Ez a motor 7,8A-t kér. Olyan frekiváltó kell ami a kimenetén tudja ezt az értéket Egy 2,2 kW 1 /3 fázisu tud 10A a kimeneten, így az elég lesz hozzá. Szerintem
Sziasztok! Talán még belefér költözés elött. Vettem egy ilyen marómotort és az a kérdésem, hogy mekkora frekváltót vegyek hozzá. Van 2,2 kW és 3 kW motorhoz, de kettő közt nincs. Tanács kéne. https://eur.vevor.com/s/mar%C3%B3g%C3%A9p/spindle-motor-c_10130
Bonyhádi | 49
2025-05-08 19:46:05
[52765]
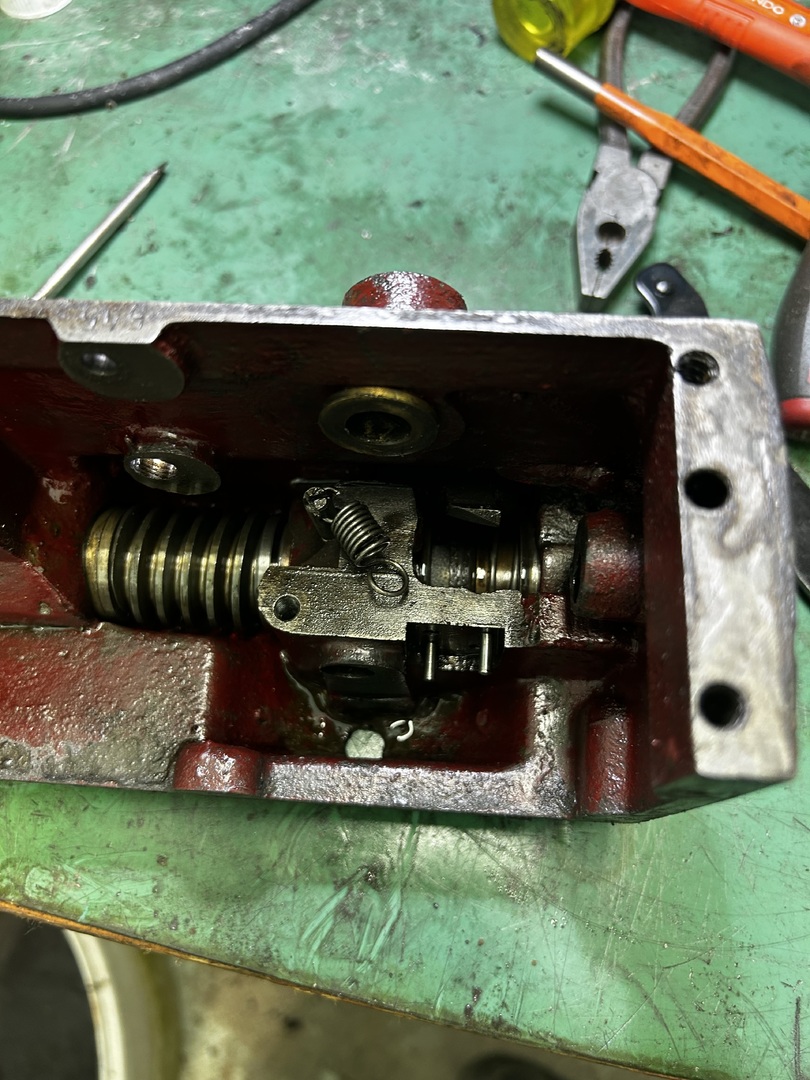
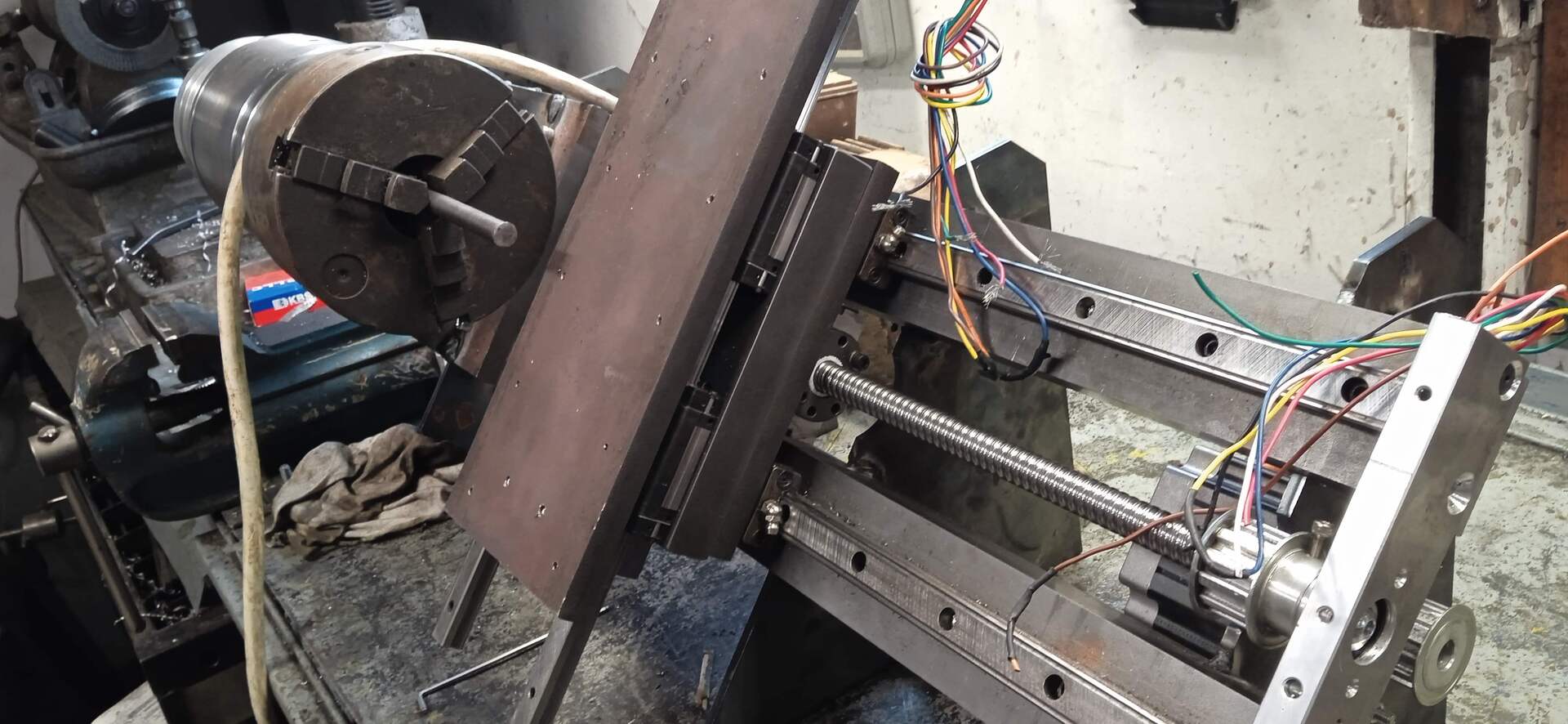
Update egy kávé után: a körmös oldal az előtolás nyomatékhatárolója. A körmös anyát két hernyócsavar tartja a helyén, egy a lakatszekrény alja felől, egy pedig az ütköző kar (gépkönyv lovasokként hagyatkozik az ütközőkre) alatt. Két hernyócsavar kivétele utána a nyomatékhatároló oldalt ki tudjuk emelni.
Ami a csigát illeti: az ellenkező oldalon egy persely van benyomva az öntvénybe, amit nem lehet megfogni kb sehogy, nem a legbarátságosabb konstrukció. Én satuban alu lemezek között tudtam megfogni a persely peremét és így le tudtam róla fogatgatni az öntvényházat.
Sziasztok! Emus 160 szétszedésében vagyok, de a lakatszekrénynél kicsit elakadtam most: hogy tudom szerintetek a csigát kiszedni? Ha a körmösanyát tekerem, akkor csak a csiga melletti rugó feszességét állítom.
Elbandi | 9
2025-05-07 08:16:42
[52763]
Köszi szépen, így már tiszta. Menni fog. Köszönöm mégegyszer!
