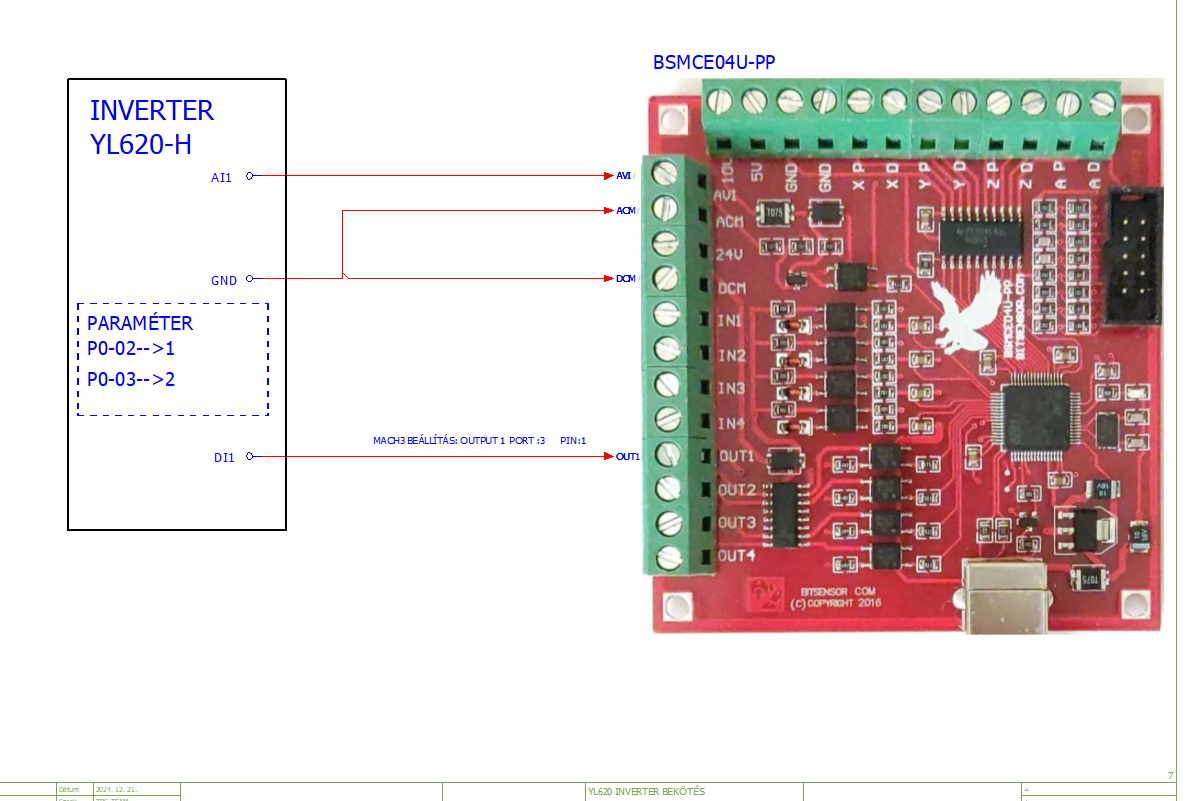
Beprogramoztam a frekiválltót de most nem tudom, hogy a P0-11-et is kell e állítani. A 365 hozzászólásodban igen, be kell állítani 1-re, míg a 391 hozászólásban nem kell állítani 1-re hanem marad 0
Most már nem villog a kijelző, de nem is tudom elindítani sem a billentyűzetről sem a frekiválltó tasztatúrájásól a motort.
A ref X és Ref Y csodálatosan működik, de a ref Z-re nem csinál semmit. A reef X Y nekimegy a végállásnak, majd elhúzza lassan, majd újra közelít és hajszál pontosan nullán áll meg.
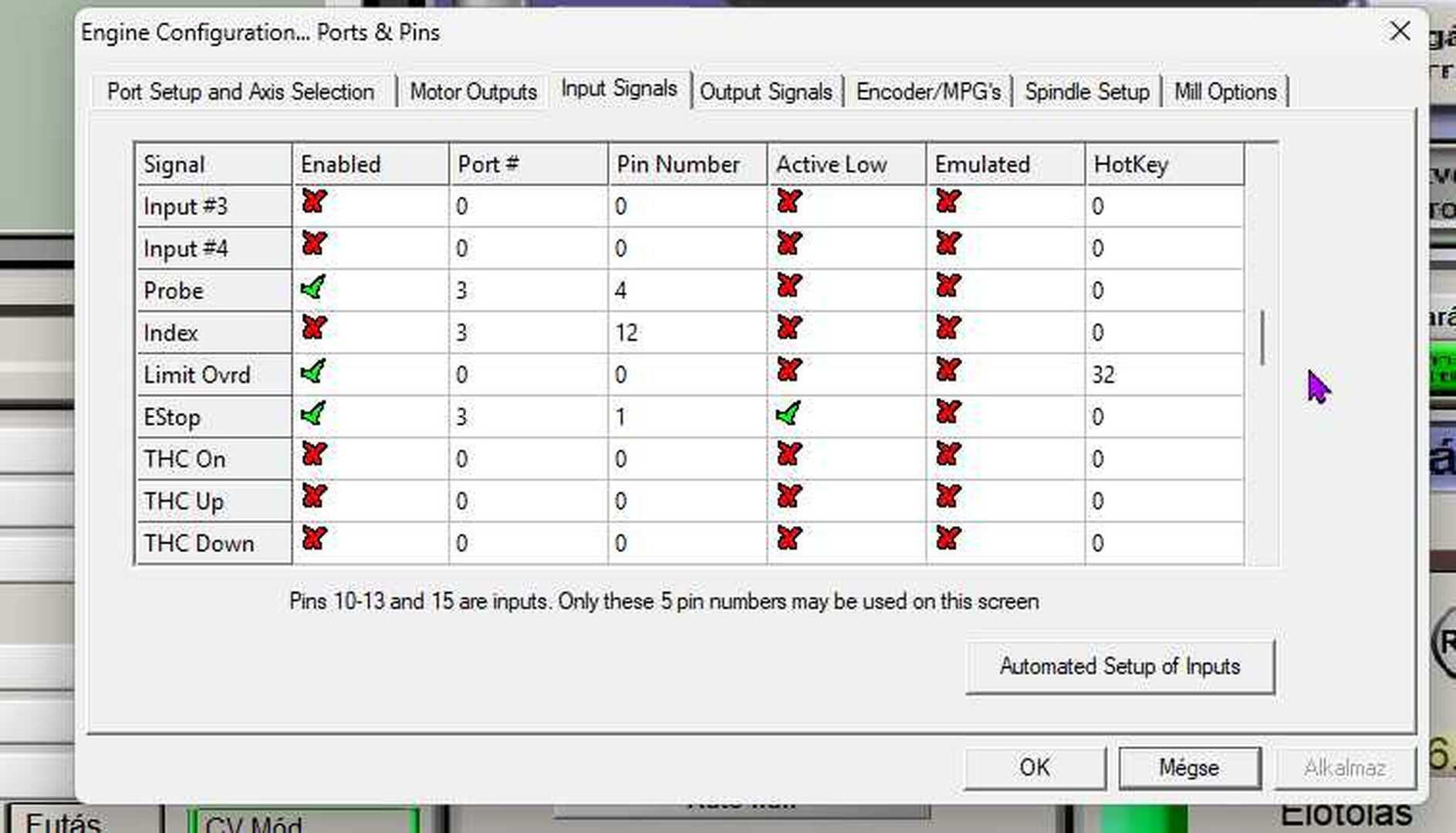
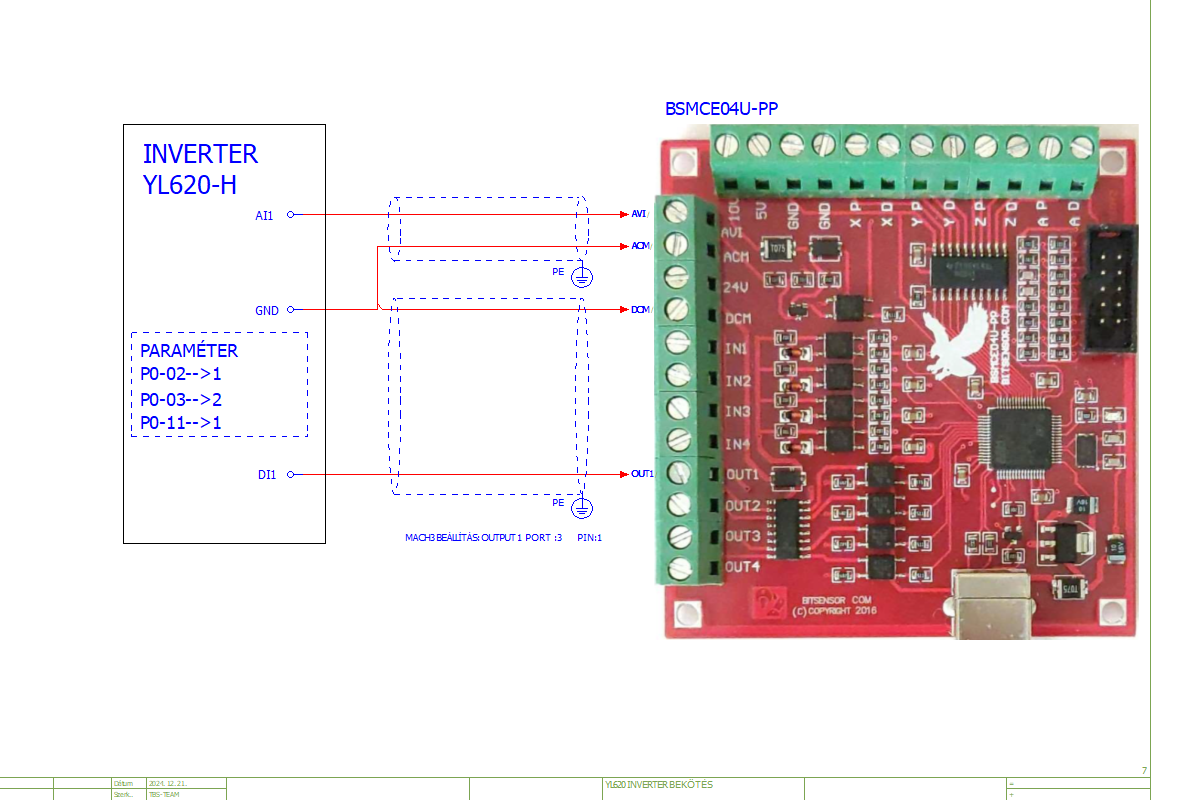
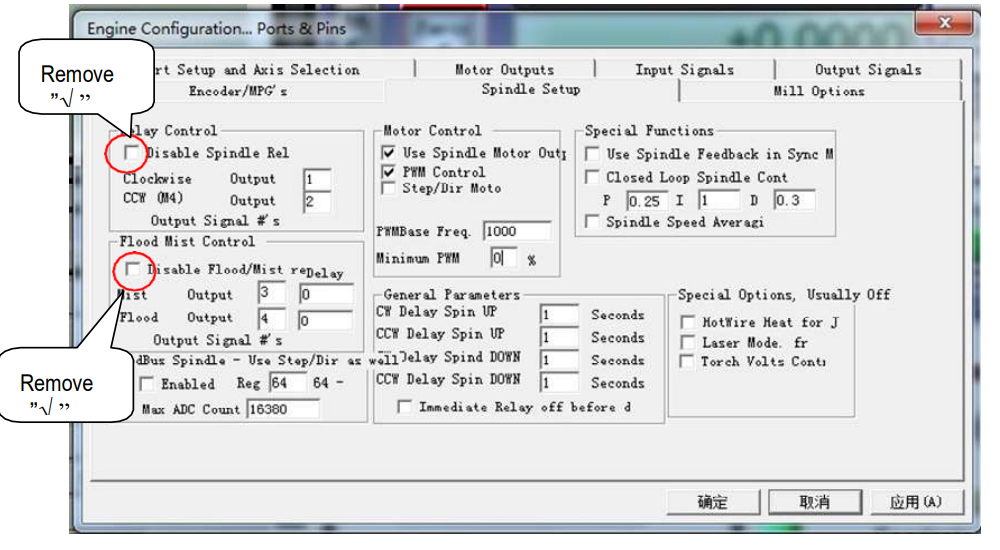
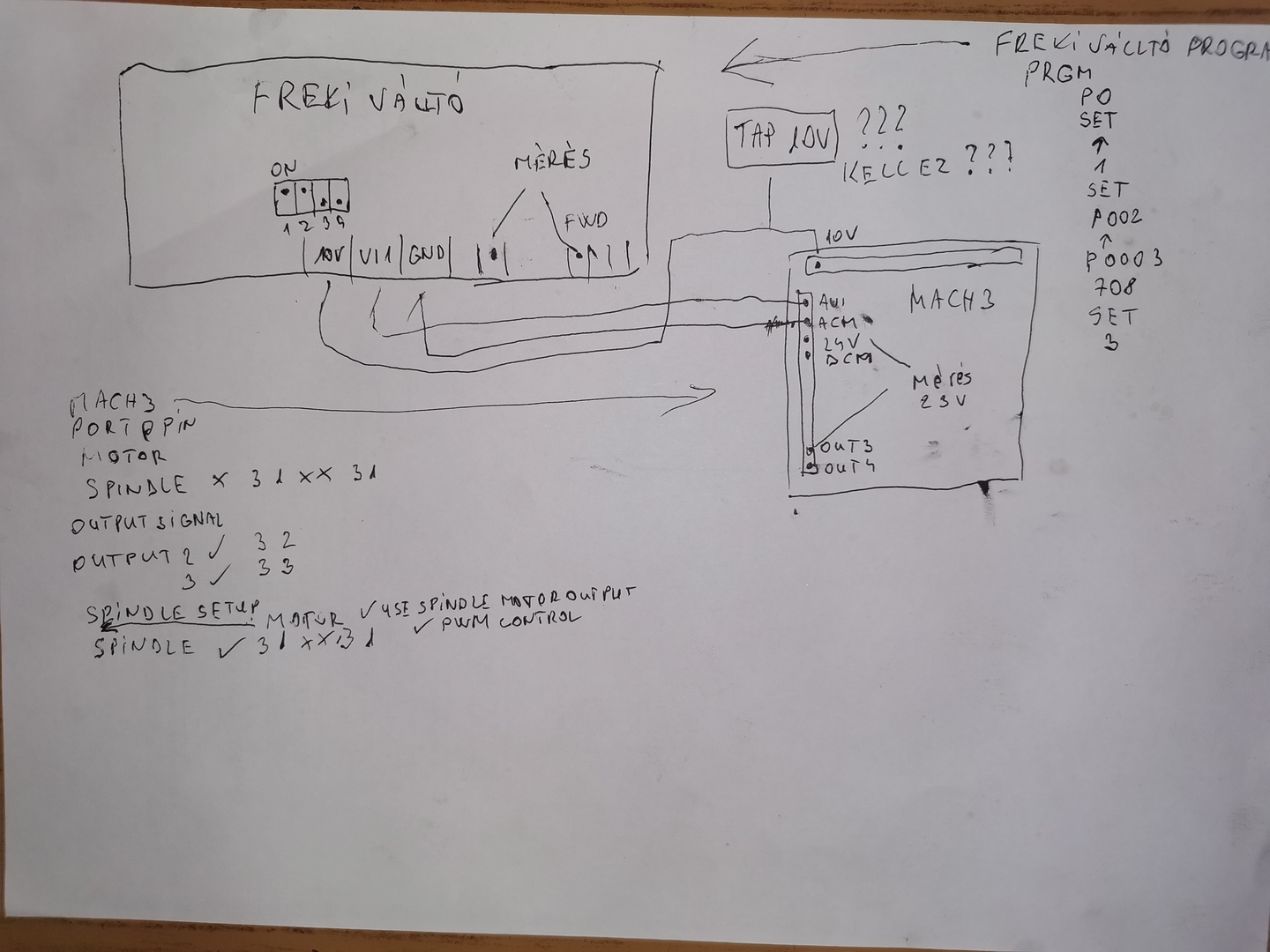
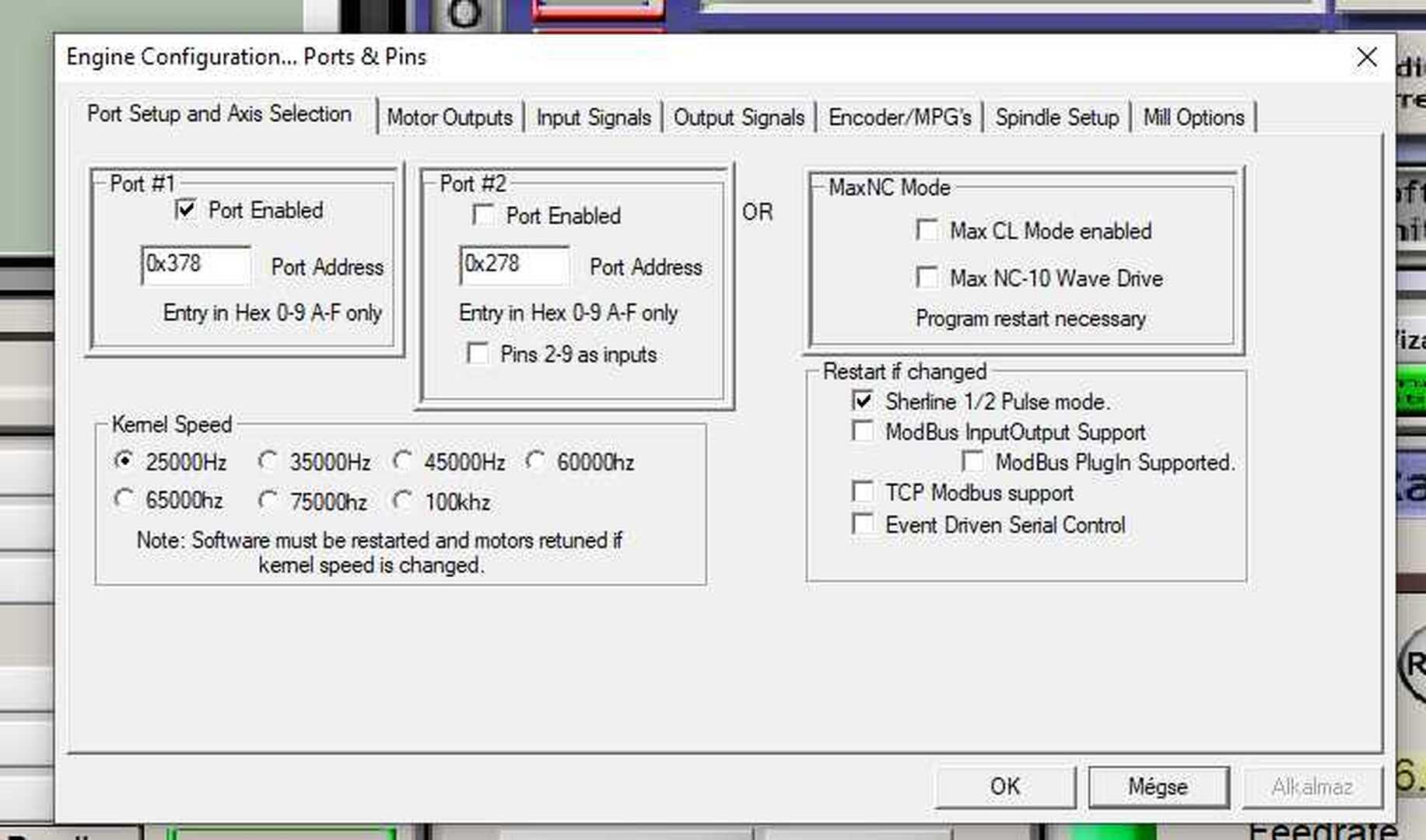
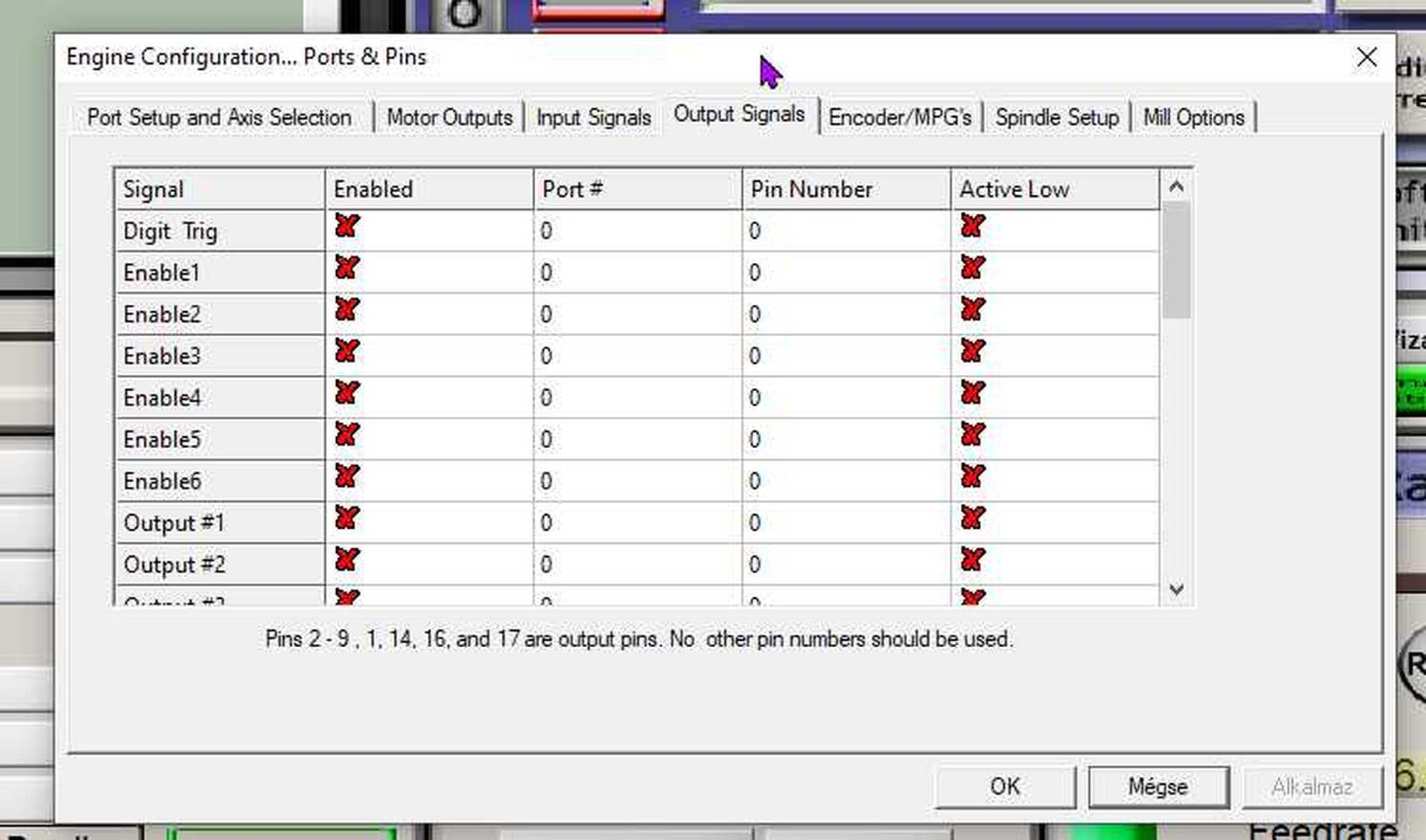
