sajna win nél ez nem midig evidens, amit írsz az egy szép dolog, talán úgy tudná kivédani a csapat, hogy azokat a fájlokat, csak olvasására nyitja meg, mindaddig míg a beállító oldalon a save gombra nem kattintasz, akkor plusz 2-3 utasításból bezárja majd ujranyitja írásra, stb...
persze lehet hogy pontosan ezt csinálják, és még ennek ellenére is szórakozik a win
pl pár hónapja, egyszer csak nem indult az addig minden nap induló rendszerem, nem kevés tökölés után indult, de teljesen más beállítások jelentek meg, és ez csak a win kezelőfelület volt, amiröl őmagácska már csak tudja( ezek szerint nem) hogy is kellene állnia , hiszen csak egy sima ki be kapcsolás történt, még csak firssítés sem futott le....
szóval igen, nem egyszerű, onnantól hogy win, bármi megtörténhet, nézd csak meg milyen bughalmaz frissítéséket dobálnak ki, rendszegazda ismerősöm, 2-3-4 hónapnyi késéssel tesz fel mindent, mert ha egy pár 100 gépes rendszernél a hibajavítás hoz ezer más hibát, az igen csak gond lenne :D
szóval , marad a mentés mentés mentés robocopy ami a win része pl nagyon jó szolgálatot tud tenni, bat file ből indítod a programot, akkor csinálhat egy mentést az előtte és az utáni állapotról is, más más könyvtárba, akár dátum szerint is, akár inkrementálisan is... jól paraméterezhető
Sziasztok! Mikorra várható az autoleveler -es probléma javítása? Izgatottan várom.
TBS-TEAM | 3006
2020-01-12 09:45:24
[7465]
Minden tiszteletem az UCCNC csapatnak a munkájáért. Óriási munka van a Program háta mögött. + a korrekt ár érték arány. Ami legkissebbek számára is elérhető.
A lényege a mondamdómnak, hogy a felhasználói profilba beállított kezelői felszin be-kimenetek, Motor paraméterek.... Egy könyvtárba mert ezek nem változnak ez a géphez van rögzítve. Ezeket soha ne írja win.. magától. A gép gyártója (akár a hobbista főleg ő )megküzdött vele.
1 könyvtárral több elfér A többi ha irja ha nem megsérül mi baj lehet. Max újra ref. pontra küldöd a gépet stb...pár másodperc.
De újraállítgatni paraméterezni akár több nap. Fejvakarás stb..
Mint a PLC programnál, megírom tesztelem (szopoklész )végén OK. Lehet menet közben áramszünet akármi az alap adatok mindig megvannak az újraindításnál működik tudja a bemeneteit kimeneteit minek vannak és mit kell végrehalytani. HMI felület nem változik. A benne lévő mért adatok elvesznek nagyügy. Kezdésnél ugyis ref pontra megy és már biztos, hogy minden rendbe.
A léptetőmotoros hajtások többsége ugyanis olyan, hogy bekapcsoláskor a transzlátor logika mindig felvesz egy kezdő null fázisszög állapotot, az úgynevezett home pozíciót. Azaz a tipikus kétfázisú motorok bemozdulhatnak, akár 3.6 fokot is ugorhatnak ilyenkor az utolsó pozíciójukhoz képest. Erről a hobby CNC vezérlőnek fogalma sincs, nem is lehet.
Így aztán sajnos kicsi az esélye, hogy a valóságos koordináta éppen azonos az utolsó lementettel, azaz nem sok értelme van mentegetni sem, hiszen nem lehet rá biztosan alapozni semmit. Persze mint tudjuk, a virtualitás, a műszaki hazugságok, elvi hibák sokakat nem zavarnak, és ezektől függetlenül boldogan élnek.
Nem, nincs zárt hurok, nincs abszolút encoder. Fogalma sincs hogy hol áll. Ne felejtsd el, hogy egy pár tíz ezer forintos rendszerről beszélgetünk, nem egy 10 Milliós Fanuc-ról aminél egy encoder vezeték vagy egy motor csatlakozó többe kerül mint az egész UCCNC mozgásvezérlő plusz szoftver. Azért kerül minden egy fájlba, hogy egy helyen kelljen csak keresgélni, illetve könnyen átmozgatható legyen.
Részben OP rendszer probléma, mert működhetne úgy is a Windows fájl írása, hogy a háttérben megír egy külön fájlt és aztán azt átmásolja felülírva az eredetit, akkor csak egy nagyon rövid idő lenne amíg a fájl megsérülhet (a másolás ideje). Viszont a Windows fájl írása nem így működik, a fájlt folyamatában írja, ami viszonylag hosszabb idő is lehet, így nagyobb az esélye a fájl megsérülésének, mivel több ideig nem szabad megszakadnia a folyamatnak.
