A küllők sárgarézből készültek. A golyók szerintem nem rozsdamentesek, ilyet találtam itthon hirtelen. Ez a darab tanulási céllal készült. A következő darabot már pormentesen zártra szeretném.
Üdv, Uccnc/Szerszámhossz beméréssel kapcsolatban szeretnék egy kicsit okosodni. Elkészítettem a héten egy szerszámhossz bemérő készüléket (prototípust). Mivel még sosem használtam ilyet szeretnék némi infót kérni a használatához, illetve a makró alakításához. Jelenleg odáig sikerült eljutnom, hogy fix pozícióba felszereltem a bemérőt, a M31 makróban engedélyeztem az XY mozgást. Beállítottam a XY koordinátákat. Bemérési távokat, sebességeket. Illetve a végén visszaáll a kiindulási pontba. Ez szépen le is fut, ezredes ismétlési pontossággal. A további lépésekben szeretnék kérni egy kis segítséget.
TBS-TEAM | 2641
2021-07-27 17:10:11
[8490]
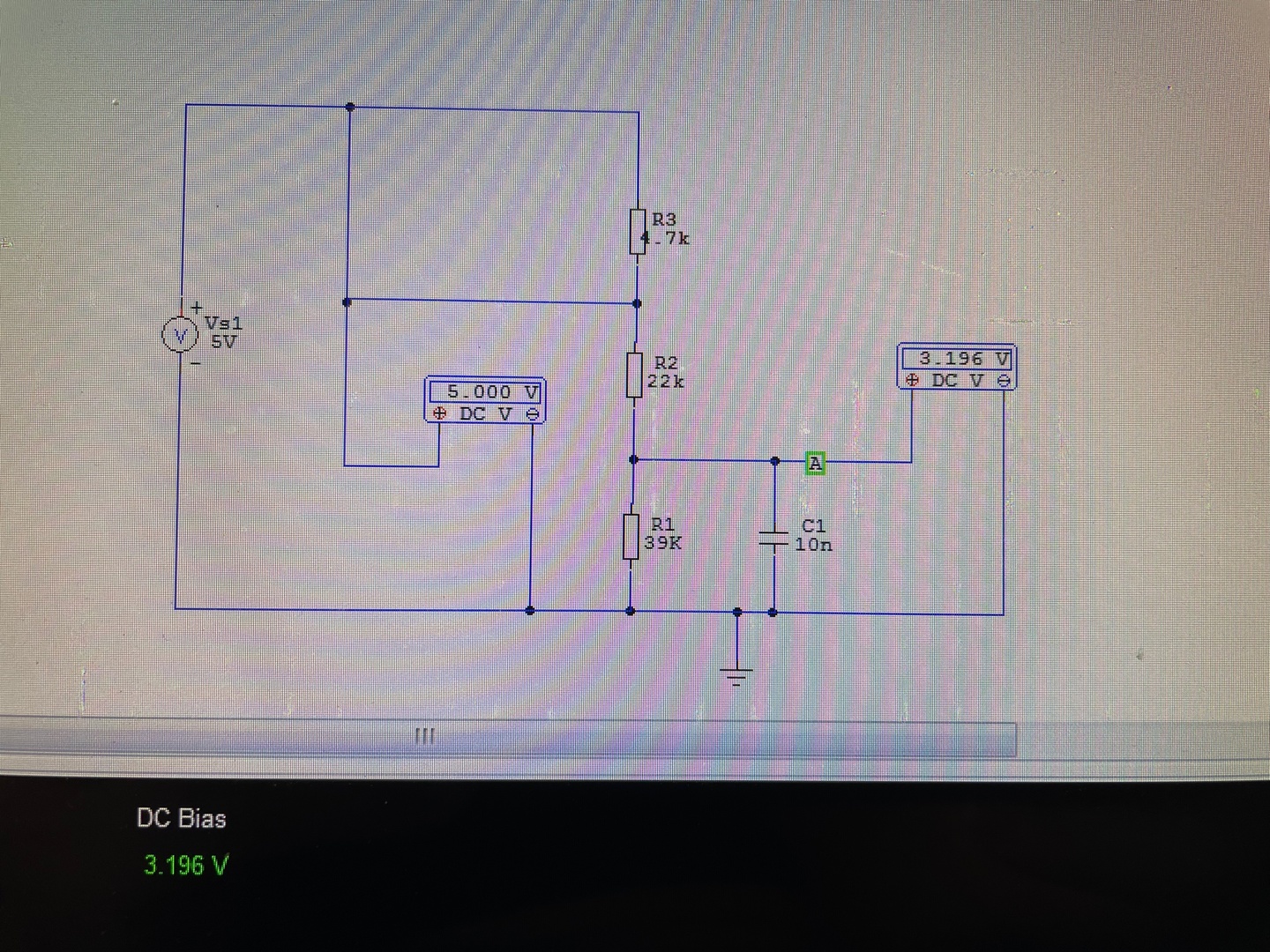
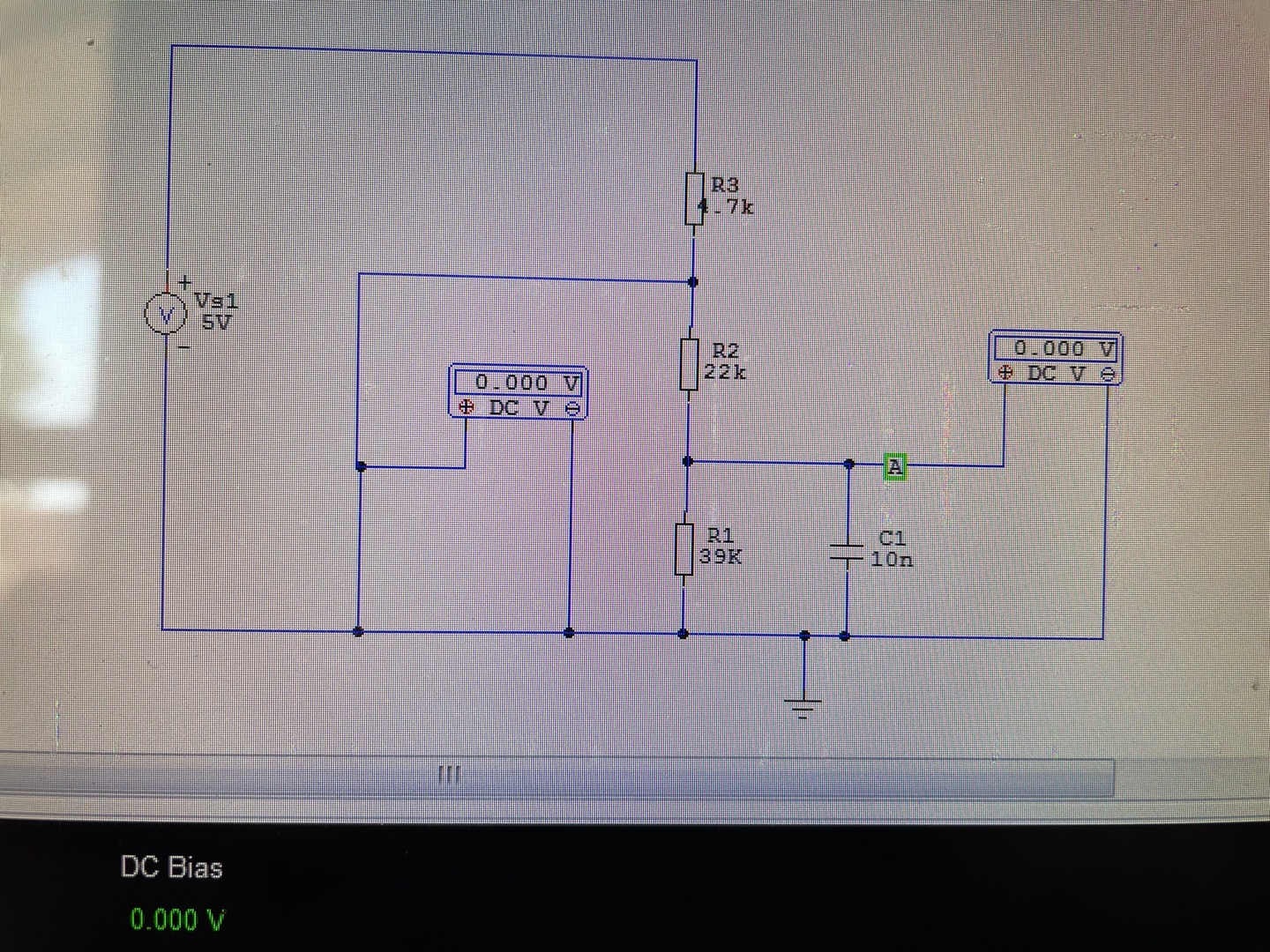
Ez a kapcsolás az 5V / 3.3V belső UC300 illesztő. Szimulálció képeken.
