Próbáltam nyomni Slic3r-ből és Cura-ból is hajtót. Érdekes, hogy a Slic3r-nél hűtés nagyon későn kapcsol be, látszik is egy vonal, csak másképp mint korábbi nyomatokon. Inkább többlet, mint hiány látszik és a hajó orr éle is ragyás mielőtt a venti bekapcsol. Ez a bal oldali. A Cura-ból generált meg nem kapcsolja be egyátalán, ez balról a második, nagyon gáz lett. Aztán balról a harmadik az is Cura-ból van, de maxra felvettem a nyomtatón a hűtőventit. Jó is lett viszonylag, csak a kis kitüremkedések nem tetszettek, a flow-t levettem 92-ről 85-re, azzal készült a jobb oldali.
Van tippetek a Cura-ból (3.4.1. és azonos indító és lezáró g kód template-et használok a két programban) miért nem működik a venti? Az enable print cooling ki van pipálva és 100%-on van. Köszönöm, JG
Bowdenes száladagolós a nyomtatóm, illetve Cura 3.4.1-et használok lés valahol olvastam, hogy ennél a megoldásnál meg kell a több milliméteres visszahúzás. Egész délelőtt ezzel játszottam . Most viszonylag szépen nyomtat, így , hogy lejjebb vettem a hőfokot, de még vannak hiányosságok, és elhagyott cseppek a rétegkezdőponton. Viszont ezt felett az opció felett valahogy elsiklottam, hogy lehet kis extra anyagot odanyomni hosszú gyorsjárat után. Alapban nem volt is előhozva ez a beállítás. Holnap majd letesztelem, mert most még van 2 órát nyomtat, na meg aludni is kellene A kisérletezéseim előtt ilyeneket csinált:
Üdv Én is tapasztaltam ezt a gyorsjárat alatti kicsöppenés és a kezdésnél emmiatt fellépő anyaghiányt. Slicerben pl, meg lehet adni a visszahúzás utáni plussz pici többletelőtolást, vagy próbálj a visszahúzás sebességével is játszani. A gyorsabb visszahúzás enyhe vákumot is csinál ami gátolja a kicsöppenést. Ha nem bowdenes akkor túl sok a 6 mm, nálam 2 mm vált be 20 mm/s visszahúzás és 30 mm/s visszatolással.
A fúvókával hogya szoktál csalni? Illetve azzal milyen hibát lehet kiküszöbölni? Nekem a legnagyobb bajom most, hogy sokat utazik levegőben a fej és mire a kezdőpontra ér addigra kicsöppen belőle a műanyag. Játszok a hőfokkal és a visszahúzási mértékkel, de minimális kicsöppenés még mindig van. 230 fokról indultam, mert a készítők ezt javasolták, de most 202 fokkal meg és 6 mm-es visszhúzással, anyag PLA. Persze a kicsöppenéssel nem szemol a gép, így azon a részen hiányos volt a darab aminek falvastagsága csak kicsvel vastagabb mint a fúvóka. Közel 5 óra nyomtatás végterméke, a rengeteg megkezdett próbanyomaton felül persze. Itt-ott ugyan van némi "szőr" de ez semmi a kezdeti átláthatatlan pókhálóhalmazhoz képest
Akkor a következő nyomtatásnál megpróbálom azt is állítani. Vékonyfalú RC repülő szárnyprofilt nyomtatok és nagyon nehéz eltalálni az optimális beállításokat akár Cura 3.4.1-et próbálom, vagy akár a Simplify3D-t. Ugyan a megvásárolt programcsomagban volt kigenerált G kódos, szeletelt program is amivel most is meg a gépem (úgy 10 órás nyomtatás) még eddig majdenhogy ez a legszebb, csak "szőrős" a belsó bordázata a sok gyorsjárati mosgás miatt, valószínűleg azért mert az Prusa I3-hoz lett kigenerálva aminhez ahogy olvastam Cura leírásában ,más szálvísszahúzásis beállítsá kell mivel annál az extruder közelében van az adagoló, míg az én gépemen meg az egyik oszlopon van így ott többet kell visszahuzatni .
