Sziasztok Enkóderes léptetőmotort ha használok,akkor az enkóder paramétereit az AUX Encoder setting menüpontnál kell megadni?
Illetve így pozíció visszacsatolásra lehet használni?
dezsoe | 2919
2019-12-28 12:46:26
[7437]
Azért ezt nem mondanám. Amivel többet tud az ethernetes: - tudja a 200 és 400 kHz-es kernel frekvenciát, - fogad 6 enkódert, - van 10 szinkron kimenete, - állítható az Enable jel késleltetése, - tengelyenként lehet megadni a Current Hi/Low kimenetet, - a bemeneteken van debounce beállítás.
Hát nekem ha a kattintások száma meghaladja a 1000/sec akkor felvillanik 0.1sec -re a puros csik de semmi többet! Megvettem az axbbe-t ahhoz volt uccnc kulcs is, nem demóba megy!
TBS-TEAM | 2641
2019-12-26 19:35:52
[7434]
Az O.limit alján világítani kell a piros csíknak akkor van bekapcsolva. Demo módban nem működik!
Majd ha teheted cseréld le Ethernetes vezérlőre. Semmivel sem tud többet, de úgy vettük észre az USB-nél sokkal jobban oda kell figyelni a zavarvédelemre. Az USB ugye nem igazán ipari környezetre készült.
5-6 vezérlőtípussal dolgoztam eddig aktívan, konkrét fanucal csak futólag találkoztam, de a vezérlők többsége azt vettem észre a fanucot veszi alapul, van ahol rengeteg hasznos eltéréssel ami könnyíti a melót. Csak azért szóltam hozzá az egészhez, mert láttam, hogy a kolléga min akadt fent, mert az elterjedtebb fanuc szerű működéshez van hozzászokva, mondjuk őszintén, ahogy itt működik a G28 annak sok értelmét én nem is látom, hisz minek is akarná az ember minden tengelyen elküldeni a nullpontra a gépet pláne egyszerre, ami eléggé ütközésveszélyes is lehet (mondjuk dolgozok olyan gépen is, ahol egy másodlagos home pozíció is van amit a felhasználó állíthat be, és G28-ra arra a pozícióra fog elfutni a gép, így már rettentő hasznos tud lenni a dolog, de ennél is csak a megadott tengelyek mentén mozog). De szerintem túltárgyaltuk. Ugorgyunk.
Illetve még egy-két pozitívum: Míg lentebb a kolléga nem említette az újabb verziót, nem is tudtam a létezéséről (honlapról még az előző verzió jön a linkre kattintva) megnéztem az újabb verziót (1.2112), végre látszanak a tengelykoordináták szerszámtár nézetben, az átírható fordulat előtolás is egy jó dolog(nem kell mdi-be gépelgetni), nem is beszélve az új kinézetről, így már nem olyan színes mintha legóból lenne kirakva a képernyő (ez mach3-nál sem tetszett).
Abban igazad van, hogy ragaszkodom dolgokhoz . Mert lusta mérnök vagyok, és nem szeretem ha egy egyszerűbben használható dologról át kell állni egy kevésbé felhasználóbarát dologra. (pl. manuális szerszámbemérésnél ugráljak az ablakok között és jegyezzem meg az eltérést amit majd be kell gépelnem). Ha ezt el akarom kerülni, akkor marad a külső bemérés mint fórumtársunk javasolta, vagy szerkesztem magamnak a screenset-et. Nem vagyok ellene az automata szerszámbemérésnek, kis gépeken, routereken tök jó dolog mert nincs külön szerszámbefogó, de a szoftver ezt a módszert támogatja elsősorban. De hogy jó dolgokat is említsek, a nyomógombokra, előtolásszabályzásra való azonnali reagálás, vagy az mpg kerékkel való mozgás simasága például tetszik.
Nem mondanám hogy olyan régóta vagyok a szakmában, 5 éve programozok gépeket (Deckel, Hurco, Haas, Fanuc, DMG) egyedi gyártásban.
Én nem kérdőjeleztem meg azt hogy a Fanuc-ban hogyan működik. Mi nem a Fanuc-ot, hanem az RS274NGC szabványt követjük. Alapvetően a Fanuc is egyébként ezt a szabványt követi néhány eltéréssel, mint például ez is egy olyan dolog ahol eltértek a szabványtól. Gondolom valami miatt ők ezt látták jobb megoldásnak. Amúgy nagyjából ők is követik az RS274NGC szabványt. Az, hogy nem találkoztál vele, az azért lehet, mert csak Fanuc-al dolgoztál eddig.
