Köszi a választ. Másik video. 9 perc környékén, egy vastag üveglapon keresztül, moare sávokkal vizsgálódik. Vagy az nem közönséges üveglap? Vagy nem közönséges fénnyel világítja?
Előzmény: Szalai György, 2021-03-23 18:47:16 [1226]
Szalai György | 9544
2021-03-23 18:47:16
[1226]
Tláltam egy videót. Megvilágosítana valaki, hogy milyen tornagyakorlatot végez az ember avval a kézi görgővel? Meg hogy miért kb. 10 cm-es szakaszon vizsgálja az egyenességet a tologatható talpra szerelt szögtapintós mérőórával?
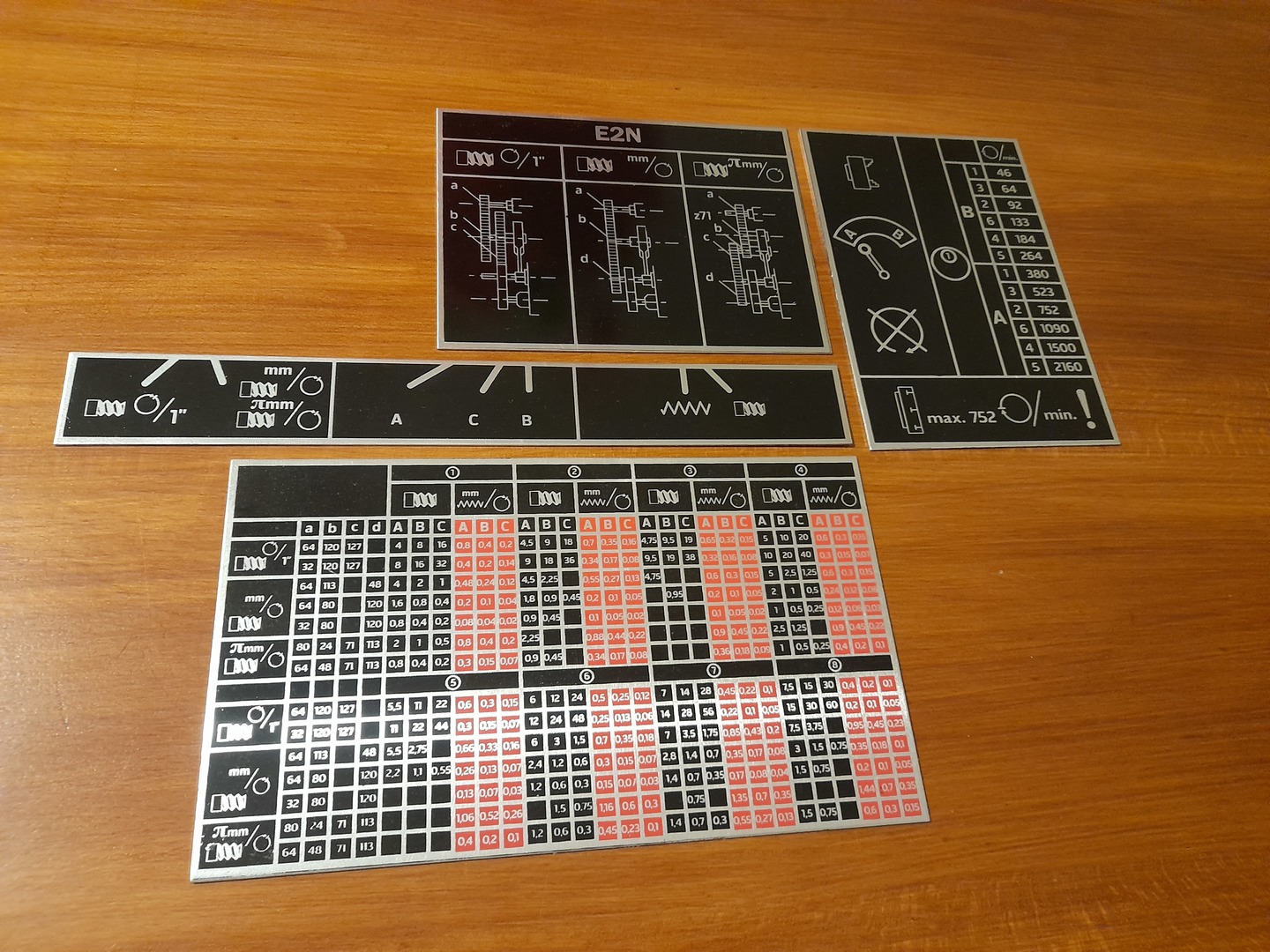
Pont nemrég futottam bele ilyen géptáblás hirdetésbe. Jófogáson és Szerszampiac pont hu-n is hirdettek SV-18 táblakészletet A Google-ben írd be a keresőbe "SV-18 táblák" már dob is pár lehetőséget!
