Köszönöm. Ezek után jutott eszembe, hogy nekem is fel van telepítve a gépemre egy fordító program csak megfeledkeztem róla- valószínűleg valami bizalom vesztés miatt nem gondoltam a használatára.
Két szalagfűrészem van, az egyikhez kaptam Amada lapokat annó, de ezek apró fogúak, és hosszúak a másikra, így kipróbáltam a hegesztést co-val, csak nem dobok ki 5db lapot, most már tódom -fódom, a törött fogas részt kivágom és hegesztek a helyére hibátlant. Integra kft-től szoktam venni a lapokat a Bomar-ra,ha kitörik egy-két foga még jó a másikra. Holnap majd lefotózom a sablont, nem pötyögtetni kell! 1-es dróttal húzom, csak tudni kell megállni.
„A hegesztési paraméterek kiválasztásához az invertert egy hegesztési időzítő vezérli 5 kHz-es hegesztő kimeneti ciklussal. Ezenkívül 24 V-hegesztési időjel és analóg bemeneti feszültség (1-10 V) által vezérelhető.” (mindkét vezérlési opciót lásd a 8. szakaszban, "Az inverter vezérlése")
Egy kérdésem nekem is lenne: Mit is jelent az MF frekvenciaváltó analóg kimenetének il. bemeneteinek angol nyelvű meghatározása."For selection of the welding parameters, the inverter is controlled by a weld timerwitha5kHzweldoutputcycle. Asanoption, it mayalsobecontrolledbya24Vweldtime signal and an analog input voltage (1--10V) (for both control options see Sec-tion 8, ìControlling the inverterî)." Valaki lefordítaná vagy értelmezné nekem hogy én is megértsem mert inkább csak sejtem miről van szó.
Csikarc | 5045
2020-12-28 21:11:48
[45603]
Jaaa...még valami: A hegesztésnél törött vagy repedt szalagot ne dobd el. Lehet azokon dupla hegesztés is. Én anno jó pár lapot hegesztettem össze 2 vagy 3 darabból és adtam oda próba gyanánt Antal Gábor fórumtársunknak is és évekig használta őket.
"Bár igyekeztem nem "utángyártott" szalagokkal próbálkozni," Ezek nem "utángyártottak" hanem tekercsekben szállítják a szalagot és a csomagoló doboz is külön ki tudja honnan van. A lényeg, hogy a központi forgalmazó végteleníti és csomagolja az árut azaz nem Japánból jön a kész termék. De tehozzád közel van az Integra Kft és ők jó minőségű lapot forgalmaznak ill. jó hegesztő gépük is van.
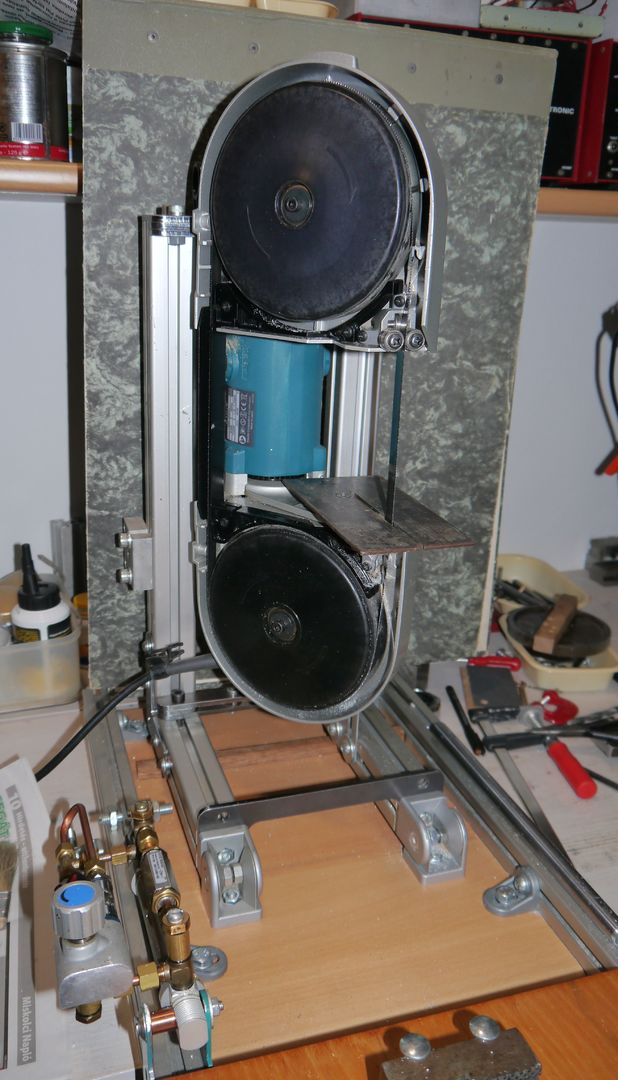
A feszesség mérésére, beállítására nincs mód. Fix szalaghossz - közepesen kemény/rugalmas hordfelület a tárcsákon - kötött feszítőhossz az excenter átfordításával.
