Hány éve is volt az a fehérvári tali', talán...három? Akkoriban még sokat lézereztem a kínai K40-es gépemmel. Talán még emlékszel... Vittem többek között Neked is akkor "ajándékba" egy a K40-es géppel rétegelt lemezre gravírozott képet. Nem is emlékszem már a kép tartalmára, de...nem is lényeg. Hosszan nézegetted a képet, -talán még a nálad levő nagyítóval is vizsgálgattad- majd valami olyasmit mondtál, hogy... -ezek a kínaiak tudnak valamit a lézergravírozásról!...
A nézettségért járó szerzői díjat majd utald Robsy-nak, valszeg ebből fog meggazdagodni, ha még eddig esetleg nem sikerült volna, jó villámgyors az a cucc .
Közben én is megtaláltam, a...saját gépemen. Bár elég kézenfekvő, de keresés közben a tárhelyünkre nem is gondoltam hogy valakinél meg lenne. Ha nem haragszol meg érte, pár napja...ITT IS elérhető.
Nem lehet a kérdésre válaszolni, mert nem közöltél maximális kocsi mozgatási sebességet, gyorsulást. Valamint azt se tudjuk, mekkora tömeget akarsz mozgatni, és azt se tudjuk, egyáltalán milyen alkalmazásról van szó.
Plazmavágón 16-os, háromméteres orsónál találkoztam közbenső megtámasztásos megoldással, ami a kihajlást korlátozta. Kialakításra, kötélen vontatott műanyag papucsok voltak, mint a daruk úszókábele. (Csak ötletként.)
Sziasztok, Összehoztam egy spéci optikából és egy 5Mp-es kamerából egy mikroszkópot. Lehetséges e valahogyan szoftveresen a képre tenni egy mérő hálót, amit lehetne kalibrálni?
remrendes | 4256
2021-02-26 07:48:53
[46489]
Erre pontos választ egy elég hosszú számolás után lehet adni, de az egyik gyártónál azt mondtak, hogy L<40D.
Jó reggelt! Szeretnék egy kis segítséget kérni, egy 1200mm hosszú lineáris sín mellé kellene egy vele azonos hosszúságú golyósorsó, milyen átmérővel kellene számolni, hogy az orsó forgás közben ne remegjen be, esetleg tapasztalatból adódó információ is nagyon jó lenne.
pbujna | 8
2021-02-25 23:11:08
[46487]
Eddig ment “tökéletesen”, valami elszállt a lapon. 0.9 volt rajta, most 1.1h van rajta 2 hete. Hiba nélkül felment. Most mindent lekötöttem róla, ha tápot kap, adja ki a 24V-ot a motorra. Nem egyedi probléma, net tele van vele. Megoldást nem találtam, szinte mindenki lapot cserélt (általában gariban). Elvileg nekem is küldenek, de legalább 1 hónap, mire ideér. Addig max potival használom. Az sem lenne hátrány, ha 2 lapom lenne...
Sajnos a telefonon van elmentve a jelszavam. Minden rögzítéshez kéri, majd beillesztve jön a hibaüzenet: érvénytelen e-mail cím. Mindegy, majd kitapasztalom a fórum furcsaságait. Helyileg Győrben vagyok. Postáznám, majd postával várnám vissza, tehát a hely mindegy.
Nincs típusszám, gyártó: Dingqi. Valami kínai vacak lehet.
Egyébként a motor 8600-ot pörög 24V-on. Candle-lel 800-nál elérte a maxot, most ugye ezen pörög.
Melyik verzió van? Csinálj egy jó fotót a panelről. Nem mindegy, hogy melyik panelhez melyik grbl verzió van fent, mert ha jól emlékszem, két láb fel lett cserélve. Az egyik pont a motoré. Az sem ártana, ha legalább a helység ki lenne töltve és látható lenne az adatlapodon.
Sziasztok. Segítséget szeretnék kérni valakitől, aki javítani tudná a grbl vezérlőmet (CNC 3018pro - ATMega326). A marómotor folyamatosan forog, amíg tápot kap. Programra nem reagál. Folyamatosan kapja a kimenet a 24V-ot, bármit csinálok vele. Reset sem segít. Valami zárlat lehet a lapon. Köszi
Varga Ferenc | 430
2021-02-25 12:15:48
[46483]
Sziasztok. Valaki tudna segíteni a Vtr3 DRVII vezérlő kártyával kapcsolatban,adatlap bekötés? Minden tanács jól jön, köszönöm.
