FDM nyomtatóra is van puha gumi szerű anyag, lehet is bélyegzőnek használni, de nekem az a tapasztalatom, hogy az extrudálás csíkozása mindig látszani fog. Esetleg ha kezeled valahogy a felületet.
De mit akarsz csinálni?
Van sok kézműves nyomó eljárás, amihez nem kell csúcstechnika.
Előzmény: Szalai György, 2022-04-22 08:26:51 [30460]
laaci | 98
2022-05-02 18:46:38
[30464]
Mivel szeretnéd még? Régen ezeket a bélyegzőket úgy csinálták mint a nyákokat. Egy sík gumi lap, photoaktív lakk (pl. P20), levilágít UV-val, előhív, maróanyaggal kimarat a sík gumiból ahol nem védi a lakk, megpucól, használ. Porcelánra inkább a szitanyomó, párna kombinációt szokták használni bélyegzőnek.
Előzmény: Szalai György, 2022-04-22 08:26:51 [30460]
keri | 14086
2022-04-22 08:29:55
[30461]
Megfelelően tervezve, hasznosak a polimerek. Pl. szerszámgépeim DeWalt márkájúak. Horror árai vannak ezeknek, de tartósak is. Így meg annak ellenére hogy látszólag ugyan olyan műanyag vacak mint a Praktikeres leértékelt szerszámgépek, nekem 10év alatt egyet sem sikerült leamortizálni, így pedig már nem is olyan drága, ellenben örülök hogy a műanyag alkatrészek miatt könnyű a szerszám 2-3 kilóval, mint a régebbi ipari szerszámok, amik alu öntvényből voltak.
Toyota hilux jó és stapabíró autó a műanyag lökhárító ellenére, ha meg olyan helyen akarod használni, akkor meg kell rá venni a fém lökhárítókat és pajzsokat, és akkor tank lesz belőle, illetve némi fényezési sérülés nem fog zavarni ebben az esetben.
Különben meg igazi vastag 3mm rozsdamentes lemezből akarsz autót, golyóálló üvegekkel akkor rendeld meg ezt...de gyanítom ezen is találsz valami kifogást, pedig az rendes anyagból van, és még csak festeni sem fogják
Előzmény: Szalai György, 2022-04-22 06:42:42 [30456]
Szalai György | 9544
2022-04-22 08:26:51
[30460]
A kínlódás racionális oka ebben az esetben nem a végtermék, hanem maga a kínlódás. Aki nyolc méterről szeretne permetezni, az valószínűleg kedveli a kihívásokat.
PA és üvegszál keverék a rotor. Ebben a készletben 14$ért csak a motor nincs benne. A hozzá való motorral 1.6kg tolóereje van. Ezért is nincs racionális oka tibs-nek kínlódni a nyomtatással, mert fillérekért vannak jól működő megoldások.
Előzmény: Szalai György, 2022-04-21 17:05:14 [30448]
És ahol nincs készleten ott még olcsóbb akár 7500huf.
Tehát egyenlőre dísz marad és lehet hogy kinyomtatom a többi részét is. Nyár végén meg leárazzák a nyakukon maradt vackokat majd akkor szánalomból veszek egyet.
PSoft | 18696
2022-04-21 20:42:32
[30454]
„Nem is rossz ötlet!”
Na ugye?! Nem szoktam én -egy ilyen szakmai főrumon- butaságokat mondani. Biztos most is vannak -számomra ismeretlen- "kedvelőim", egyel több-kevesebb...üsse kavics.
Soha ne mondd, hogy soha! 100 évvel ezelőtt amikor a műanyagokat nagyjából kimerítette a tűzveszélyes celluloid, az autókat fémből és fából készítették némi textil és valódi bőr felhasználásával (még az elektromos vezetékeket is gyantába áztatott szövettel szigetelték), senki sem hitte volna, hogy ma nemhogy egy autó, de az utasszállító repülők jelentős része műanyagból van. És nem csak a műszerfal, hanem a teherviselő szerkezetek is. Ki tudja mit hoz a jövő? A egy hajtómű "meleg" oldalán nyilván hőálló anyag kell (jelenleg titán vagy fémkerámia), de a szívóoldalon el tudom képzelni a szénszál/kevlár műgyanta kompozit felhasználását. Nem feltétlen idén, de pár évtizeden belül ki tudja...
