnie a megszilárduláshoz (ne legyen túlhevítve, az hozza a többi bajt). De, lehetőleg ne legyen turbulens áramlás, hullámzás, ne szoruljon be levegő, egyenletesen legyen öntve, ne sodorja el a homokformát, ne robbanjon be, minél nyugodtabban töltse ki a formát. Röviden legyen minden fasza
Az alapanyag egyébként mi, tudjuk ezt? Ha szennyezett, az vicces dolgokat tud művelni. Homokba öntéshez általában 9-10 tömeg%-os alut szoktak használni, azaz 9-10 % Si, Fe minél kevesebb, ez fontos, Mg 0,5 körül ha hőkezelni fogod, az ötvözetboltban ez a AlSi10Mg.
Ha gyorsan olvasztasz és csak a szükséges mértékben hevíted túl a fémet, annál kevesebb pénzért vett vackot kell pl. gáztalanításra használni.
Tipp, öntés előtt locsolj ki valami acél/vas akármi asztalkára, bármire (száraz, tiszta legyen) egy plecsnit, és figyeld ahogy hűl... ha apró pici pöttyök jönnek ki a tetején, na az az oldott gáz, ami menekül kifele. Minél kevesebb bubi, annál jobb. Ha semmit nem horpad, vagy esetleg meg is dagad, akkor kuka, lehet nyomni bele a kezelőanyagokat, gáztalanítást stb., vagy lehet újrakezdeni. De ha csak gázos lett, hagyd hűlni, pihenni, amíg elkezd "kásásodni", ki fogja nyomni magából a gázt. Egyre vigyázz, ne dermedjen a cuccba amiben olvasztod, mert amikor újraolvasztod, szét is nyomhatja a tégelyedet.
Na ez persze nem minden, meg biztos kimaradtak dolgok. Én is tanulom minden nap, de remélem van benne okosság is a hülyeség mellett ami a sikerélményhez közelebb hoz, úgyhogy sok sikert
A több beömlő szerintem nem jó ötlet. Az egymással szemben áramló ömledékek találkozásakor csúnya "összecsapás nyomok" és zárványok keletkezhetnek.
Azon kívül, hogy ronda esetleg egy későbbi repedés előidézője is lehet. Mint azt már lentebb írtam, a megoldás a kritikus keresztmetszeteknél elhelyezett tápfejek lehetnek. Ezeket aztán lehet gázlánggal után melegíteni vagy száraz homokkal lefedni a gyors hűlést elkerülendő.
Nekem még egy ötletem lenne a repedésre. Nem lehet hogy a tápcsatornát nyitvahagyod felülről, ami miatt azon a részen gyorsan szökik a hő és hamarabb lehűl. Emiatt a később szilárduló részeknél nagy mechanikai feszültség alakul ki ehhez képest. Én megpróbálnék valami olyat hogy több öntőnyílás alulról és felülről is becsatlakozik a tárgyba. Öntés után lezárrnám valamivel a felülről becsatlakozó részt hogy ne tudjon olyan hamar visszahűlni. Ami alulról csatlakozik onnan is tud még anyagot beszívni a zsugorodáshoz, plusz a felsőből is.
Nem tudom,hogy öntesz. Volt szerencsém Berényi József öntését látni,Ő öntés után a tápcsatornát még perzselővel tovább melegítette ,hogy tudjon onnan anyagot beszívni hűlés után. Többször is rámelegített,hogy ne szilárduljon meg a tölcsér .
A ,,click2cast,, nagyon egyszerű kb 1Óra kellett hogy megtanuljam (Youtube) megmutatja a kritikus pontokat ( zsugorodás , turbulencia stb), alumíniummal még nem annyira költséges de nemesfémmel ...