Ezt is értem, de ennek ellenére még mindig nem végez forgácsolást ami nem fog ilyen sebességet megengedni. Ha nem lehet megmunkálás közben ekkora sebességgel haladni akkor máris csak a töredéke lesz az időkülönbség mondjuk 10-20% lesz az előnye a szervős gépnek, de lehet, hogy még ennél is kevesebb a feladattól függően. Ha sok pozícionálás van akkor nő ha sok megmunkálás akkor csökken.
Ez egy bemutató video egy gyártó által felvett. Ha esetleg elolvasnátok mit irnak hozá akkor látnátok a mozgási és gyorsulási adatokat is.
Stepper motors have high torque to hold position but AC servo motors have much faster travel speed as well as high torque. Also with feedback loop servo motors keep accurate position within 5thou. In this example, both machines are running at full speed. Servo CNC on the right travels 2500 inches per minute with 50 in/sec2 acceleration while stepper runs at 900 inches per minute max speed without stalling at 20 in/sec2 acceleration.
Azért a második video kicsit sántít mert megmunkálást nem végez. A két gép külsőre meglehetősen hasonló, vagyis a megmunkálóképességek is hasonlók lehetnek és nem az X-Y mozgás sebessége fogja korlátozni, hanem a megmunkálómotor, a szerszám, a gép merevsége stb. Ugyan csak feltételezés de lehet, hogy a két hajátsrendszer nincs is optimalizálva, csak a motort cserélték másra. Mindenesetre marketing fogásnak jó, vásárlás után meg úgysem derül ki a turpisság
Azt természetesen nem várom el senkitől itt a fórumon, hogy egyből 5 perc alatt beismerje, szakmailag védhetlen dolgokat írt, amivel kapcsolatban én érvelni próbálok.
Viszont ha csak a legkisebb mértékben érezném egy válaszból is a kételkedési folyamat megnyilvánulást, és elindulását a vitatott írásokkal kapcsolatban, akkor már régen lezárhattuk volna a vitát, és nem érdekel, hogy mikor érti meg az illető teljesen a dolgokat, mit is írt eredetileg. Bánom is én, mennyi hülyeség, valótlnaság gyűlik itt össze. Egyébként se érdekel, ki mit hisz, hogyan CNC-zik, hobbyzgat, gondolataimat csak azoknak szánom, akik tanulni is szeretnének, és érdeklődnek a CNC rendszerek mélyebb ok-okozati összefüggési iránt is, elfogadják a tényeket, és ezáltal jobbá szeretnék tenni a gépüket.
Azt is elhatároztam, hogy még magasabb szintre emelem a szakmai sületlenség, hazugság láttán a komparálási szintemet, és a "békesség" kedvéért, legyen inkább tele ez a fórum is nevetséges állításokkal, nem az én bajom, ha úgy marad, és mindenki éli tovább tévúton a boldog álomvilágát.
1. Ravasz módon ott hagyod megválaszolatlanul a kérdéseimet (mert valószínűleg kezded érezni, védhetetlen, sablon dumás az irományod), és próbálsz nyitni egy új fejezetet, frontot elterelésként.
2. Az újabb fejezeted viszont nevetséges a szakember szemével nézve, hiszen egyiken se szerepel a motorok típusa, meghajtó típusa, és a legfontosabb a motorok áttételezése, vezérlő csúcs sebesség és gyorsulás adatközlés. Így ez a két videó igazi összehasonlítási alapot, eredményt nem adhat. Sikerült ezzel a sok millió szórakoztató kategóriájú, látványpékség CNC felvétel közül kettőt ide linkelned a netről.
Mivel nagy álltalánosságban beszélünk a különböző motorokról igy, én az ügyfeleimnek ezt a két adatot szoktam megmutatni és döntsék el mint laikusok melyik a kedvezőbb számukra.
Nyilván ez a mondatod se igaz, hiszen a jelleggörbe az egész irományodat lenullázza, és számadatokat még továbbra sem látok , amivel bizonyítanád, mennyivel is jobb az ac szervó hajtás dinamikában.
Ez most lényegtelen, mivel a te "bohóckodós" kijelentésedben sincs semmilyen kitétel, csak kategórikusan, félrevezetően a fórum képébe tolod az állításodat, ami ugyebár úgy nem igaz, és erősen megdőlni látszik. A számszerű gyorsulás adatok hol vannak?
Ilyen irányú tapasztalatom nincs, és kiszámolni se tudom sajnos.
De érzésre azt mondanám, hogy elég nagy a tehetetlensége a tokmánynak, így indítani is csak lassan szabad, hogy fel tudjon pörögni szinkronban a vezérléssel. Amikor kiesik a szinkronból, nyilván nem azonnal fog blokkolni, viszont nem is fog visszatalálni, így megáll majd.