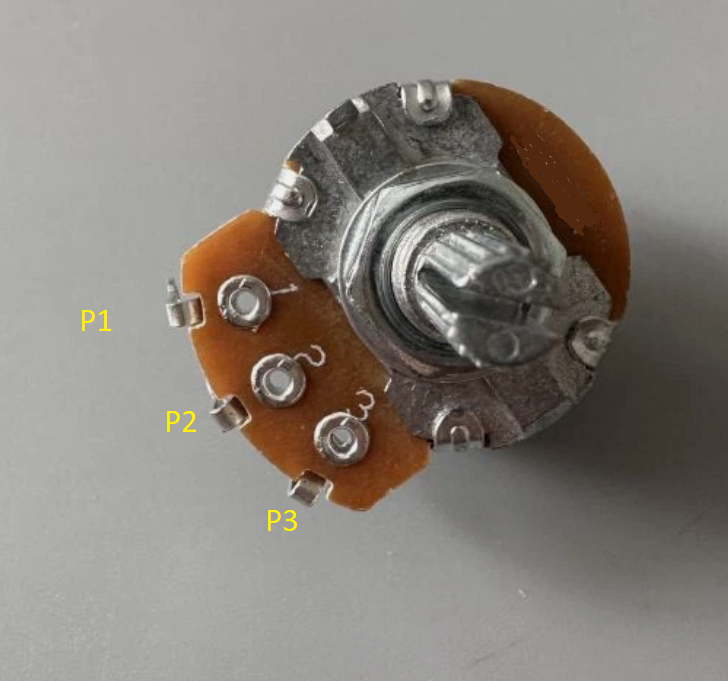
Sajnos nem. Már nincs is meg az eredeti poti. Ahogy a mellékelt képen látszik (remélem, sikerül csatolni a képet), a P1, P2 és P3 feliratú aljzathoz nincs is vezeték sem. Én legalábbis már így jutottam a géphez.
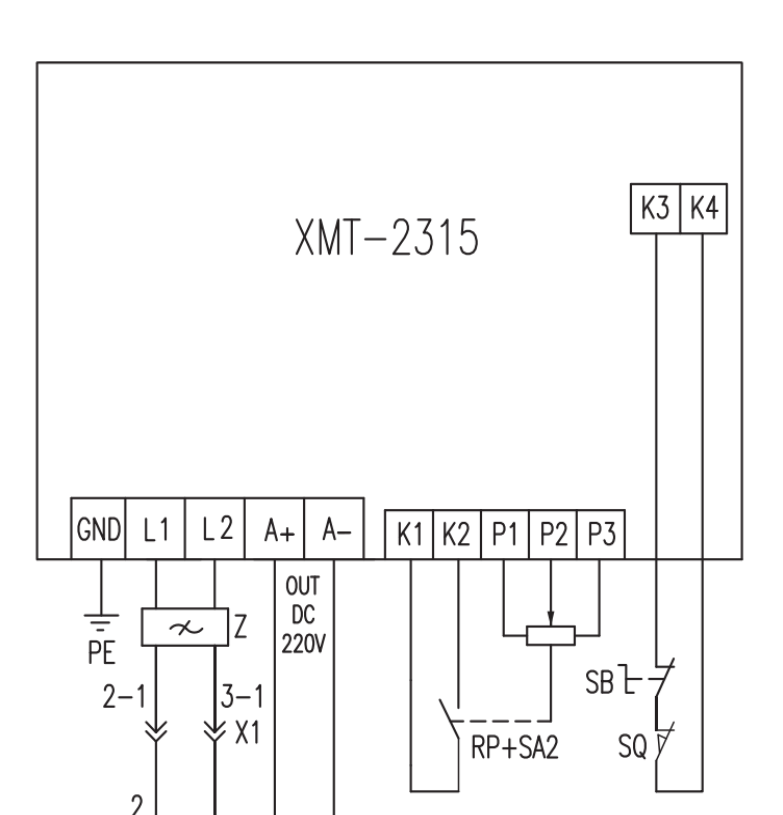
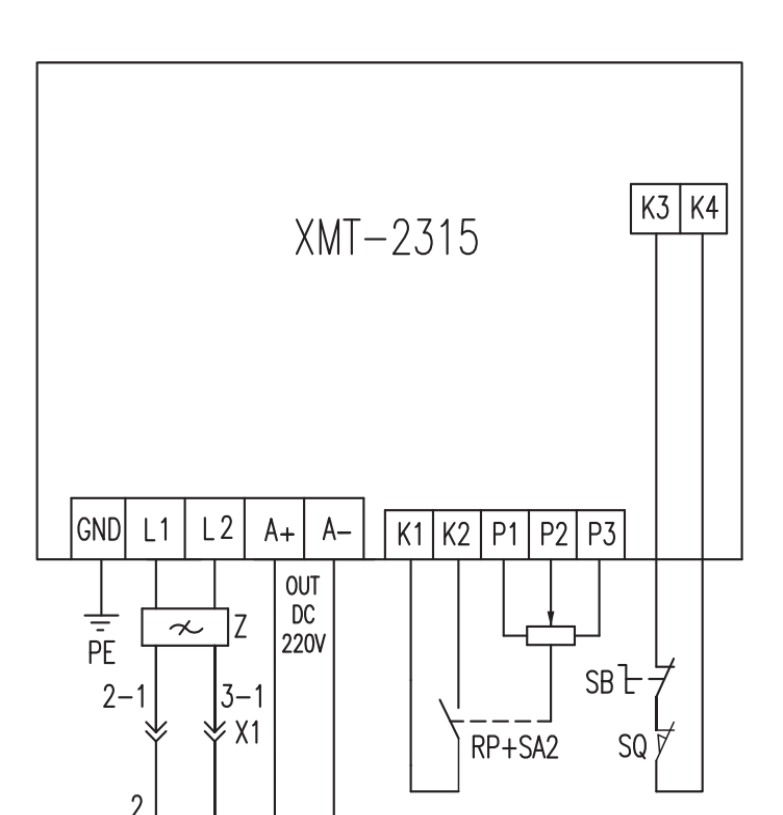
Egy kapcsolós mono potinak öt kivezetése van. A rajzon lévő poti isennek látszik. Ez alapján a P1-P2-P3 csatlakozópontokra megy a poti ellenállás része. A régi poti bekötés már nem azonosítható?
Köszönöm szépen! Akkor ezekszerint a meglevő potméter erre nem alkalmas. Ha rendelek egy WH24-2 típusút és a megfelelő helyekre forrrasztom a K1-et es a K2-t akkor azon a maradék 3 ponttal lesz valami teendőm?
Segítséget szeretnék kérni a meglévő Sieg SX1 típusú kínai marógépemhez. XMT 2315 típusú vezérlőpanel (?) van benne és egy évekkel ezelőtt kiszerelt, használhatatlan potmétert kellene pótolnom amivel a fordulatszámot lehetne szabályozni. A panelen van egy K1 és egy K2 jelű vezeték. A kérdésem, hogy melyik vezetéket hova kell forrasztani a potméteren lévő három lehetőség közül. A potméteren WH24-1 4K7 szerepel. Bocsánatot kérek ha bugyuta a kérdés! Segítségeteket előre is köszönöm! ????