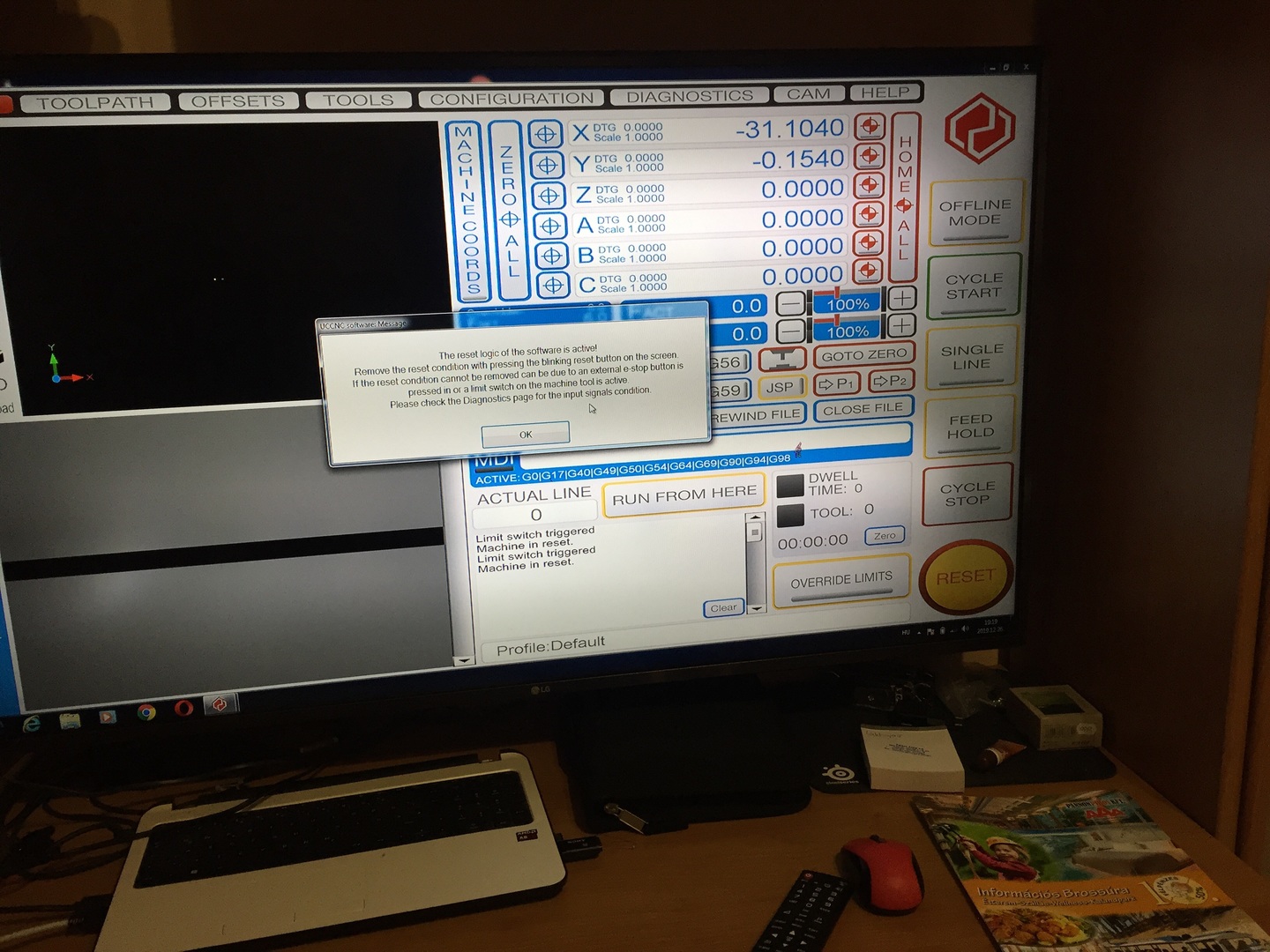
Hmm nekem így sajnos nem működik :/ Vagyis úgyértem, ha végálláson vagyok akkor a limit gomb nem akar működni, nem reagál. Holnap megnézem ma nemlesz időm. Köszi
Országszerte karácsony van. Január 6. az első munkanapunk, akkor megnézzük, hogy tényleg hiba-e egyáltalán. Ha igen, akkor lesz előbb-utóbb javítás is. Majd addigra kérünk egy hibásnak tekintendő g-kódot, a profilodat, és azt, hogy melyik verzió az, amelyiknél még nem volt ilyen problémád.