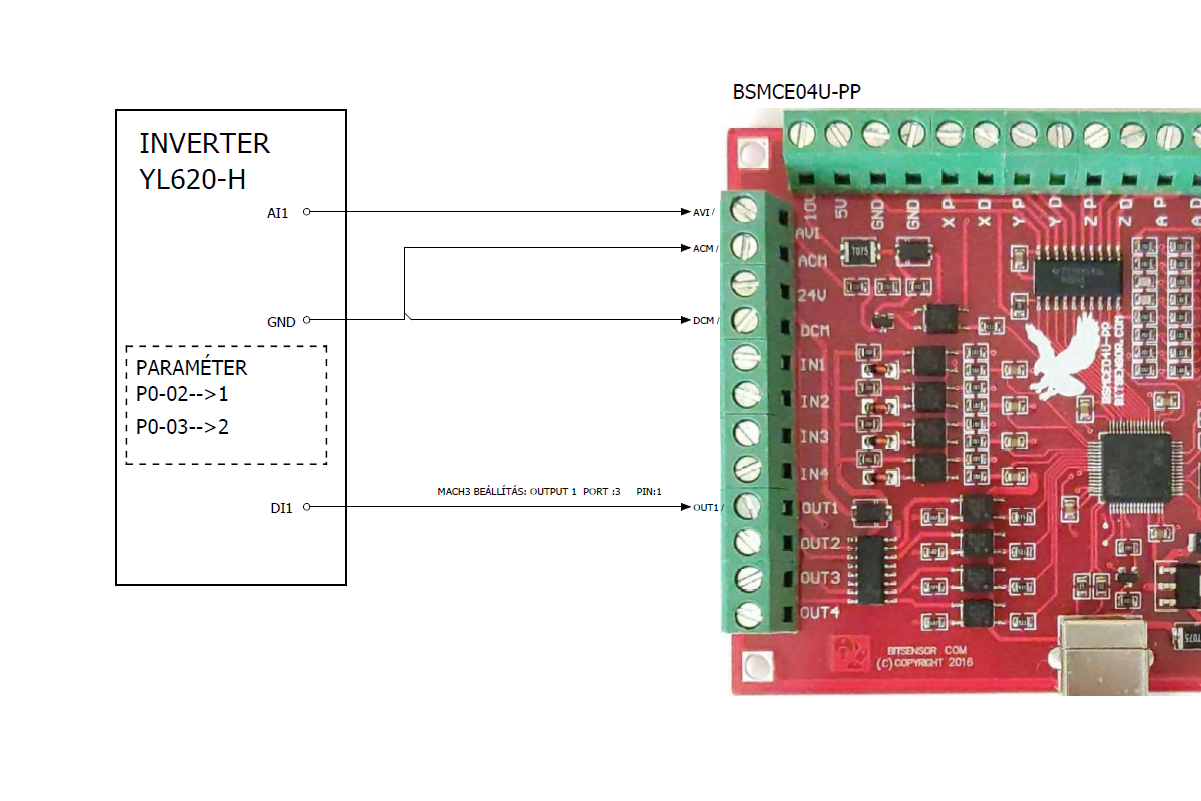
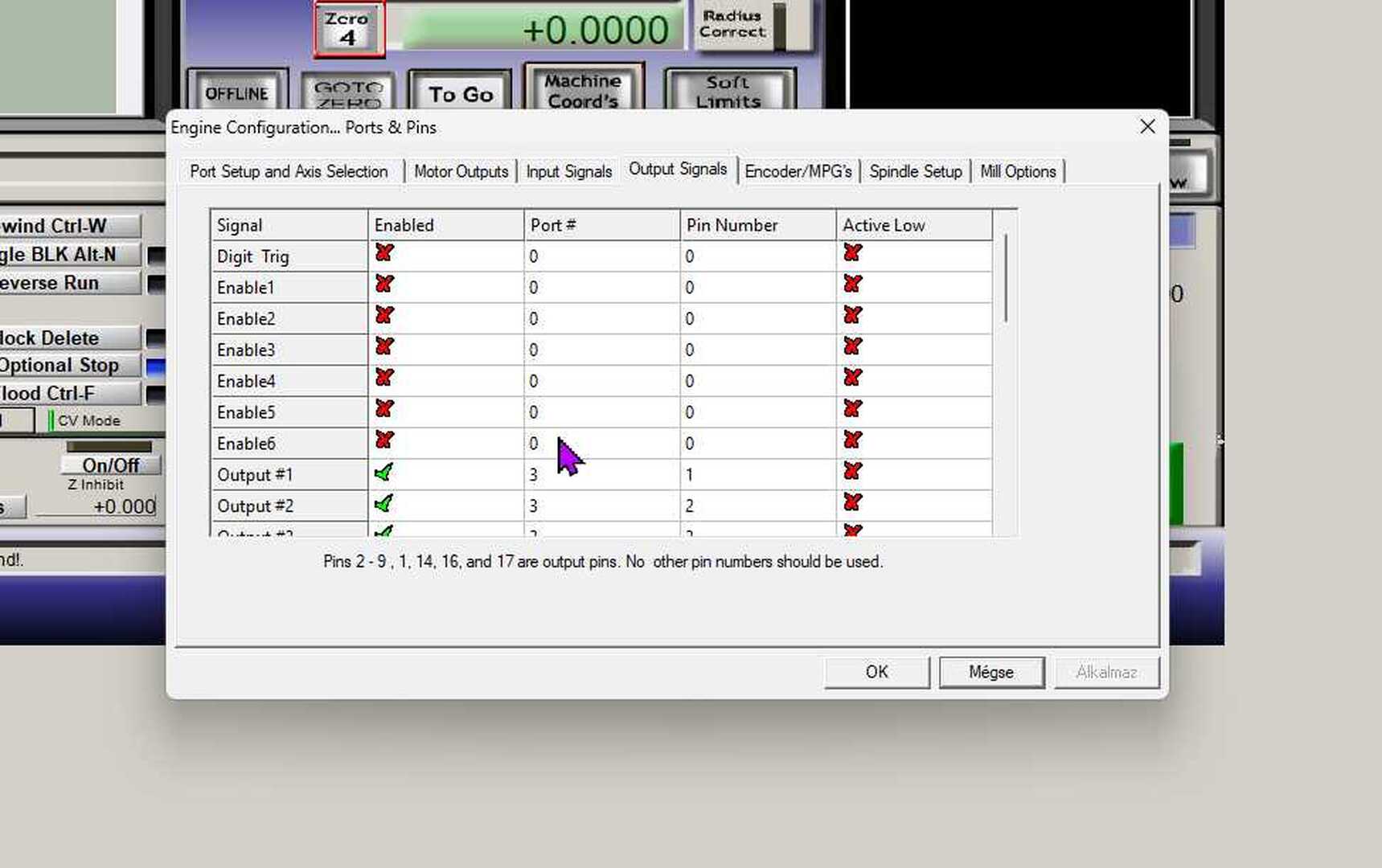
1.) Ma kb 1 órát voltam a műhelyben mert szétfagytam a 2.9 C fokban még nagykabátban is. Bekötöttem a frekvenciaváltót a mach3 kártyába ahogy TBS-TEAM javasolta, de a mach3-ból nem tudom elindítani a marómotort. Valószínüleg valami konfig hiba lehet. A frekiváltó kijelzője villogva jelenítette meg a fordulatszámot. Kézzel indítva a kijelzőn szépen forog a motor és a fordulatot is tudom állítani a potméterrel. Viszont mach3-ból nem tudom indítani, nem is jöttem rá hogy hogyan kell. Az F5 gombra sem indul. Az 1-es OUT portra van kötve a 3 port 1 pinre van bekonfigolva pillanatnyilag. Az is lehet, hogy a frekiválltó configjában is állítani kell valamit?
3.) Valamit ki kell találnom, hogyan tudnám felcserélni az X és Y koordinátákat, mert a tényleges mozgás 90 fokkal elfordítva van a valóságban és a képernyőn megjelenő display ablakban ami nagyon zavar. Nekem most az asztal egyik hosszú végében van a kialakított asztal felület, oda rakom a számítógépet és a tervem szerint az X tengely az asztalra szerelt 120 cm-es sínek, míg az Y tengely a hídon van. Arra már rájöttem, hogy mások pont fordítva használják az X és Y tengelyt. Csak még nem tudom, hogyan tudom megoldani ezt a kényelmetlenséget. Mivel az X tengelyen most 2 darab léptető motor van 2 db teljesítmény meghajtóval, így nem egyszerű a tengely mozgások elfordítása. Lehet, hogy az asztal másik oldalára is csinálnom kell egy számítógép asztalt, de akkor a billentyúk vezérlését kellene átkonfigolni valahogy. Mi erre a jó megoldás?