Filament átmérőt szoktatok csalni a szeletelőprogramban ha nincs meg a dobra ráírt 1,75mm? 1,7-1,72mm-eket mérek. Meg lehet, hogy azért van néha megakad néha a fej a nyomtatott anyagban.
Én most rendeltem Kínából egy 5-ös pakkot 9 ezerért, de lehet elhamarkodottan tettem, mert utána olvastam, hogy az újabb Anycubic I3-as modellekben integrált motorvezérlő van ami olyan egyszerűen nem cserélhető mint a videós gépen
Törölt felhasználó
2018-09-14 14:43:30
[19165]
TMC22xx már ilyenek érdemes be áldozni 5 packba olcsóbb kinából pl az TMC2130 spi verzióst még firmware is csiszolják !
Erről a fejlesztésről mi a véleményetek? Utána csendesebben járnak a videón a motorok.
Törölt felhasználó
2018-09-14 11:38:50
[19163]
Szerintem értelmetlen 16 vagy 32 microstepet használni, pláne a Z és az extruder motoron. Az előnye az hogy a motorok csendesebben mennek, de lassabban is mert kétszer annyi pulzust kell adni a kontrollernek mint előtte levőn, azt pedig mint te is írod, ezek a gyenge, lassú 8-bites ATMEGA kontrollerek nem bírják. De könnyű kipróbálni, be kell állítani a maximális sebességet ami a te gépedre optimális.
Arra is kell gondolni hogy a motorok sokkal erősebbek ha alacsonyabb microsteppel hajtod, úgyhogy neked mi jó azt csak te tudod ellenőrizni és beállítani.
Eddig csak régi A4988 stepsticket használtam, azok csak 16 microstepet tudnak. Most DRV8825 van, az 32 microstepet is tudja. Emlékeim szerint egyszer valahol olvastam, hogy nem tanácsos 16 (vagy 32?) fölé menni, mert ezek az 8 bites ATMEGA kontrollerek azért nem olyan erős procik, akadozhat a nyomtatás.
32 microstep módot jól bírják az ATMEGA2560 (Arduino Mega) alapú vezérlők, vagy felesleges 16 microstep fölé menni?
farkastibor | 670
2018-09-11 22:27:07
[19158]
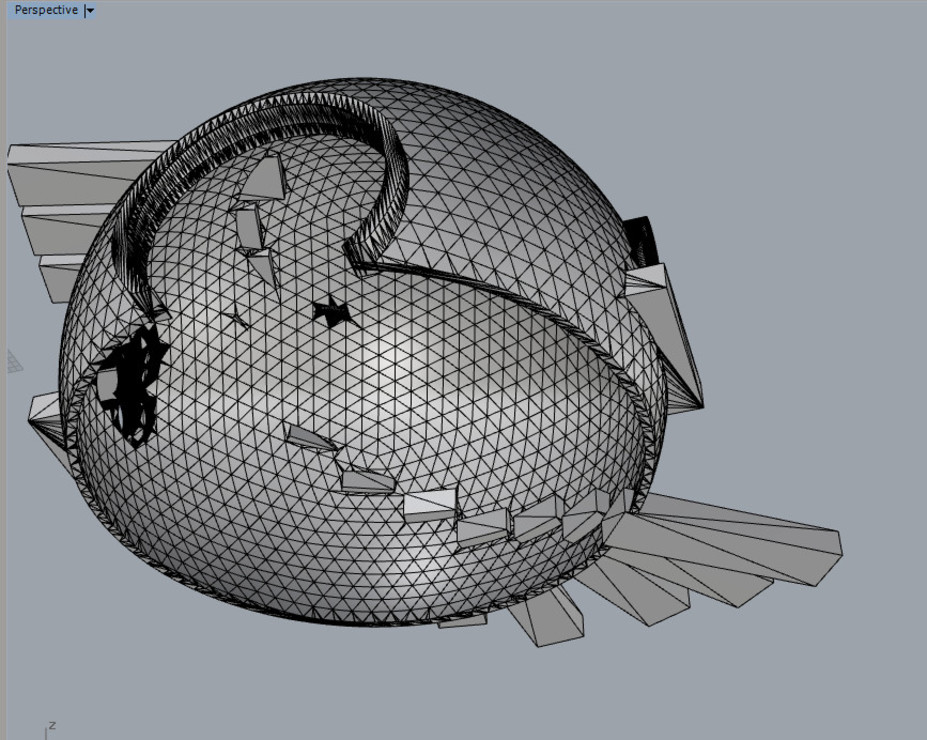
A Rhino-ban néztem meg és számos hiba/átfedés látható (Hogyan reagálja le a slic3r vagy cura az más kérdés) Szerintem az alátámasztást próbáld ki egy kompakt(nem felszabdalt) 3d formán .