Előzmény: Szalai György, 2022-04-21 17:05:14 [30448]
PSoft | 18696
2022-04-21 17:54:43
[30449]
Ha már itt tartunk... Ugye már, Te is vagy így...néha?
Előzmény: Szalai György, 2022-04-21 17:05:14 [30448]
Persze igazad van, de nagyságrendi változást nem okoz a rétegződés. Kísérletezni jól lehet tökéletlen felülettel is. A végleges propelleremet, persze én is simára csiszoltam és lakkoztam a jobb felület érdekében.
Itt inkább arra tippelnék én is hogy egyrészt dizájn ventilátor, így nem feltétlenül olyan jó mint aminek kinéz, másrészt a munkapontja nem esik egybe a motorokéval.
Megjegyzem ezek az EDF-ek valóban pocsék hatékonyságúak az RC modellezésben. Azért használják őket, mert mind a hangja, mind a karakterisztikája nagyon hasonlít a gázturbinás repülőgép motorokra. Ezért egy vadászgép imitációnál jó élményt ad. Másik hogy álló helyzetben sokkal kisebb a tolóerő. Optimális működéshez szüksége van a haladásból eredő torló légnyomásra. Ha a hatékonyság a lényeg akkor 2-3 tollú, alacsony fordulatú propellerek sokkal jobb eredményt adnak, akár lebegéshez is.
És persze én ilyen 10-12AWG-s szilikonos vezetéket használok, mert 30-40Ampert fel tud venni egy ilyen motor 12V-on. Igaz a drónt 4 cellás lítium akkuval használom, akkor adja le a csúcs teljesítményt. 3 cellással gyakorolni szoktam, mert úgy kicsit lomhább, de levélfújónak még akkor is jó
Nekem a drónomon 4db 350W-os motor van, egyenként 5,5" két tollú rotorral. Az azért kielégítő lenne ilyen célra, de azért 10percnél tovább lehet nem bírná az sem a terhelést. Repülőn kicsit jobb motor van, csak 450W, de nagyobb, nyomatékosabb, alacsonyabb fordulatú, ezért hatékonyabb és bírja a tartós üzemet. Az is fújja elég jól a levegőt szintén két tollúval. Az ilyen sok tollú légcsavarokhoz nyomaték is kell, nem csak fordulat.
Szerintem próba képen megérné csökkenteni a tollak számát, és megtalálni az optimális munkapontot a motorodhoz.
... De gondolkodóba estem. Eddig hagyományos háti permetezővel és 2 méteres hosszabbító csővel ügyködtem a kertben, de van egy benzines lombszívó/fúvóm, ha az "ormányába" oldalról bevezetem a permetlé csövet akár működhet is a dolog. (Feltéve, hogy fújásra állítom). De még mindig ott a kérdés, hogy a hátamra kellene venni a vegyszeres tartályt. Azt hiszem marad a hagyományos permetező.
Senki sem állította, hogy nem lehet. Csak a te turbinád (propellered) nem a legszerencsésebb választás. Más profillal tán a kisebb motor is elegendő lenne.