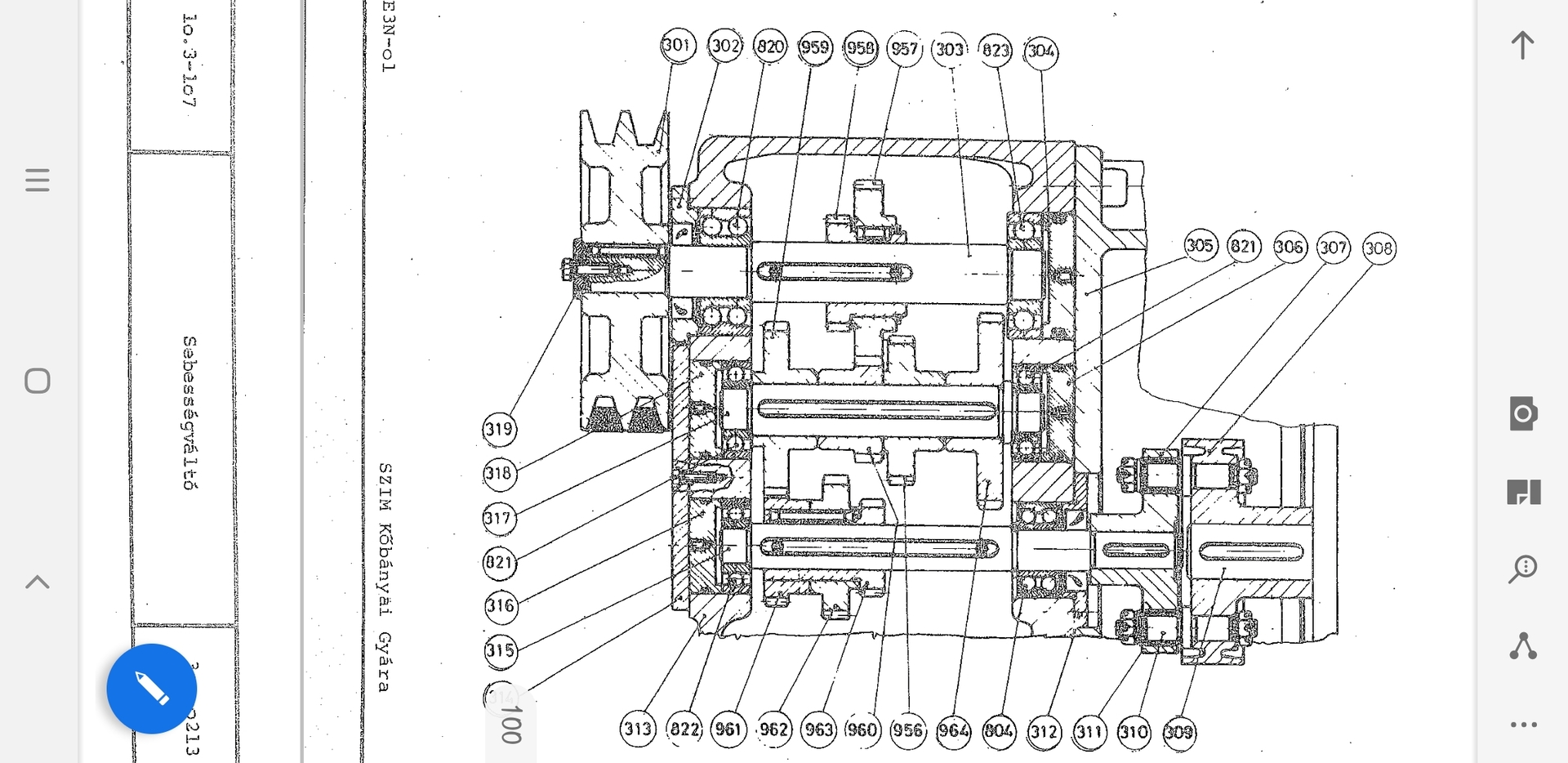
Sajnos a gépkönyvben nem találtam... furcsa hogy kifelejtették. A csapágyak fel vannak sorolva, a rajzon látszik hogy a 302-es és a 312-es fedélben van a két szimering. Ha máshonnan megtudod, légy szíves oszd meg velünk is, hasznos ha javítás előtt meg lehet venni.
E3N esztergapad sebességváltójába való szimeringek méreteire lenne szükségem. Tud valaki segíteni?
Köszönöm
Kapitany61 | 13
2021-02-20 22:46:21
[1216]
Üdvözlöm! Szeretném megkérdezni, hogy hol készítenek ilyen géptáblákat? Milyen minták alapján készítik? Vagy elég megadni a gép típusát? Nemrég vettem egy Tos SV-18R esztergát, de hiányoznak róla a táblák és más kisebb dolgok. Segítségét előre is köszönöm. Tisztelettel: Pál
Van köztetek valaki, aki ismeri, vagy akinek a környezetéven működik Mikron WF2/3DP szerszámmarógép? Keresnék a géphez gépkönyvet, verikálfejről robbantott ábrát, metszeti ábrát, alkatrészlistát. Esetleg bárkinek ajánlata, kihez fordulhatnék tanácsért? Megbízható szakembert, gépszervizt keresek.