Az override limits pont arra való, hogy ha rá vagy túlfutsz a végálláson, akkor benyomod a gombot, a resetet ilyenkor ki tudod kapcsolni és máris le tudsz mozogni róla.
Ennyire még nem merültem bele hogy tudjam hogyan lehet azoftveresen beállítani:) Most annak örülnék ha látnám mozogni:) lassan 2 éve hogy dolgozok azon hogy készlegyen:)
Köszi a választ mindenkinek! De sajnos nemtudom hogy minek is kéne történnie a a gomb megnyomásakor, mert most nemcsinál semmit:/ Vagy be is kell állítani hogy működjön?
Illetve, nemtudom mennyire külömbözik az autocad és a F360, de nemnagyon van lelkierőm átállni rá, de azért köszi:)
Aknai Gábor | 3049
2019-12-25 20:19:10
[7420]
Sokkal jobban jársz, ha AutoCad helyett a Fusion360-at használod (ez is Autodesk termék), mert ez kimondottan CAD/CAM progi és Vilmos Jani fórumtársunk jóvoltából topikja is ill. oktató videó is van hozzá.
Sziasztok! Én csak abban kérnék megerősítést, hogy az általam jelzett problémával foglalkozik valaki, és ki lesz javítva. Szeretném megtartani ezt az új formát 1.2112. Nem akarok régebbi verzióra visszatérni emiatt a probléma miatt.
svejk | 32800
2019-12-25 19:51:13
[7418]
Erre való az "override Limits" gomb az E-stop mellett.
egyébként meg tessék szoftveres limitet használni.
Sziasztok 2 kérdésem is volna Elsö: ha a végállások sorba vannak kötve, akkor valahogy belehet állítani hogy ha eléri a végállást,pl. A jogolas közbe , akkor onnan vissza is tudjak jönni!? Mert most áramtalanítanom kell, majd kézzel visszatekerni a tengelyt:/ Második: Autocad-be megtervezett alkatrészt hogy tudom eljuttani a marásig!? Letöltöttem az Aspire-t gondolom az kell hozzá, de semmi konkrétumot nem tudok tovább:/ Esetleg valami rövid video, hogy legalább egy rajztesztet tudjak csinálni a masinával, mert eddig a hom poz. Felvételen kívül többet nem mozgott!?
