|
Előzmény: dezsoe, 2022-01-17 12:12:54 [8769]
|
|
Előzmény: CNCdrive, 2022-02-04 17:05:13 [8774]
|
|
Előzmény: svejk, 2022-02-04 12:50:02 [8772]
|
|
Előzmény: svejk, 2022-01-30 21:40:39 [8770]
|
|
Előzmény: CNCdrive, 2022-02-04 12:02:12 [8771]
|
|
Előzmény: svejk, 2022-01-30 21:40:39 [8770]
|
|
Előzmény: Miki2, 2022-01-17 11:22:22 [8768]
|
|
Előzmény: dezsoe, 2022-01-17 10:57:23 [8766]
|
|
Előzmény: Bocs, 2022-01-17 10:03:24 [8764]
|
|
Előzmény: Miki2, 2022-01-17 10:20:16 [8765]
|
|
Előzmény: svejk, 2022-01-16 17:22:50 [8760]
|
|
Előzmény: svejk, 2022-01-17 08:09:21 [8762]
|
|
Előzmény: Bocs, 2022-01-17 00:27:26 [8761]
|
|
Előzmény: Bocs, 2022-01-17 00:27:26 [8761]
|
|
Előzmény: Miki2, 2022-01-16 16:37:17 [8759]
|
|
Előzmény: Bocs, 2022-01-16 16:23:50 [8757]
|
|
Előzmény: Bocs, 2022-01-16 16:23:50 [8757]
|
|
Előzmény: remrendes, 2022-01-10 17:32:44 [8754]
|
|
Előzmény: adamkovacs, 2022-01-10 08:38:37 [8750]
|
|
Előzmény: adamkovacs, 2022-01-10 08:38:37 [8750]
|
|
Előzmény: adamkovacs, 2022-01-10 08:38:37 [8750]
|
|
Előzmény: dezsoe, 2022-01-10 07:31:47 [8749]
|
|
Előzmény: adamkovacs, 2022-01-10 06:06:49 [8748]
|
|
Előzmény: dezsoe, 2022-01-09 16:30:51 [8744]
|
|
Előzmény: dezsoe, 2022-01-09 17:34:34 [8746]
|
|
