Pontosabb a mérete, jobban bírja a meleget mint az olcsó kínai teflon. Én mondjuk olcsó kínai teflonnal is jól elvagyok, lehet nekem még nem hamis teflont adtak el
Az elsö kinai pla ilyen volt 1 orát sem birt ki befüzve a álló fejnén a kitekert hurok elpattant nyomtatás közben nemtört el érdekes de még sütöbe is probálgatam száritani de kutyábol szalonna! De a nyomaton is repedések jöttek 1..2 hónap után Pla korszakot be is zártam pénzkidobás diszktárgyakra jó biztos! Herz pla is probáltam az jóóó de árban van megbízhatóbb műanyag is is amit a pára nem piszkál!
Két olyan görgő között kéne átengedni, amik között a kerek rés pont 1,75mm , ha nagyobb lenne bárhol is a filament vastagsága, akkor ez méretre nyomná.
PSoft | 18470
2021-10-29 18:01:44
[30022]
Ha esetleg szerencséd lenne és mondjuk húsz métert kapnál a hőn vágyott filamentből, a...felére igényt tartanák!
ilyenem nekem is van. Olyan kell amire ráfogják, hogy vizes. Szeretnék megismerkedni a problémával. A vízbe áztatós technológia nem jöttbe. PLA, ABS, PETG ezeket áztattam hónapokig. De nem volt vele gondom. Por szokott problémát okozni de azt egy csipesz alatt tartott szivacs segítségével letörlöm.
Azt nem tudom, hogy párától duzzadó-e, de hogy az egyik PLA filamentem üvegszerűen törékeny lett azt igen. Amikor megpróbáltam befűzni, egyszerűen elpattant ahogy megpróbáltam betolni a bowdenbe. Nyomtatásnál már nem volt gond vele, de nem fűztem ki, benne hagytam a nyomtatóban. Másnapra a spulnitól kb. 10 centire félig eltört, a szentlélek tartja össze.
Kipróbálásra keresek 5-10m vizes,nedves,párától "duzzadó" 1,75-ös filamentet. Esetleg, ha valakinek akadna. Mindegy milyen csak "sz.r" legyen.
RJancsi | 5804
2021-10-29 16:15:02
[30017]
Ez akkor lenne tuti, ha adnának hozzá rendkívül precízen gyártott filamentet is. Mert jól hangzik az 1,9 +/- 0,05 mm belső átmérő, de mekkora gyártási szórása van a filamentnek (én eddig csak minuszossal találkoztam, de biztos van plusszos is). A náluk árult Herz PLA filamentről ezt írják: "Az átmérő és az ovalitás mérése, valamint ellenőrzése 2 tengelyes lézeres mérőfejjel történik." Mindez nagyon szép és jó, de arról mélyen hallgatnak, hogy a 2 tengelyes lézer miket szokott mérni? Mert ha 1,75 +/- 0,15 mm akkor nem lennék boldog tőle még ha lézerrel mérik akkor sem.
„A Capricorn XS bowden cső mindkét probléma megoldásában segít. Tiszta PTFE-ből készült, amelyet speciális adalékanyaggal kezeltek a súrlódás csökkentése érdekében. Ezenkívül rendkívül precíz szabványok szerint készült, rendkívül szűk belső átmérővel, hogy javítsa az extruder és a HotEnd közötti izzószál-kényszert.”
Ez a cső mennyivel jobb mint az egyszerű teflon cső?
szf | 4375
2021-10-28 18:56:42
[30010]
Keresek Mk10 szilikon sapkát. Jövőhétre kellene.
Törölt felhasználó
2021-10-25 20:57:57
[30007]
Szerencsére nem veszi fel a nedvességet a petg ezért is szeretem ami befolyásolná a tulajdonságait vagyis rontaná PLA ezért is hagytam el tartós alkatrész gyártásra alkalmatlan! Szálgyártásnál az exruderbe szorult vizgöz nagy problémát is okoz (gázosit habosít okoz a müanyagban) granulátumot kezelik is előszárítóbán ez miat ,ABS,PLA....!
Üdv Érdekes lehetőség. Megpróbálom száritani, pontos hőfokú sütő helyett vákumban szoktam, tartani a bontott dolgokat, megpróbálom ezt is odattenni hátha csökken a nedvességtartalma. végyé
Nekem is van egy tekercs ABS ami puffog. Én úgy tudom, hogy a granulátum nedves volt gyártáskor. Még nem próbáltam kiszárítani nem biztos, hogy utólag lehet.