Ez jól működik, de csak az adott paraméterekkel.
Nem volt tervembe, hogy ilyen kis szalagfűrészt vegyek. Inkább csak kármentés volt, egy munkadíj részeként kaptam újonnan, dobozosan.
Ettől az egy hiányosságától eltekintve egyébként meglepően jól szuperál, szeretem használni.
„Jobb helyeken keménységmérővel megmérik a hordozó szalag keménységét és ...”
Bár igyekeztem nem "utángyártott" szalagokkal próbálkozni, úgy látszik a gyárban sem készültek a megfelelő gondossággal. Ahogy KoLa-nak írtam én is a kilágyulásra gyanakszom.
Valószínű, hogy ez mégis csak barkács kategória. Hátha egy másik csomag (3db./doboz) tartósabb lesz.
„úgy néz ki mintha megnyúlt volna a hegesztésnél az anyag,” A nyúlást nem gondolnám, mert a fogárok / fogcsúcs szépen arányosan követi egymást a végtelenítés helyén. Inkább erősen ki lehet lágyulva (lágyítva) és nem bírja a hajtogatást. D160 mm körüliek a kerekek és a rövid szalag gyorsan körbe szalad, pedig nem is forszírozom a vágósebességet. Inkább az lepett meg, hogy ez elvileg ipari felhasználásra is szóba jöhet és ahhoz ez az élettartam igen gyöngécske.
A törött szalagot ebben a gépben nem lehet újra hegesztés után használni, mert nincs mód a rövidülés kiegyenlítésére. Egy kis karos excenterrel lehet a szalagot megfeszíteni. Átfordítod, amennyit mozdul annyit feszít, kész. Ez egyébként megbízható. (Persze csak addig tartom feszítve amíg munkában van.) Egy idő után lesz sok kis éles szalagfűrész darabom .
A szalagfűrészlap alapanyag az bármilyen jó mikor a végtelenítés-hegesztés alkalmával nem megfelelő technológiát használnak.Lásd például a láncfűrészek láncának végtelenítését is a kis boltokban végzik és úgy kapod a "márkás" terméket kézhez. Van több videó is a YouTube-n ahol látható a helytelen gép vagy technológia használata a forgalmazó által. Leggyakoribb hiba, hogy a hegesztési varrat környezetének hőkezelésekor a hegesztés közvetlen közelében az anyag a túlhevítés miatt kilágyul. A helyes hőmérséklet 566-580 fok közöttinek kellene lennie e helyett bőven 700 fok fölé hevítik így viszont nagyon kiég és kilágyul a hordozó szalag. Jobb helyeken keménységmérővel megmérik a hordozó szalag keménységét és a hegesztés közvetlen közelében is egyazon értéket kell mérni. A normálisabb fűrészlap forgalmazóknak kell lennie törés tesztelő berendezésnek (nagyon egyszerű szerkezet)amivel időnként próba szerűen tudja ellenőrizni a hegesztés minőségét.
Az első képen úgy néz ki mintha megnyúlt volna a hegesztésnél az anyag, lehet rossz a hegesztés utáni megeresztés, túl lágy lett! Reklamálj ezzel a képpel a forgalmazónál! vagy, hegeszd újra. A mezei co-hegesztőmmel szoktam a lapokat készíteni. Kell egy egyszerű befogószerszám a lapok beállításához, a lapok találkozásánál alul egy rézbetét ami engedi túlfolyni a varratot a többi már csak ujjgyakorlat leköszörülni a felesleget. Nálam ez jól bevált, a co-drót anyaga és levegőn hűlés kipárzik!
