|
Előzmény: suvalovo, 2020-05-21 23:27:41 [7819]
|
|
Előzmény: suvalovo, 2020-05-21 23:27:41 [7819]
|
|
Előzmény: dtb, 2020-05-21 22:58:09 [7817]
|
|
Előzmény: dtb, 2020-05-21 22:58:09 [7817]
|
|
Előzmény: suvalovo, 2020-05-21 22:26:48 [7816]
|
|
Előzmény: sanyi84, 2020-05-17 12:17:31 [7813]
|
|
Előzmény: dezsoe, 2020-05-17 10:18:38 [7812]
|
|
Előzmény: sanyi84, 2020-05-17 09:42:40 [7811]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: őrülT-Tudós, 2020-05-11 13:32:57 [7809]
|
|
Előzmény: CNCdrive, 2020-05-11 00:37:04 [7805]
|
|
Előzmény: őrülT-Tudós, 2020-05-10 21:22:08 [7799]
|
|
Előzmény: őrülT-Tudós, 2020-05-10 21:22:08 [7799]
|
|
Előzmény: dezsoe, 2020-05-10 22:16:04 [7802]
|
|
Előzmény: dezsoe, 2020-05-10 22:16:04 [7802]
|
|
Előzmény: B.Zoltán, 2020-05-10 21:48:19 [7801]
|
|
Előzmény: dezsoe, 2020-05-10 21:40:53 [7800]
|
|
Előzmény: őrülT-Tudós, 2020-05-10 21:22:08 [7799]
|
|
Előzmény: dezsoe, 2020-05-09 23:23:16 [7795]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 21:58:18 [7791]
|
|
Előzmény: D.Laci, 2020-05-10 08:33:56 [7796]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 21:58:18 [7791]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 22:39:15 [7793]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 21:58:18 [7791]
|
|
Előzmény: dosalaszlo, 2020-05-09 22:03:23 [7792]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 21:47:08 [7790]
|
|
Előzmény: ANTAL GÁBOR, 2020-05-09 18:15:10 [7789]
|
|
Előzmény: dezsoe, 2020-05-09 17:36:23 [7788]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 17:19:51 [7787]
|
|
Előzmény: őrülT-Tudós, 2020-05-09 17:19:51 [7787]
|
|
Előzmény: suvalovo, 2020-05-08 22:49:53 [7785]
|
|
Előzmény: dezsoe, 2020-05-06 21:52:16 [7777]
|
|
Előzmény: frob, 2020-05-08 08:54:14 [7782]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: Draskoczi Judit, 2020-05-08 02:21:57 [7778]
|
|
Előzmény: CNCdrive, 2020-05-06 18:55:44 [7773]
|
|
Előzmény: suvalovo, 2020-05-06 21:11:31 [7775]
|
|
Előzmény: suvalovo, 2020-05-06 21:11:31 [7775]
|
|
Előzmény: CNCdrive, 2020-05-06 18:55:44 [7773]
|
|
Előzmény: dezsoe, 2020-05-06 17:15:44 [7771]
|
|
Előzmény: dezsoe, 2020-05-06 17:15:44 [7771]
|
|
▲
◊
|




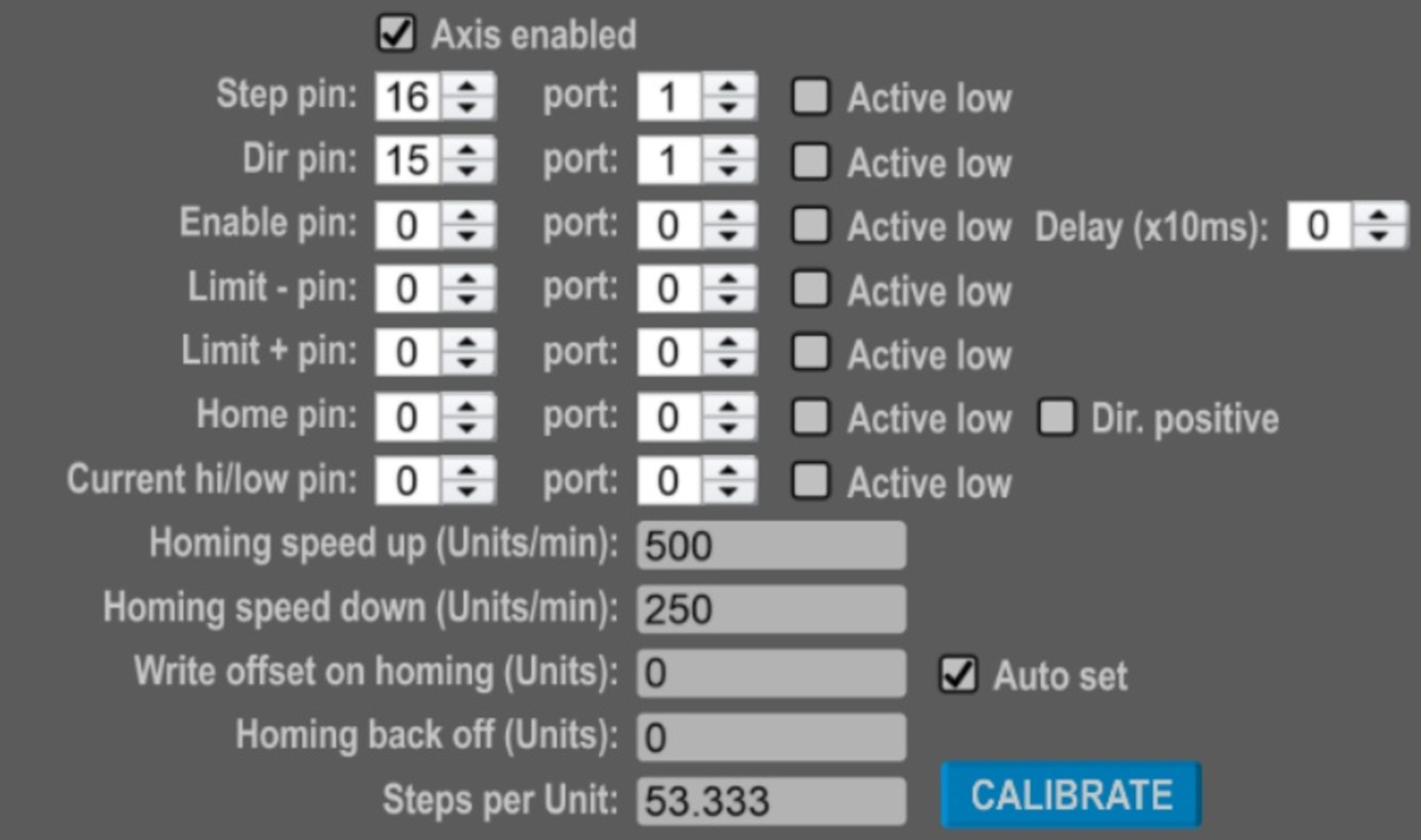
 ) Tehát a 10 tizedes értékmegadással úgy néz ki tökéletesen teszi a dolgát! Köszönöm mindenkinek a hozzászólást! További szép napot!
) Tehát a 10 tizedes értékmegadással úgy néz ki tökéletesen teszi a dolgát! Köszönöm mindenkinek a hozzászólást! További szép napot! 
 4. tengely beállításánál ütköztem a következő problémába. Az UCCNC szoftver az impulzususok számára kíváncsi 1 egység elmozduláshoz.
4. tengely beállításánál ütköztem a következő problémába. Az UCCNC szoftver az impulzususok számára kíváncsi 1 egység elmozduláshoz.