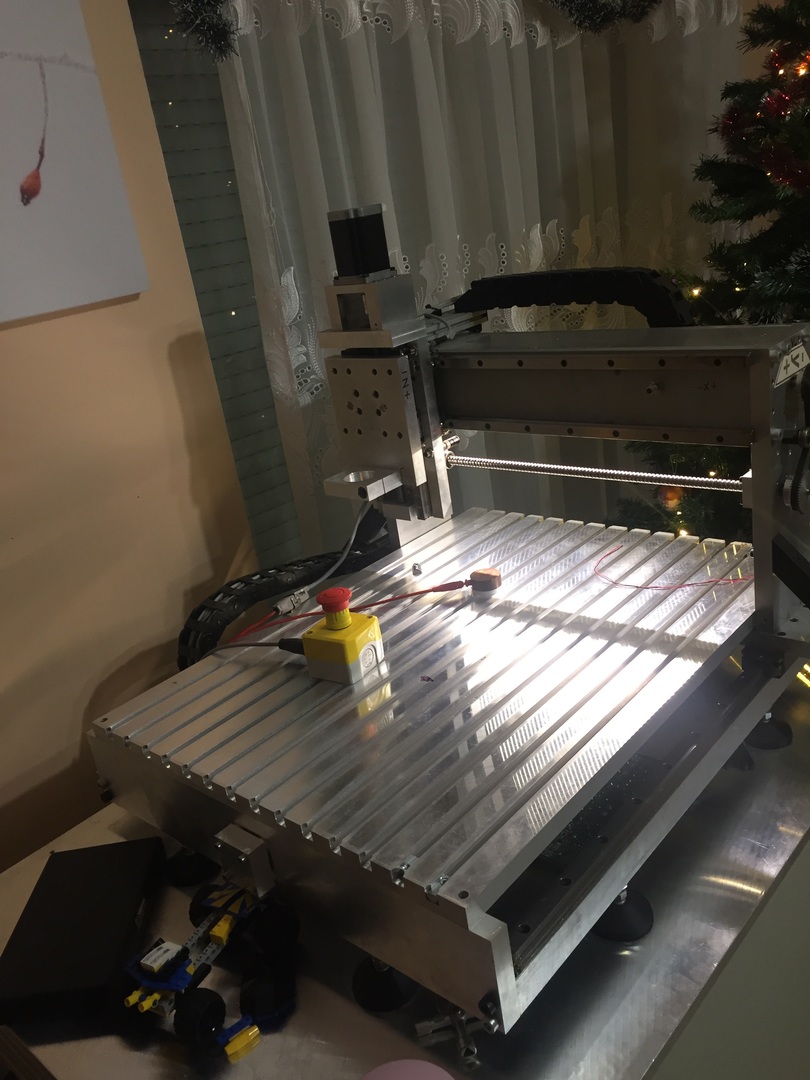
Csináltam egy képet a masináról, eddig nem mutogattam:)
Előre is köszi Kellemes ünnepeket mindenkinek
atechnikadiadala | 30
2019-12-25 11:12:50
[7415]
Annyira nem akarom beleásni magam, én elfogadom hogy az UC-ban így működik meg, hogy az a szabvány amit belinkeltél ezt írja, de ettől függetlenül a fanuc nyelv alapú rendszerekben úgy működik ahogy én mondtam. UC-n kívül nem találkoztam még soha ilyennel, szóval lehet hogy az a szabvány kicsit elavult lehet...
Én csak arra akartam utalni, hogy van a fórumban lehetőség a közvetlen linkelésre.
Nem tudom milyen régóta vagy a szakmában, de úgy érzem görcsösen ragaszkodsz dolgokhoz. Sajnos én magam is ilyen vagyok és ez nem jó dolog.
A munkahelyemen Fanuc, Mori-Seiki, HAAS, és Okuma gépek vannak. A dolgozók zokszó nélkül mennek másik gépre ha kell. (én nem vagyok sem gépkezelő sem gépbeállító, más vonalon mozgok)
Itthon is csak barkácsolgatok és pont az általad említett megbízhatatlansága miatt váltottam én is a Mach3-ról. Mint látod lassan el is felejtem a Mach3 működését.
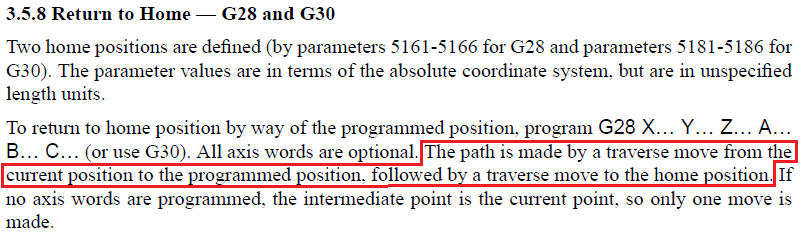
A szabvány mást mond, azt mondja, hogy ha tengely van megadva G28-ban, akkor azt köztes mozgáskoordinátának kell tekinteni és azon keresztül kell elmozdulni.
Javaslom az UCCNC dokumentációját tanulmányozni, ott le van írva pontosan, hogy melyik g-kód hogyan hajtódik végre. A G28 is.
De igen, egy szabványt követnek. RS274NGC-nek hívják. Igaz a szabványtól helyenként eltér a mach3 és vannak olyan dolgok a mach3-ban és az uccnc-ben is amik nem a szabvány részei. Ugyanis a szabvány csak az alapvető dolgokat tartalmazza.