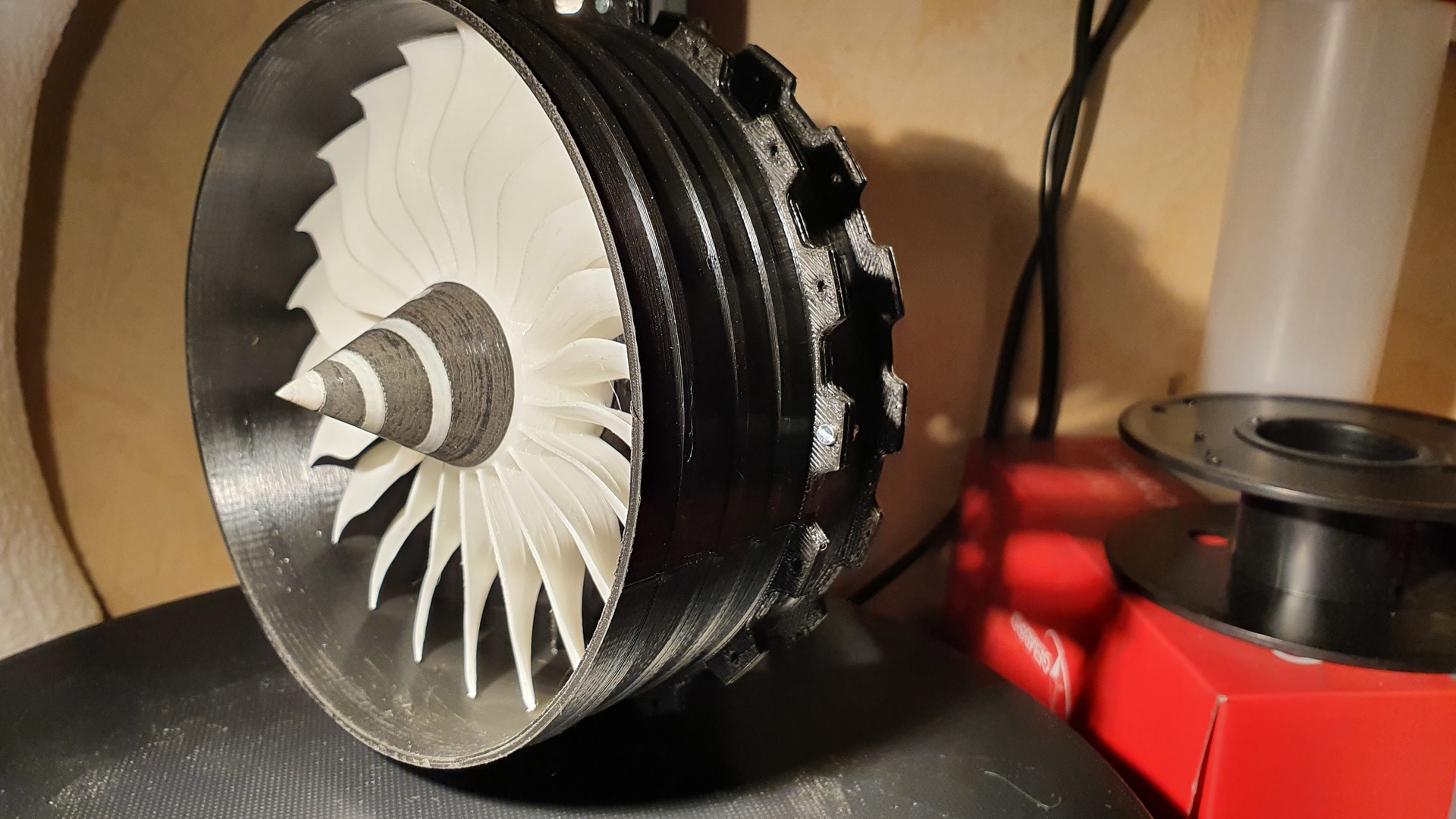
Ahogy keri is írta '3D nyomtatás' téma, 30435. hozzászólás ez a turbina nagyon úgy néz ki, mint egy "igazi" méretarányos lekicsinyítése. Én is inkább szobadísznek néztem. Az aerodinamikában nem működik az ilyen méretarányos kicsinyítés/nagyítás. Nagyon valószínű, hogy a nyomtatás technikájából származó, ránézésre elenyésző de a levegőnek komoly ellenállást okozó rétegzettség miatt iszonyú nagy turbulencia alakul ki a lapátok határfelületén. A légellenállás a sebességgel négyzetesen nő, és ez a rotor inkább örvényeket gerjeszt mint légáramot. Ahogy növeled a fordulatszámot a motor által felvett áram is négyzetes körüli arányban nő. A bevezetett teljesítményt teintve siralmas lehet a hatásfoka.