Előzmény: Jordan Gabor, 2018-09-11 22:09:39 [19156]
Jordan Gabor | 216
2018-09-11 22:20:07
[19157]
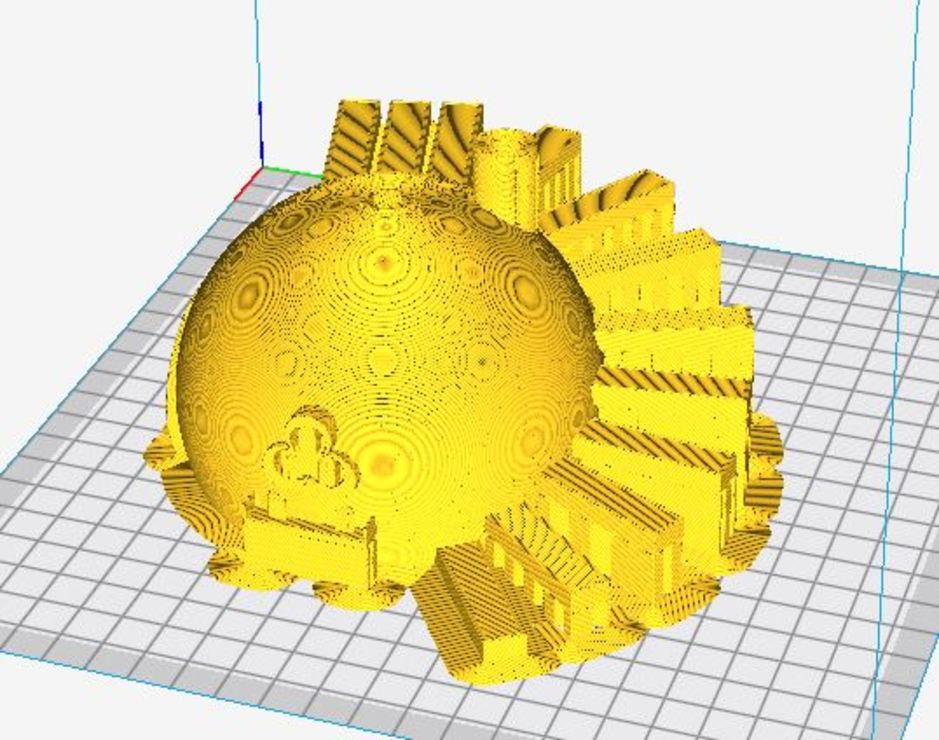
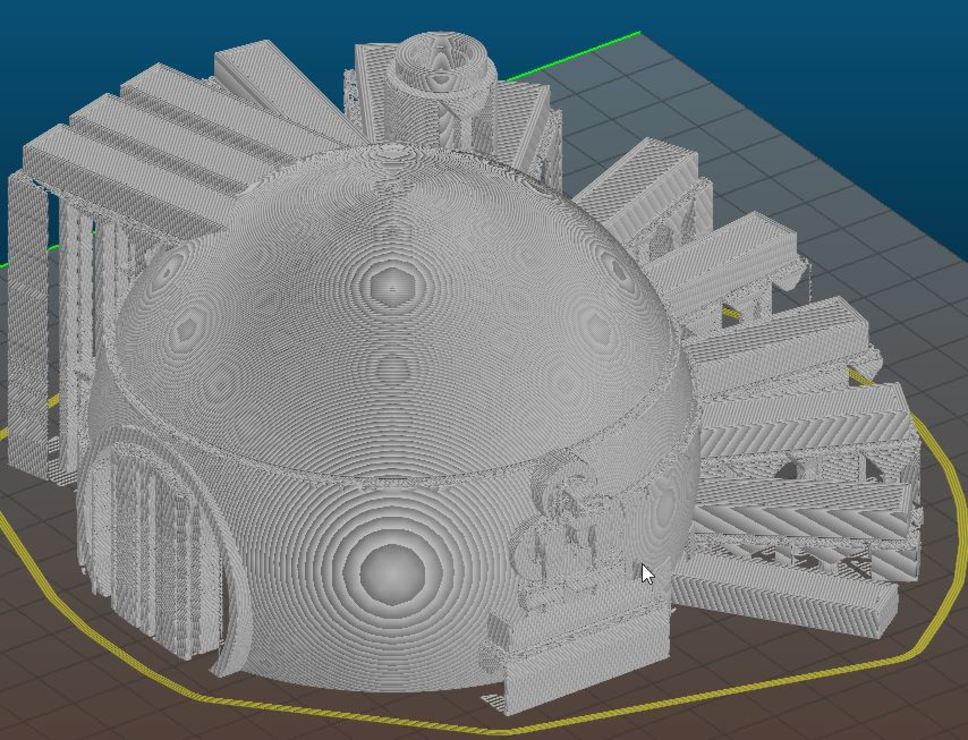
Kíváncsi voltam, ha csak a fő alkatrészt töltöm be, azzal mit kezt, de ebben is itt vannak a vizszintes vonalak, megjelöltem pirossal. Ez csak egy alkatrész. Az a cura-ban szeletelve nincsenek ezek a vonalak. ÜDV JG
Előzmény: Jordan Gabor, 2018-09-11 22:09:39 [19156]
Jordan Gabor | 216
2018-09-11 22:09:39
[19156]
Hello, Néztem, hogy amit letöltök, az az assembled, de direkt azt akartam tesztelni, hogy az alátámasztások hogy működnek. Az érdekes az, hogy a cura jól látszik elszeletelni, a slic3r-nél meg látszanak már az előnézeten a csíkok. A fő problémám nem is az alátámasztásokkal van. ÜDV JG
Néha érdemes elolvasni a mellékelt ,,txt,, --------------------------------------------------------- Hamster / Mouse house by JorisNL is licensed under the Creative Commons - Attribution license. http://creativecommons.org/licenses/by/3.0/
# Summary
It's still a work in progress so things maybe deleted or added.
The house it self has a diameter 100 mm. You should be able to construct the house with all the parts. Just use a little bit of animal friendly glue on the loose parts. The stairs are numbered from bottom to top.
Update-1, 13-3-2018 I splitted the door in two halves, so it's easier to print.
Előzmény: Jordan Gabor, 2018-09-10 20:49:42 [19149]
Jordan Gabor | 216
2018-09-10 20:49:42
[19149]
https://www.thingiverse.com/thing:2823681
a link lemaradt.
Előzmény: Jordan Gabor, 2018-09-10 20:49:14 [19148]
Jordan Gabor | 216
2018-09-10 20:49:14
[19148]
Mióta összeraktam ezt a nyomtatót, már az első nyomtatás is jó volt (a korábbihoz képest legalábbis), majd javítgattam dolgokat, azután megörültem, hogy a Slic3r-el a felület még jobb lett, a sarkok sarkok lettek.