Visszajelzéseteket itt, vagy privátban várom! Köszönöm
Józsi
vaskukac | 632
2021-02-04 21:18:07
[1214]
A kiskőrösi eredetileg az OETL öntöde gyártmányának államosításából született, és a rendszer igényeinek megfelelően nulla fejlesztési ráfordítás mellett gyártották, majdnem végig.
Sajnos sok mindenben úgy volt ahogy írod. De belegondolva a kötelező foglalkoztatásba, akkor se lehetett egyszerű dolga a gyáraknak, még ha akartak is minőséget...
Hát az biztos, hogy a minöséget döntöen befolyásolja, hogy egy gyártó piaci alapon dolgozik vagy sem. Erre rakódik még rá a dolgozók önmagukkal szembeni igényessége és/vagy a minöségellenörzés szintje, hatalma. Úgy tünik a németek,svájciak enben jól álltak/állnak.
Nekem van néhány '60-as évekből való faipari gépem Németországból, Svájcból és van magyar is. Az öntvények minőségében, az illesztésekben kottázni lehet a különbséget. Meg az anyagráfordításban is.
A német, meg a svájci körfűrészem egyszerűen szép. Formatervezett, arányos, az öntvények falvastagsága nem nagyobb a szükségesnél, az öntvény eldolgozott, a mechanika preciz. Az 1971-es újpesti marógépem kb 1,5 m-ról még egész jól néz ki. Mikor elkezdtem szétszedni, hogy cseréljek ezt azt, akkor derült ki mennyire otrombán öntöttek az elemek, mennyire primitív a mozgató elemek illesztése. A korabeli német marógépek maximális fordulata 9-12.000, az újpestié 6000, ami nem véletlen, mert már ezen a fordulaton is elég zajos, és komolyan rezeg, hosszas kínlódással sikerült kiegyensúlyozni. Tervben volt, hogy felpörgetem 9000-ig, de lemondtam róla, mert szerintem kigyalogolt volna a műhelyböl. Ez az újpesti nmrógép persze nem vethető össze az E3N-nel, az tényleg egy igazán patent jószág. A szocialista érában faipari alapgépeket sok helyen gyártottak az országban, de kevés ütötte meg a nyugat-európai szintet. A 80-as évekig, meg tán még ma is gyártott kiskörösi fűrészgépek a burkolat kivételével minden elemükben azonosak a 19-20 század fordulóján készült Kirschner szalagfűrész elemeivel. Én dolgoztam ilyen Kirschneren, finomabbb kidolgozású volt, mint az én 800-as kiskörösi fűrészem. Meg pofásabb is. Igazi retro designja volt. Itten látható a különbség.
Előzmény: Szalai György, 2021-01-08 16:28:11 [1197]
Sziasztok, érdeklődnék, hogy valakinek van-e esetleg méretezett rajza EAN-1000 főorsóról. A régebbi típus érdekelne, amelyikben még kúpos, laposmenetű, bronz siklócsapágyak voltak a főorsó ágyazásai. Hátsóban a furat átm. 46 mm, elsőben átm. 60 mm. Köszönöm, Krisztián
Talán kivetették veled a múltévi bentragadt szabijaidat?
Előzmény: Szalai György, 2021-01-08 17:51:27 [1198]
svejk | 33157
2021-01-08 17:55:34
[1199]
"A főorsóház öntvényén tonnaszám a rajtamaradt és lefestett homok."
A múltkor raktam össze egy magyar FPa asztali gépet. Dettó, de itt még mindenütt le sem volt rendesen festve belülről. Néhol, a zegzugosabb helyeken 4-5 mm vastagon volt rajta a megkövesedett homok. Cirka egy jó nagy marékkal kijött belőle.
Elő is vettem a következőt. Ennek sincs baja, csak retkes és csúnya. Sajnos a tengelyanya kisebb méretű, mint az előzőben volt, igy hétfőn mehetek vissza a SZÖGKER-be, kisebb körmöskulcsokat venni. Megfoghatatlan.
Szalai György | 9544
2021-01-08 16:28:11
[1197]
Látszik a fotókból, hogy ahol működési szempont nem indokolta, ott hozzá sem nyúltak a durva öntvény felülethez, öntési sorjához. A mai ipari kategóriás gépeken jellemző-e, hogy az öntvényt igényesre munkálják ott is, ahol nincs illesztési funkciója? A régi gyártású, nagy nevű gépeknél adott ilyesmire a készítő? Vagy csak a svájci órákra jellemző, hogy ott is igényes, ahol nem mindig látszik?
"a legjobb választás egy jó állapotú E3N" Egyetértek!