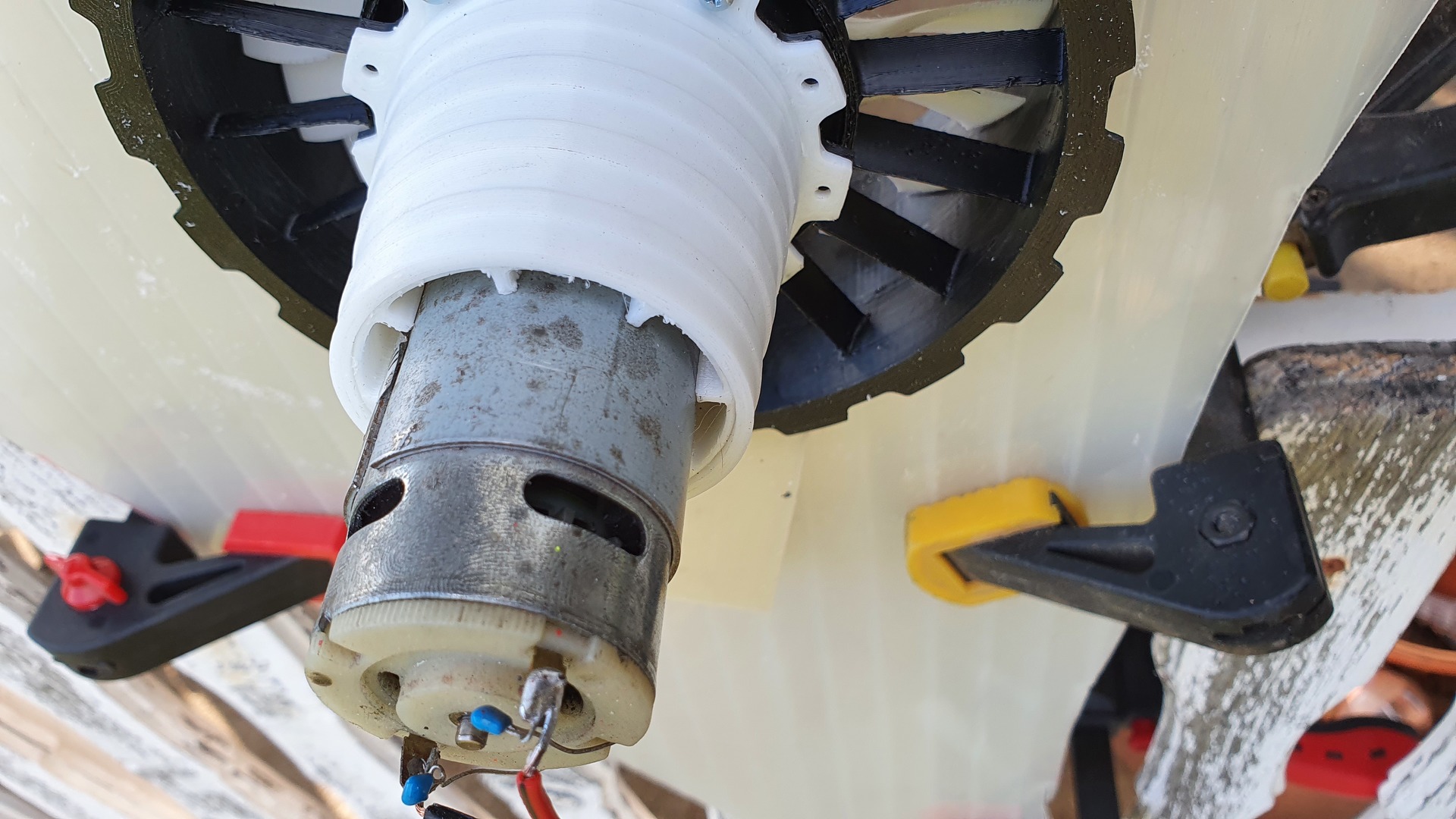
Túlélte a tegnapot. Egy akkos fúró motorját raktam rá 8V-ról és 12V-ról sem volt kielégítő. Utánna jött egy autómodell verseny motor a fordulat még mindíg kevés volt az áram nagy a vezeték meg gyenge.
Egy próbát megér, csak vigyázz vele. Vegyél védőszemüveget!
Én drónhoz való motort és propellert használnék...főleg mert van itthon, de megértem a kísérletezést is. Jól néz ki ez a ventilátor, ez egy rendes repülőgép turbinának a replikája, lehet nem lesz optimális így lekicsinyítve.
Nem lesz rá ideje, mert simán szétrepül a fenébe PLA alkalmatlan nagy fordulatra...próbáltam...szerencsére volt rajtam védő szemüveg, mert bár nem a forgás síkjában álltam de a falról visszapattanó repeszek azért megszórtak rendesen. Najó, végül is olyan 7000-es fordulatot még bír viszonylag jól a repülőgépre való 7"-os propellerem amit nyomtattam, de annak vastagabb a töve, több anyag van benne mint ezekben a nagy fordulatú turbinákban. 5,5"-os két tollú drón propeller viszont óvatos felpörgetés közben szétrobbant, nem volt lehetősége elérni a 23ezres fordulatot.
