Mások szócsöveként ( elég jól megy csípőből a műszaki angol és a fiam profi angol és francia tolmács Brüsszelben ) De egy Magyarországon forgalomba hozott termékhez nem jár magyar nyelvű műszaki leírás ? Vagy én vagyok a béna és nem találom ? ( minthogy vettem egyet )
Aknai Gábor | 3049
2019-04-14 19:34:45
[6773]
Értem köszi, minden rendelkezésre áll és le is teszteltem a kimeneteket, működik a manuális és az UCCNC-ből történő szerszámcsere vezérlés is. Illetve egy fontos dolog azért még nincs meg, a szerszámtár, ahol az ISO10-es befogók lesznek.
Igen, persze. A munkakoordináták mászkálnak. Az automatikus szerszámcsere kicsit összetettebb makrót igényel, amihez kellenek a szerszámok koordinátái, meg egy részletes ütemterv, hogy mikor melyik kimeneten kell szelepeket nyitni-zárni. Nem árt, ha mindenféle hibakezelés is van benne.
A számítógépen indításakor a hűtővíz szivattyú kimenete aktív, és csak azután kussol el hogy megnyitottam az UCCNC-t. Nem azt mondom hogy nagy probléma, de örülnék neki ha nem kellene a csapot állandóan elzárogatni amikor indul a rendszer. Lehet ezzel mit kezdeni?
Most aktiváltam a licenszemet, összedugtam routeren keresztül az UC300 ETH-mat a géppel. Ahogy indul a program, firmware update-et ír ki, lefut, majd elindul a progi és kiirja, hogy szétkapcsolta magát, mentem-e az offseteket. Minden egyes alkalommal.
L Tom | 153
2019-04-07 00:10:13
[6761]
Most egyenlore csinaltam egy full full restartot! Az inventorban is kitoroltem minden szerszamot, majd ujra definialtam oket szamuk hosszuk stb alapjan. Irtam egy olyan programot amin az osszes szerszamommal vegig kell menni! Amit valtoztattam, hogy a kezdo es vegso Z poziciot felraktam 100mmre, hogy ki tudjam cserelni a szerszamot! És paramm sikerult Gond nelkul vegig csinalta a programot, mindenki ott volt ahol kell! Sovany véleményem 1vagy valami kufirc volt az inventor szerszam listában 2 vagy nem szabad fel le járkálni a Z tengellyel menet kozben Bár szerintem az inventor-ban a mix!
Köszönöm, hogy ismét foglalkoztatok a bajaimmal! Remélem egyszer én is tudok majd újat mondani nektek
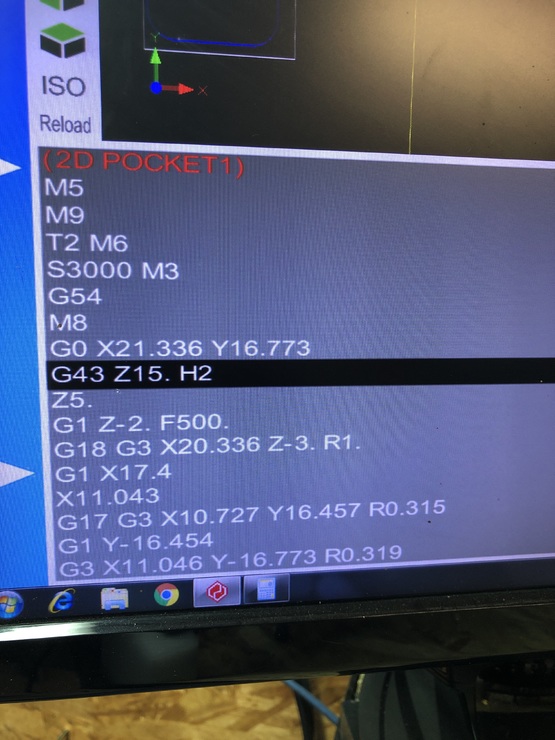
Esetleg a programba a szerszámváltás után hívd meg a hossz korrekciót és utána a Z koordinátát. T2 M6 G43 H2
Esetleg még egy próbát megér hogy beméred a nullpontot lenullázod. Felírod ezt hogy tud hogy mennyi volt. Utána reset újra behívód a bemérőt és újból leellenőrzöd a nullpont. Hirtelen más ötletem nincs.Vagy talán nem lett rögzítve a nullpont. Ezt a részét nem tudom hogy az UCCNC-be hogy müködik.