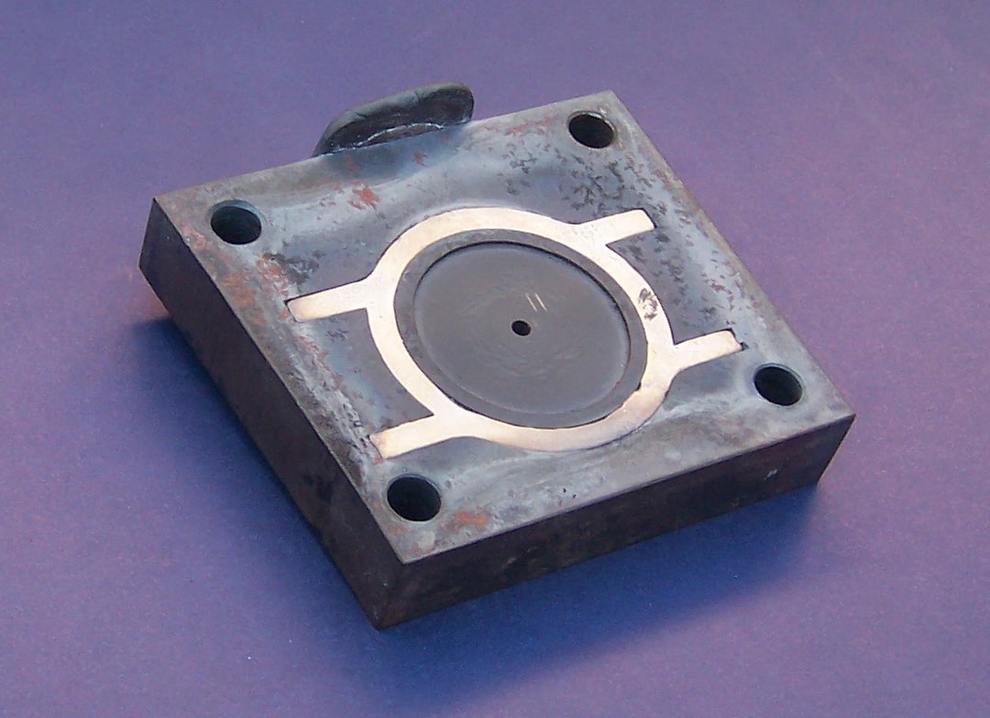
Mindkét öntésednél ugyanott vannak a beszívódások. Ott, ahol a borda keresztmetszete az átlagoshoz képest több mint duplájára növekszik. Itt a nagyobb anyagmennyiség többet zsugorodik és nincs utánpótlása.
Próbáld meg egyenletes vastagságúra alakítani a bordákat. Ha ez konstrukciós okból nem lehetséges akkor ezeken a helyeken alakíts kis formában tápfejeket. Ezek majd pótolják a beszívódó anyagot
Sziasztok! Alu öntéssel próbálkozok,harmadik próbálkozásra már majdnem jó, de tele van zárvánnyal, és több helyem behorpadt. az alsó része is, az az érdekes hogy pont a töltöcsonk közelébe is. Ha valaki tudja hogy lehetne ezeket a problémákat megoldani, az ne fogja vissza magát. Azutolsó képen látható a 2.próba ez beomlott, de nem lett annyira zárvános,a fűtés kikapcsolása után 5-8 percel öntöttem, a másikat egyből itt sokkal több lett a zárvány, a hőmérséklet befolyásolhatja? Köszi!
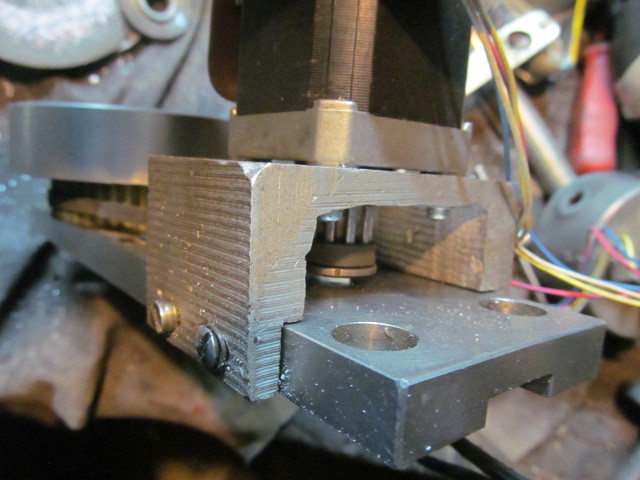
Szia! A gázégő egy 1 -ről 3/4 colra b/k szűkítő a végén egy radiátor csatlakozó . A fúvóka egy háromnyolcados karmantyú vakdugóval 0,8mm-es furattal,csappal és tömlőcsatlakozóval. Egyébként nagyon egyszerű. Ma is próbálkoztam alkatrész öntéssel. Hungarocellből nagyon durván kivágott sablon homokba ágyazva. A teteje teljesen nyitva volt ,hogy ne kelljen csatornákkal bajlódni. Jó sok ráhagyással ,de egyszerűen megtudtam csinálni az alkatrészt. Az alumíniumot is kicsit több felesleggel olvasztottam, és most semmilyen adalékot nem tettem bele. Egy csiszoló tartó bilincse .