Viszont karbon-nejlon kompozit anyagból nyomtattam ki végül a repülőgép propellert is, mert az sokkal ellenállóbb anyag, a PLA veszélyes, mert úgy törik mint az üveg.
Máskülönben meglepően jó az egyensúlya az ilyen nyomtatott propellereknek. Ezt ugyan SLA-val nyomtattam, de direkt nagy szilárdságú rugalmas gyantából. Kicsit átterveztem hogy erősebb legyen, és jobb profilt adtam neki. Ez is olyan 20 ezret pörög kb, de elég pici az átmérő, ezért bírja. Nem számítottam rá hogy jobb lesz mint a gyári, de az lett. Sokkal agilisebb, irányíthatóbb vele a gép, és míg a gyári egy erősebb fűszállal találkozva is eltört ennek semmi baja az ilyesmitől. Ja és nyomtattam egyet PETG-ből is. Az sem lenne rossz, csak a kis méret miatt, 0.2mm-es fúvókával 0.05mm-es rétegekből nyomtattam és a hűtéssel meg paraméterekkel kellett volna játszani hogy jó legyen. https://www.thingiverse.com/thing:5200623
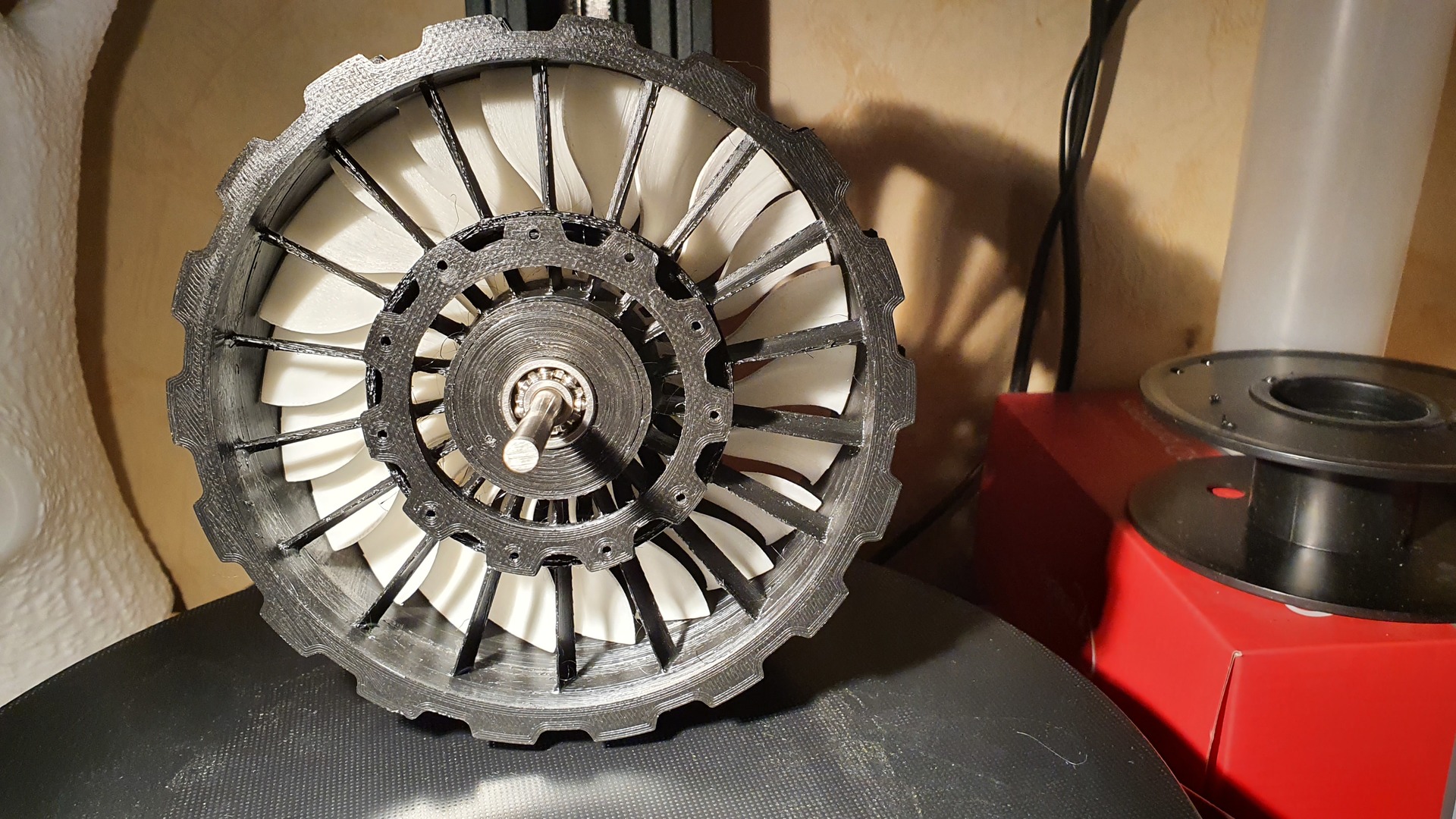
Soknak tűnik az a 10-12000 1/min. Nem attól tartok, hogy leszakadnának a lapátok (bár az is előfordulhat), hanem hogy kiegyenesednek és beleérnek a házba.
Permetezőhöz lesz booster. Meglepően jó lett a futása. Pörgetve csak 10-12000-el lesz apró lépésekben. Elvileg jó a száliránya a lapátoknak de majd meglátjuk.
Mi lesz ez, szobadísz vagy használható turbina? Utóbbinál kicsit aggódom, mennyire fognak a rotorlapátok deformálódni ha rendesen meg lesznek pörgetve.
Hát... Úgy könnyű hogy minden alkatrész működik azt könnyen elviselem, ha by-design hülye vagyok azt megszoktam. De amikor a sors tesz a "szórakoztatásomról".. mert nincs beforrasztva gyárilag valami... Na azt nehéz megemészteni