" pattogó fűrészlap ..." Már azt hittem lesz egy sorstárs. De látom, ott más lesz a gond.
Én egy kis mobil (kézi) szalagfűrészt kaptam egykor egy munka ellenértékébe beszámítva. MAKITA 2107F Sokáig ki sem próbáltam. Hiába könnyű, a kézben tartás már nem nekem való. Aztán bele appliláltam egy kis állványba, kapott egy kis asztalkát. Ha rudat kell vágni, billenthető. Készült hozzá egy kis előtolás szabályozó. Szép az élet, nagyon hasznos kis cucc, bár korábban megcsináltam volna! Gyári lapokat vettem hozzá, 14 és 24 TPI. Nagyon szépen dolgozik. Csak hát a szalag élettartam! A vágó fogak még szinte újszerűek, de egyszer csak megjelenik az ütemes kattogás. Ez egy 0,6 mm vastagságú lap, a végtelenítésnél hamar elkezdődik a repedés.
Nem is olcsó kínai lapok, eredeti japán/belga termék. Sokkal tartósabbnak reméltem.
A fotón lévő egy órát sem ment, de 1/3 szélességben már ott van egy kis repedés és a hangja is megjött.
Egy darabig még fogja bírni, de bármikor szétmehet pedig a fogak még borotva élesek. A hossza kötött, újra hegesztés reménytelen.
laacika | 3138
2020-12-28 18:02:39
[45592]
Igen,fektesd le azt az anyagot,másik hogy tényleg 3 fog az anyagba legyen! Elég feszes az a szalag?
Csikarc | 5045
2020-12-28 18:00:47
[45591]
"Zsír új a fűrészlap, szóval nincsenek kitöredezve a fogak." Elsőre ellenőrizd le! Láttam én már karón varjú hadsereget is. Volt olyan lapszakasz a vadi új tekercsen hogy hibásak voltak a fogazatok de olyan is mikor nagyon messze volt a lap az "egyenességtől" azaz gyári hibás. Amennyiben nem veszi észre a hegesztőgép kezelő akkor simán legyártja a lapot te pedig szívhatsz. De valószínűnek tartom, hogy nálad egyszerre jóval több hiba is van és az egyik felnagyítsa a másik hibát. Vegyél egy más gyártmányú fűrészlapot, azt járasd be elsőre.
Lelassítva a videót úgy látszik, hogy a szalag futási sebessége nem lenne egyelnletes: mintha meg-megakadna a szalag. Ez a "pattogást" is megmagyarázhatja. Mi lehet az oka? Talán a túl nagy előtolás.
Szintén a lassításon úgy látszik, mintha a satuban billegne a munkadarab. Ez lehet félrevezető, ha letámasztottad a kamerát, de a látvány olyan.
Egy másik kérdés. Nincs véletlenül valakinek SKODA SUR 350-hez gépkönyve? Illetve annak is nagyon tudnék örülni, ha a gép oldalán lévő adattáblákat valaki le tudná nekem fotózni. Került hozzám egy ilyen szörny, viszont erről sajnos az egyik hiányzik, a másik pedig nem olvasható. Menetvágás így kissé problémás...
Ezekre gondoltam:
Sz.Andris | 87
2020-12-28 17:30:25
[45587]
Reggel rámérek! Próbáltam kézzel kotyogtatni, de viszonylag nehéz a szerkezet, szóval nem igazán éreztem, hogy van-e játéka.
Ha tömör anyagot vágok D60 köracél, akkor is ugrál. Persze jobb sokkal a videón láthatónál, de ami gépet eddig láttam, egyik sem produkált ilyen rezgést. Általában bekezdésnél a legrosszabb. Sokszor szó szerint lepattog az anyagról. Szinte már félek, hogy valami eltörik. Vágtam vele fektetve 100x10-es laposvasat, na azon brutálisan visszapattogott bekezdésnél. Ha bekezdésnél kicsi az előtolás, akkor még durvábban pattog.