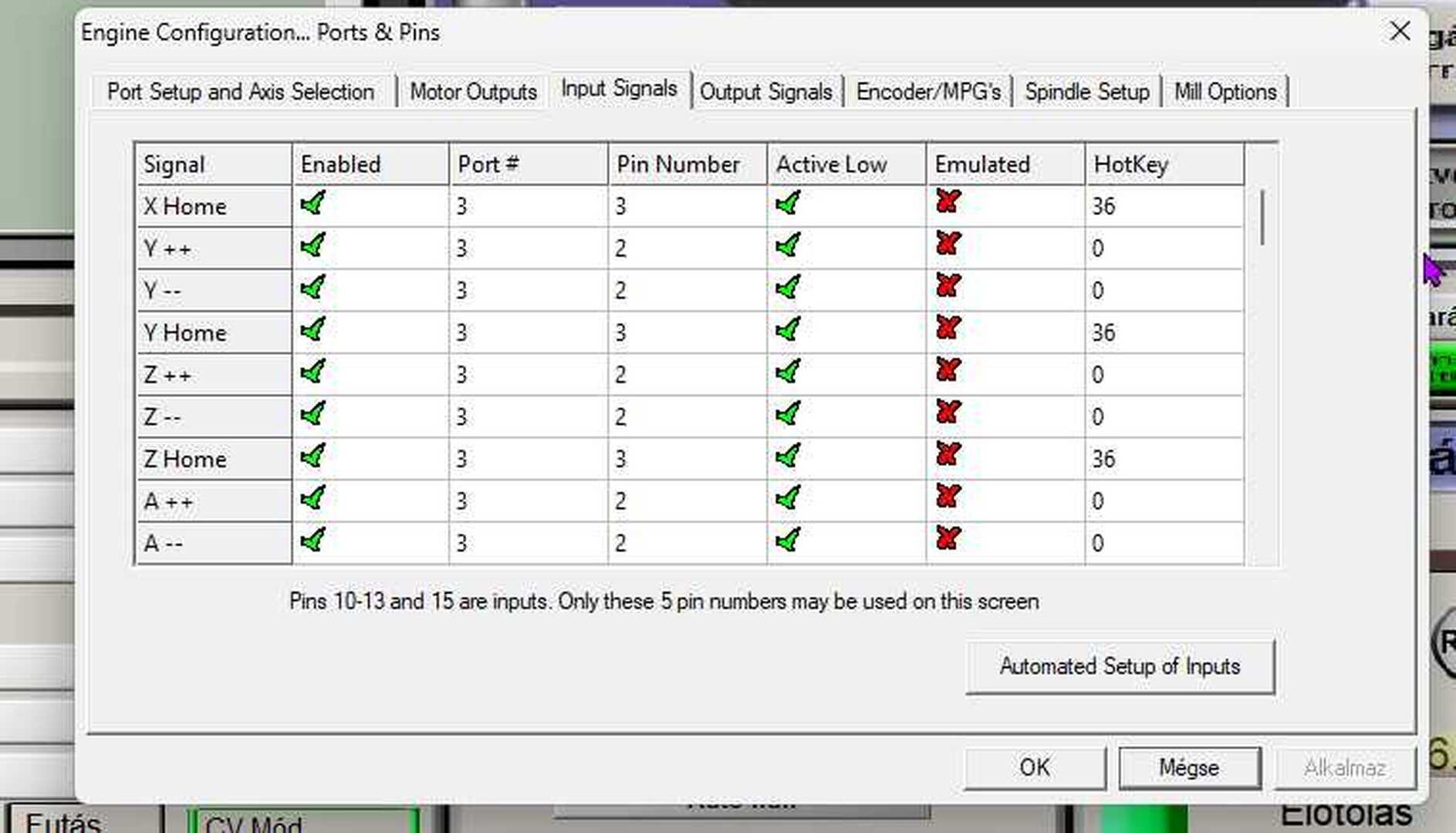
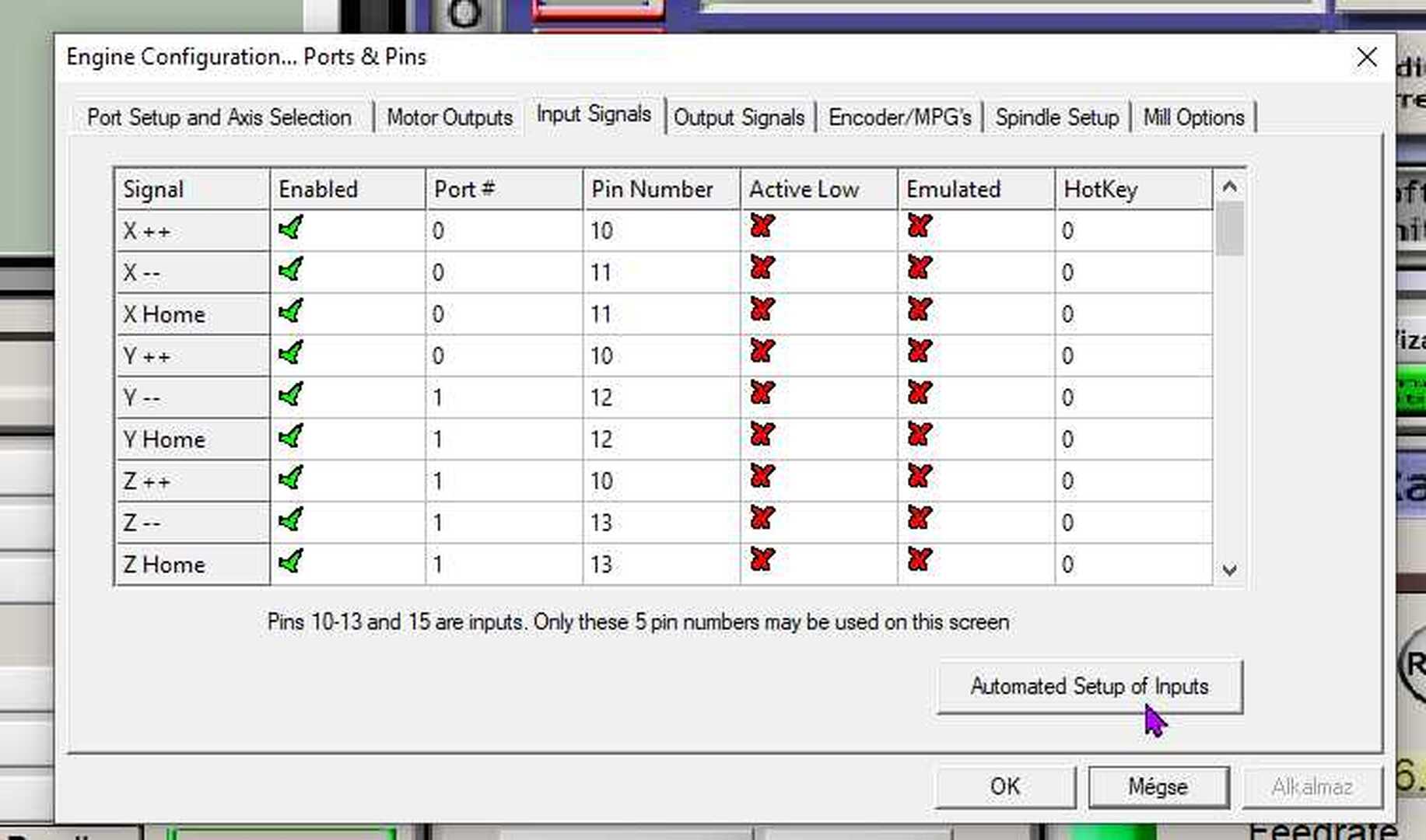
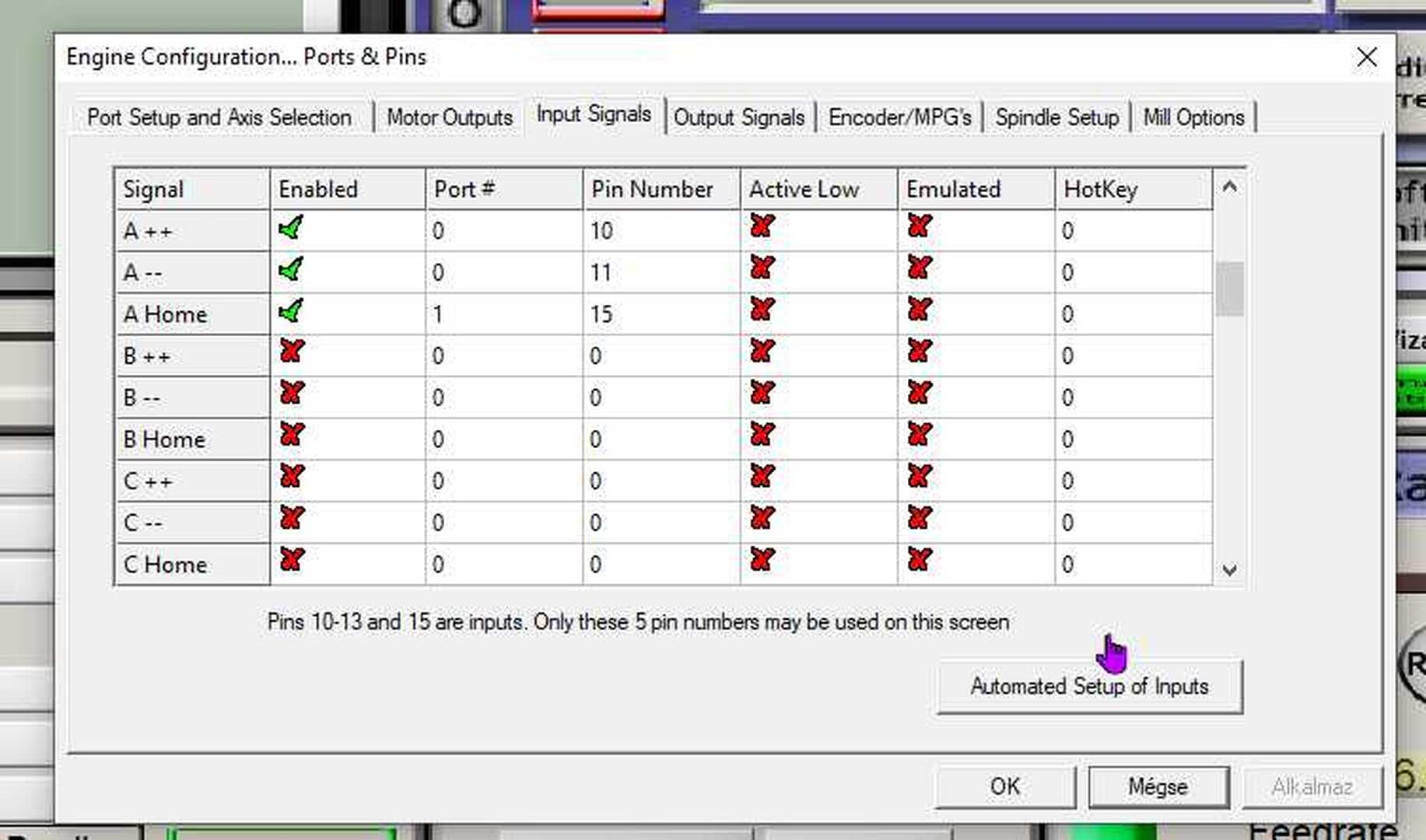
4.) A végállás kapcsolók még mindig STOP üzemmódba rakja a mach3-at és így nem tudom elmozdítani a végállásról a gépet. Arra gondoltam, hogy egy nyitott érintkezős mikrokapcsolóval áthidalom a végállás kapcsolókat és ha azt megnyomom, akkor záródik az áramkör mintha nem lenne megnyomva a végálláskapcsoló és akkor el lehet billentyűvel is mozdítani a végállásról a léptető motort. De mivel szétválasztottuk a végálláskapcsolókat az utolsó TBS-TEAM javaslatára két külön bemenetre így két darab mikrokapcsolót kellene felszerelnem? Vagy van e erre valami jobb módszer? Ha jól értelmezem a mach3 doksit akkor akkor az input signal beállításoknál a Limit Ovrd feladata lenne a nulpontba mozgatás, itt most 3 port 1 pin van beállítva és Aktive Low pipa és a HotKey 36 ami a billentyűzet home gomb. Persze nem csinál erre sem semmit ha megnyomom.
kgl | 421
2024-12-29 22:48:34
[387]
Köszönöm a válaszod.
Nekem 2 rétegből lesz a munkaasztal. Egy 18mm vastag MDF lap, erre lesznek felcsavarozva a rögzítő sínek kb 10 cm-es távolságokban. a rögzítő sínek magassága 9.5 mm így a sinek közé berakok 10 mm vastag MDF lapot. Még nem tudom, hogy ha síkba lemarom a felső réteget, akkor elég lesz e neki ez az 0,5mm amit le lehet marni. Gondoltam arra is hogy alátét lemezt is csinálok, hogy ne az asztallapba marjak bele majd, de erre is max 18mm elég lenne.
Gyakorlatilag a tokmánynak hozzá kell érnie az asztalhoz, mert amikor gravírtűvel dolgozol, annak a kinyúlása kb:10mm. Persze ez függ attól is, hogy raksz e valami lapot még a munkaasztalra, satut, stb.
December 23.-án volt egy kis balesete a feleségemnek, eltörte egy rossz eséssel a jobb karját, kórház .... Azóta nem volt alkalmam kijutni a műhelybe, mert még öltözködni sem tud bal kézzel, főzés, takarítás, vendégek az ünnepeken stb minden időmet és energiámat elszívta. Közel 69 évesen már nagyon nem vicces egy törés amikor a csontok is már nehezebben forrnak össze.
Ma végre eljutottam odáig, hogy ki tudtam menni a műhelybe kb fél órára. Vettem egy nagy levegőt, beállítottam a minden tengelyt középre és elindítottam a skorpion.tap filet ami szépen lefutott marószerszám nélkül hibamentesen.