Hm, "szép" kormozó lánggal ég és nincs tejszaga, inkább égő műanyag tehát csak ABS lesz de akkor miért puttyog mintha vizes lenne holott az állitólag nem nedvszívó lenne.
Üdv Leheggesztett zacsiban volt ABS felirattal, de a fene tudja ellőtte meddig levegőzőtt és milyen anyag valójában mert hog yegyikre se illik a viselkedése. PLA 200 fokon szépen összeragad az meg laponként szétvált.
A 3D tollakhoz általában PLA-t szoktak demóba adni mert olcsó. Amit kaptál az bontott volt? Mert a tollakhoz lehegesztett zacsiban mellékelik amiben nem tud elnedvesedni. Ha van időd/kedved megpróbálhatod kiszárítani. Ha elektromos sütőd van, kapcsold be a legalacsonyabb hőfokon (kb. 50°C) és tedd a rácsra a filamentet. Fél óra alatt ki is szárad. Nem árt egy hőmérővel ellenőrizni, hogy mennyi a tényleges hőfok, mert a sütők tekerentyűje nem épp kalibrált valami. Ha sikerül 100 fok fölé vinni a hőmérsékletet meg is olvadhat a PLA, nem annyira, hogy folyjon, de összeragadhat és deformálódhat a szál.
Üdv Nemrég kaptam 10 méternyi ABS nek titulált valamit amit 3d penhez adtak a vevőnek bónuszba. Próbáltam nyomtatni vele de nem igazán volt sikeres. 230 fokos fejnél a nyomtatás során sürű pukkanásokat hallottam és ezeken a helyeken lyukak voltak a nyomtatásban. 50 fokos asztalhoz szépen odaragadt és nem volt vetemedése.
Úgy hallottam a PLA csinál ilyet amikor megszivja magát párával.
200 fokon nyomtatva sokkal kevesebb puki volt viszont a rétegek nem ragadtak össze rendesen. Állitólag az ABS nek erős szaga van nyomtatáskor de semmi ilyet nem éreztem sőt még a megszokott PLA szag sem volt. Van ötlet mi a csuda lehet ez? Köszi végyé
PSoft | 18470
2021-10-24 21:18:59
[29998]
„És mindez úgy, hogy az olvadt lágy szálat húzza mint a hajókötelet...”
Kérdés az, hogy milyen pontossággal. Nem is az átmérő a lényeg, hiszen azt lehet mindegyik szeletelőben "korrigálni", azzal számol, amit írok neki. Sokkal inkább lényeges -lenne- az átmérő pontos tartása a húzás során.
Előzmény: Rabb Ferenc, 2021-10-24 16:38:44 [29997]
Rabb Ferenc | 4288
2021-10-24 16:38:44
[29997]
Miért is ne? Ez nevezik a csodálatos műanyag szaporításnak.
Az kb 5mm széles 0.2mm vastag PET csíkból (keresztmetszete kb 1mm2) lesz egy 1.75mm átmérőjű hengeres szál (keresztmetszete kb 2.404mm2).
És mindez úgy, hogy az olvadt lágy szálat húzza mint a hajókötelet... Ügyes!!!
Szóval egy nagyon lágy szilikonszerű keverék a cucc, de a köznyelv gumihalnak vagy a másik fajtáját tviszternek hívja. Sokféle szín, mindenféle csillámpónipor benne adott esetben.
Természetesen még a filamentet se sikerült kibontani... Egyszerűen nem jutok odáig hogy rá tudjak szánni pár órát a próbanyomtatásra.