2 fajta lapom van hozzá: 1. Ami a videón van, az egy bimetál fűrészlap, viszonylag nagyobb a fogosztása. 2. Van hozzá sűrű fogosztású is, de az is elég borzalmas, mikor megkezdi az anyagot.
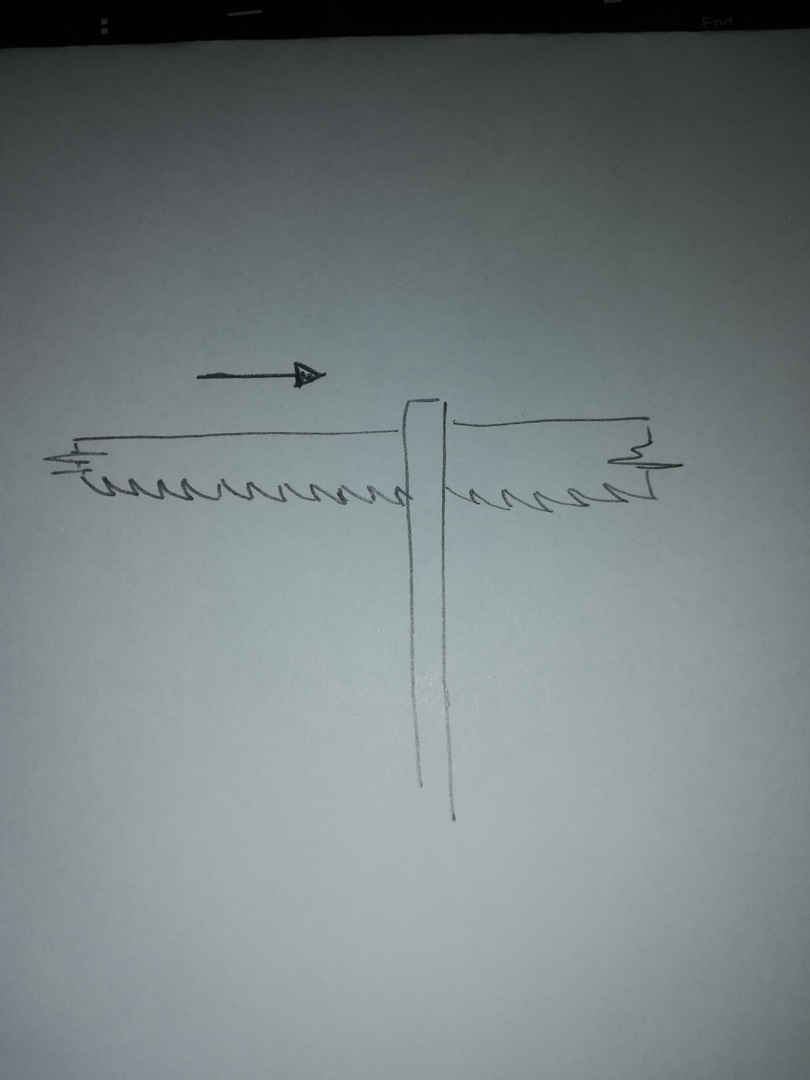
Konkrét képet csak holnap tudok, mert reggel megyek ki a műhelybe. Viszont biztos, hogy jól van felrakva, szóval nem itt lesz a hiba. Addig is egy "művészi" kézi skicc a fogak irányáról. Ha fordítva raktam volna fel, akkor kb. 5 percig vágtam volna ezt a darab vasat, ha egyáltalán átvágja.
A helyes fogosztás kiválasztása • Az alapszabály, hogy az anyagba egyszerre legalább 3 fognak kell bevágnia. • Ha túl sűrű a fogosztás, a vágás minősége javul, sebessége azonban csökken, és az előtolást is csökkenteni kell. • Profiloknál a falvastagságot duplán kell számolni. Kötegelt vágásnál az anyagvastagságok összeadódnak.
Ha fordítva rakná fel, akkor a fogak felfelé állnának.
Mindenesetre nálunk egy 300-as optimum van, jóval súlyosabb a keret, de nagy előtolásnál ha nem is ugrál, de rezonál, ha nincs a vágandó anyag rendesen rögzítve.