Közben próbálgatok tanulni a mach3 doksiból, ami valójában egy kusza keverék mert szerintem a fele a mach2-ről szól, mert olyan dolgokat ír is le benne ami nincs is a mach3-ban. Sajnos még nem találtam meg benne, hogyan kellene szinkronba hozni a gépet és a szoftvert, hogy ne azon kelljen rettegni mikor fut végállásra. Amint lesz elegendő árnyékolt vezetékem, még be kell kötni a frekiváltót a mach3-ba. Egyenlőre vezetékre várok.
Abban kérnék segítséget, hogy mérjétek le a gépeteken a Z tengely teljesen leengedett magasságában, hogy a marómotor tokmánya és az asztallap között mennyi a távolság, mert nekem kicsit sok és jó lenne lejjebb engedni a hidat, de nem tudom meddig.
Végre sikerült megtalálnom amit kerestem. A win 11 pro verziót telepítette önkényesen a gépemre úgy, hogy sem a processzor sem a TPM verzió nem volt alkalmas win11-re. Ráadásul önkényesen berakott a winfos insider preview programba amit soha nem kértem. Lassan 2 órája folyik egy újabb frissítés letöltése és még csak 43%-nál tart. A winfos insider preview miatt meg majd a teszteletlen szarokat fogja nekem azonnal letölteni. Egy rakás hibaüzenet volt amióta win 11-re átmászott ami eddig nem volt. Egy rakás .dll filet nem talál. Az insider regisztrációt még törölni sem tudom, mert akkor az összes adatom elveszik mert újra telepíti a win11-et.
Most még azt sem tudom, hogyan fog futni a mach3 a lelassult gépen win11 alatt.
Köszönöm. Elnézést, hogy csak most válaszolok, de kaptam a Mikrofostól egy nagy adag fost. Egyszerűen csak közölte velem, hogy újra fogja indítani a gépet mert frissítést telepített. Meg sem kérdezett róla, hogy telepítheti e. Na és mit csinált a kedves karácsonyi ajándéknak? Hát átszabta az egész vin10 kinézetét, működését, felrakta a fos MSN-t, játék szarokat, egy rakás reklámot. A tálcát tele pakolta szarokkal amikre nincs szükségem, még a kikapcsoló vagy újraindítást is eldugta, és a tálca közepére pakolt mindent ami eddig bal oldalt volt. Nagyon felbaszott ez az önkényes átalakítás minden figyelmeztetés nélkül. Eddig próbálgattam takarítani utána amit tudtam. Sajna a winfos10 még mindig a új megjelenésében van. Ha jól sejtem akkor a win 11-et pakolta fel a gépemre ami elvileg nem is alkalmas a TPM 1.2 verzió miatt erre mert csak a TPM 2.0 tól alkalmas.
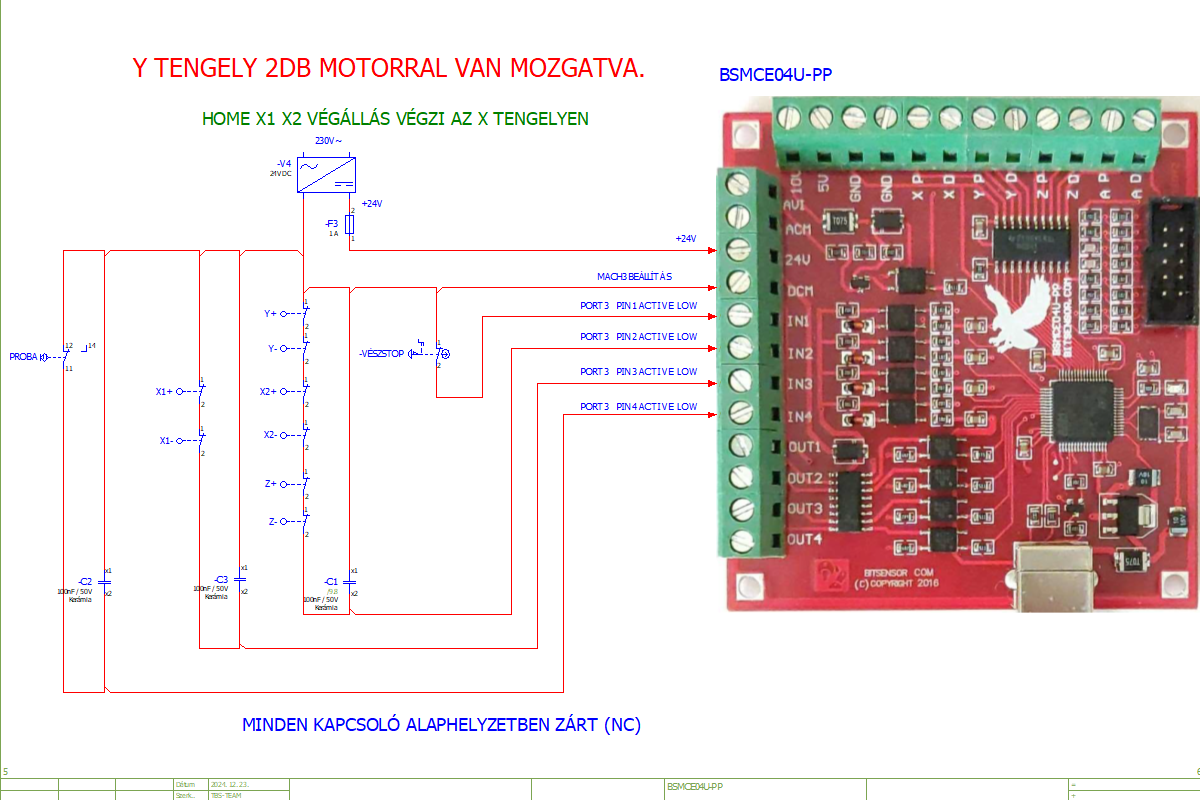
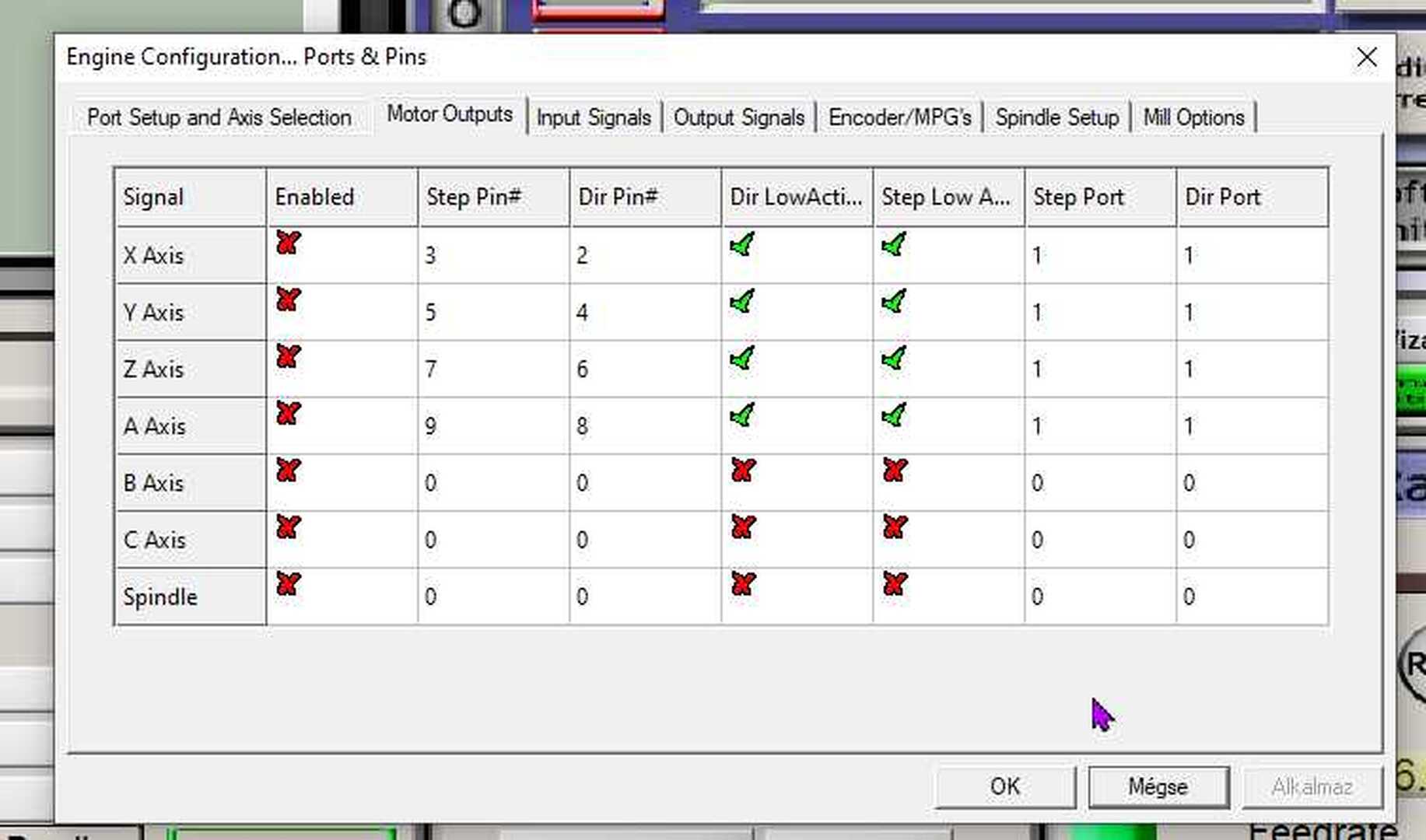
Tehát akkor az x+ x- x Home 3 3 A többi meg mind 3 2 Az y home, z home és az A home is 3 2 ???
Megcsináltam az X1 tengelynek is a végállás kapcsolókat, külön választva az X2 tengelytől ahogy az utolsó rajzon mutattad. Ezt a Home gomb helyére kellett a rajz szerint bekötni a 3. portra. A reff all gombot hiába kattintom, nem látok semmi változást a képernyőn, végállásra fut az Y tengely felső állásban és megáll, elkezd villogni a reset és nem csinál semmit. Nem kezd el lefele mozogni, a többi tengelyen sem csinál semmit. Szerintem nem tudja a gép, hol állnak éppen a tengelyek és ez nincs szinkronban a homing/limit értékekkel.