Én is lekopogom, nem zúztam semmit mach3-al, több mint 2 éve használom szimultán 5 tengelyen, de vannak bug-ok amik néha előjönnek és zavarók. Egy részük g kód bezárás újra megnyitással megoldható, másik részhez mach3 restart kell. Illetve általában minden indítás után az első 5 percben ledobja az uc300-at. Utána egész nap mehet a munka hiba nélkül. De engem zavarnak ezek az apró dolgok, és ezért döntöttem a szoftvercsere mellett. Remélem igazad lesz és meg fogom szeretni én is
Elméletben szinte mindegyik program ugyanazt a szabványt követi (nem csak az UCCNC és a Mach3, hanem pl. a LinuxCNC is), de vannak apró eltérések, nyelvjárások. Nem hiszem, hogy bárki is 100% kompatibilitást mondott volna, de saccra 99%-ot tippelnék. Vannak apróságok, amit az egyik tud, a másik nem, minden irányban, de ezek főleg az ilyen "körítés-jellegű" kódokban jelentkeznek, maga a megmunkáló kód szinte mindig használható. Sokáig nem is volt UCCNC-hez posztprocesszor egyik CAM programban sem, a Mach3-ast lehetett használni, csak tudni kellett, hogy mit kell kiszedni vagy módosítani benne.
Másrészt kicsit csalódott vagyok, mert szoftvervásárlás előtt e-mail-ben elküldtem a kritériumokat, és az egyik fő szempont lett volna, hogy az uccnc által futtatható program 100%-ban kompatibilis legyen a mach3 által futtathatóval. De mivel nem egy szabványt követnek, ez nem valósul meg teljes mértékben...
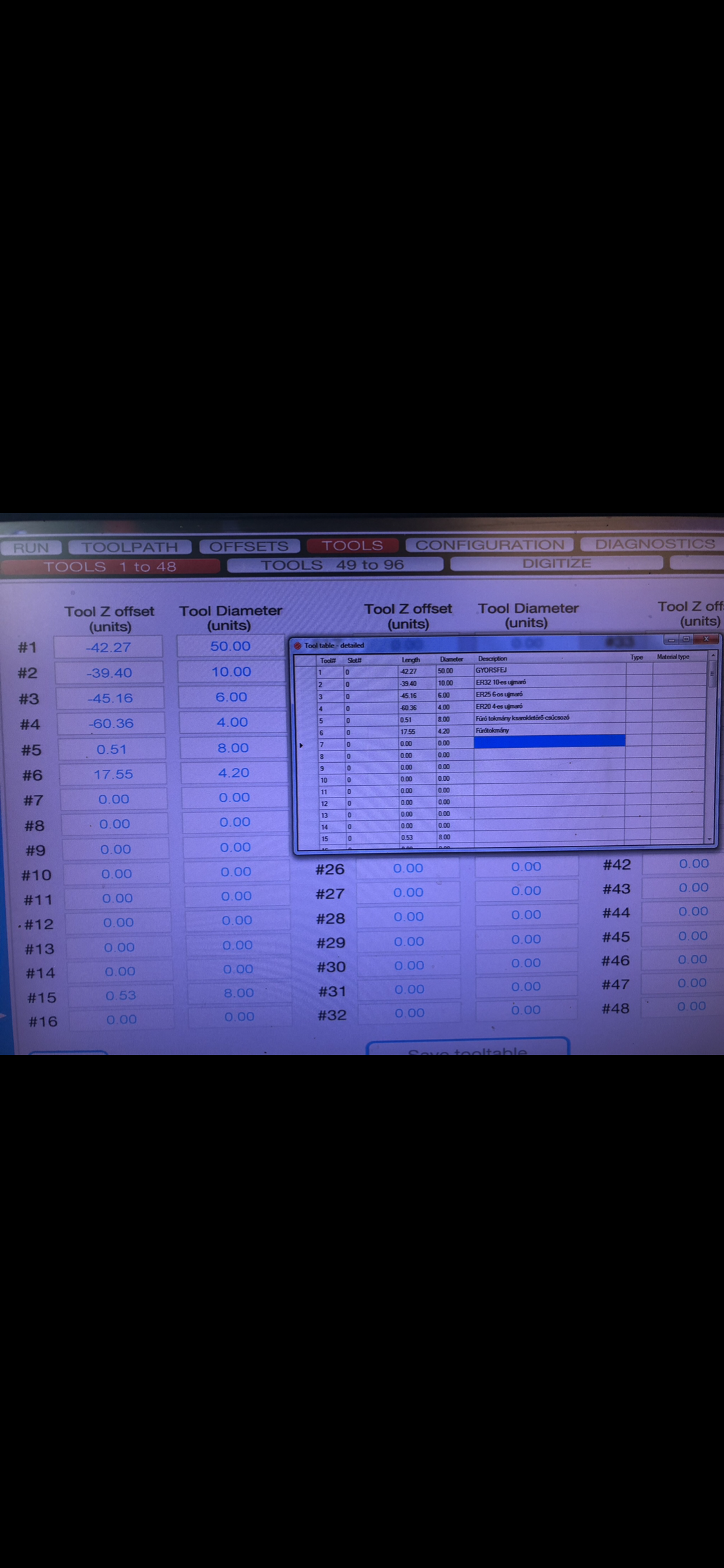
Üdv! Ajánlanék egy hatásos “ipari” alkalmazàst-megoldàst a szerszámok (T1-T2...->) bemérésére, használatára! 1. Kell egy a főorsóval azonos kúppal szerelt mérőóra (BT30-3D Taster) 2. Kell egy fixen rögzített sík amiben azonos szintig lehet bele helyezni a bemérni kívánt szerszàmot, majd egy talpas mélységmérő ami szintèn fixàlva van a síkhoz (lehetőleg digitális óra) 3.Taster 0-0 -ál orát nulláz (lásd kép) 4.UCCNC—> TOOLS—> Helyes sorba a mért szerszám hossz korrekciót bevésni. 