A nyolcvanas évek legvégén vagy a kilencvenes évek legelején a BNV-n kiállított még a SZIM. Néztük az E3N-t vágyakozva, akkor mondták hogy 400ezer forint. Kerestünk vagy 6500 forintot akkoriban. Na ez kb 60 havi fizetés Ha most veszünk 60 havi bért, mondjuk 15millió lenne az új E3N. Tudom hogy nehéz pontosan arányítani, de a nagyságrend látszik. A termelőeszköz mindig drága volt.
A tömeges felszámolások rég megszűntek, a nem kínai új gép magán embernek megfizethetetlen.
Az E3N edzett ágyas, NN görgőscsapágyas főorsó, hossznóniusz,tudja vágni a 19 menetet 1 zoolban,széles fordulatszám tartomány, finoman kezelhető előtolás kapcsoló, rengeteg tartozék, gyors patronbehúzó, magassági szán, gömbesztergáló, késkiemelős menetvágó késtartó, kúpvonalzó, fék,stb...
Nagy átmérőkre nem annyira való, de ha nem sietünk elboldogul.
Néha hirdetnek ezekből egészen újszerű gépeket is, azt gondolom érdemes lecsapni rá akinek a lehetősége engedi, és ipari gépet szeretne hosszú távra. Alkatrész is előfordul hozzá, mivel magyar gép.
Előzmény: szabad paraszt, 2021-01-08 11:52:59 [1193]
RJancsi | 5811
2021-01-08 12:00:55
[1195]
"vezérorsón végigfut egy horony, így egyben vezérorsó is" Gondolom az egyik "vonó"-orsó akart lenni.
Előzmény: szabad paraszt, 2021-01-08 11:52:59 [1193]
szabad paraszt | 212
2021-01-08 11:52:59
[1193]
Az új ipari gépek ma is és tegnap is baromi sokba kerülnek/kerültek, szóval hozzászólásomban ezt most nem is firtatnám. Sajnos a hobbi/kisipari gépek gyártása kínába költözött. Hirtelen a Wabeco jut eszembe, ami még mindig egy német csaladi vállalkozás és a legolcsóbb esztergályuk (tulajdonképpen két konstrukció van és a felszereltségben varialnak), szóval a legolcsóbb, tényleg esztergának kinéző gépük kb: 4000EURO, az durvan 1,5MHUF. A HBM-nél ugyanezért a pénzért egy kicsit nagyobb (600mm helyett 900mm) gépet kapsz. Emlékszik valaki, hogy régen, mondjuk a 80-as években egy hasonló méretű Emco mennyibe került? Ui: tényleg elképzelhető, hogy itthon (ha a fenti pénzeket és méreteket nézzük, azaz nem több tonnás) a legjobb választás egy jó állapotú E3N, de hát azokat már nem gyártják és fogy. Lényeg, hogy 500Ft-ért nem lehet olyan gépet venni sehogysem, ami "azonnal munkára fogható".
Az eszterga. Húdekicsi az E2N után, azért ebbe csak annyi vas van amennyi feltétlenül kellett...
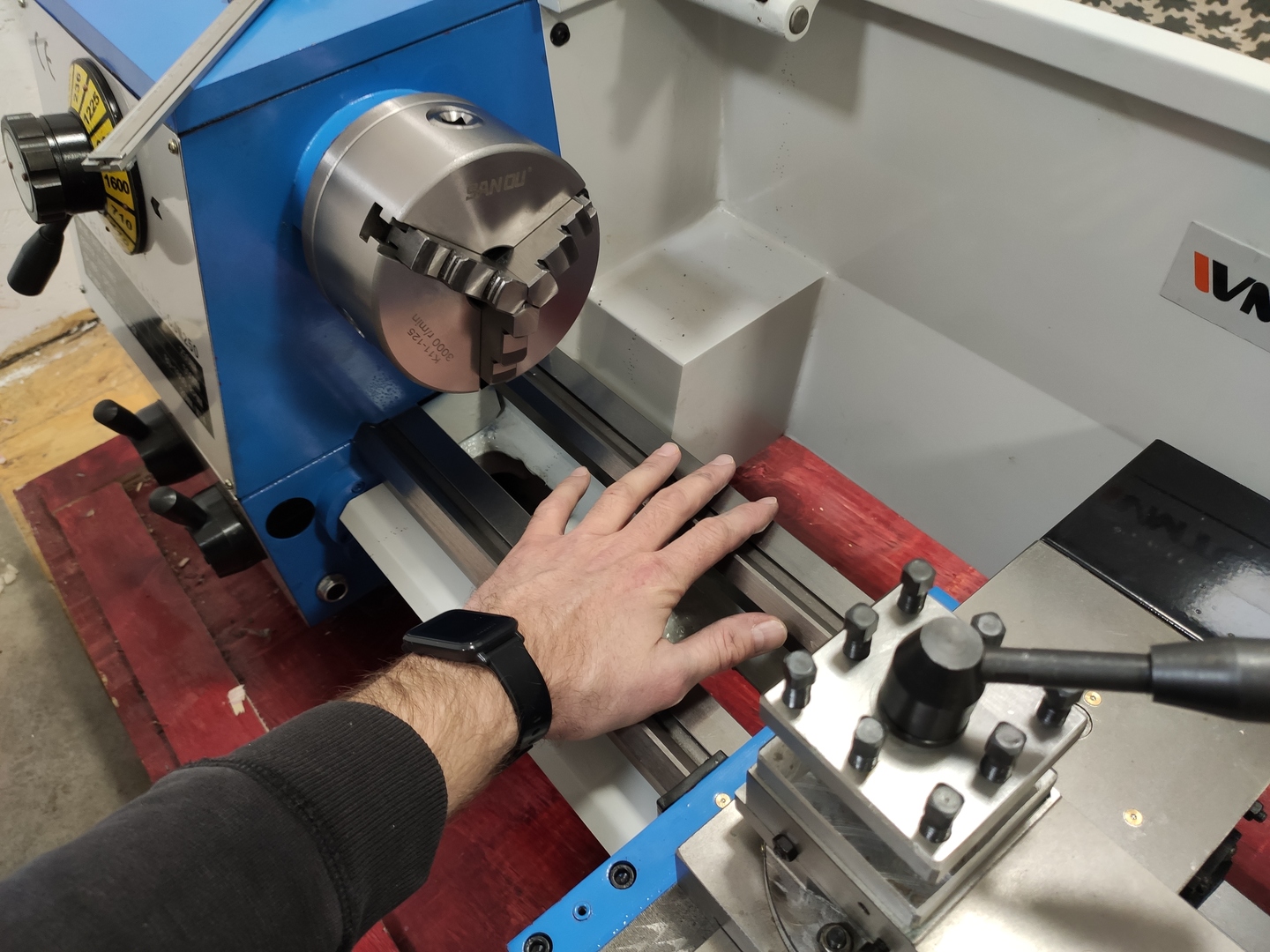
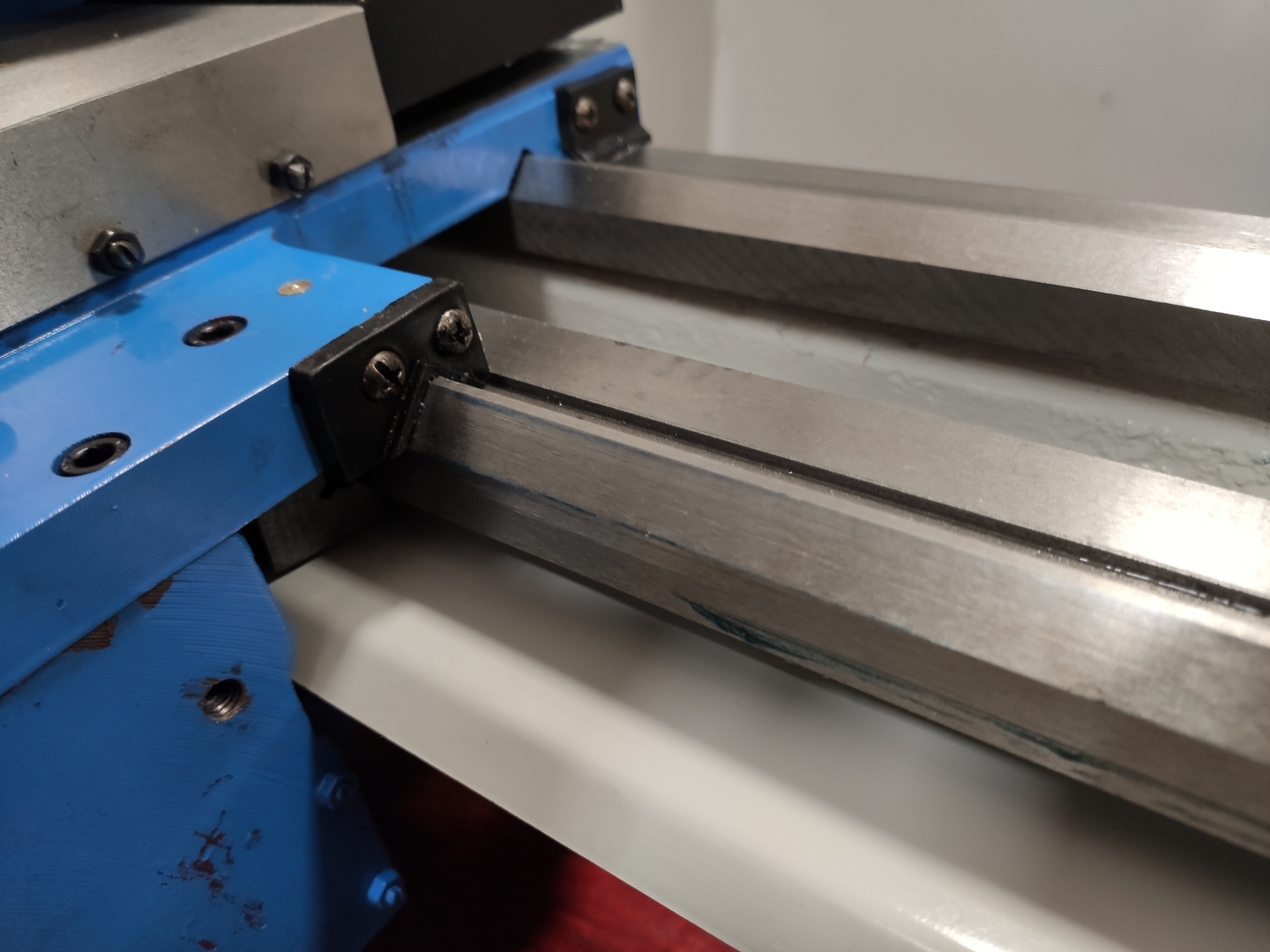
A főorsóház öntvényén tonnaszám a rajtamaradt és lefestett homok. Ráfestések itt-ott ahol nem kellene. A késtartó belső felülete az botrány. A tokmány viszont 16-os átmérőnél 2 századon van, ez egész jó a Sanyitól. Mivel raklapon van mérni nem sok értelmét láttam, de rátettem a lécet (természetesen meghúztam kővel előtte amit kellett). Hááát.... :D Pontosságról nem tudok nyilatkozni, de ezért fura a festési kép a prizmáknál. A keresztszánt tekerve szintén érződik hogy nem párhuzamosak a prizmák.... A kezelőszervek meglepően jók, a sebességváltás nehézkesebb picit talán, de az előtolás kapcsolók meg a lakatszekrény az jó. Sőt, lehet valami áttétel bent, mert a normál előtolás és menetvágás között egy kar vált, menet közben is lehet (ugye a vezérorsón végigfut egy horony, így egyben vezérorsó is), így egy kvázi "gyorsjáratként" lehet használni.