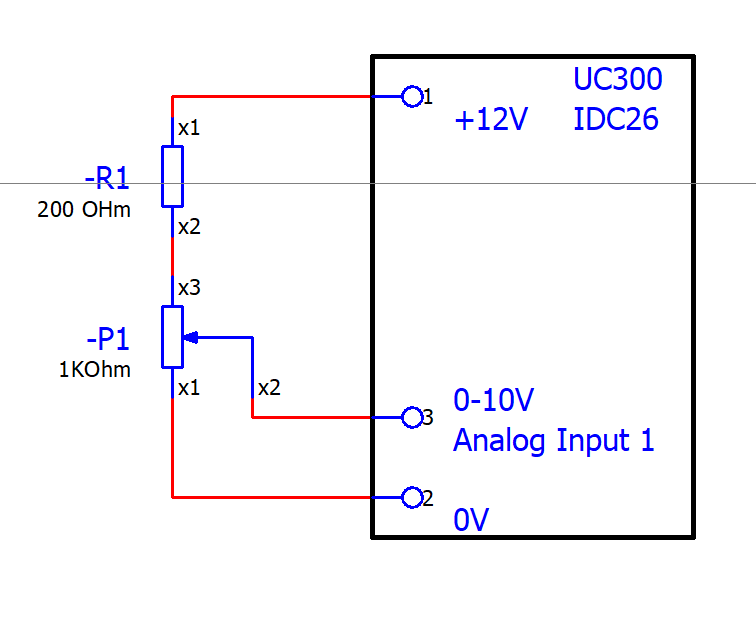
Csak az 1K potméter bekötésével a következőket éred el: Lineális a potméter amit vettél: 1:1,2V 2:2,4V 3:3,6V 4:4,8V 5:6V 6:7,2V 7:8,4V 8:9,6V Itt már szinte teljesen kimerítetted a 0-10V szabályzást. 9:10,8V Túlcsordult 10:12V
A mellékelt rajzal viszont 0-10 skáláig 0-10V kapsz a bemeneten.
Az 1k elég határeset, jobb lenne kicsit nagyobb, 2k2 környéke, de ettől még jók kéne szabályozzon. A poti lehet elkopva, ki kéne mérned műszerrel. (Természetesen kikötve az UC300-ról.)
Az OpenGL 1.3 2001 Augusztus kiadású. Az ezután készült videókártyák mind ismerik. Szóval ha 20 évnél fiatalabb a gép akkor nem lehet gond. Ami probléma lehet, hogy nem telepítik fel a videókártya drivert és anélkül a Windows nem tud OpenGL nyelven beszélgetni a videókártyával. Ilyenkor a videókártya általában azt válaszolja hogy csak az OpenGL 1.1-et isemri, ami nem igaz, csak a videókártya nem tud többet az illesztőprogram (videókártya driver) nélkül.
Elmegy az 640x480-on is, csak az a lényeg, hogy a videókártya tudja az elvárt OpenGL szabványt, ugyanis a képernyő kezelése nagyrészt a videókártyára van bízva, nem a processzort terheli. Legalább 10 éve nem gyártottak olyan gépet, ami ne felelne meg, de mindenképpen szükség van a megfelelő illesztőprogramra.
Az UCCNC szoftver a Microsoft Windows XP, 7, 8, 8.1 és 10. operációs rendszeren x86 vagy x64- es asztali számítógépen vagy laptopon, tableten futtatható. A minimális ajánlott hardver követelménye a számítógépnek a következő: – CPU frekvencia: minimum 1.8 GHz (duo or dual core ajánlott.) – Videó kártya: OpenGL 1.3 vagy magasabb kompatibilitás. – RAM: minimum 1GB Windows XP esetén és 2GB az összes többi támogatott OP rendszerhez. – Merevlemez kapacitás: minimum 16GB.