Super! Akkor már csak arra kellene rájönni, hogy miért “veszti el vagy állitódik” el a Z ha pl feljebb állok a tengellyel, mert kicserélem a szerszámot?
Jo a kérdés! Ezt a technikat nem én találtam ki! Egy itthoni kollégám használja ugyan igy az ő maró gepét(haas tm1) Tőle lestem el a dolgot. Szóval amikor ráállok a munkadarabra Z- irányban ugye a tasterral 0-0 -ig megyek majd nullázom a tengelyt az uccnc-ben. Van egy bemérő állvány-szerkezet amibe a tasternek a 0-0 hoz van kinullazva a tolomérő, és ha beleraksz bármilyen más szerszámot, meg is kapod azt a hosszt amivel a gepi 0-pontot kellene eltolnia a G43-nak, de csak ha a H-is stimmel!! T2-H2 Ha igy sem világos nyomatok még egy prezentációs videót a dolog működéséről
Visszavonom az ezelőtti írásomat mert dezsoe által írtnak megfelelően már értem hogy lehet negatív érték.Csak mikor írtam a hozzászólást ezt nem vettem észre.
A jelenség a kovetkezo! Ma már 1x mukodott a rendszer, tobb szerszámnál is!
Invontor 2016hsm-et használok, be is rakja szépen a korrekciot(g43)
Mikor betoltom a gcode-ot rá állok a tasterrel mindenki 0-0-0, ugye csinaltam egy alvanyt hogy be tudjam mérni a szerszamokat, jelen esetben a T2 volt (H2) ami -31.81-volt a sz. Hossz az orahoz kepest! Elinditom a programot es valahogy megvaltozik a Z magassag, de nem a korrekcio szerint.Mar nincs benne a videoban, de ha le megyek a Z tengelyel addig kb ahol kellene lennie a 0pontnak olyan 22-23 mm-t irt negativban.Nekem az a meglatasom, hogy ha pl csak siman keziben feljebb alok a z tengellyel akkor mashonnan kezdi a korrekciot.. Igazabol mas otletem nincs...... :/
Még egy észre vétel amit nem értek a Taszterrel a munkadarab nullpontját veszed fel nem a szerszámét. A videó elején azt mondod hogy a T2 Szerszámod -31.88. Ez sem tiszta számomra. Ami nem világos hogy lehet a szerszám hossza negatív az Offszetbe, illetve a taszternek külön korekcióval kell rendelkeznie amit meg is hívsz a bemérésnél. Igaz nem értek az UCCNC-hez de siemens vezérlőn dolgozok és ott is ugyanilyen taszterrel mérem be a munkadarab nullpontot.
A szerszámok hosszát a bemérő hosszához képest méri, ez rendben van. Csak az a gyanúm, de a videón nem látszik, hogy a nulla pont felvételekor nem a megfelelő szerszámhossz korrekció az aktív. (Konkrétan G43 H0.)
Szia, sztem ott van a hiba hogy a taszternek a hossza nincs bent az offszetbe. De lehetséges hogy tévedek. Elsőnek sztem a taszter hosszát mérd meg, ezt rakd be a tárba pl.bemerő vagy bármi más néven és minden bemérésnél ezt hívod meg a korrekciójával együtt.Így minden szerszámod bemérőhöz képest pontos lesz. Nyilván +- mérési hiba. Remélem tudtam segíteni. Üdv H.Attila
Sziasztok! Tömören narráltam a problémám a videóban! Ha valakinek van ötlete szivesen kipróbálom
frob | 2250
2019-04-06 21:33:32
[6745]
Sziasztok van valami kacifánt a mostani win verzióban vajon ami miatt nem indul el a 1.2049 verzió uccnc?
Gondoltam már nem csattogok le a masina mellé, itt kipróbálom a gépemen mit mutat, frissiben hopp letöltöm az uccnc-t és nyomatnám, erre sajna mindenféle mellébeszélés nélkül el sem indul...
hát ha van valami jó kis ráolvasás vagy valami vajákos trükk?
előre is kösz!
svejk | 32802
2019-04-04 09:19:04
[6744]
Nehéz okosnak lenni. Ráadásul ki tudja mit hoz a jövő, vajon merre mozdul el a kínai, hobbystákat célzó hajtástechnika.