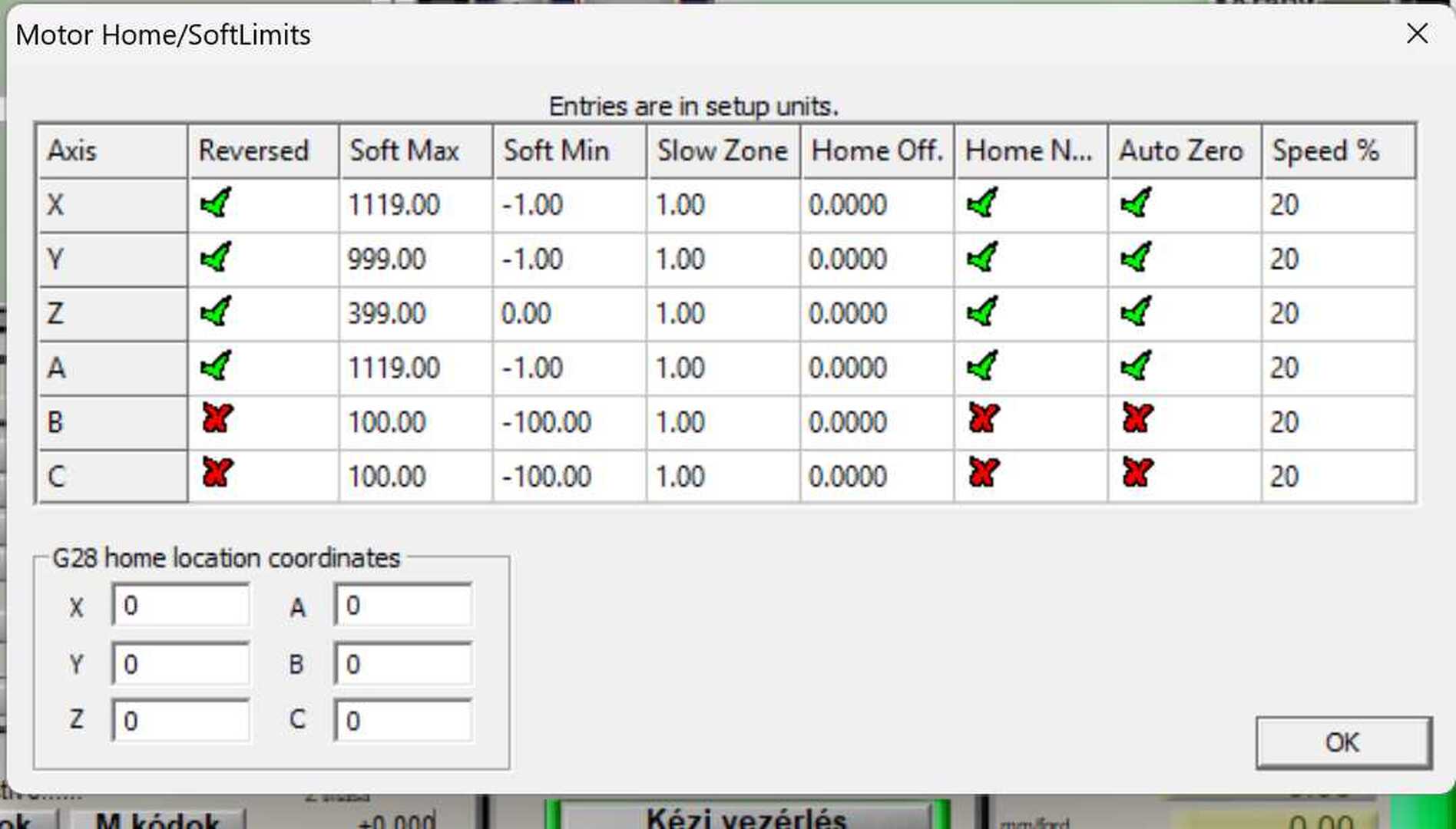
Nem tudom mikor kell és lehet nullázni a xyz tengelyeket. Ha jól értelmezem a home/limit alján lévő G28 mezőkbe kellene beírni azt a koordinátát ahova szeretném, hogy automatikusan elmenjen például ahol a tapintócsúcs van ami az IN4 portra van bekötve. Jól értelmezem ezt, vagy hülyeséget beszélek?
A "Nullára futás" gomb megnyomására sikerült odáig eljutnom, hogy a x tengelyt és az Y tengelyt egyszerre mozgatva megindul egy null értékre, majd a Z tengely felfele mozog a felső végállás kapcsoló elött pár mm-el megállva. Azaz egyik végálláskapcsoló sem aktiválódik. Ezt úgy tudtam elérni, hogy a gép kikapcsolt állapotában eltekertem az xyz tengelyeket a végállás kapcsoló elé, hogy ne érje el majd nulláztam a xyz tengelyeket A hom/limit G28 YXZA mezőkbe meg 10 mm-t írtam be. Ezután elmozgattam a nyilak segítségével valahova középre a tengelyeket, majd megnyomtam a nullára futás gombot, és szépen megálltak a végállások elött kb 10 mm-el. Az X tengelyt szépen előre hozta felém, az Y tengelyt jobbra vitte el a Z tengelyt meg felemelte. Ez már nagy előrehaladás. Viszont piszokul zavar, hogy a szoftveres határolás gomb nem világít semmikor, azaz nem tudom hogy ki vagy be van e kapcsolva. A gépi koordináta kapcsoló viszont világít ha be van kapcsolva. Ha azt bekapcsolom akkor viszont a képernyőn megjelenő XYZ értékek valami random negatív értékek és nem engedi nullázni egyik rétéket sem. A visszaszámolás gomb megnyomására viszont ezek a random XYZ értékek is nullázódtak. Ezután megnyomtam a "Nulla pont" gombot, erre túlfutott a Z tengely a felső végálláskapcsolót megnyomva, ahonnan csak kikapcsolt gépnél kézzel tudom kiszabadítani a leblokkolt végálás kapcsolóról.
Igazából még nem értem a különbséget a gépi határolás és a szoftveres limit közötti különbségeket, ez még kicsit zavaros nekem. Például a home/limit táblázatba a beállításoknál hogyan tudom pontosítani az értékeket főleg a hátsó végállás poziciókat.
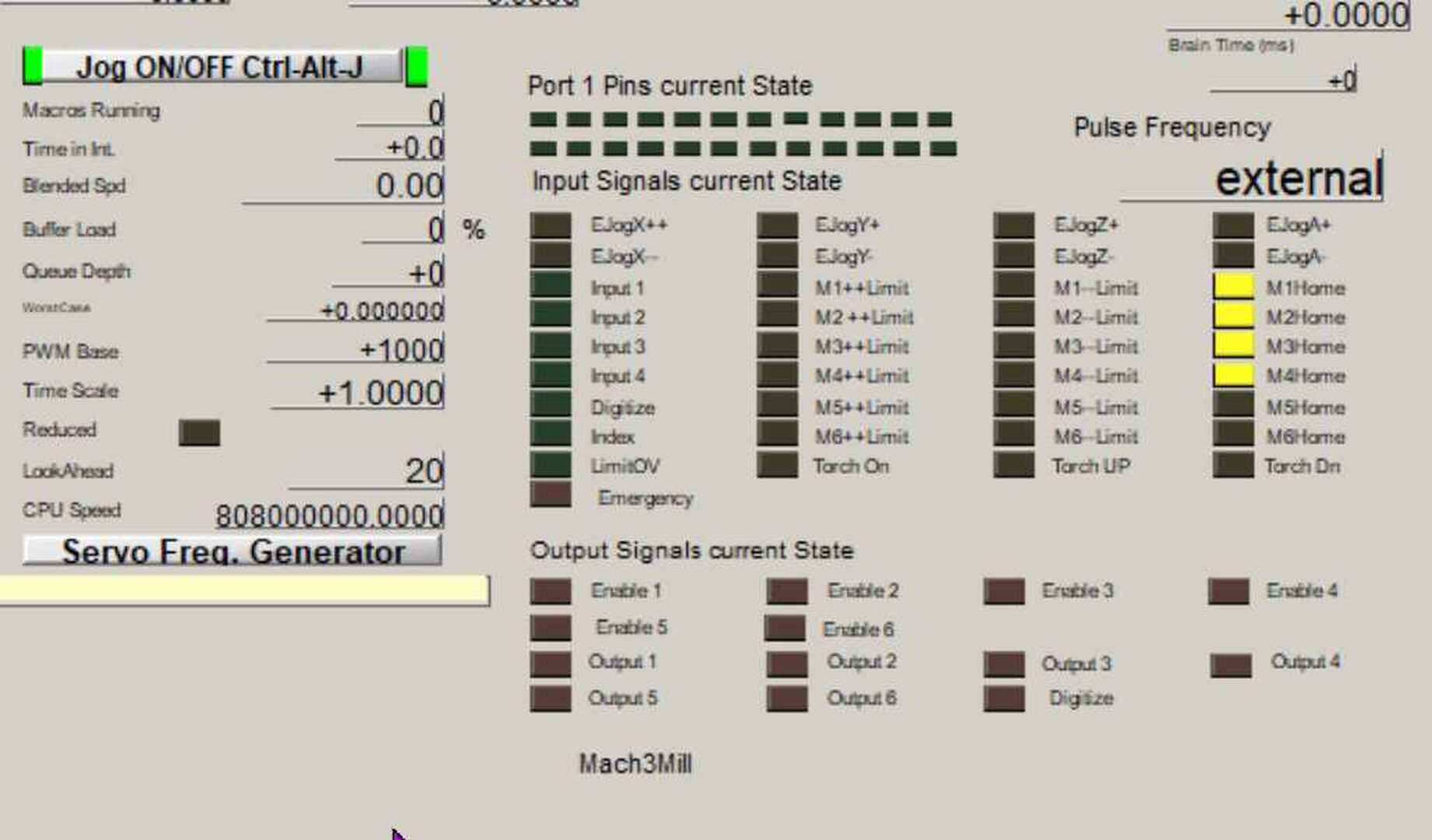
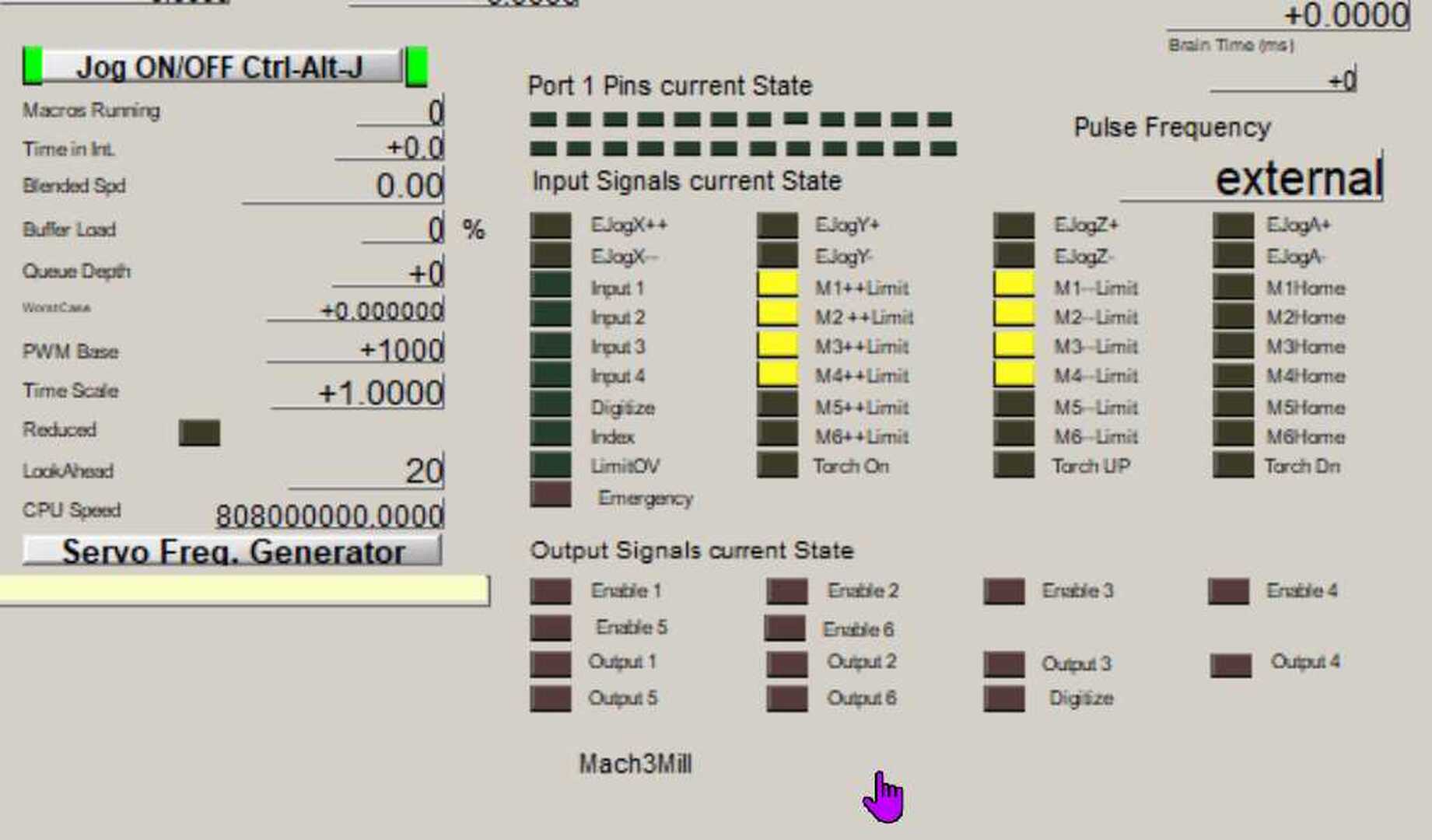
1. kép X tengely bal végállás kapcsoló visszajelzése 2. kép X tengely jobb végállás kapcsoló visszajelzése (ez aktiv ha a Y vagy a z végállás kapcsolót is próbálom megnyomni kézzel.) Már többször elolvastam a mach3 kézikönyvet de rettentő zavaros a leírás, az összefüggéseket egyáltalán nem írja le, vagy mit hogyan kellene beállítani.