5.Ráállás a munkadarabra x-y majd OFFSETS ablakban G92-nullázni(megszokásból rá szoktam nézni) 6. Z irányban szintén Taster 0-0 majd zero... 7. Gcode load —> fontos! T5-H5 T2-H2 8. Használod
Olvasom a kommenteket, és nekem az jön át, hogy nagyon mach3 felhasznàló, legalább is a kommentekben többször van említve. Én nem szeretném spojlerezni egyik programot sem, de hasznàltam 2-3 évig mach3-at ès 1- 1.5 éve használok uccnct! Hasonló a hobby felhasználhatósága végett, de sokkal másabb a két program (nekem legalább is) Sokkal megbízhatóbb-stabilabb-testre szabhatób-gyorsabb-az uccnc nem törtem össze még vele semmit (bal kéz 3kopp). Összeségében nem értem a kommentek alapján ha olyan jó volt a mach3 és minden sikerül (kinek a pap, kinek...) akkor mièrt kellett ez a vàltás? Természetesen mivel kèt külön származású-elgondolású programról van szó, furcsa egyik a másik utàn! Csupán a személyes tapasztalom végett (védem meg) állítom, hogy az uccnc messze jobb mint a mach3, eddig akármi bajom kínom volt nagyon segítőkész emberekre találtam itt a fórumon (Pl:dezsoe) akik segítettek vagy megoldották a programban a problémáim. Szerintem biztos ha tudnak segítenek megoldani a nehézségeket! Remélem a bemèrős tipp segít!
Az a gond hogy a kolléga azt várta hogy úgy működik az UC is mint az összes ipari Fanuc alapú vezérlő teszi, mégpedig hogyha G28 után tengely is van megadva, akkor csak azon az egy tengelyen mozog. Pluszba még e-mellé jött a hibás kód értelmezési sorrend az UC-ben.
Ez pont közéjük tartozik. Amit Svejk linkelt, ott egyértelműen Fanuc-ról van szó és egyértelműen le is írja, hogy ha van köztes pont egy tengelyen, akkor csak azt a tengelyt fogja referenciába küldeni. Az RS274NGC szabvány pedig nem. Ennyi.