Van egy UCCNC vezérlőm. Négy gépemből csak egyre sikerült feltelepíteni, videó kártyákkal problémázik, nem elég neki a felbontás. Kérdezném, mi az indoka annak, hogy a video felbontás fel van húzva az egekbe? Min változtat ha a gépen olyan felbontásban látom az útvonal "mórickarajzát" ami totálisan lényegtelen, mert szerintem a marásnak kell pontosnak lenni, nem a monitorképnek. Magyarra lefordítva, ha egy Mach3 vagy 20 éve elballag XGA felbontással, akkor ennek miért kell szinte UHD...
UC300-hoz szeretnék bekötni egy potmétert amivel az előtolást tudom szabályozni,tudna valaki segíteni hogy mire kell figyelni, hogy milyen potit vegyek? Esetleg konkrét linket is elfogadok.
Én arra tippeltem, hogy a valós időben futó programrész a mikroprocesszorban fut. A számítógép csak a rajzolgatást végzi. Ahhoz meg a Windows is elég.
A tippem, hogy a parancsértelmező egyszer fut a számítógépen a rajzolgatáshoz. És fut egy másik a mikrovezérlőben a tulajdonképpeni szerszám vezérléshez. De hát ez csak tipp a részemről.
Ne értsed félre, nem lebecsülni akartam a munkátokat. Tényleg komoly teljesítmény egy ilyet összehozni. Csak elképzeléseim vannak, de biztosan nem tudnám az egészet átlátni és persze megvalósítani.
2 embernek 5 évbe telt annyira megírni, hogy egyáltalán meg merjük mutatni másoknak. És nagyjából minden nap dolgoztunk rajta. Egyébként valóban csak matekolni és rajzolgatni kell, nem bonyolult. Bárki meg tudja csinálni, csak programozói, elektronikai és CNC ismeretek, sok elszántság és idő kell hozzá.
Az UCCNC teljesen másképpen van programozástechnikailag megoldva mint a LinuxCNC. A LinuxCNC forráskódjával nem sokra mennénk, hiszen az Unix alapú mi pedig Windows alatt programoztunk. A legfőbb különbség, hogy a LinuxCNC kernelje realtime, ezért a szoftver egyszerűbben megoldható. Az UCCNC Windows alatt fut, a Windows pedig nem realtime, ezért sokkal többmindent kell leprogramozni mint egy realtime Linux alatt ahhoz, hogy a program megfelelően működjön.
Egyébként a G76 esetében kizárólag a szintaktikát vettük a linuxcnc dokumentációjából. Őszintén szólva még soha nem is láttuk a LinuxCNC forráskódját. Azért vettük a LinuxCNCből a szintaktikát, mert felhasználóktól tudjuk, hogy LinuxCNC-t sokan használnak menetvágásra, esztergálásra. Vehettünk volna alapul egyébként bármely más CNC esztergavezérlőt is.
Szerintem egy parancsértelmező megírása még kevés lehet egy ilyen programhoz. Az interpoláció, meg csak egy kis matek. A neheze eztán jönne. A képernyőre rajzolgatni szintén nem lehet bonyolult. Nem mintha nekem ez nagyon menne. A dolog érdekessége és a buktatója éppen ott van, hogy amikor valódi gépet kell vezérelni. Ide pedig gondolom fontos a forgácsolói tapasztalat.
"Gondolom a fejlesztőknek nagy gyakorlatuk lehet gépi forgácsolásban is."
Szerintem a vezérlő program készítőinek nem sok köze van hozzá hogy milyen menetet csinálsz. Az ők feladata a G33 G76 mondat értelmezése és végrehajtásának a megoldása.
Trapézmenethez készíthetsz subroutine-t macro-t, vagy CAM programmal elkészíted a G-code -t.
Ha csak az utasítások megismerése a cél, arra egyszerűbb lett volna egy alapfokú CNC programozós könyv is. Igaz, abból nem tudjuk meg, hogy mások hogyan valósítanak meg egy rutint. Mert ha jól tippelem, akkor az egész CNC dolog egyenes és kör interpolációra épül. Ha ezek rutinjai megvannak, innen már nem nehéz mondjuk ciklusokat kitalálni. A menetvágás meg egy speciális eset. Aki még nem próbált mondjuk kivágni egy trapéz menetet, annak nehéz lehet hozzá programot csinálni. Gondolom a fejlesztőknek nagy gyakorlatuk lehet gépi forgácsolásban is.