Az X1 és az X2 -nek is kell egy végálláskapcsoló, mivel két motor van és akár több fokban is eltérhetnek az Yés X alkotta derékszögtől. A gép bekapcsolása után fel kell venni a referencia pontokat, de mivel neked kevés bemeneted van és sorba vannak kötve a végállás kapcsolók, ezért ezt nem lehet egyszerre megtenni hanem csak egyessével. Ráadásul 2 X motorod van.
Fontos: A Mach3 kezelő felületéből ki kell venni a REF ALL ikont. Mert az egyszerre indítja az összes motort a referenciapont felé és a soros kapcsolók miatt nem fogja tudni melyiket tengely érte el a megfelelő poziciót.
HOME (referenciapont keresés): 1:A gép bekapcsolása után fel kell venni a HOME pontokat. X-Y-Z. Egyszerre csak egyet lehet elindítani a soros kapcsolók miatt.
2:pl: az Y tengelyel kezdjük, megnyomjuk az Y Home gombot. Az Y tengely addig fog a meghatározott irányba mozogni (egy választható alacsony fordulatszámon), amíg a home (referencia) kapcsolója működni nem kezd. A tengely eztán „visszamozog” a másik irányba, így kikapcsolva a kapcsolót. Referencia felvétel közben a végállások referencia ként működnek és amikor lemozog a kapcsolóról akkor vált át a program végállásra.
3:Ha végzett az Y tengely akkor megnyomjuk az Z Home gombot. Az Z tengely addig fog a meghatározott irányba mozogni (egy választható alacsony fordulatszámon), amíg a home (referencia) kapcsolója működni nem kezd. A tengely eztán „visszamozog” a másik irányba, így kikapcsolva a kapcsolót. Referencia felvétel közben a végállások referencia ként működnek és amikor lemozog a kapcsolóról akkor vált át a program végállásra.
4:Ha végzett az Z tengely akkor megnyomjuk az X Home gombot. Az X tengelyek együtt mozognak, addig a meghatározott irányba (egy választható alacsony fordulatszámon), amíg a home (referencia) kapcsolója valamelyik pl: X1 működni nem kezd. Az a tengely amelyik hamarabb elérte a kapcsolót aztán „visszamozog” a másik irányba, így kikapcsolva az X1 kapcsolót. Közben a másik X2 is eléri majd lemozog a kapcsolóról, ezzel a derékszög is beállt. Referencia felvétel közben a végállások referencia ként működnek és amikor lemozog a kapcsolóról akkor vált át a program végállásra. Mostantól a kapcsolók végállásként funkcionálnak. Szoft limitben meg lehet adni mennyire közelítsék meg a végállásokat stb...
Per pillanat az X tengelyen csak az egyik oldalt van végálláskapcsoló a jobb oldali motor oldalon. A bal oldalra könnyen fel tudok szerelni ez nem gond. A rajzot is értem, de azt nem hogy ebből hogyan lesz home funkció amikor megnyomom a gombot akkor letilt és nem kezdi el home helyzetbe mozgatni a tengelyeket. Ez nekem most zavaros.
Ez fizikai vagy szoftveres kapcsoló? A Port and pins tábla szerint ez egy fizikai kapcsoló is lehet, de nálam elfogytak a bemenetek. Szoftveres kapcsolót erre nem találtam, vagy csak kiüti szemem.
A home kapcsolót is bekötöttem, de nem csinál semmit. A home gomb gyorsbillentyűt is beállítottam a billentyűzet home gombjára.
Az összes végéllás kapcsoló működik. Már csak a marómotor összekötését a mach3-al ,még nem fejeztem be elektromosan, mert pont nem elég az árnyékolt vezetékem hozzá. Lehetséges, hogy részben át kell alakítanom a Y hidat, mert kicsit magasra sikeredett és így elég sok alátétfa kell az asztalra.
Egy rövid kérdés: Ha végálláskapcsolóra fut a gép, akkor hogyan szoktátok onnan elmozdítani? A reset villog, nem kapcsolható ki ilyenkor.
kgl | 421
2024-12-21 19:19:27
[367]
Köszönöm.
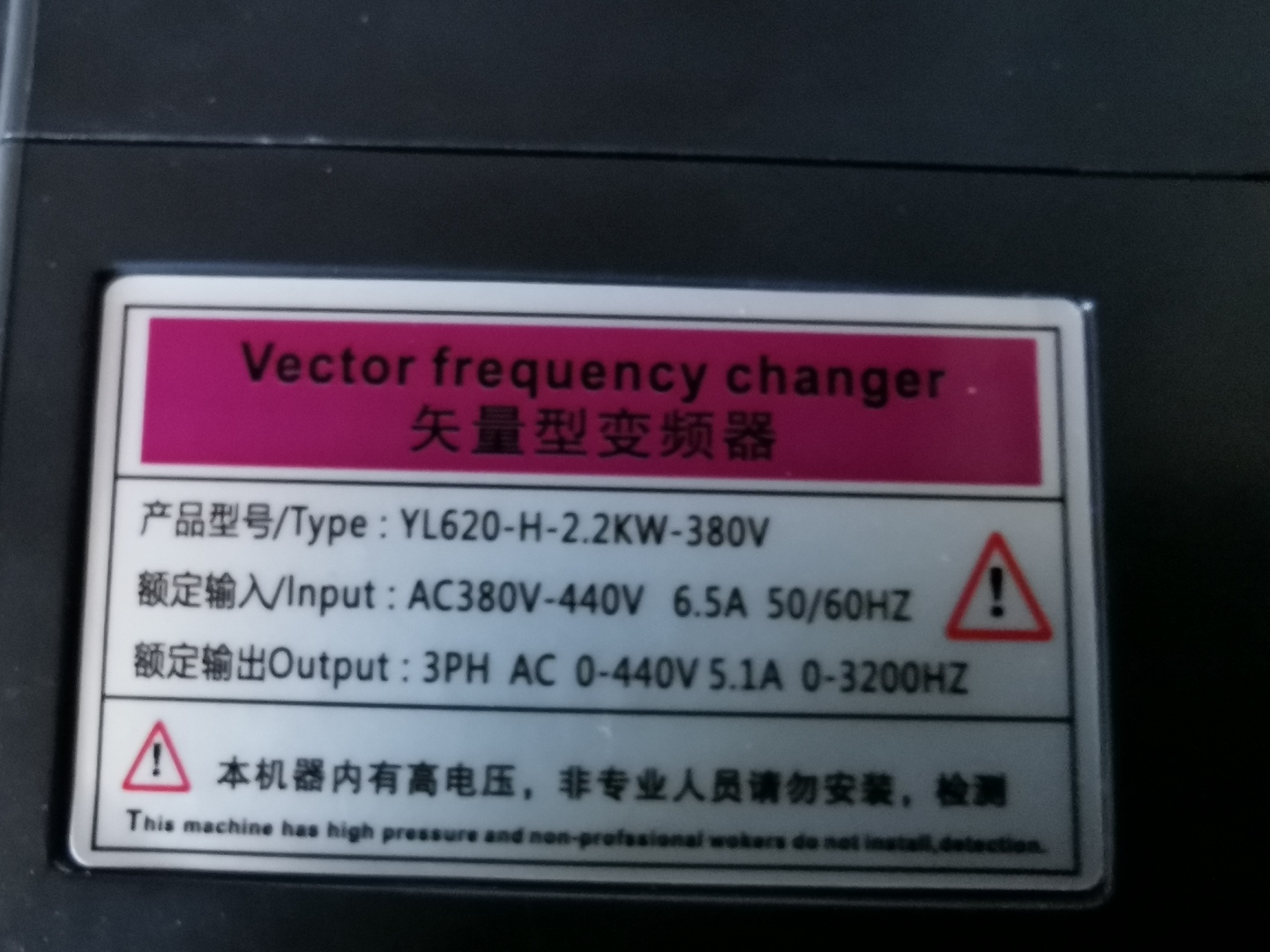
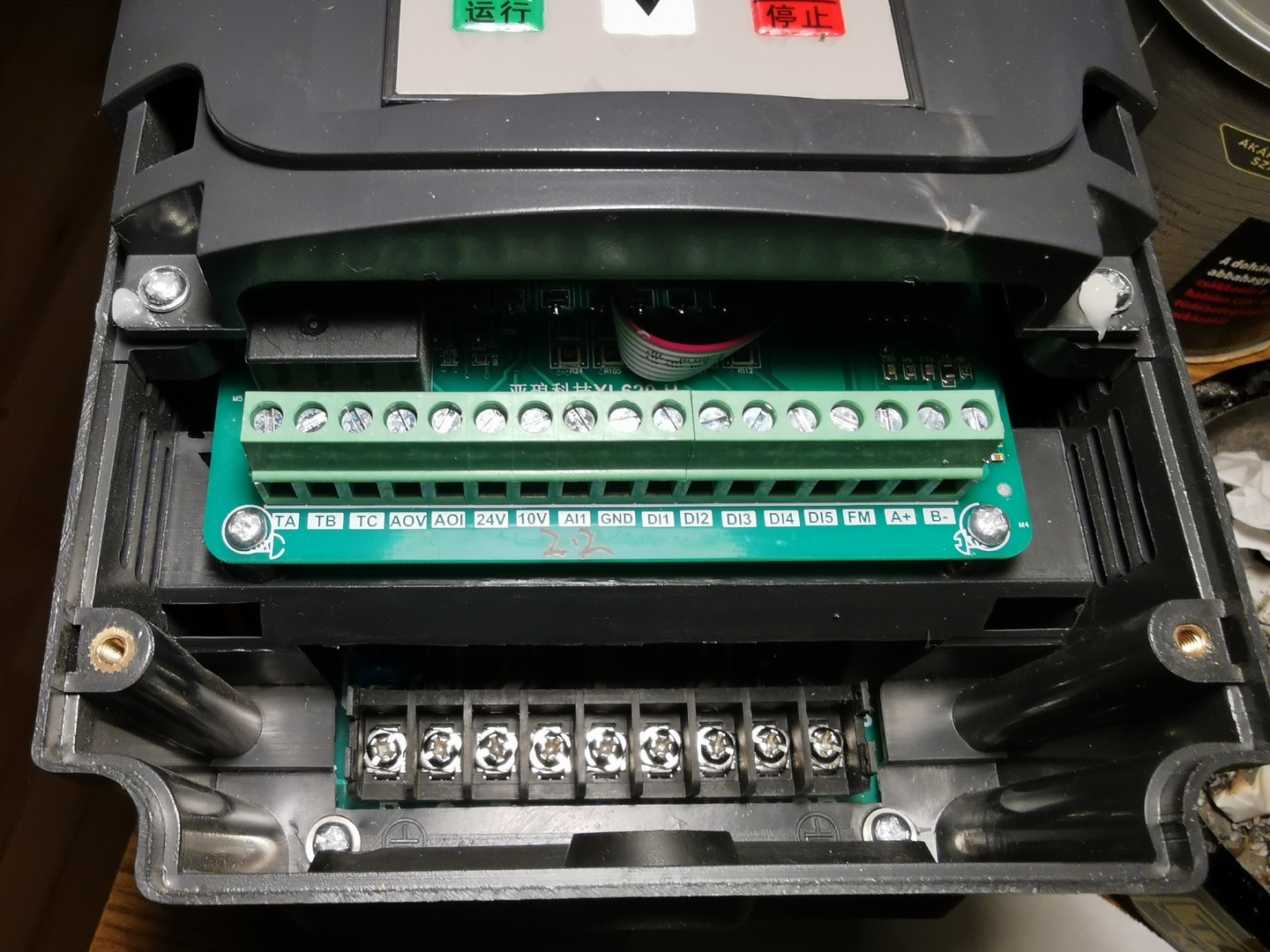
A frekiváltó bekötéseit lefotóztam, érdekes eltérés van, mert ebben az YL620H-2.2.KW-380 típusszámúban nincs dip kapcsoló sor, míg a 230V-os verzióban van egy 4-es dip kapcsoló sor a bekötési videóban amit belinkeltem.
