|
Előzmény: TBS-TEAM, 2019-09-22 22:22:30 [7129]
|
|
Előzmény: svejk, 2019-09-23 21:07:15 [7130]
|
|
Előzmény: svejk, 2019-09-19 13:18:24 [7109]
|
|
Előzmény: svejk, 2019-09-23 21:07:15 [7130]
|
|
Előzmény: svejk, 2019-09-23 21:07:15 [7130]
|
|
Előzmény: Fli4l, 2019-09-22 20:24:54 [7124]
|
|
Előzmény: PSoft, 2019-09-22 21:37:33 [7127]
|
|
Előzmény: Aknai Gábor, 2019-09-22 20:37:23 [7125]
|
|
Előzmény: Aknai Gábor, 2019-09-22 20:37:23 [7125]
|
|
Előzmény: Fli4l, 2019-09-22 20:24:54 [7124]
|
|
Előzmény: dezsoe, 2019-09-22 20:01:11 [7123]
|
|
Előzmény: Fli4l, 2019-09-22 19:36:28 [7122]
|
|
Előzmény: dezsoe, 2019-09-22 19:21:06 [7121]
|
|
Előzmény: Fli4l, 2019-09-22 19:13:23 [7119]
|
|
Előzmény: Fli4l, 2019-09-22 19:13:23 [7119]
|
|
Előzmény: CNCdrive, 2019-09-22 18:44:47 [7118]
|
|
Előzmény: Fli4l, 2019-09-22 18:31:11 [7116]
|
|
Előzmény: Fli4l, 2019-09-22 18:31:11 [7116]
|
|
Előzmény: CNCdrive, 2019-09-22 18:19:13 [7114]
|
|
Előzmény: Fli4l, 2019-09-22 17:50:25 [7112]
|
|
Előzmény: Fli4l, 2019-09-22 17:47:08 [7111]
|
|
Előzmény: Fli4l, 2019-09-22 17:50:25 [7112]
|
|
Előzmény: Fli4l, 2019-09-22 17:47:08 [7111]
|
|
Előzmény: svejk, 2019-09-19 13:18:24 [7109]
|
|
Előzmény: istvan58, 2019-09-19 11:49:59 [7108]
|
|
Előzmény: istvan58, 2019-09-18 16:08:26 [7105]
|
|
Előzmény: frob, 2019-09-18 16:30:02 [7106]
|
|
Előzmény: dezsoe, 2019-09-18 16:08:23 [7104]
|
|
Előzmény: dezsoe, 2019-09-18 11:07:49 [7101]
|
|
Előzmény: frob, 2019-09-18 16:04:34 [7103]
|
|
Előzmény: istvan58, 2019-09-18 10:55:37 [7100]
|
|
Előzmény: dezsoe, 2019-09-18 08:35:39 [7094]
|
|
Előzmény: dezsoe, 2019-09-18 09:17:40 [7098]
|
|
Előzmény: istvan58, 2019-09-18 09:02:26 [7097]
|
|
Előzmény: dezsoe, 2019-09-18 08:54:40 [7096]
|
|
Előzmény: istvan58, 2019-09-18 08:42:00 [7095]
|
|
Előzmény: dezsoe, 2019-09-18 08:34:12 [7093]
|
|
Előzmény: istvan58, 2019-09-18 08:33:46 [7092]
|
|
Előzmény: istvan58, 2019-09-17 22:40:47 [7091]
|
|
Előzmény: istvan58, 2019-09-17 22:40:47 [7091]
|
|
Előzmény: dezsoe, 2019-09-17 20:44:22 [7090]
|
|
Előzmény: istvan58, 2019-09-17 19:17:48 [7089]
|
|
Előzmény: dezsoe, 2019-09-17 17:11:46 [7088]
|
|
Előzmény: istvan58, 2019-09-17 16:37:21 [7087]
|
|
Előzmény: dezsoe, 2019-09-17 16:23:10 [7086]
|
|
Előzmény: istvan58, 2019-09-17 16:02:26 [7085]
|
|
▲
◊
|


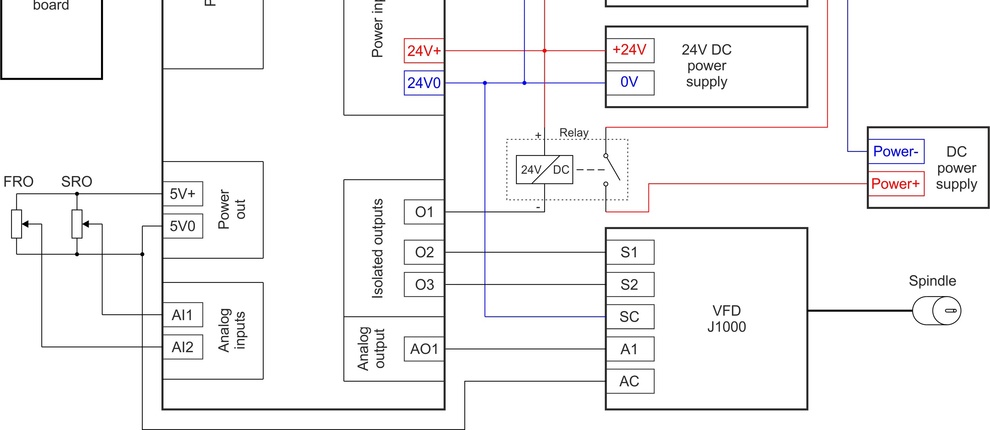
 Milyen frekiváltód van? (Típus, esetleg rögtön egy link a kézikönyvhöz.)
Milyen frekiváltód van? (Típus, esetleg rögtön egy link a kézikönyvhöz.)