Nem, senki nem tapasztalt ilyen hibát, mivel nincsen ilyen hiba.
A probléma oka a zajos CNC vezérlőd. Ha van nagyfrekvenciás motorod akkor valószínűleg az okozza.
Az AXBB-E vezérlőben nagysebességű optocsatolók vannak, amik az apró tüskeszerű jeleket is képesek átvinni, azért, hogy például encodereket is tudjon olvasni és gyorsan reagálni bizonyos jelekre, ahol fontos lehet a gyorsaság, például THC jeleknél..
Ha előtte UC400ETH-t használtál valamilyen olcsó kínai elosztókártyával, akkor annál azért nem jelentkezett a probléma, mert abban olcsó lassú optocsatolók vannak, amik a rövid/gyors jeleket nem képesek átvinni.
3 dolgot lehet csinálni a probléma megakadályozására:
1.) Megszüntetni a zajt. Ezt általában nehéz megoldani, de érdemes csillagpontos földelést alkalmazni, illetve lehet vonalfiltert helyezni a frekvenciaváltó tápbemenetére.
2.) Szűrni a szenzorok, kapcsolók jeleit a bemenet előtt. Ez igényel plusz alkatrészt, néhány ellenállást + kondenzátort.
3.) Bekapcsolni az UCCNC-ben a debounce filtert ami egy digitális aluláteresztő szűrő és igény szerint lehet vele szűrni a gyors jeleket, hogy a beállított milliszekundum időnél gyorsabb jeleket ne vegye figyelembe a vezérlő. Ez tulajdonképpen ugyanaz mint a 2. pont csak szoftveres a szűrő, nem hardveres.
Na és még egy kérdés, hogy az analóg ki és bemeneteket, mihez kell hozzárendelni mert a főorsó 0-10V-os kiemenetét akarom beállítani, de a elírásban nem látom egyenlőre, hogy hol is kéne azt. Ott már nincs port hozzárendelve.
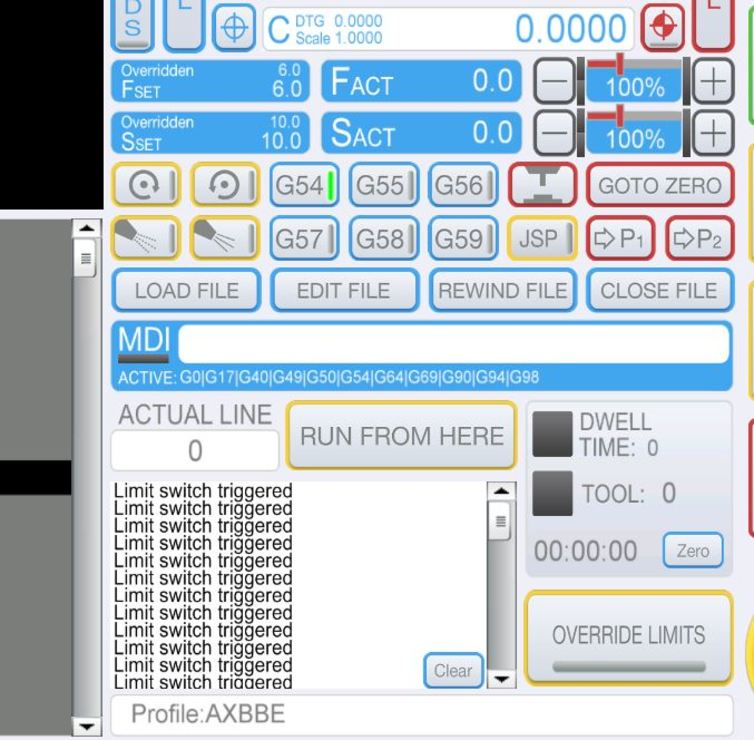
Tapasztalt már valaki olyat AXBB-E vezérlővel olyat, hogy a leválasztott részre bekötött végállsá szenzoroktól folyamatosan Limit swtich triggered hiba jön uccnc-ben? Valójában szerintem nem is jön semmi mivel az előtte lévő UC400ETH val nem tapasztaltam ilyen frankó működési hibákat azzal kb semmit ezzel vannak érdekességek. Persz az egy külön jelelosztóval volt összekötve. Szóval törlöm a hibát és pár másodperc perc és ugrik is a limit switch triggered hiba. Még csak a tesztelésnél járok, de ha ez gyártás közben is ilyen lesz az katasztrófa lenne. Valakinek ötlet? Nem lehet esetleg olyat kiírni, hogy melyik tengelyről jön? Mert alapból a 3 tengely külön van szedve és 2,3,4-es bemeneten vannak. Jó lenne ha látnám legalább melyikről érkezik.
istvan58 | 1914
2019-09-19 14:07:42
[7110]
most nem vagyok a gép közelébe, csak egy laptopon van demó módban. Itt csak a reset vagy a click az MDI mezőbe segít. De majd othon megnézem UCR-el.
miután lockol a step jogging soft limit elérésekor nem muszály reset elég ha csak 2x enter, vagy az MDI mezőbe irok valamit, vagy csak bele klick és enter
Így már értem. Ez egy ismert hiba, ami még nincs javítva. Ha van egy P és egy shift-P beállításod, akkor ha P-t nyomsz, akkor csak a P fut le, de ha shift-P-t nyomsz, akkor mind a kettő. Tedd mindkét gombot módosítottra, tehát pl. shift-P és alt-P, úgy jó lesz.
OK, délután elküldöm. Annyit próbálj pl. hogy P1 pozicióra programozd be mondjuk a "P" vagy "R" gombot és P2 re ugyanazt a gombot "alt" vagy "shift" el .