- Az S görbe kíméli a mechanikát, ami ugye a hobbyban mindig gyenge. - A start-stop freki használata gyorsítja a léptetős gépet
A step-dires szervok meg átlagolnak, vagy megbolondulnak.
Most ugye Kína elkezdte nyomni a visszacsatolt léptetős hajtásokat, de mi lesz holnap?
De, természetesen növeli a ciklusidőt, hiszen mindenképp gyorsabb a trapézos gyorsítás, amikor nincsen S görbe. Viszont S görbével a gyorsítás változása egyenletesebb. Úgy tervezzük, hogy lesz egy S paraméter ami ha 0, akkor nincs S görbe, akkor trapézos a gyorsítás, ha meg nem 0 akkor minél nagyobb érték, annál nagyobb sugarú a görbe.
Nem, eszterga támogatás nem szerepel a közeli tervben, ezért a G96 sem. Még ha jól emlékszem a G95-öt és pár apróságot belerakunk a szoftverbe aztán valószínűleg le lesz állítva a fejlesztés legalább 6 hónapra, mert az S görbés pályatervezőt szeretnénk megcsinálni, de ahhoz le kell minden más fejlesztést állítanunk.
(Interneten rendelt termék, magánszemély esetén kézhezvételtől számított 14 napig indoklás nélkül visszaváltható... ) Amúgy beszéld meg Dezsoe-val privátban. Korrektül szokták kezelni a dolgokat.
Szomorú vagyok , Akartam rendelni egy AXBB-t a + licensz miatt de elfogyott , vettem egy UC300 at , pénteken kaptam meg . Most olvasom hogy ajándék licenszel lesz a talin .
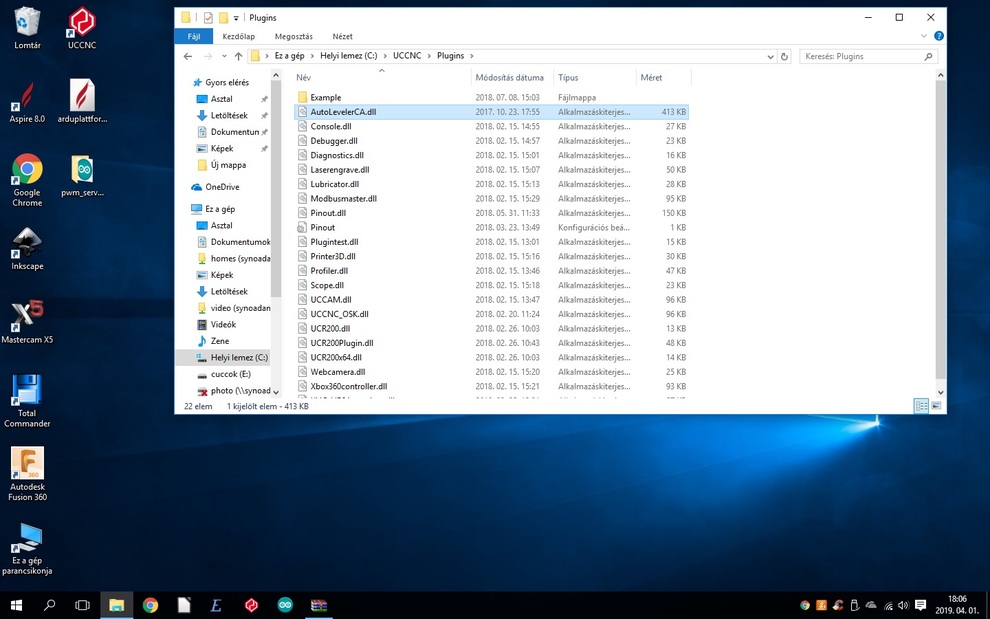
Telepítsd az 1.2109-et, majd Innen töltsd le az Autoleveler 2.0049-es verzióját.