Zsír új a fűrészlap, szóval nincsenek kitöredezve a fogak. Ha fektetem, akkor is pattod. Tömör köracél vágásánál is ugrál, de főleg amikor megkezdi. Ha már anyagban van, akkor sokkal jobb, de messze van a jótól.
még korábban vettem használtan egy fémipari szalagfűrészt, de eddig nem igazán volt időm foglalkozni vele. Ma délelőtt megpróbáltam vágni vele anyagot és a mellékelt videón látható "ugrálást" produkálja: https://we.tl/t-ciOpaUFTDx
Amit eddig volt időm megnézni: - Hajtómű tengelye nem lóg, a tengelyen a kerék jól illeszkedik, nincs kiverődve. - A feszítő kerék csapágya jó, zaj nélkül és könnyen jár. Ennek a dőlésén picit állítottam is, így tökéletes pozícióban szalad a fűrészlap. - Az oldalsó csapágyak hézaga jó, oldalirányba nem tud mozogni a fűrészlap. Az oldalról támasztó csapágyak könnyen járnak, jó állapotúak. - A lap a satu felfekvő síkjához képest derékszögben áll. - A lap zsír új, de a régivel is ugyan ezt csinálta. - Mérőórával néztem a kerekek ütését, és sugár irányba a feszíthető kerék kb. 16 századod üt, a hajtott ~70 századot. Oldalirányú ütést nem mértem, de a hajtott szemmel látva is üt egy minimálisat (a feszíthető szépen szalad). Szétszerelés során úgy tapasztaltam, hogy a fűrész gyári állapotú, nem "mókolt", szóval valószínűleg ez új korában is ilyen gyatra volt. A hajtómű tengelyén mérve max. fél század az ütés, szóval görbe tengely kizárt. Érdemes lenne őket felszabályozni, vagy ilyen jellegű fűrészeknél ez nem probléma? - Ha "üresbe" teszem a hajtóművét, kézzel hajtva is szépen szalad a fűrészlap, nem akad sehol, nem nehéz átfordítani. Sőt a lendület viszi tovább. Természetesen feszített kerék mellett. - Ha nincs fogásban a lap, akkor az egész fűrész gyönyörű szépen, rezgés nélkül üzemel. - Derékszög mellett leengedve a fűrész keretét (150mm-es derékszög), kb. 0,8mm tér ki a síkból a fűrészlap.