Én P1-en elküldöm a gépet hátra (szerelés, takarítás) , P2-re elöre (szerszám csere)
Megy a hot key alt+key gombal csak öszevisza meghülyül a gép. Van hogy először elmegy P1-be majd magától P2 be és megál, van hogy oda-vissza megy p1-p2 között. Van hogy dob egy errort : "file read eror occured. The file loading will be abborted now!" Próbáltam alt+p, alt+r, alt+m, shift+m, shift+p.....stb.
A hotkey-knek kéne menni. Úgy próbáld beállítani, hogy a Set gomb után a dobozos gombot nyomd meg, majd egérrel okézd le. Nem tudok róla, hogy ne működne.
Az UCR201-softlimit problémát majd megnézem, most nincs nálam UCR201.
Most próbáltam egy másik gépen, demo módban UCR nélkül. Ha elérem a softlimitet megszünik a "step" mod csak a "continous" megy. Majd reset, home is megint megy
Ok, ezzel együtt lehet élni, csak meg kell szokni.
Lassan minden be van állítva és két zavaró tényező van: Nem szereti a "shift + key" vagy az "alt + key" hotkey eket. PL. "P" a parking 1 es "shift vagy alt + P" a parking 2. Ne kérdezd miért nem használok más gombot, mert nincs ( van egy kidrotozot billentyű gombokkal egy dobozban), de még ezzel is együtt lehet élni.
Viszont tapasztaltam egy olyat hogy ha UCR201 el step módban tekerem és eléri a soft limitet ( pl. Nekem 0) akkor az UCR megszűnik működni step módban csak velocyti ben megy. Ezen csak a reset + homing segit.
de ezzel az a bökkenő hogy programozni nem tudok és már nem is akarok megtanulni. Maradok a hardware-nél. De egy meglévő macró-ba bele tudok "kontárkodni". Mach3-nál ez jól ment. Összefüzném az M3,M4 macrókat az M215-el de csak 214 ig van meg a macró könyvtárba.
Videokártya driver-re figyelj oda, hogy fent legyen. Akkor szokott sokat enni, ha nincs megfelelő driver vagy a kártya nagyon gyenge. Általában jól szokott futni tableten is, meg ilyen picipécéken is. Pl.:
Az Intel Atom széria a kicsi fogyasztásra lett kihegyezve, és ennek a teljesítmény erősen áldozatául esett. Alulról közelítve a teljesítményhez, szerintem legalább egy Dual Core erősen ajánlott. (Annak durván 2 szeres a teljesítménye az Atom-hoz viszonyítva a bechmarkok szerint) Mint írod, már most beleszalad a 100%-ba időnként. Mi lesz, ha valami combosabb G-kódot akarsz marni, és esetleg meg kell nyitni valami más programot is? (...és akkor még a grafikai képességeiről nem is beszéltünk)
Kicsit utánanéztem és mások is jelezték ezt a dolgot a külfödli fórumon. A fura az, hogy két verzió van ebből a manual-ból itt https://www.cncdrive.hu/downloads/AXBB_E_manual.pdf ez a régebbi pdv https://www.cncdrive.com/downloads/AXBB_E_manual.pdf a com-os oldalon az újabb pdf-van ahol már megegyezik a nyák jelölésével. Tehát 10V ha off vagy is jumper nélkül.
Van valakinek tapasztalata AXBB-E vezérlővel? Az analóg kimenet érdekelne ami lehet 0-5V vagy 0-10V elméletileg és gyakorlatilag is van egy jumper amivel be lehet állítani, hogy melyil legyen. Mivel a leírás eléggé hiányos még csak a jumpert sem mutatja csak, ha a burkolatot leveszem. Viszont ott meg ellentmondsába kerül a leírás a nyákra festett jelöléssel. A leírás szerint "The signal full scale voltage range is selectable between 0-5 Volts when the J1 jumper is off and 0-10 Volts when J1 jumper is on." A nyák szerint akkor van 0-10-os kimenet ha off-on van vagy is leveszem a jumpert és nyitott lesz a kör. Az írás szerint ha zárt a kör akkor van 0-10V. Lehetne kicsit frissíteni, ha már ilyen cucc kerül a piacra legalább jelöni, hol a jumper pontosan, hogy 100% legyen az ember mit csinál. A kirpóbálásig még el sem jutottam, de remélem nem fog gondot okozni.
istvan58 | 1914
2019-09-13 17:09:16
[7076]
Most egy mini PC-re tettem az UCCNC-t. Z8350 4 magos intel Atom, 2G ram. Test G kód futatva (Rasterdrills) a proci használat 55-60%. Néha felugrik kis időre 100% ra. Okoyhat e ez gondot?
Maga a kapcsoló a Configuration/Appearance alatt Disable toolpath néven található. Ha be van pipálva, akkor nincs szerszámpálya megjelenítés. (Ne felejts el Apply-t vagy Save-et nyomni.)
Az M50/M51 párossal lehet ki-/bekapcsolni, hogy a sebesség vagy a főorsó fordulatszám az FRO/SRO értékkel felülbírálható-e. Ha tiltva van a felülbírálat, akkor a hosszú LED pilácsol a megfelelő mező mellett.
És tényleg, köszi. Már csak azt kéne beleírni hogy a "job proberties" be hogy kiirja a többi tengely limit-jeit is. Mivel két Z-m van hasznos lenne. Dezsö mutatott erre egy macrót valamikor de nem ártana beintegrálni a progiba.