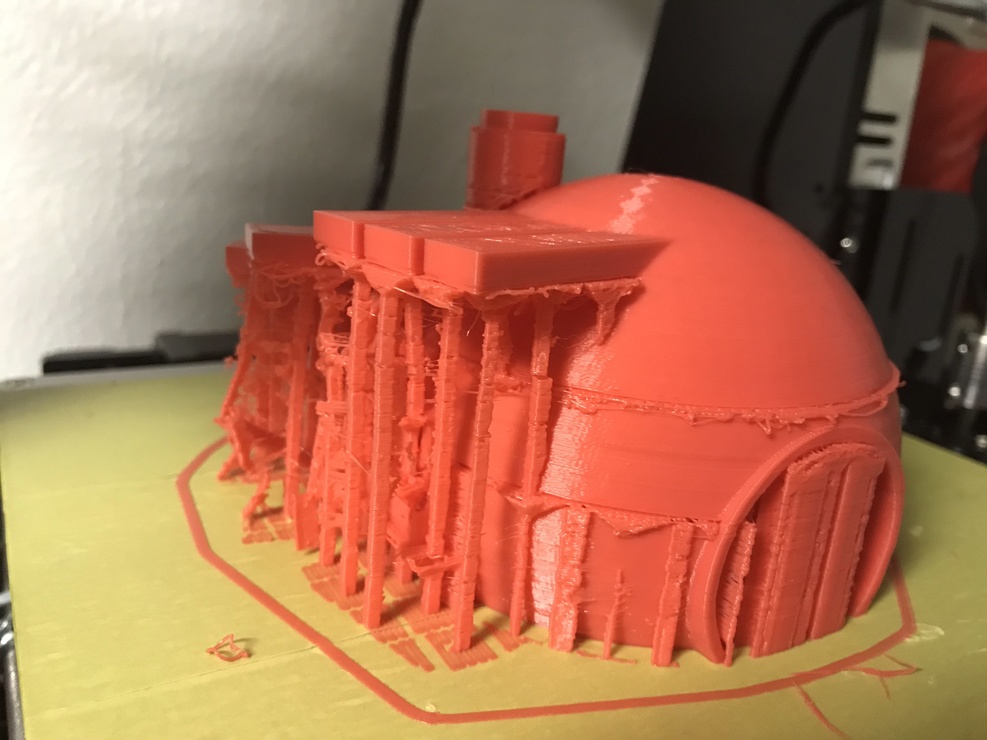
Mostanáig. Most sikerült ezt kinyomni, de az eredmény siralmas. Az egyik dolog, hogy telerakta alátámasztással. Hihetetlen mennyiséggel. Oda is, ahova nem értem miért tett. A még nagyobb gond, hogy valamiért elszeletelte ezt a házikót, két szeletelés is jól látszik. A kisebbik probléma, hogy le kellett vágni körbe ami kilőgott, a nagyobb, hogy van egy rés a házfalban és ott ketté lehetne szedni. Alig tartja valami. Ehhez a szeleteléshez támpilléreket is épített.
Innen van az stl file és nem értem miért szeleteli.
Stl modellt szeretnék elvágni kettő darabra nyomtatáshoz mivel oldjátok meg? 3dcut nem sikerült! Simplify 3D is lehet ilyet?
Jordan Gabor | 216
2018-09-09 22:17:47
[19143]
Pár napja próbálgatom a Slic3r-t, kapásból szebben nyomtatott a slic3rből. Próbálom a paramétereket összehasonlítani, de akkor is szebb ami slic3r segíségével jön. A sarkok élesebbek, a felületek simábbak.
Szerintetek ez valami paraméter, vagy eleve a program jobb?
Egy dolog nem tetszik, az alátámasztásokat nem igazán értem amit csinál.



 . Most viszonylag szépen nyomtat, így , hogy lejjebb vettem a hőfokot, de még vannak hiányosságok, és elhagyott cseppek a rétegkezdőponton.
. Most viszonylag szépen nyomtat, így , hogy lejjebb vettem a hőfokot, de még vannak hiányosságok, és elhagyott cseppek a rétegkezdőponton.