Az van, hogy nem megy a servo. Rajzolni rajzol szépen, csak nem kezeli a servot. kipróbnáltam 3 azonos gyártmányúval, azonosan nem történik semmi Sőt, szkóppal végigmászkáltam az arduino lábain, hogy melyik az, ami vezérelné, ha az az inkscape alatt nyomákolom a rise gombot, egyik lábon sem történik semmi.
Ez az egész projekt dupla szívás. Ezzel a pacával elment 2 nap.. Most, hogy menne, meg a servo nem megy..
De ha van valakinek tippje, akár valami "service mode", ahol az inkscape plugin rávehető, másik lábon kezelje a tollat, azt megköszönöm Holnap még itthon van a gyerek :D szerdától suli
Na.. Sínen vagyok, mint József Attila.. ELINDULT :D A hiba az arduinon volt, a kínai nem tud forrasztani. Helyesebben tud, de forrszemet különválasztani nem Volt egy paca a reset lábon, és így hiába volt a felhúzó rajta, értelem szerűen nem tudott kommunikálni sorosan vele a PC.. Már csak a servo nem megy azt kitökölöm de jó az irány
Sziasztok! Na, elment a fél nap Eredmény az nincs.
Biztos, ami biztos, a leírás alapján felporgramoztam az arduinot a belinkelt FW-t hasznlva. Hibajelzés nem volt, nem lett jó. Szűz Win7, új Inkscape 0.91, meg az eggbot plugin. A leírás alapján lecserélve a script, eredmény: "Failed to connect to EggBot " Néztem a módosított scriptet, ebben nem jó az én arduinom USB illesztóje álltal mondott VID, PID. átírtam a file-ban, minden maradt. nem tud csatlakozni..
Kedzem megunni ezt az Eggbot dolgot :D Még egy tippem van, nem jó az arduino.. rendelek másikat.. Csak akkor mért lehet felprogramozni hiba nélkül..






 Megmondom neki, hogy Te javasoltad! Biztos kedvelni fog ismeretlenül is...
Megmondom neki, hogy Te javasoltad! Biztos kedvelni fog ismeretlenül is... 








 azt könnyen elviselem, ha by-design hülye vagyok
azt könnyen elviselem, ha by-design hülye vagyok 