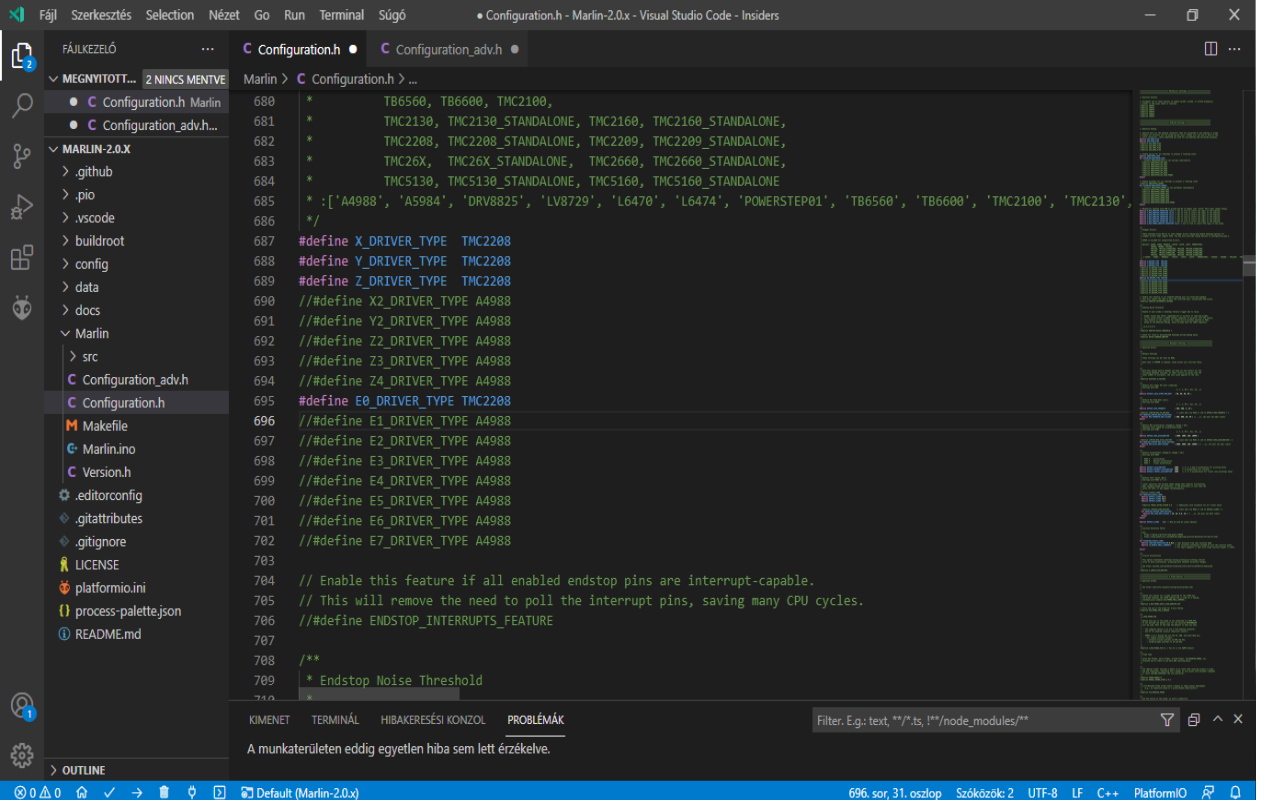
Szia! A probléma ott kezdődik, hogy nehezen, de inkább a 0-hoz közeli a Marlin programozási ismeretem. Szívesen megtanulnám, de még nem találtam senkit, aki tételesen elmagyarázná, hogy mit miért. Pedig érdekelne és ezért is kérdeztem, hogy hol és hogyan, de már meglett és innentől ez már menni fog. De szerintem nem, csak Én vagyok így a Marlin firmwaer írással.
//#define Y_DUAL_STEPPER_DRIVERS #if ENABLED(Y_DUAL_STEPPER_DRIVERS) #define INVERT_Y2_VS_Y_DIR true // Set 'true' if Y motors should rotate in opposite directions //#define Y_DUAL_ENDSTOPS #if ENABLED(Y_DUAL_ENDSTOPS) #define Y2_USE_ENDSTOP _YMAX_ #define Y2_ENDSTOP_ADJUSTMENT 0 #endif #endif
keri | 14007
2021-10-20 07:26:11
[29991]
Nem értem hol a probléma? Ott az általad küldött képernyén látszik, Y2 motort kell engedélyezni. Annak a definiálása nem tudom hogy van, de szerintem az utolsóra teszi. De ha nagyon kell akkor a program mélyén tuti át lehet írni hogy más kimenetre kerüljön.