A paramétereket csesztetni nem kell, viszont a koordinátákat, offset-eket stb. el kell menteni szoftver bezáráskor. Ezek is a profil fájlba kerülnek a mentéskor hogy minden egy fájlban legyen tárolva.
Én a következőket nem értem: Adott a CNC program. Beállítjuk a paramétereket. Mindig ezeket a beállított értékekel szeretnénk működtetni a CNC rendszert. Akkor miért kell minden bekapcsolásnál és menet közben majd kikapcsolásnál ezeket a paramétereket csesztetni. Akkor kellene csak hozzányúlni ha változtat a felhasználó.
Ez a probléma akkor történhet meg, ha a profil fájl írása megszakad, nem fejeződik be és emiatt a profil fájl sérült lesz. Mondjuk ha a számítógépet a fájl írása közben kikapcsolod/áramtalanítod stb. Ahogy Dezsoe írta, az Autobackupprofile plugin másolatokat készít a profilról, ami visszamásolható ha ilyen probléma előfordul. Illetve érdemes előbb bezárni az UCCNC-t és utána kikapcsolni a számítógépet, de semmi esetre se kapcsold ki a számítógépet miközben az UCCNC éppen adatokat ment a profilba.
Aha, ilyet láttam már, Windows ajándék... Ha újra megcsinálod, akkor ajánlom figyelmedbe az AutoBackupProfile nevű plugin-t, az minden induláskor készít egy másolatot az aktuális profilról. Az 1.2111-es verziótól érhető el.
Default profil file látszólag mérete ok,38k, de ha megnyitom üresnek látom. Nem tudom mi történt, úgy hogy újra telepítés... és legközelebb biztonsági mentes a profilrol.
Nem tudok róla. Az igazság az, hogy ismerni kell hozzá a g-kód nyelvezetét, meg a géped felépítését, beállításait. Ki kell tudni szúrni, hogy mi nem odavaló. Ahogy az idézett hozzászólásban is írtam, általában a kód eleje és/vagy vége szorul kozmetikázásra, úgyhogy legalább nem kell egy szép hosszú kódot végigolvasni.
Egyébként akkor sem fenékig tejfel, ha már megírták a megfelelő postprocessort. Jó példa erre a Fusion360: volt mit bütykölni rajta, hogy használható legyen nekem is. Nem azért, mert az eredeti nem jó, hanem azért, mert nem illeszkedik az én gépemhez és a szokásaimhoz.
Sokáig nem is volt UCCNC-hez posztprocesszor egyik CAM programban sem, a Mach3-ast lehetett használni, csak tudni kellett, hogy mit kell kiszedni vagy módosítani benne.
Sziasztok Enkóderes léptetőmotort ha használok,akkor az enkóder paramétereit az AUX Encoder setting menüpontnál kell megadni?
Illetve így pozíció visszacsatolásra lehet használni?
dezsoe | 2934
2019-12-28 12:46:26
[7437]
Azért ezt nem mondanám. Amivel többet tud az ethernetes: - tudja a 200 és 400 kHz-es kernel frekvenciát, - fogad 6 enkódert, - van 10 szinkron kimenete, - állítható az Enable jel késleltetése, - tengelyenként lehet megadni a Current Hi/Low kimenetet, - a bemeneteken van debounce beállítás.
Hát nekem ha a kattintások száma meghaladja a 1000/sec akkor felvillanik 0.1sec -re a puros csik de semmi többet! Megvettem az axbbe-t ahhoz volt uccnc kulcs is, nem demóba megy!
TBS-TEAM | 3006
2019-12-26 19:35:52
[7434]
Az O.limit alján világítani kell a piros csíknak akkor van bekapcsolva. Demo módban nem működik!
Majd ha teheted cseréld le Ethernetes vezérlőre. Semmivel sem tud többet, de úgy vettük észre az USB-nél sokkal jobban oda kell figyelni a zavarvédelemre. Az USB ugye nem igazán ipari környezetre készült.