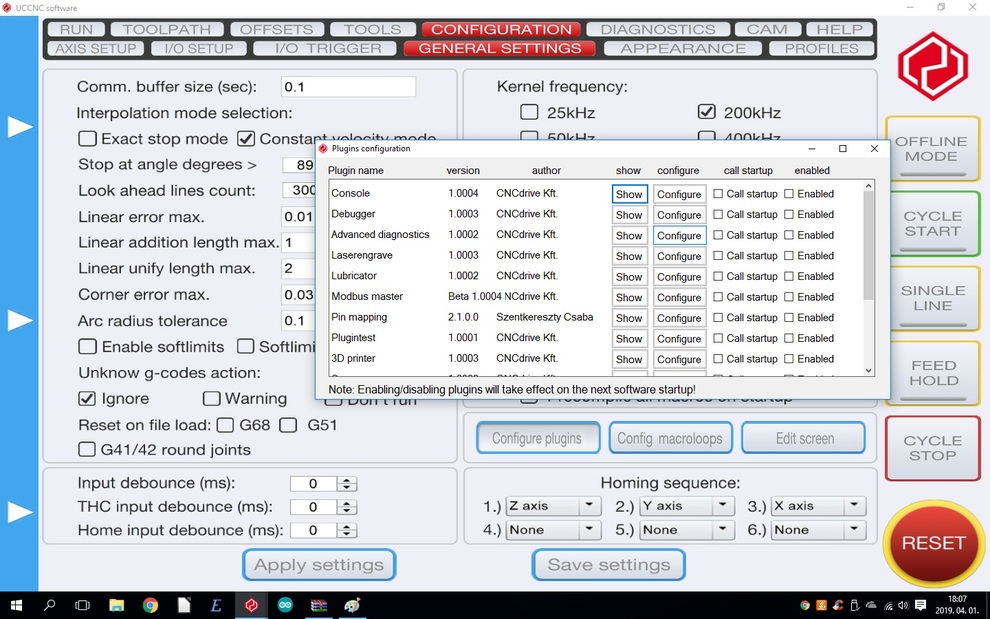
Ha problémád adódik az 1.2109 telepítésével (Win10 Defender és még néhány vírusirtó nem szereti, vírust jelez), akkor ideiglenesen kapcsold ki a Defendert, amíg telepítesz. Add hozzá az UCCNC mappát a vírusirtó kivételeihez. A program nem vírusos, de a feltörés elleni védelem, plusz a 32/64 bit váltás miatti dll másolások együtt gyanúsak a vírusirtónak, ezért nyafog.
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek: - HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény - UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
farkastibor | 670
2019-04-01 19:44:16
[6729]
Látom a deksztopon ott virít a MastercamX5-ös ! használod is ? hobby célokra .
Attól függ, hogy melyik verziót használod, ugyanis aki írta az Autolevelert, az eltévedt a verziók között, mert időközben az újabb verziók már 64 biten is futnak. A hangsúly az IS-en van, mert a régi Autoleveler csak 32 bites volt, az új meg csak 64 bites, nem fordított belőle olyat, ami mindkettőt tudja. Itt tudsz utánaolvasni, vagy nemsoká tudok majd segíteni, de kell, hogy melyik verziót futtatod.
Nos szeretném kiprobálni az autolevelert és NYÁK marogatást. Sejtettem, hogy nem lesz tök egyszerü de én már itt elakadtam Elég sok verziot meg sem birtam nyitni, de ami valahogy mukodott és kitudtam csomagolni azt meg nem látja az uccnc!?
Valaki feltudna világositan ennek a menetéről ha megkérem?
Meg olvasok valami macrokat is meg m300 akat, de tyuuuu hát ezt inkább megkérdezem.
Elöre is köszönöm szépen a segitséget!
@win10x64&&uc400eth
dezsoe | 2919
2019-03-27 21:47:06
[6726]
(Kicsit szokatlan, hogy teszt verziót kell használni, de annyira új az AXBB, hogy még nincs hozzá stabil verzió.)
Koszonom, ramutattal a hibara. A amit kaptam leirasban levo link az 1.20xx verziora mutatott es en nem vettem eszre csak felraktam, mint legujabb. Ez nem teljesiti az altalad irt minimumot (1.21xx)
 Az automatikus szerszámcsere kicsit összetettebb makrót igényel, amihez kellenek a szerszámok koordinátái, meg egy részletes ütemterv, hogy mikor melyik kimeneten kell szelepeket nyitni-zárni. Nem árt, ha mindenféle hibakezelés is van benne.
Az automatikus szerszámcsere kicsit összetettebb makrót igényel, amihez kellenek a szerszámok koordinátái, meg egy részletes ütemterv, hogy mikor melyik kimeneten kell szelepeket nyitni-zárni. Nem árt, ha mindenféle hibakezelés is van benne.