Vetesi75 | 1724
2025-04-29 17:47:58
[52756]
Tizenéve konstruáltam egy 300mm-es, rövid, egy oldalon csapágyazott lemezhengerítőt. (l=250...300, Lv5...6, D=125 és nagyobb) A közepe fix és hajtott, a két szélső henger kétoldalt csapágyazott, szabadonfutó, egy konzolon állítható magasságú. Anyaguk 4"x1/2" acélcső. a támasztók 40-es tengellyel, 2-2db NUP208-cal, a hajtott 2x 22220 beálló csapágyon (táv kb.1méter), ennél a kopasz 100-as tengelyvég szolgál hengerként is és kb. 30cm-es 3/4" lánckerékkel van forgatva 1:3 áttétellel. Csapágyat, tengelyt még nem kelletett cserélni, de a lemezváz renoválása és a lánccsere időszakosan előjön. (Az egész cucc abból a meggondolásból született, hogy munkadarab levételkor ne kelljen bíbelődni a támasztócsapággyal.)
"Tetszett ez a videó , ügyes , tapasztalt konstruktőrnek látom . De ... " Amolyan látványpékség, az ember szeme kívánja, de az esze tudja, hogy ne vegyen belőle, mert felfújt, egészségtelen az áru. Átpörgettem a videót. Működik a végeredmény, de ez csak kb hobbira való, arra meg drága. Pl a tengelyeknél a lépcsőknél nem látok rádiuszt, az meg hogy esztergával készítette el a hőkezelés után a "csapágyméretet".... nem véletlenül szalad olyan szépen a tengelyre.