Rosszul érted. Az RS274 szabványban még nem szereplő G-kódok megvalósítása a fejlesztők dolga. Ki lehet találni teljesen saját paraméterezésűt is, de több értelme van olyat megvalósítani, ami már bevált. Így a G76 megvalósításához a LinuxCNC-s leírás volt a kiindulási pont.
"Viszont van egy sokkal nagyobb probléma A letöréseket fordítva csinálja"
A G76 nem készít letöréseket, így nem csinálhatja fordítva sem. Ezt neked kel hozzá adni.
A G76 mondatban megadott szögek menetprofil eltolására szolgál illetve a kilépő oldalon milyen szögben emelje ki a szerszámot. A Kezdő oldalon is meglehet adni általában egy plusz belépési szöget. Nem tudom, hogy az UCCNC ezt ismeri e.
A külső belső menet az I előjelével állítható. A Linuxcnc oldala talán jobban elmagyarázza mint a mi dokumentációnk: https://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G76-Threading-Canned
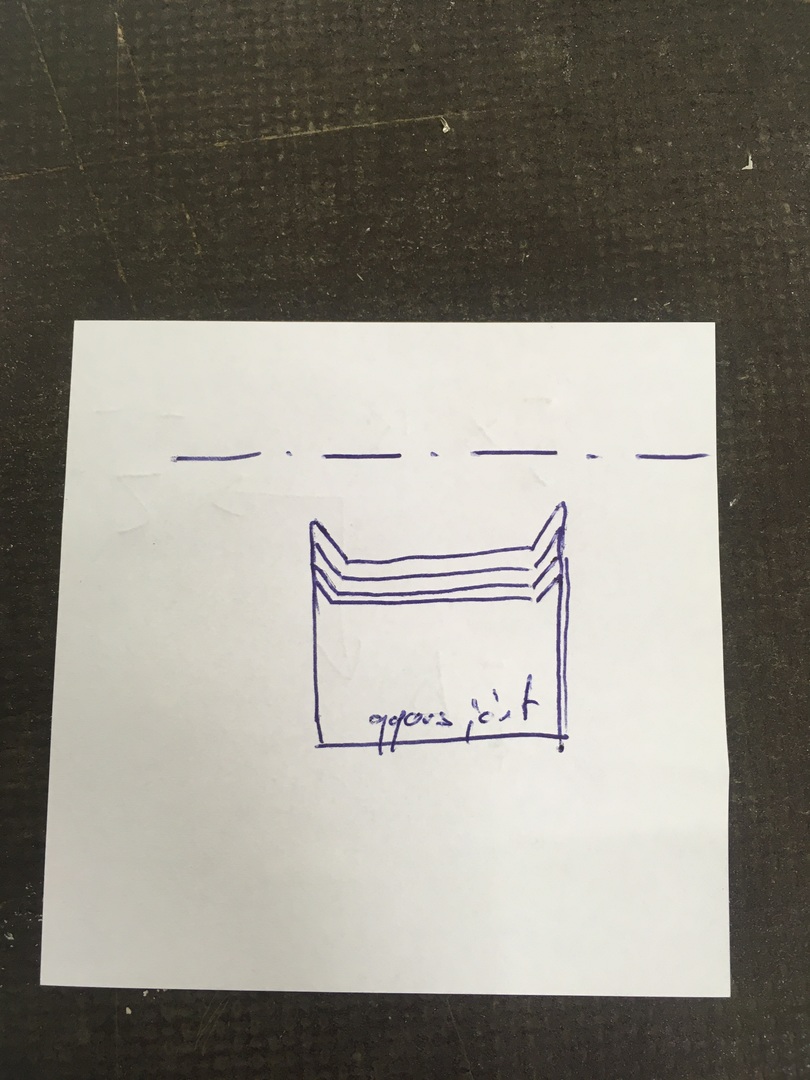
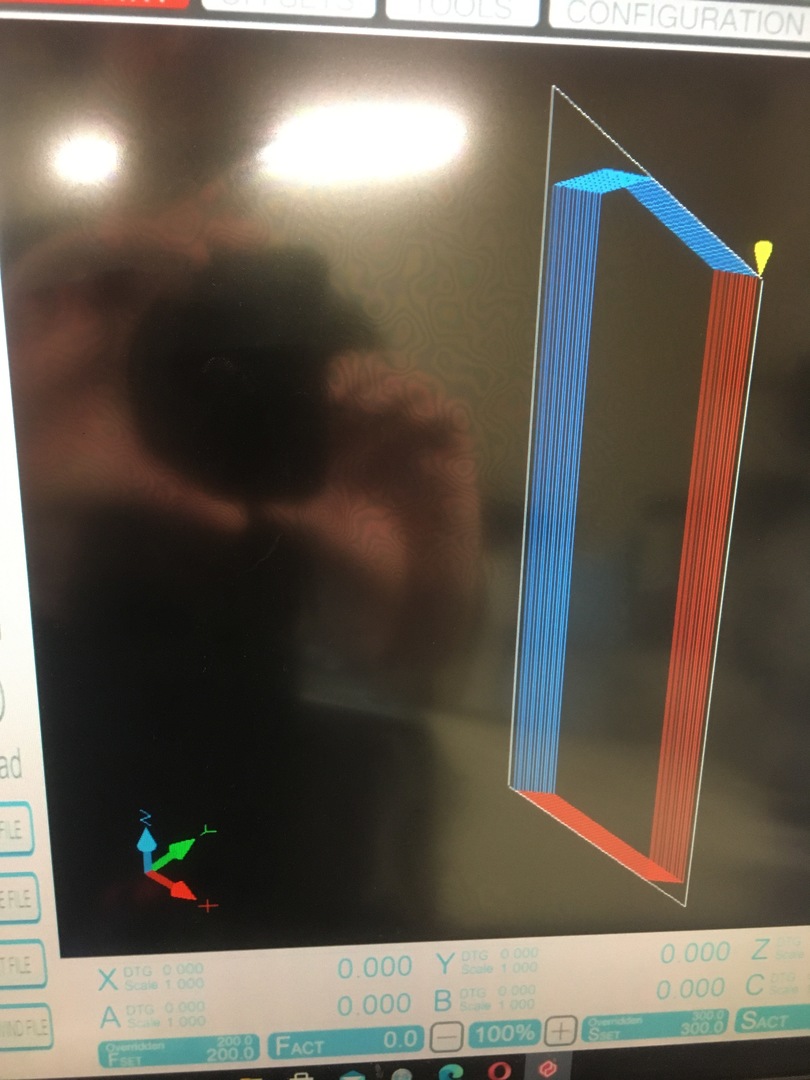