De ez mind csak spekuláció, sosem csináltam ilyet.
"Akárhogy is nézem a léptetőmotor maradjon a 150-300f/p-nél ott kihasználható az álltala kínált nyomaték és tudás. A többi csak játék bohockodás és a határok feszegetése."
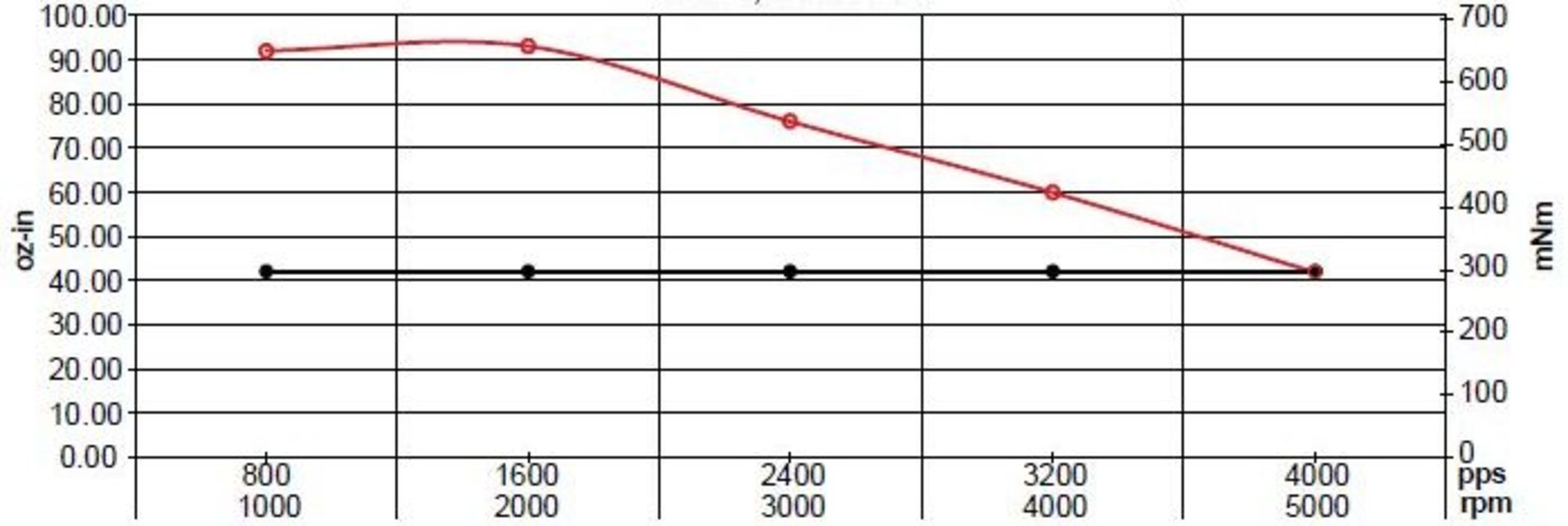
Valóban? Ehhez a léptetőmotor jelleggörbe "bohóckodáshoz" mit szólsz? Mit gondolsz, mennyi ennek a motornak a szöggyorsulása, és mennyi egy ac szervo motoré?
"Fontos azonban, amit Tibor említett: növekvő fordulatszámmal meredeken esik a nyomaték, azaz egy kis nyomatékugrás is ki fogja lökni a motort a szinkronból, és csak remegni, meg búgni fog." Erre nem akartam akkor reagálni, mert csak további vitát generált volna, de... azt el tudod képzelni, hogy kényszerhajtásnál, egy ezerrel forgó 80-as tokmány (plusz a munkadarab), amit ugyan nem mértem meg pontosan, de van némi tömege, egyszer csak megáll, mert a léptető kiesett a szinkronból? Énnekem ez elég valószínűtlennek tűnik, de hagyom magam meggyőzni, ha más szerint is ez reális. Ha be is következik, akkor is csak fokozatos lassulásként tudom elképzelni, nem pedig egyik pillanatról a másikra. Mindenesetre gyűlik a hasznos infó, mindig van mit tanulni Köszi a segítéséget!
Más kérdés, hogy ha merülőforralót használsz annak közel 100% a hatásfoka, de az edény falánál hőveszteség lép fel, így lassabban fog a víz felmelegedni.



 Nem lehet a kérdésre válaszolni, mert nem közöltél maximális kocsi mozgatási sebességet, gyorsulást. Valamint azt se tudjuk, mekkora tömeget akarsz mozgatni, és azt se tudjuk, egyáltalán milyen alkalmazásról van szó.