A lapot a felső élén támasztó csapágyat még nem volt időm jobban megnézni, amennyire odafértem kézzel forgatva jónak tűnt, ki még nem volt időm szedni.
Van valakinek hasonló jellegű tapasztalata? Mi tud ilyen hibát okozni? Amúgy ez a pattogás / ugrálás főleg akkor nagyon durva, amikor a lap vágás kezdetén megérinti az anyagot. Olyan, mintha függőleges irányban ütne a fűrészlap???
Üdv, Andris
bozo79 | 1
2020-12-27 16:02:12
[45571]
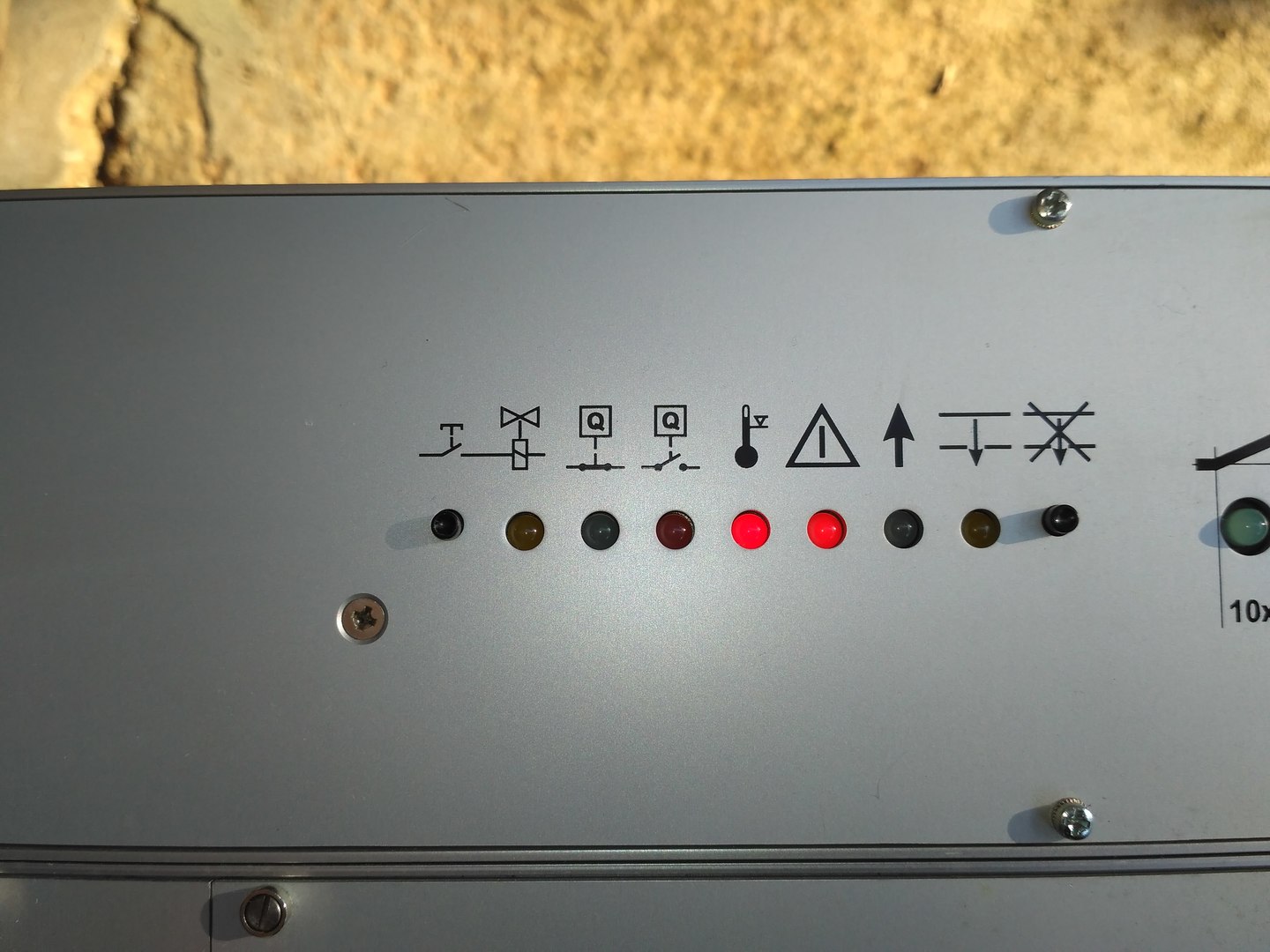
Segítséget szeretnék kérni. Van e olyan a fórumon aki dolgozót vagy ismeri a Powercontrol gépeket.Én vettem egy ilyen gépet nincs sok tapasztalatom hozzá. Ezért kérném a segitseget benne. Csatolok képet a gépről. Köszönöm a segítséget.
Csikarc | 5045
2020-12-26 21:01:50
[45570]
Lehet tippelni is a funkciókra mert nekem több kapcsoló jelzése is elég homályos.
Ha nem találsz más lehetőséget, INNEN oldalanként kép formátumban(jpg) le tudod tölteni. Elég jók, olvashatóak/értelmezhetőek a letöltött képek. Nem tudom hány oldal/kép lenne összesen...
Előzmény: Szalai György, 2020-12-26 12:22:06 [45562]
Szalai György | 9464
2020-12-26 12:22:06
[45562]
Igen, ez lenne a csúcs, de nem engedi látnom, vagy letöltenem a .pdf-et.
 Ezek után jutott eszembe, hogy nekem is fel van telepítve a gépemre egy fordító program csak megfeledkeztem róla- valószínűleg valami bizalom vesztés miatt nem gondoltam a használatára.
Ezek után jutott eszembe, hogy nekem is fel van telepítve a gépemre egy fordító program csak megfeledkeztem róla- valószínűleg valami bizalom vesztés miatt nem gondoltam a használatára.
 .
.