Nekem így is a tükörképe( iso felett a második) Viszont van egy sokkal nagyobb probléma A letöréseket fordítva csinálja Tehát nem letörést készít hanem egy szép zárt menetet A menet kezdőpontján nem a menet magátmérőjére megy le és onnan Kifele készít egy letörést (az aktuális fogásmélység fügvényében) Hanem a tényleges menetátmérőtől megy befelé A képen a helyes szerszámút
Sziasztok Mivel egy mini horizontom van ezért nagyon zavaró a szerszámút nézőben, hogy az irányok függőleges z tengelyt mutat Megváltoztatható hogy vízszintes legyen?
Magyar fejlesztés, de "gyári" magyar felülete nincs. Eddig nagyjából alig néhányan hiányolták. A képernyő képekből áll, tehát teljesen szabadon átszerkeszthető, lefordítható. Itt a fórumon volt valaki, aki lefordította jó pár évvel ezelőtt, de azóta rengeteg változás történt, úgyhogy az a képernyőkészlet elavult.
Lehet hogy csak én nem találtam, vagy tényleg nincsen magyar nyelvű kezelőfelülettel?
Mert ha jól láttam, magyar fejlesztésről van szó. (nem biztos)
CNCdrive | 442
2021-07-11 17:48:55
[8448]
Nem azért nem működik mert nincs benne az árban, hanem azért mert valószínűleg valami bug van a kódban, de Dezsoe most teszteli. Egyébként működnie kellene.