Az akadozós mozgás hibát megtaláltam. A motor tengelyén nem volt eléggé megszorítva a kuplung csavarja.
Ha a mach3-ban a nullpontra kattintok, akkor a z tengely emelkedik. Lehetséges hogy cserélnem kéne a forgásirányt a vezetékek felcserélésével?
Mielőtt felszerelném a gépnek az asztallapját, be kéne kötnöm a frekvenciaváltó vezérlést a mach3-ba.Találtam egy orosz nyelvű videót de semmit sem értek belőle. Ebben a videóban egy 230 V-os frekiváltót kötnek be, nekem meg 380V van. Nem tudom, hogy lehet e valami eltérés a bekötésben, de szerintem nem. Esetleg a dip kapcsolókat lehet hogy másként kellene bekapcsolni ??? Most megpróbálom kijegyzetelni a videón látható lépéseket mert ebben a videóban relé nélkül oldja meg a frekiváltó kezelését. Olvastam a kommenteket, ahol elhangzik az is, hogy egy 10V-os külső táp is kell a maxh3 10V és a frekiváltó 10V bemenetére ????? Ezt a videóban viszont nem látom. Lehet hogy mondja, de az oroszt nem értem. A frekiváltó doksiját felraktam Ide.ide :
kgl | 421
2024-12-19 14:53:47
[358]
Az X Y és Z tengely rendben vezérelhető a billentyűkről. Éljen
Az Y tengely viszont akadósan mozog, feltételezem zsír hiányban szenved a golyós orsó és a líneáris csapágyak. Sima piros gépzsírom van itthon. Jó lesz az hozzá?
Közben próbálom tanulgatni a mach3 kezelését és még a limiteket kellene beállítanom valahogy, meg a végállás kapcsolókat kell megoldanom amik most érkeztek meg.
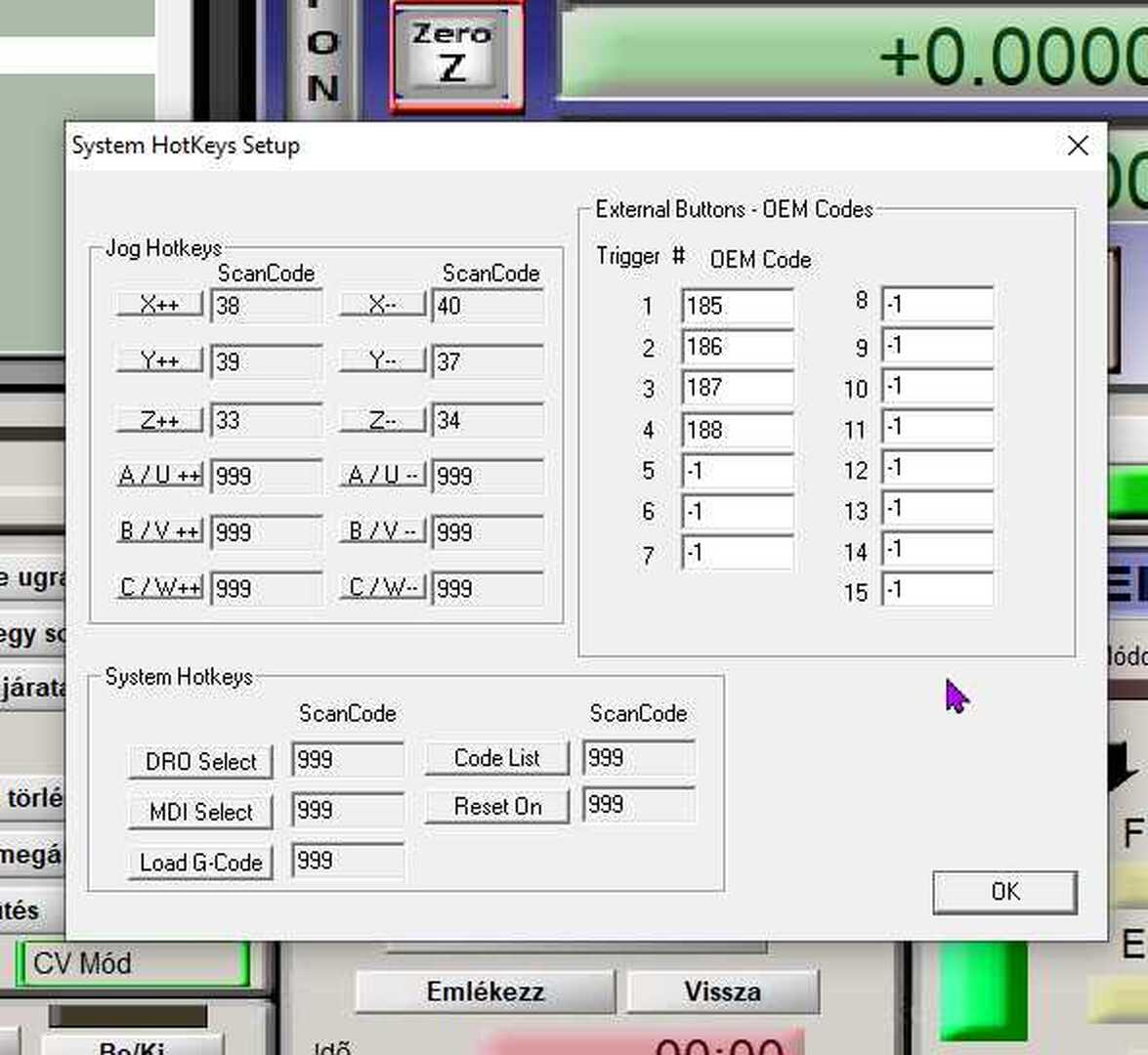
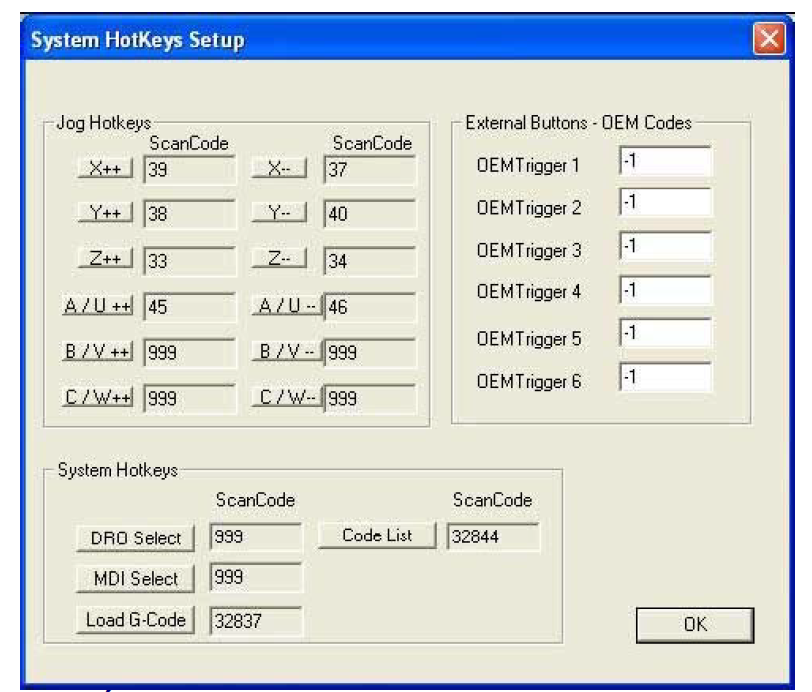
A rendszer gyorsbillentyűinek beállítása A Mach3-ban sok globális gyorsbillentyű van, amelyekkel például léptethetünk, vagy értékeket írhatunk be az MDI-be. E billentyűk a System Hotkeys Setup részben vannak beállítva. Kattints a kívánt funkció gombjára és nyomja meg azt a billentyűt, amit gyorsbillentyűként kíván használni. Ennek az értéke megjelenik a párbeszédablakban. Figyeljen arra, hogy ne adja meg kétszer ugyanazt a gyorsbillentyűt más funkcióhoz.
Most még mindig nem tudom a nyilakkal vezérelni az x y poziciót.
Ha betöltök egy G kódot, akkor elindul a gép, de a végtelenségig (tengely vég ütközőig teker. Persze ott leállítom. De legalább már van életjel. Az első siker.
Egyenlőre nincsenek még a végállás kapcsolók lehetséges, hogy ez a gond? Holnapra ígérték, hogy meghozza a futár. Még el kell készítenem a kapcsolók tartóját és be kell vezetékeznem.
Megvolt az első áram alá helyezése a gépemnek. A Mach3 configom a múltkor elszállt, így csak 1 éves emlékezetből sikerült újra beállítani, de valami nem jó.
Amíg a próbapadon mentek a léptető motorok addig tudtam billentyűzetről vezérelni a nyilakkal és a Page up és page down gombokkal, de most nem tudom amióta be van szerelve a gépbe. Semerre nem mozdulnak a léptetők. Szerintem valamit nem jól konfigoltam be a mach3-ba. A marómotor fordulatszámát már tudom vezérelni a frekiváltóról, a mach3 kártyával még nincs összekötve, és a végállás kapcsolók sincsenek még meg, talán holnap megérkeznek.
Az x tengelyen 2 darab léptető van, X és A, ezeknek együtt kell mozogniuk.
Valaki tudna képernyő képeket küldeni a configról ?
kgl | 421
2024-12-15 22:17:43
[348]
A 100 gramm is sok egy mikrokapcsolónál az 10 dkg. Főleg úgy hogy egy hosszú kb 4-5 cm hosszúságú erőkar is van rajta.
A kapcsolási erő az 1N, ami durván 100 gramm. A léptetőid meg Nm-ben vannak megadva, ami a forgatónyomatékot jelenti, szóval ne keverjük össze a kettőt.
A léptetőmotorod 2.2 Newtonméteres ami nyomaték A kapcsolóerő az erő . Két különféle fogalom . A léptető- golyósorsó kapcsolat majd erőt csinál a nyomatékból. Ha az orsód emelkedése 5mm es ( feltételezés ) akkor mintegy 2760 Newton erőd lesz abból azért elfogyhat 1 N
A kapcsolóra is válaszolva . Nekem van olyan kapcsolóm ami kívül 3 érintkezős de belül csak egy NO kapcsoló van

 bandáról.
bandáról.