|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: Egyújabbgépépítő, 2018-10-04 09:44:37 [19359]
|
|
Előzmény: RJancsi, 2018-10-04 09:53:44 [19362]
|
|
Előzmény: Devecz Miklós, 2018-10-04 09:51:01 [19361]
|
|
Előzmény: RJancsi, 2018-10-04 09:44:49 [19360]
|
|
Előzmény: svejk, 2018-10-04 09:22:30 [19358]
|
|
Előzmény: RJancsi, 2018-10-04 09:15:32 [19357]
|
|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: PSoft, 2018-10-03 21:21:05 [19344]
|
|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: végyé, 2018-10-04 08:52:39 [19351]
|
|
Előzmény: PSoft, 2018-10-03 22:19:29 [19350]
|
|
Előzmény: svejk, 2018-10-03 21:50:36 [19349]
|
|
Előzmény: PSoft, 2018-10-03 21:45:33 [19347]
|
|
Előzmény: PSoft, 2018-10-03 21:45:33 [19347]
|
|
Előzmény: svejk, 2018-10-03 21:41:11 [19346]
|
|
Előzmény: Varga István, 2018-10-03 21:25:29 [19345]
|
|
Előzmény: PSoft, 2018-10-03 21:21:05 [19344]
|
|
Előzmény: RJancsi, 2018-10-03 19:57:28 [19341]
|
|
Előzmény: Dakota25, 2018-10-03 20:08:34 [19342]
|
|
Előzmény: RJancsi, 2018-10-03 19:03:50 [19339]
|
|
Előzmény: PSoft, 2018-10-03 19:47:58 [19340]
|
|
Előzmény: RJancsi, 2018-10-03 19:03:50 [19339]
|
|
Előzmény: végyé, 2018-10-03 07:10:43 [19336]
|
|
Előzmény: Rabb Ferenc, 2018-10-02 15:41:11 [19321]
|
|
Előzmény: Rabb Ferenc, 2018-10-02 17:36:31 [19326]
|
|
Előzmény: Egyújabbgépépítő, 2018-10-02 17:51:14 [19328]
|
|
Előzmény: PSoft, 2018-10-02 20:31:55 [19332]
|
|
Előzmény: Devecz Miklós, 2018-10-02 08:36:42 [19312]
|
|
Előzmény: Egyújabbgépépítő, 2018-10-02 17:51:14 [19328]
|
|
Előzmény: PSoft, 2018-09-30 22:46:54 [19301]
|
|
Előzmény: PSoft, 2018-10-02 17:26:28 [19325]
|
|
Előzmény: PSoft, 2018-10-02 17:26:28 [19325]
|
|
Előzmény: PSoft, 2018-10-02 16:00:57 [19324]
|
|
Előzmény: smalla, 2018-10-02 13:43:21 [19315]
|
|
Előzmény: Rabb Ferenc, 2018-10-02 10:53:21 [19314]
|
|
Előzmény: Rabb Ferenc, 2018-10-02 10:53:21 [19314]
|
|
Előzmény: elektron, 2018-10-02 14:17:07 [19316]
|
|
Előzmény: szf, 2018-10-02 15:04:53 [19317]
|
|
Előzmény: szf, 2018-10-02 15:04:53 [19317]
|
|
▲
◊
|

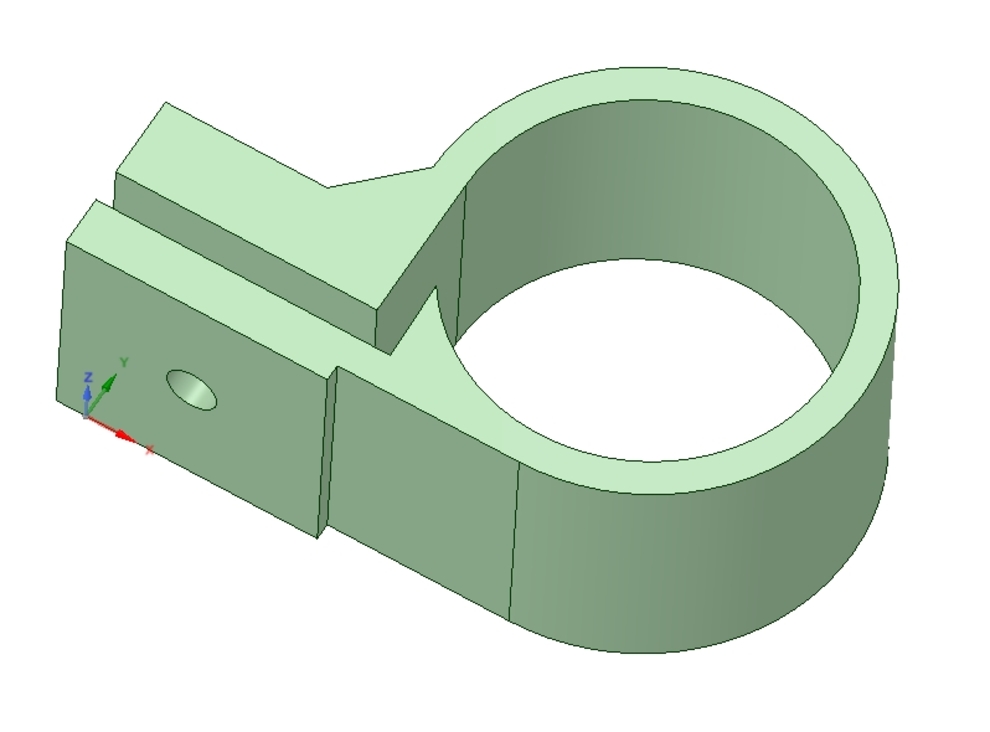
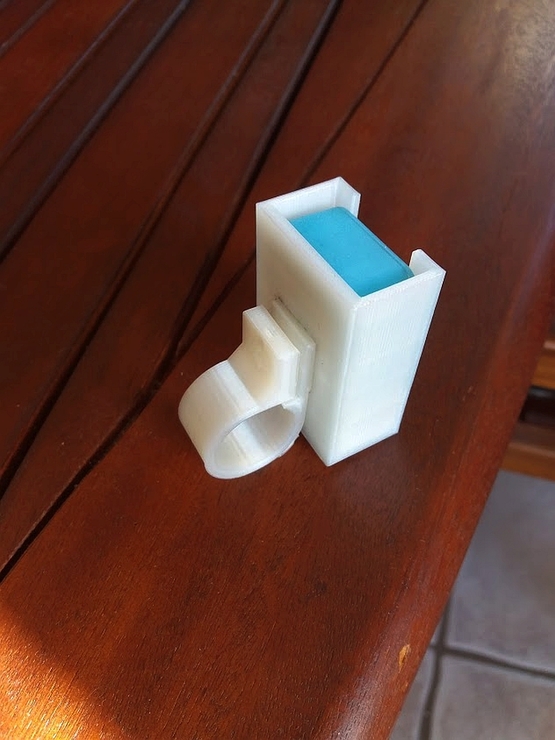
 Ez a nyomtatott sokkal kulturáltabb benyomást kelt. Remélem a bilincs nem fogja megadni magát egy döccenőnél, mindenesetre az első időben egy zsinórral is ki fogom kötni a GPS-t a járgányomhoz.
Ez a nyomtatott sokkal kulturáltabb benyomást kelt. Remélem a bilincs nem fogja megadni magát egy döccenőnél, mindenesetre az első időben egy zsinórral is ki fogom kötni a GPS-t a járgányomhoz.