Előzmény: TBS-TEAM, 2022-01-09 17:02:16 [8745]
|
|
Előzmény: dezsoe, 2022-01-09 15:05:16 [8741]
|
|
Előzmény: adamkovacs, 2022-01-09 15:18:48 [8743]
|
|
Előzmény: dezsoe, 2022-01-09 15:05:16 [8741]
|
|
Előzmény: dezsoe, 2022-01-09 15:05:16 [8741]
|
|
Előzmény: TBS-TEAM, 2022-01-09 13:54:18 [8740]
|
|
Előzmény: dezsoe, 2022-01-09 12:46:05 [8739]
|
|
Előzmény: adamkovacs, 2022-01-09 12:35:03 [8738]
|
|
Előzmény: Fanmain6, 2021-12-29 10:17:51 [8736]
|
|
Előzmény: Fanmain6, 2021-12-28 16:53:28 [8734]
|
|
Előzmény: designr, 2021-12-28 16:41:06 [8732]
|
|
Előzmény: designr, 2021-12-28 16:41:06 [8732]
|
|
Előzmény: Fanmain6, 2021-12-28 14:38:23 [8731]
|
|
Előzmény: designr, 2021-12-28 14:27:38 [8730]
|
|
Előzmény: Fanmain6, 2021-12-28 14:02:39 [8729]
|
|
Előzmény: Béni, 2021-12-27 19:13:07 [8726]
|
|
Előzmény: D.Laci, 2021-12-27 16:49:38 [8725]
|
|
▲
◊
|







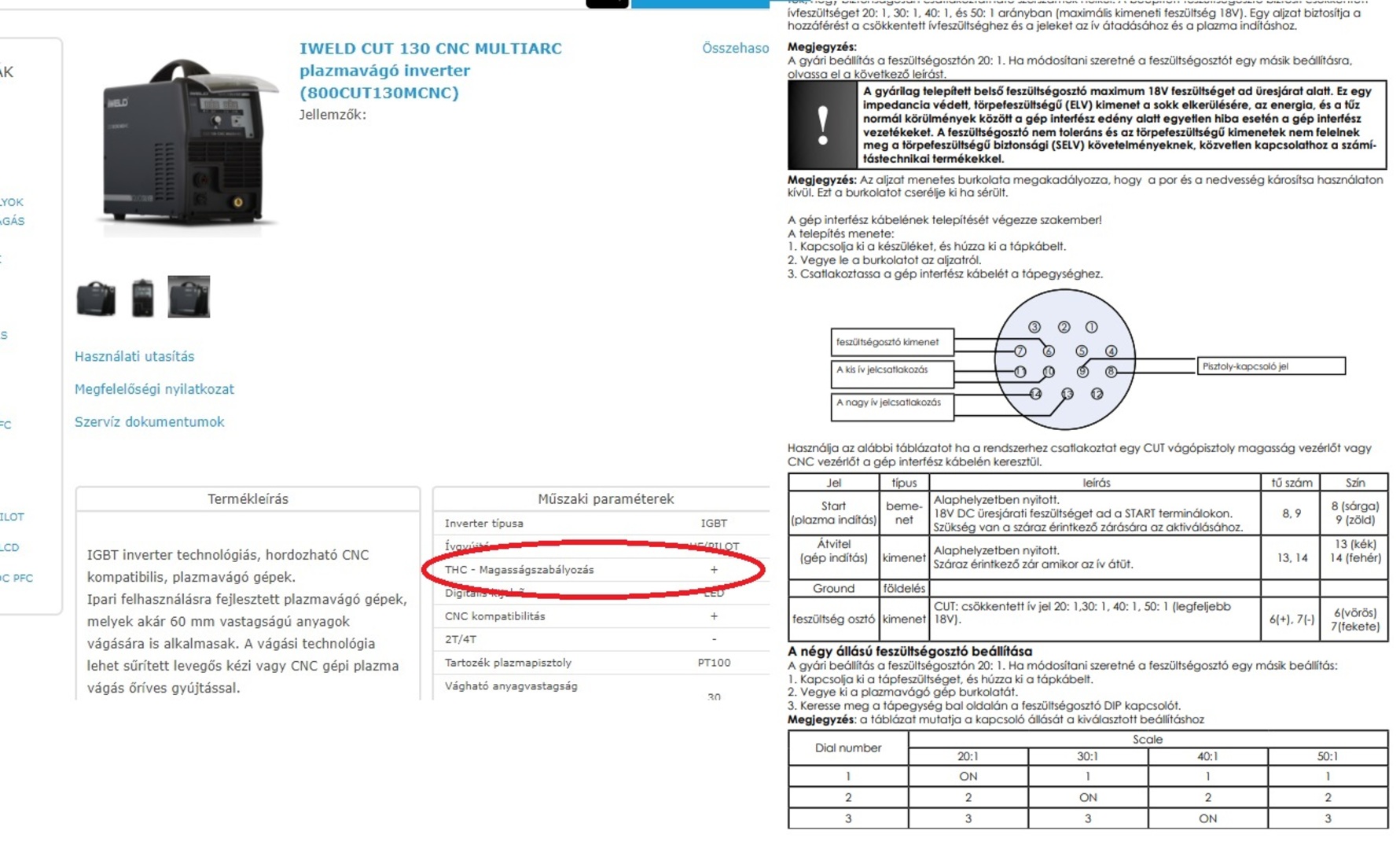
 Ha jól értelmezem, akkor benne van egy THC, csak rá kell kötni az 5441 bemeneteire. Van egy eredeti linked, hogy ne kelljen keresgetni? Elolvasnám a nem lefordított szöveget.
Ha jól értelmezem, akkor benne van egy THC, csak rá kell kötni az 5441 bemeneteire. Van egy eredeti linked, hogy ne kelljen keresgetni? Elolvasnám a nem lefordított szöveget.