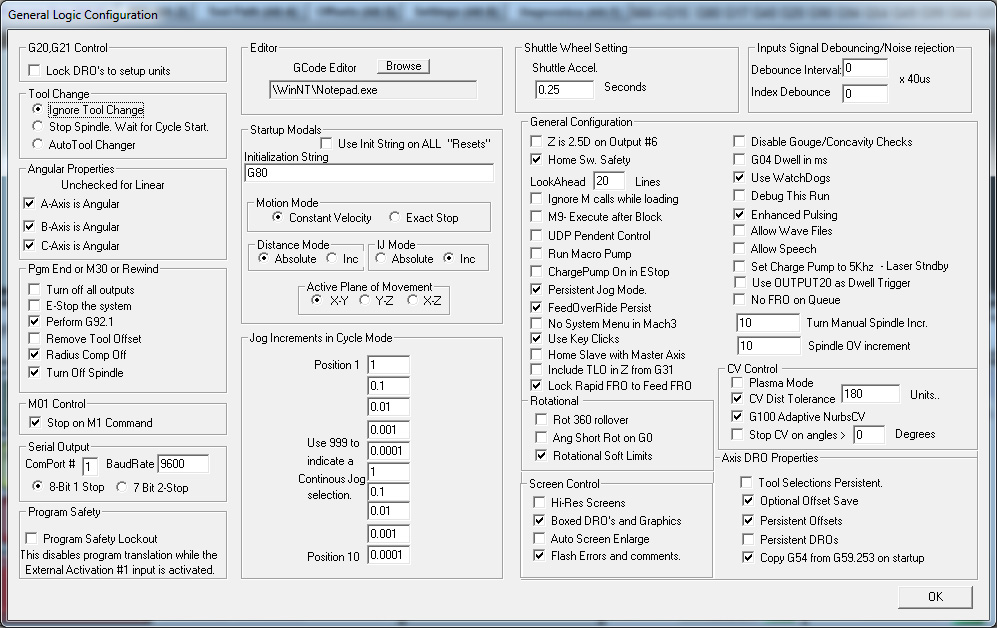
1. Az UCCNC az RS274NGC szabványt követi, ahol lehet. (Kézikönyv, 4.1 fejezet, elgépelve RD274NGC-nek.) Teljesen mindegy, hogy a felsorolt márkák mikor és hogy működnek, a G28 az említett szabvány szerint van megoldva.
2. Ahogy mutattam a képen is: a G28 paraméter nélkül rögtön az összes tengelyt egyszerre elküldi a referencia pontra. Ha van megadva valamilyen koordináta, akkor azt köztes pontnak tekinti (munkakoordinátában) és először oda mozog el.
3. Az egy sorba írt g-kódok végrehajtási sorrendje nem minden esetben felel meg a szabványnak, majd egyszer ez is ki lesz javítva, gondolom.
4a. Ha a végrehajtási sorrend helyes lenne, akkor a G28 G91 Z0 sorból először a G91 (relatív koordináták használata) hajtódna végre, majd utána a G28 Z0 (mozgás referencia pontra Z0 érintésével). Ennek eredménye: először mozgás Z0 relatív koordinátára, ami a 0 miatt azt jelenti, hogy marad, ahol van, majd mozgás az összes tengellyel referencia pontra. Pont ugyanaz, mint egy paraméter nélküli G28.
4b. A végrehajtási sorrend hibája miatt a G28 G91 Z0 sorból először a G28 Z0 (mozgás referencia pontra Z0 érintésével), majd a G91 (relatív koordináták használata) hajtódik végre. Ennek eredménye: először mozgás Z0 abszolút munkakoordinátára, majd mozgás az összes tengellyel referencia pontra.
Túlzásba azért ne essünk, én csak ismerni szeretném a vezérlőket... Persze hogy vannak gépspecifikus kódok. De speciel ez a home pozícióba küldés pont nem tartozik közéjük...
Köszönöm a linket, de nincs benne az általam felvetett probléma magyarázata/megoldása. ---> Pár hozzászólással lentebb olvasható: a kód végrehajtási sorrendje nem megfelelő az uccnc-ben.
Ezzel a résszel nem is vitatkoztam. Ezt tudom hogy így működik... Viszont a szabvány az én problémámat nem említi: ha ott van előtte a G91, akkor egyből home pozícióba kell vinnie azt a tengelyt, amit a G28 után definiálok. És ez nem mach3 találmány. Mint említettem, fanuc, haas, hurco vezérlőkön (a 90-es évektől napjainkig kiadott gépeken) így működik, ahogy én azt szeretném. Bár biztosan ők is az elavult mach3-ról koppintottak.
Ha ilyen jól ismered az ipari vezérlőket azt is tudnod kell, hogy bizony a G-kód csak egy ajánlás és sajnos vannak gépspecifikus kódok, még egy vezérlőcsaládon belül is, ezt hozta magával a vezérlők fejlődése.