5-6 vezérlőtípussal dolgoztam eddig aktívan, konkrét fanucal csak futólag találkoztam, de a vezérlők többsége azt vettem észre a fanucot veszi alapul, van ahol rengeteg hasznos eltéréssel ami könnyíti a melót. Csak azért szóltam hozzá az egészhez, mert láttam, hogy a kolléga min akadt fent, mert az elterjedtebb fanuc szerű működéshez van hozzászokva, mondjuk őszintén, ahogy itt működik a G28 annak sok értelmét én nem is látom, hisz minek is akarná az ember minden tengelyen elküldeni a nullpontra a gépet pláne egyszerre, ami eléggé ütközésveszélyes is lehet (mondjuk dolgozok olyan gépen is, ahol egy másodlagos home pozíció is van amit a felhasználó állíthat be, és G28-ra arra a pozícióra fog elfutni a gép, így már rettentő hasznos tud lenni a dolog, de ennél is csak a megadott tengelyek mentén mozog). De szerintem túltárgyaltuk. Ugorgyunk.
Illetve még egy-két pozitívum: Míg lentebb a kolléga nem említette az újabb verziót, nem is tudtam a létezéséről (honlapról még az előző verzió jön a linkre kattintva) megnéztem az újabb verziót (1.2112), végre látszanak a tengelykoordináták szerszámtár nézetben, az átírható fordulat előtolás is egy jó dolog(nem kell mdi-be gépelgetni), nem is beszélve az új kinézetről, így már nem olyan színes mintha legóból lenne kirakva a képernyő (ez mach3-nál sem tetszett).
Abban igazad van, hogy ragaszkodom dolgokhoz . Mert lusta mérnök vagyok, és nem szeretem ha egy egyszerűbben használható dologról át kell állni egy kevésbé felhasználóbarát dologra. (pl. manuális szerszámbemérésnél ugráljak az ablakok között és jegyezzem meg az eltérést amit majd be kell gépelnem). Ha ezt el akarom kerülni, akkor marad a külső bemérés mint fórumtársunk javasolta, vagy szerkesztem magamnak a screenset-et. Nem vagyok ellene az automata szerszámbemérésnek, kis gépeken, routereken tök jó dolog mert nincs külön szerszámbefogó, de a szoftver ezt a módszert támogatja elsősorban. De hogy jó dolgokat is említsek, a nyomógombokra, előtolásszabályzásra való azonnali reagálás, vagy az mpg kerékkel való mozgás simasága például tetszik.
Nem mondanám hogy olyan régóta vagyok a szakmában, 5 éve programozok gépeket (Deckel, Hurco, Haas, Fanuc, DMG) egyedi gyártásban.