Tetszett ez a videó , ügyes , tapasztalt konstruktőrnek látom . De ... Most kiszúrtam , hogy a szabadonfutó tengely házánál ,nem törte le eléggé a csapágyházak belső hegesztendő oldalát hogy maradjon is megfelelő keresztmetszetű hegesztés ! A tengelyeken lévő pici lánckerekeket már előbb írtam ,azt külön nem is akartam említeni . Nekem is van 3 db ,elég komoly modulú fogaskerekem , talán erre a projektre lett szánva ,jó régen , de öntvény ,az nem a legjobb ómen viszont . Talán tettem is róla képet . Dumálok itt nem hogy csinálnám
Köszönöm az infókat ! Az 50 mili onnét van hogy ekkora átmérőjűek a hengerítőm tömör hengerei . Szerintem is kell legalább akkora tengely átmérő egy nyitott vázas ívelőhöz . Pláne hőkezelés nélküli mezei anyagból készítve . Az összes "házi" építésű ívelőn pici lánckerekek vannak a hajtott tengelyeken , nem is értem őket ,hiszen adja magát hogy ide kell a maximálisan beépíthető legnagyobb átmérő , áttétel . A hengerítőmön áttétel nélküli kézikar van, és hát bizony nem tudom tekerni ha nagyobbat fognék vele ... Egyik oka hogy nem erőltetem a 40x40 et . Viszonylag jól megépített kisebbeken sem mutatnak 40x 40 es zártszelvény ívelést . Holnaptól nekiállok a kapu összeállításának , az ívelendő rész ráér , az a darab majd utoljára fel lesz téve . Hogy valami látszata is legyen már a sok dumámnak Néztem kész pántokat , hát vannak jó árak ,lehet csinálok ,nyuggerként nem hajt a tatár , meg hát a nyugdíj sem egy végtelen összeg . Az sem utolsó hogy azért szeretem is csinálni ,magamnak ! A görgőre ráment a hétvége de az legalább nem járt zajjal , ötös elektródával is töltöttem , másra úgyse tudom használni , 170 amperrel is éppen hogy égett , de a kis inverter jól vizsgázott ,névlegesen 180 amper .
Egy közepes méretű hidraulikus van a melóhelyemen, annak legalább 50-es a tengelye (ha arra járok megmérem), kb. 17cm-es görgőkkel. Amit biztosra tudok, hogy a két fix görgő a hajtott, 1-1 3modul-os, 30mm széles a tengelytávnál nagyobb átmérőjű fogaskerék által (egymás mellett részben átfedik egymást). A közös hajtó kiskerék dupla széles és ez az utolsó áttétel kb. 1:3 arányú.
No ,van egy hajlítógörgőm , átmérő 50 es furattal , átmérő 82 es dolgozó átmérővel 40 es anyaghoz . A videó tetszik , nem találtam benne hibát . És még lelki társ is ,ahogyan darabokból összehegesztette a szabadonfutó görgő csapágyházát . Ha már bajlódik vele az ember egy ilyet érdemes . Most hogy edzettek a tengelyek és a hajlító tárcsák görgők is az azért már profizmus ,nem tudnám megoldani . Azon gondolkodom már csak ,mekkora átmérője lehet a tengelyeknek ,ahol fogadják a hajlító tárcsákat görgőket . Szinte bizonyos hogy nem kezdek ilyenbe bele ,kisebbe meg értelmetlen is . Arra ott a hengerítő , kisebbekkel simán elbír , a 40x40 az sok neki ,meg én se bírom kézzel tekerni Szerintem kibeszéltem magamból ezt a témát is
Köszönöm. Ez nagy segítség, így már van egy kis fogalmam róla hogyan lehet megcsinálni. A talprész is hozzá tartozik- stimmel a skála, a színe és nem látszik nyoma az átalakításnak. Nem tudom milyen gyártmány lehet, gondolom a mozgó pofán volt a felirat.