Mi is itt már sok G-kódot megreformáltattunk, kértünk különféle opciókat az UCCNC vezérlőbe. Szerencsére elég sokat meg is kaptunk, hála az itthoni fejlesztésnek. Ha logikusan és nyomatékosan alá tudod támasztani a kérésed valószínű meg is lesz oldva. Úgy vettem észre az kevés szokott lenni, hogy: "az ipari gépeken úgy működik".
más: Ha linkelsz van erre klassz megoldásunk, pl. így:
Nagyon érdekes cikk, köszönöm, hogy tanulhatok belőle a g-kód működéséről. A probléma az vele, hogy erősen Mach3 ízű, a Mach3 pedig finoman szólva sem ragaszkodik szigorúan a szabványokhoz. Többek között a G28 implementálásában sem. A szomorú hír az, hogy sajnos mégis nekem van igazam: olvasd el a szabványban. Én is így tettem, mert bár fejből is tudom a G28 helyes működését, nem szeretek úgy leírni valamit, hogy előtte nem ellenőrzöm, így most is megtettem.
Neki az kellene, hogy csak Z tengelyen hajtsa végre a G28-at, ezért is kell a G91, és ipari gépeken egy sorba beírt G kódok sorrendisége nem számít, a G91 hajtódik végre elsőre, és aztán a G28, függetlenül attól hogy melyik van előrébb azonos sorban. Illetve ugye ebben az esetben a másik 2 tengelynek mozdulnia sem szabadna, csak a Z-nek.
Ezzel a kódsorral nem azt kértem tőle, hogy azt csinálja amit csinál... és nem úgy kell működnie ahogy leírtad. Az utasítások sorrendje tökéletes, mert ipari gépeken működik (pl. Haas, Hurco, Fanuc). Ezzel a kódsorral azt kérem tőle hogy Z tengelyen menjen fel home pozícióba. Ha nem lenne előtte a G91, akkor az történik amit leírtál, lemegy nullára, majd fel home-ba. De mivel ott van a G91, ez megváltoztatja a dolgokat, és mivel a G28 után megadtam hogy melyik tengelyen akarom a mozgást, ezért csak és kizárólag a Z kellene mozogjon. Szóval a szoftver ezt a kódsort hibásan értelmezi. Legalább a G53-at jól kezeli... kipróbáltam.
Egy kis irodalom a helyes működésről: https://cncphilosophy.com/g28-g-code-demystified/
Azért, mert azt kérted tőle. Ha simán haza akarod küldeni a tengelyeket, akkor G28 és kész. A sor, amit beírsz azt jelenti, hogy menjen haza, de először a Z-t vigye 0 távolságra. Az egymásra halmozott utasítások sorrendje nem tökéletes, ezért először a G28 Z0-t hajtja végre, csak utána a G91-et, ezért megy először nullára. Viszont ha helyes sorrendben hajtaná végre (G91, majd G28 Z0), akkor sem sok értelme lenne, mert azt jelentené, hogy menjen haza, de előbb a Z tengelyen mozogjon 0 távolságot, tehát annyi, mint ha egy sima G28-at adnál ki.
Rendben, köszi a megerősítést! Viszont ehhez segítségképpen igazán lehetne egy nyomógombot tenni a szoftverbe, hogy automatice legyen a folyamat (pl mach3), illetve az is roppant hasznos lenne ha nem kellene megjegyezni a beírandó értéket, mert ahol be kell írnom, nem látszik az aktuális Z koordináta. (már beletettem a screensetbe, de csak felhasználó szeretnék lenni és használni a szoftvert egy felhasználóbarát környezetben, nem pedig fejlesztgetni-javítgatni)
Még egy utolsó kérdésem lenne:
Ezt a kódot: G28 G91 Z0. Miért úgy hajtja végre a program, hogy az összes tengelyen mozog? Illetve legelőször lemegy munkadarab Z nullig, és onnan indul home-ba az összes. Ez azért vicces, mert program elején nincs hosszkorrekció behívva, így ha nem a nullszerszám, vagy annál hosszabb van éppen bent, akkor jön a csatt. Szoftver leírása szerint elvileg ismernie kellene a G28-at.
1.2111 verzió. Nincs érzékelőm és nem is szeretnék. Hagyományos módon, munka elején bemérem a szerszámokat és utána cserélgetem őket (BT30-as főorsóm van). Tegnap ahogy még nézegettem a programot, valószínű úgy működik mint pl fanuc-éknál. Kinevezek egy szerszámot nullszerszámnak, azzal felveszem a z nullát, és szerszámcserék után a többi szerszámmal megérintve ugyan azt a felületet, a z tengelyen kiírt eltérést beírom szerszámhossznak. Így van? (nem teszteltem még le a gépen)