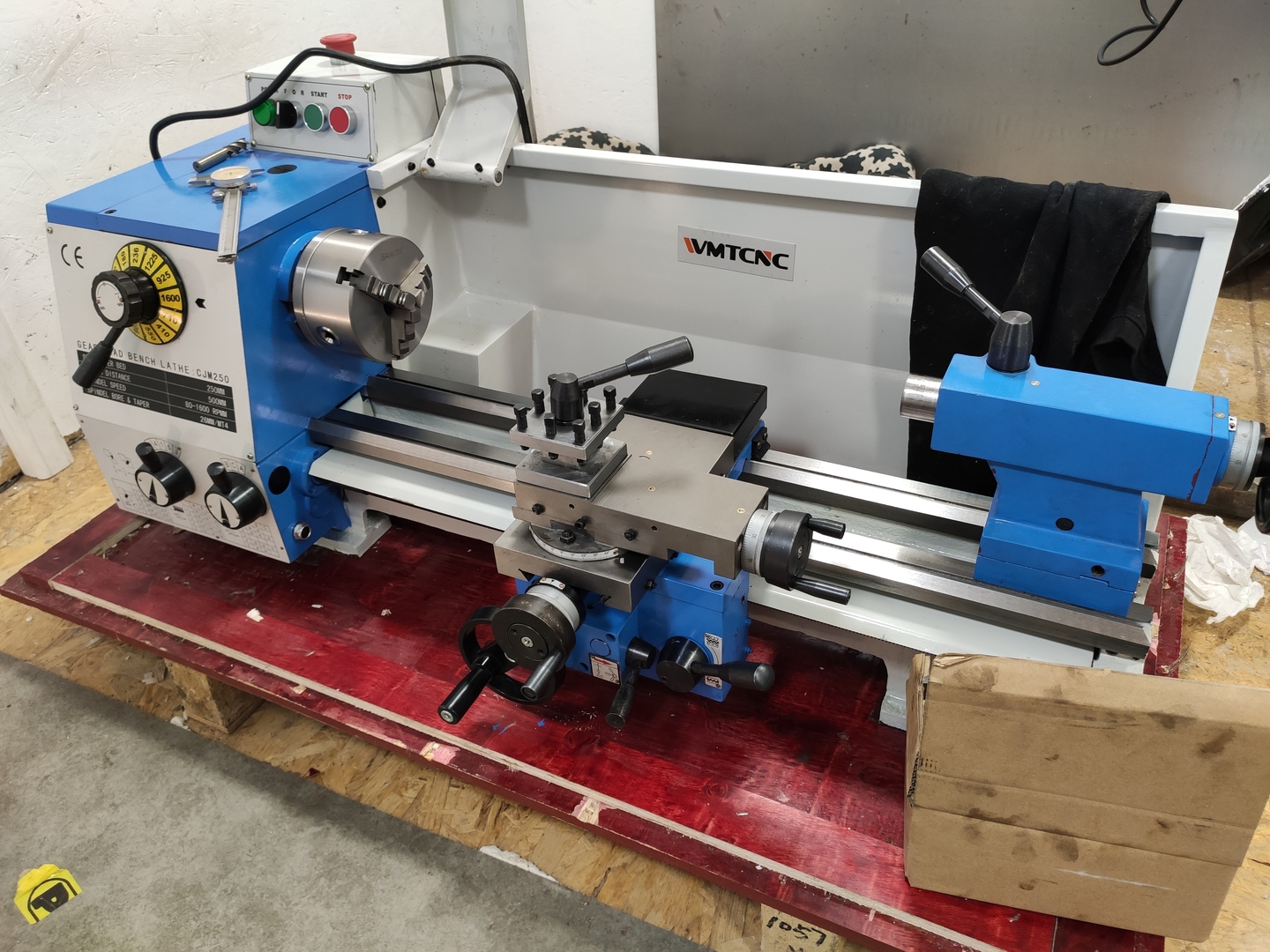
Sokat gondolkoztam hova is tegyem, de talán ide illik a legjobban . Új kínai vs használt gép témaköre... Mit válasszon az ember, ha gépet akar venni. Új "gagyi" kínait, vagy - ne legyünk naivak - használt "tökéletes állapotú" gépet (amit iparba terveztek, ennek megfelelően volt használva).
Jelenleg az új kínai vonalat érinteném. Ismerősöm gondolt egy merészet és kínából, közvetlenül a gyártótól rendelt/gyártatott/vett gépeket. Amennyire megállapítható egy normálisabb, "nevesebb" gyártótól, elvileg nem sufnidzsunka. "Nagy" maró, Morze4, 1,2 vagy 1,5kW (hirtelen nem is tudom), 800-as asztalszélesség, 300+++ kg. Z orsó előtolással, olajfürdős sebességváltóval. "Műszerész" eszterga, 250 elforduló, motor 750W, 500-as csúcstáv.
A gépek beüzemelés, helyrerakás alatt vannak, a marógép kb a helyén, az eszterga még raklapon. Általános tapasztalat: amolyan "kínai" összeszerelés: sok laza csavar, sok helyen sorjás élek, összeszerelés után festett (sok helyen rosszul maszkolt). Mire el tudtam menni beletettek pár munkaórát a takarításba, amit lehetett szétszedett (mert szét kellett). Az öntés után visszamaradt és lefestett (!) homokot kibányászta. Elmondása szerint az eszterga főorsó háza volt igen durván homokos... (sajnos képeket nem készített...)
Gyors megtekergettem, illetve a maró asztalára ráóráztam, festettem. Y irányba 5-6 század (200 széles talán az asztal, pontosan nem tudom, de ilyen nagyságrend), X irányba 2 (800 hosszon). A festés igazolta a hiba irányát. Nincs kimérve ezen kívül semmi. Általánosságban a maró elég