Én nem kérdőjeleztem meg azt hogy a Fanuc-ban hogyan működik. Mi nem a Fanuc-ot, hanem az RS274NGC szabványt követjük. Alapvetően a Fanuc is egyébként ezt a szabványt követi néhány eltéréssel, mint például ez is egy olyan dolog ahol eltértek a szabványtól. Gondolom valami miatt ők ezt látták jobb megoldásnak. Amúgy nagyjából ők is követik az RS274NGC szabványt. Az, hogy nem találkoztál vele, az azért lehet, mert csak Fanuc-al dolgoztál eddig.
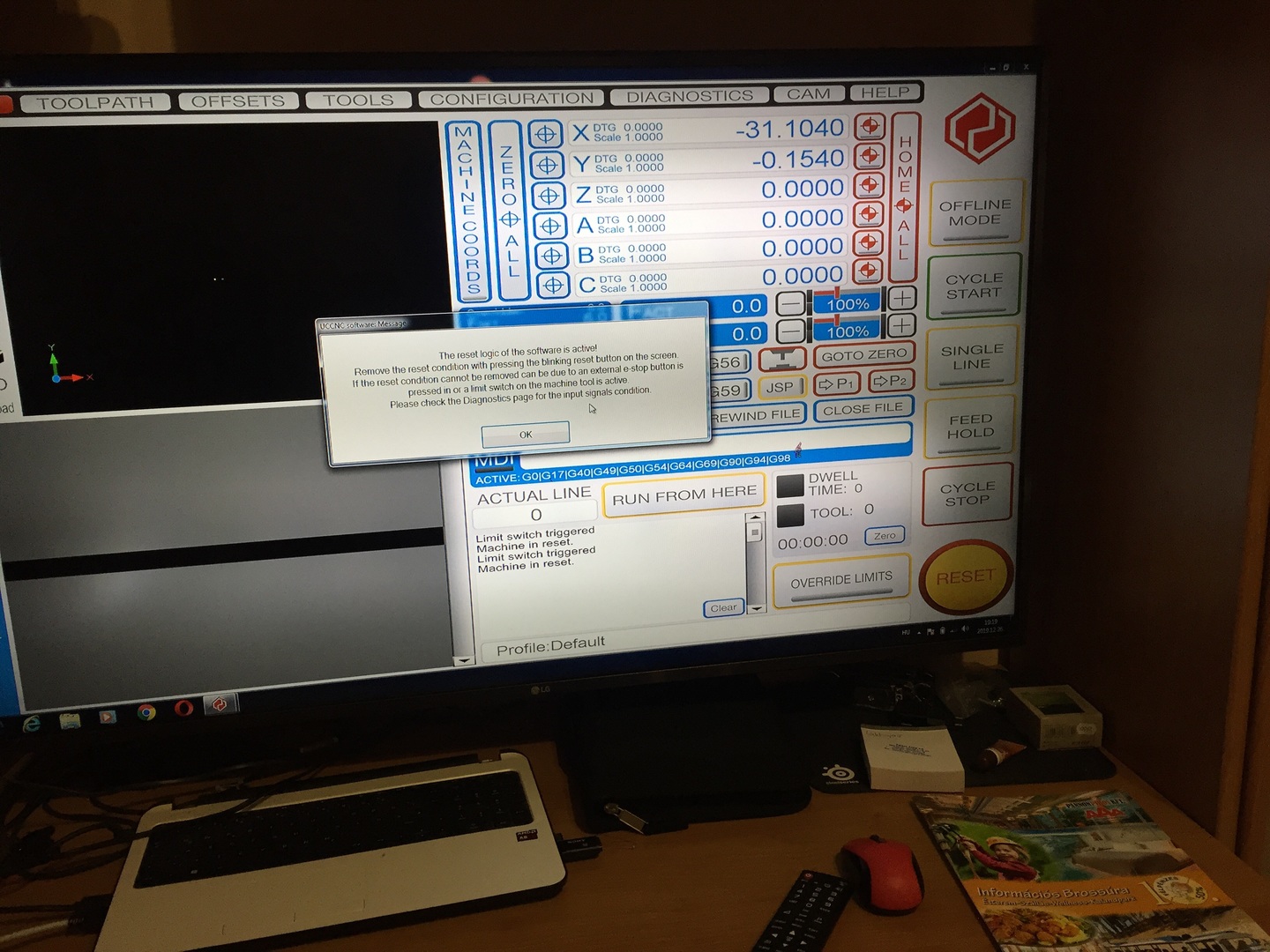
Hmm nekem így sajnos nem működik :/ Vagyis úgyértem, ha végálláson vagyok akkor a limit gomb nem akar működni, nem reagál. Holnap megnézem ma nemlesz időm. Köszi
Országszerte karácsony van. Január 6. az első munkanapunk, akkor megnézzük, hogy tényleg hiba-e egyáltalán. Ha igen, akkor lesz előbb-utóbb javítás is. Majd addigra kérünk egy hibásnak tekintendő g-kódot, a profilodat, és azt, hogy melyik verzió az, amelyiknél még nem volt ilyen problémád.
Az override limits pont arra való, hogy ha rá vagy túlfutsz a végálláson, akkor benyomod a gombot, a resetet ilyenkor ki tudod kapcsolni és máris le tudsz mozogni róla.
Ennyire még nem merültem bele hogy tudjam hogyan lehet azoftveresen beállítani:) Most annak örülnék ha látnám mozogni:) lassan 2 éve hogy dolgozok azon hogy készlegyen:)
Köszi a választ mindenkinek! De sajnos nemtudom hogy minek is kéne történnie a a gomb megnyomásakor, mert most nemcsinál semmit:/ Vagy be is kell állítani hogy működjön?
Illetve, nemtudom mennyire külömbözik az autocad és a F360, de nemnagyon van lelkierőm átállni rá, de azért köszi:)
Aknai Gábor | 3191
2019-12-25 20:19:10
[7420]
Sokkal jobban jársz, ha AutoCad helyett a Fusion360-at használod (ez is Autodesk termék), mert ez kimondottan CAD/CAM progi és Vilmos Jani fórumtársunk jóvoltából topikja is ill. oktató videó is van hozzá.




 Ha újra megcsinálod, akkor ajánlom figyelmedbe az AutoBackupProfile nevű plugin-t, az minden induláskor készít egy másolatot az aktuális profilról. Az 1.2111-es verziótól érhető el.
Ha újra megcsinálod, akkor ajánlom figyelmedbe az AutoBackupProfile nevű plugin-t, az minden induláskor készít egy másolatot az aktuális profilról. Az 1.2111-es verziótól érhető el.