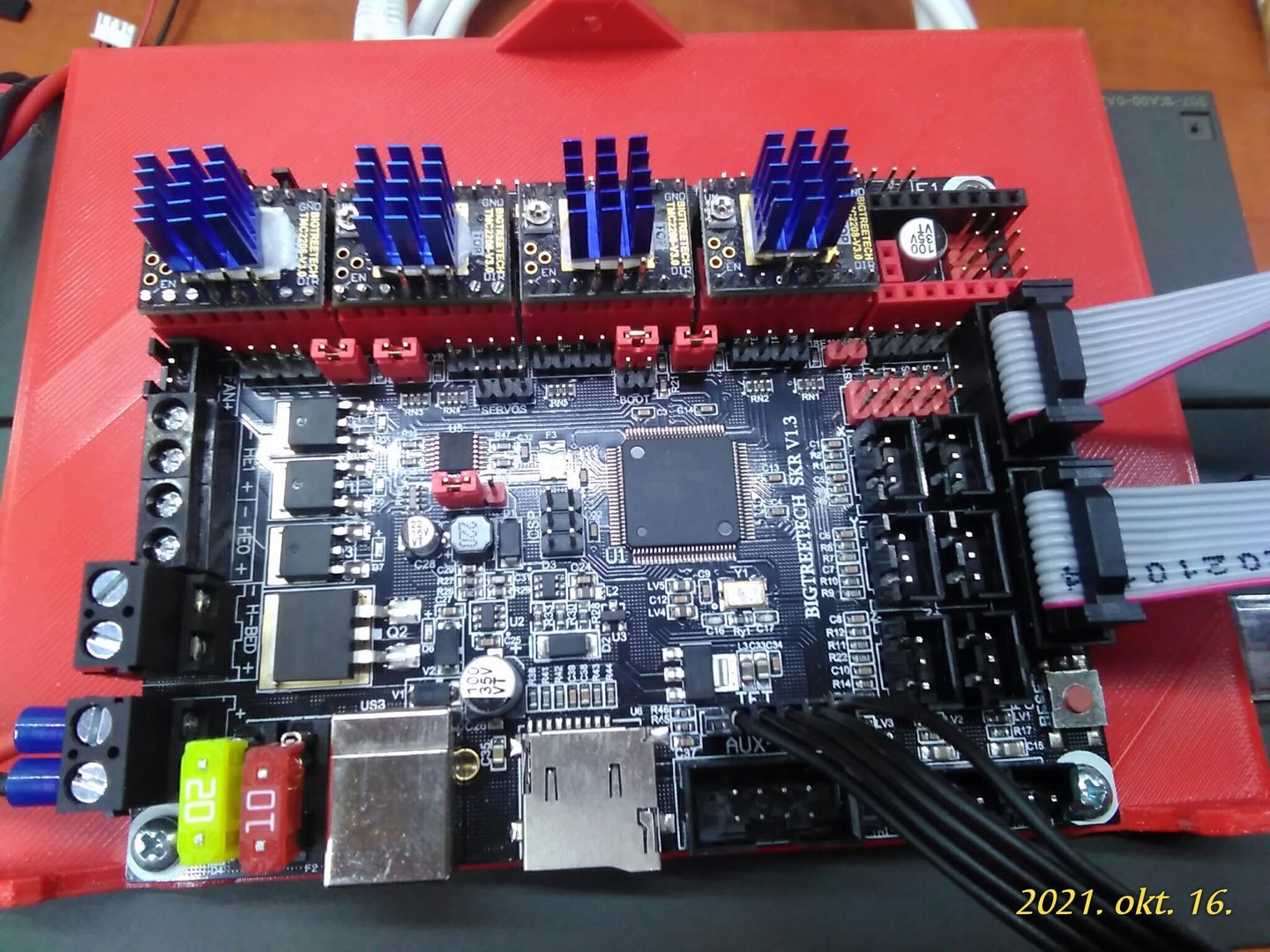
Adott ez alaplap 5 motor hellyel. Én ebből 4-t használnék. 1X 2Y és 1Z. A két Y motort, hogy tudnám a Marlinban beírni, hogy működjön is. Az elosztót nem szereti az alaplap, az már egy előző gépnél próbálva volt. Ott ezért kikellet alakítani egy hatodik helyet is. Gondolom most másként is megoldható.
MaDo | 167
2021-10-17 12:48:53
[29989]
Csak , hogy frissüljön kicsit ez a topic is. Üdv.: Attila
PSoft | 18470
2021-10-12 18:51:33
[29988]
Az ABS-t én is hanyagolom. Évekkel ezelőtt, kezdő nyomtatósként abból kaptam egy fél gurigányit. Szárnypróbálgatásnak...nem igazán volt jó döntés. Sok bosszúságot okozott!
Olvadt gumihalról írtál. Nem tudom hány fokon olvad a gumi, de ha olvadékhoz csinálnék öntőformát, biztos nem egy relatív alacsony olvadáspontú műanyagban gondolkodnék. Azt írod, a szilikon 150°C körül megolvadt. Milyen szilikon az? Eddig a szilikonokat hőállónak gondoltam, és különösen nem hőre lágyulónak. Inkább szenesednek mint olvadnak. Legalábbis eddig ilyenekkel találkoztam. De az eredeti ősminta gipszlenyomata eléggé bevált módszer, minek változtatni rajta? Egyébként épp ma nyomtattam két ősmintát amit holnap cementhabarcsba fogok nyomni. Kis-szériás (10-20 db) sorozatgyártásra szánom. Jó lenne a gipsz is, de az épp nincs itthon. Cementhabarcsból meg tudok olyat keverni ami 10 perc alatt megköt.