Gondolom egy hidraulikus satu alsó része lehet egy nem hozzávaló talp résszel. A hidraulikát kihagyva egy "L" alakú anyával jó erős satu készíthető belőle. Itt megnézheted milyen lehetett a szerkezete fiatal korában: https://cnctar.hobbycnc.hu/Csuhas/hilma_satu/
Sziasztok! A képeken látható satu hiányzó alkatrészeit szeretném pótolni. Van valakinek hasonló működésű? Jó lenne tudni hogy milyen a mozgó pofa meg a léptethető rész.
jani300 | 12314
2025-04-25 23:12:28
[52746]
Ez a típusú gép ami tetszik . Nézegetem ezeket már régóta . Ez mondjuk azért igen brutál méretű ! Természetesen megvan a homokkal való feltöltés is . De azt még a lánggal történő hajlítás idején használták ,abban a témában tanultam róla . Úgy néz ki megint lesz egy befejezetlen projektem De most azért nekiugrottam ma rendesen
jani300 | 12314
2025-04-25 22:55:28
[52745]
Ha unalmas vagyok szóljatok . Alakul , kivan nagyolva . De felhegesztem még , már mindegy a hegesztés az szinte semmi . Felületi minőség ,hát kést is kell köszörülni, de lejött velem a fiam és tetszett neki a forgácsolás ... A középső anyag nyers furatát egyszerűen elmértem ,alapból 50 felett lehetett valamivel . Brutális lesz ez a görgő . Még a végén kell hozzá csinálnom gépet is Eszterga ,talán egy éve is már hogy forgott , ideje volt rám szólni .
Előzmény: Timár László, 2025-04-25 19:26:41 [52742]
PSoft | 18696
2025-04-25 19:42:00
[52743]
Akkor, még egy ötlet.... Régebben láttam egy youtube videót, ahol a Harley csőváz elemeit hajtogatták. Ők is ledugózták egyik végét, valamilyen folyadékkal sok-sok bar nyomással pumpálták a másik végén és úgy hajtogatták a csöveket. Egyébként, úgy ötven éve én is homokkal tömtem, cementes zsák papírjával dugóztam és melegítve hajtogattam a vastagabb villanyász műanyag csöveket. Úgy mindig szép, szabályos kanyarok sikeredtek.
Előzmény: Timár László, 2025-04-25 19:26:41 [52742]
Timár László | 250
2025-04-25 19:26:41
[52742]
Nekem azt tanították, hogy ha kanyarítunk zárt szelvényt, csövet, hogy meg kell tömni homokkal, ledugózni, úgy hajtani.
Hát .. Jakkari-jakkari ,fogd meg a söröm ...:) Van itt minden csak fel kell turbózni magam . Görgő lesz ,csak most fel kell kicsit szabályozni a gyártásközi félterméket ,mert utána már gond lenne megfogni ,tokmányba , legalábbis egyszerűen . De már lenne hová vinni ,fusiba ,de nem lehetek ott , túrókat , elégvolt elcseszni 2 méter zártszelvényt
Nálam is tervben van egy ilyennek az építése, de nem tudom mikor lesz rá idő és lelki erő . Egyébként sok évvel ezelőtt volt itt a fórumon valamelyik topicban pár jó terv, leírás, sőt tán becsatolt youtube videó is, de utólag más sosem találtam meg amikor kerestem.
Minden igaz amit írsz ! A felső görgőn azért van ráhúzva a vastagfalú csődarab hogy kevésbé törje az anyagot . A vasból készült profilozó ívdarab ötletemről írtam is tegnap , műhelyprésbe téve . Egyelőre megpróbálom a negyvneszer huszast , aztán még az is lehet később kicserélem . Lényeg legyen átláthatatlan .valahogyan jobban kinéző kapu . Ma délelőtt is kérdezték : AKKU ,VASHULLADÉK ? Mondtam roti van ,avval kell intézni De két méter zártszelvényt már elintéztem , lehet visszateszem a gépbe és meghajtom jobban ,és ráteszem a meglévő kapura ,és akkor nem sürget semmi . A mostani kapunak már nem fog ártani
Bizonyos mértékű deformáció biztos hogy fellép. A hengerítő kivitele nem a legmegfelelőbb, közel vannak egymáshoz az alsó hengerek, de én úgy vélem túl kicsi rádiusszal próbálkozol. egy 2 méteres kapuszárnyon egy 5m rádiusz az nagyon lágy ív. Mondhatnám azt is, van esztergád, a hengerítőre tudnál vállas görgőpárokat tenni, sokat javítana a helyzeten. Meg kis lépcsőkben, türelmesen haladni. Ha megnézel egy ívelést általában ahol fogást veszel, ott mindig kialakul törés. Ezért szoktak mindig + 50-60 cm (gépfüggő, anyagfüggő ráhagyással) kalkulálni, és az leesik a végén. A falvastagság pedig bármilyen hihetetlen, pozitívan befolyásolja az ívelés minőségét. Minél vastagabb falu a szelvény, annál szebb lesz a végeredmény. Ismerősöm kapuhoz úgy ívelt, hogy fából megcsinált sablonra ráhúzta az ívet, igaz a kirugózás ilyenkor nagyobb, de aztán mivel 2 egyformát készített, ebből lett a kapu.