csendes, induláskor nem "csattan", az utólagos asztal előtolás kicsit zörög, de marha jó a villámjárattal. A kezelőkarok pozíciói bizonytalanok vagy inkább picit lityi-lötyi. A szánokra rá lett állítva, érezni hogy a prizmák nincsenek párhuzamba, tipikus a "vége felé szorulós érzés. Nóniuszok kb negyed fordulatnyi kotyogással A főorsó kb félúttól már kottyan egy laza tizedet a házában. A Z oszlopot nem néztem/mértem.
PSoft | 18696
2021-01-07 19:44:26
[1190]
„Az öntvények furataiban a tengelyeket kúpos csapszegek rögzítik. Azokat nem mindegy, hogy melyik végéről próbálom kiütni. Tévedni meg nem lehet. Összerakásnál sem.”
Van egy réges-régi leleményes "találmány" ezen problémák orvoslására...szemüveg???
Amúgy, szépen megszakértetted. Külön piros pont, -a szememben- hogy közben...nem került elő a szürkeföstékes' doboz.
Előzmény: Szalai György, 2021-01-07 19:10:59 [1189]
Szalai György | 9544
2021-01-07 19:10:59
[1189]
Kicsibe kezdem. Nem is igen mernék nagyobba belevágni. Vedett-szedett esztergakés köszörülő feltét. Valamire jó lesz. Vettem a múlt évben. Pár napja szedtem apró darabokra. Kívül-belül ragyogóra pucoltam és ma végre összeraktam. Volt pár buktató. Az öntvények furataiban a tengelyeket kúpos csapszegek rögzítik. Azokat nem mindegy, hogy melyik végéről próbálom kiütni. Tévedni meg nem lehet. Összerakásnál sem. Ráadásul nem is pontosan a tengely középvonalán halad keresztül, ezért a tengely pozíciója sem mindegy. Tökölni kellett vele mire visszastimmelt a helyére. (A legnehezebb része az volt, hogy körmös kulcsokat kellett vennem és az csak a hatodik szerszámüzletben létezett.)