Kicsit kutakodtam a PETG és az ABS filamentek között. Igazából nincs nagy hőfok különbség a nyomtatásnál, a PETG-nél 240-250°C-t, az ABS-nél 255-260°C-t javasolnak (legalábbis a Gembird-nél). Előbbi "plafonja" és utóbbi "alja" között csak 5°C a különbség. Ráadásul a PETG-nek viszonylag határozott olvadáspontja van, az ABS amorf polimer, tehát nem olvad inkább csak lágyul. (Totál úgy írok, mintha már kipróbáltam volna az ABS-s. Pedig nem, csak utána olvastam.)
Nem egyszerűbb ha akármiből (PLA, PETG) nyomtatsz egy pozitív halat és csinálsz róla egy gipsz vagy cement negatív öntőformát? Az tuti bírja a meleget és többször felhasználható.
Mindenképp, de ez is egy hosszabb távú projekt lesz...
Olvadt gumihalat kellene beleöntenem, félek a petg megolvadna. Persze jó lenne tudni az alapanyag olvadáspontját is... Lehet nekimegyek forrasztópákával, legalább kb lássam...
Írjál majd a tapasztalataidról! Jó pár éve van 3D nyomigám (Ender3), de eddig szabotáltam az ABS-t, mindig meggyőztem magam arról, hogy a PETG legalább olyan jó és kevésbé (igazából egyáltalán nem) háklis.
ABS nyomtatásról röviden: Nejlon zsákot ráhúzni a nyomtatóra. Ha 3mm-es üveglappal nyomtatsz, akkor azt 88 fokra állítom, amivel kb 82-83 fokos lesz az üveg.
Az üveglapot acetonnal (nitróval) nagyon felhígított nitrolakkal egy pumpás szóróval vékonyan beszórom, sarkokra érdemes 0,6 vastag 15mm-es köröket rajzolni, amit Prusa Slicerrel utólag is nagyon könnyen megtehetünk. Általában 240-250 fok között van a filament, ABS+ 240 fok elég.
Már 70 fokos asztalnál érdemes leszedni a nyomtatást, egy kis szesz segítségével, amit alányomok a sarkán, mert ha megvárom, hogy magától váljon fel, akkor általában erős recsegések kíséretében még az üvegből is kitép egy darabot.
Egy ideig azzal kísérleteztem, hogy csak lehelet vékonyan fújtam be, így kihűléskor nem tépett ki az üvegből, de akkor is előfordult, hogy keveset sikerült fújni, és felvált, így aztán az utóbbi időkben az vált be, hogy inkább jól egyenletesen, biztonságosan befújom, tapadjon erősen, és a végén rásegítek egy kis szesszel a leszedéskor a nitrolakknak, minthogy kockáztassam a nyomtatás közbeni felhajlást.
A műanyag lapot nem szoktam befújni semmivel az ABS nyomtatáshoz, csak előtte áttörlöm feles arányú aceton+szeszes vattával. Ezt elég csak 76 fokra fűteni, és szépen leszedhető róla a nyomtatás.
Ha a műanyag lap üvegre van felragasztva, ahogy én szoktam, hogy ne tudja elgörbíteni a deformáció a nyomtatást (ez nekem doboz nyomtatásnál nagyon fontos), ebben az esetben nem tudja feltépni, ha lehűl se, azt ki lehet hagyni hűlni, de érdemes felmelegíteni az asztalt 60-70 fokra, és úgy felvenni, de mivel nem hajlik az üveg, itt is szükség lehet szeszes rásegítésre, ha nem jön fel könnyen, és nagyon jól jön ha a sarkokra tettünk köröket, mert azt akár egy fogóval meg lehet fogni, és azzal feltépni. Nekem fontos, hogy ne sérüljön meg a műanyag. De akinek ez nem fontos, alányúlhat egy spaklival.
Ez az általam használt és bevált módszer, biztos nem az egyedüli megoldás, van, aki másképp csinálja, lényeg, hogy közben ne váljon fel a nyomtatás.
A hajlakk is jól működhet esetleg az ABS+-nál, de a többinél (Herz, Gembird, stb.) nem jött össze nekem, és az ismerősi körben is panaszkodtak.
Láthatatlan csak ezen a felületen vagy.(nincs zöld pöttyöd a nicked előtt) De az adatlapodon látható a Skype címed és a mail címed is. (persze csak reg. felhasználóknak)






 volt viszont a rétegek nem ragadtak össze rendesen.
volt viszont a rétegek nem ragadtak össze rendesen.