Nem lehet a kérdésre válaszolni, mert nem közöltél maximális kocsi mozgatási sebességet, gyorsulást. Valamint azt se tudjuk, mekkora tömeget akarsz mozgatni, és azt se tudjuk, egyáltalán milyen alkalmazásról van szó.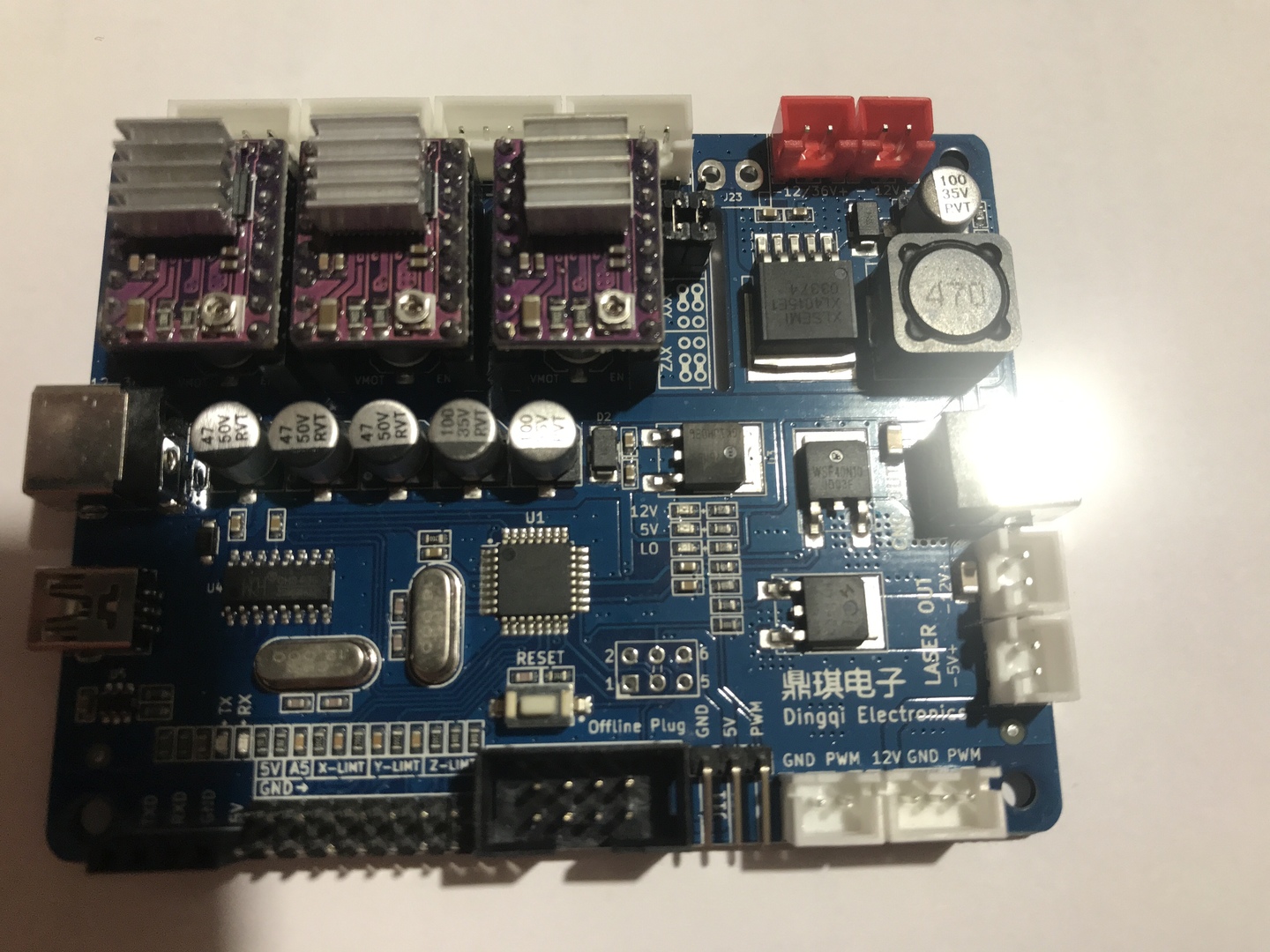





 , amivel bizonyítanád, mennyivel is jobb az ac szervó hajtás dinamikában.
, amivel bizonyítanád, mennyivel is jobb az ac szervó hajtás dinamikában.