A nóniuszok skálagyűrűje szerintem ezüstözött. Azt hogyan lehet felújítani, ha megkopott? Gyártanak erre valami galván cuccot? Vagy csak simán úgy hagyja mindenki gépfelújításkor?
mdani2 | 273
2020-12-09 08:02:06
[1188]
Sziasztok!
Kicseréltem a csapágyakat az E3N osóházában. Az összeszerelésről csináltam egy videót. Ne szóljatok, ha valami kimaradt, mert már késő.
Amúgy a gép 80-as évek elei és még MGM Radax csapágyak voltak benne. Szerintem a főorsó csapágyait leszámítva minden az eredeti volt. Egy mélyhornyú csapágyat találtam ami zajos volt, a többi nem tűnt különösen rossznak. Emelett három reteszből készítettem újat, mert elég lötyögősek voltak az eredetiek. Egyébként élvezet volt rajta dolgozni, mert a tervező gondolt a szerelhetőségre.
A kék co és a bulgár futómacska , na azoktól jobbra van még vissza néhány négyzetméter betonozás Tehát nyugi , látszik az utolsó fosnak is a kereke , jövő héten pakolászás . Visszanyerem a műhelyem ,és az életem !
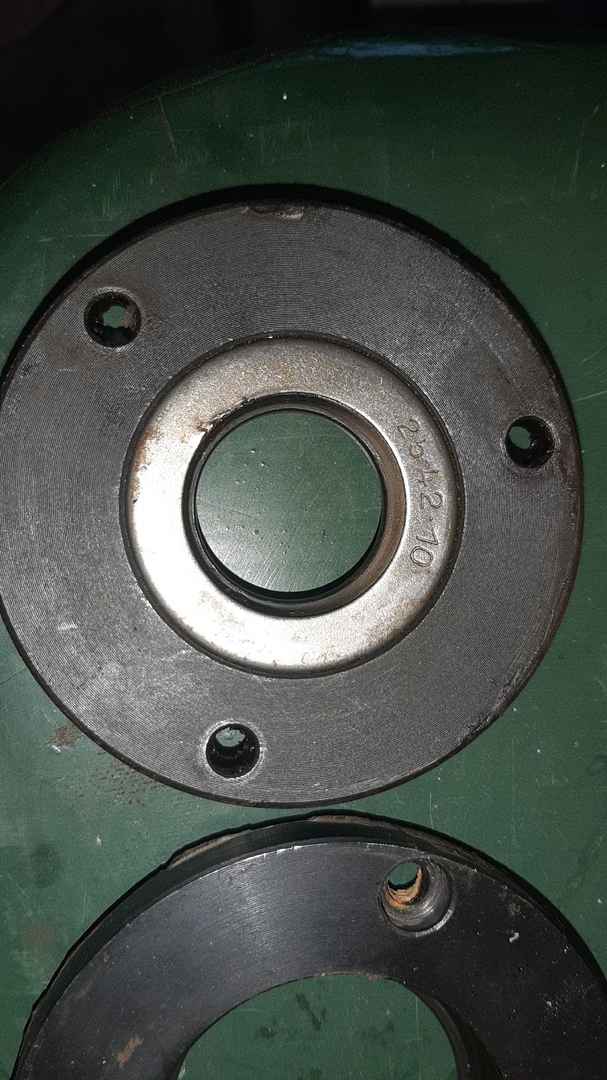
No akkor már úgyis mindegy ,itt egy teljes kép az FO 23 ról . A színekből is látható hogy két külön darab ,és a motor alapján egyértelműen az ötvenes évek terméke .
jani300 | 12314
2020-09-20 11:55:23
[1183]
Egy kép kimaradt . Itt a második képen látható egy hasonló megoldású de kisebb fúrógép . Kérdés ,mit csináljak a törött résszel ? Van ugyan kidolgozott megoldásom ,ráteszek egy asztali felsőrészt ,de hát az egy asztali gépbe kerül
Vagy 25 évvel ezelőtt pontosan így volt elrepedve egy hozzám került fúrógép. És is meghegesztettem úgy ahogyan leírtad. Nem volt öntvénypálcám, de fatertól örököltem egy doboz Foxsas 2A saválló pálcát, azzal csináltam. Már régóta más gazdája van, de azóta is rendben működik.
Lehet kicsit durván fogalmaztam ! Gondolom nem ismered ezt a gépet , viszonylag komoly nagy gép . Szerintem az enyém régebbi ,és drabálisabb az a része ,majd megnézem azért .














 Gondolom az egyik "vonó"-orsó akart lenni.
Gondolom az egyik "vonó"-orsó akart lenni.