Szia Tibor ! Melegítés , hát az lenne valami Hát ,feladom ... 40X20 as zártszelvényből szerintem simán menni fog . Lapjára . Itt nincsen olyan akinek feltűnne . Aki meg érti és kinevetne , hát az úgyis hozzám jön Legfeljebb kicserélem egyszer ha ismerős befejezi a gépét . Végül is csak egy normálisabb kapu a cél .
Szia ! Ez a hengerítőm ! Tegnap délután izmoztam kicsit vele , de nem bír igazán a 40x40x2 es zártszelvénnyel . Lapítja , az él sarkosodik . 40x10 es laposvas nem volt gond neki . Kerstem pécsett céget aki hengerít de eddig nem találtam . Imerősé majdnem kész ,de hát az a majdnem .... Most két nyomi ívelt zártszelvényért ,már nem akarnék gépet készíteni . Ami ötlet még motoszkál , csinálok csőhajlító pofa szerű ívet , ellen oldalon ,két billenő lapos alátámasztóval .talán . Minrt a régi csőhajlító , ma láttam is csőhalítót a méhben ,de hát van kettő is . Na meg akkor a mai turkálásom is felteszem
A vezérlőn számos feliratozási hiba van, többek között a tápegység bekötési jelzése is rossz.
A DM860xx vezérlő család biztonságosan 24-80V DC-ről járatható. Egyes típusok 110V DC-t is kibírnak, bár én ezt senkinek nem javaslom, de még a 60V DC feletti tápellátást se (hiszen a léptetőmotoroknak csak pár százaléka tudja ezt kihasználni). Ha pedig van benne Greatz híd, és utalás a váltakozó áramú betáplálásra, akkor a fentiekben közölt DC feszültségek ~ 0.7-szeresével is meghajtható.
Tudatlanként kérdezem, ha van egy meghajtóm ami váltófeszültséget kér, akkor én azt büntetlenül megtáplálhatom simán azonos értékű egyenfesszel? Akkor miért nem az van ráírva, hogy mondjuk betáp: 48V ac/dc.
A motor konkrét adatai alapján most is az van, amit látatlanban legelőször írtam reggel, azaz 50V DC tápról járathatod. Ez a motor úgyse fog 400-600 rpm fölött már jól teljesíteni, ehhez meg bőven elég lesz az 50V. Mivel van DC48 tápod kész is megoldás. Sok sikert a használathoz, a próba pörgetésekhez.
Muszáj neked folyamatosan nyomni a sületlenségeidet, ahogy már a 52720-ban is megtetted? Kérlek gondolkozzál már egy picit, mielőtt ide beírsz valamit.
Ídd meg a kávéd és gondold át amit írtál. 48V~ a kezdő feszültség. Mennyi lesz egyenirányitás után? Menyi belső DC feszültség kell a vezérlőnek a minimum a helyes működéshez.
Fontos tanács: Elsősorban max. 50V DC tápról járassad, mert az összes többi variácinak csak kockázata, minőségromlása van, de haszna minimális. Jó lenne tudni a motorjaid adatait is (nyomaték, U, I), mivel a motor adatoktól is függhet a tápfesz.
Mivel a gyártó csak a váltakozó feszültséggel való táplálást írta rá a készülékre ez azt valoszínüsíti, hogy az egyennirányító híd teljesítménye nem engedi meg az egyenfeszültséggel való táplálálást mert az egyenirányító teljesítménye a maximális terhelésnél felvett áram alatt van, ami meghibásodáshoz vezetne.
Ha mindenképp egyenfeszültséggel szeretnéd müködtetni akkor szedd szét és távolisd el az egyenirényító hidat, vagy cseréld nagyobb teljesítményüre.